
Abstract
Inconel 718 is widely used nickel-based alloy in engineering applications because of its favorable mechanical properties. Though, machining of this alloy is difficult and results in poor tool wear and surface quality. Selection of suitable machining condition is essential for improving the machining performance of this expensive and hard to cut the material. The study compares the use of cryogenically treated inserts in dry, MQL and cryogenic environment. Cutting speed, feed rate and depth of cut are considered as control parameters, whereas surface roughness and tool flank wear are the response parameters. The adequacy of developed response surface models (RSM) is tested on the basis of the correlation coefficient (R2). Later, the effect of cutting parameters on surface quality and tool wear is presented for all three machining conditions. Application of liquid nitrogen with cryogenically treated inserts besides the use of MQL gives the least tool vibration, the lower cutting temperature during experimentation. Later on, the good surface quality of workpiece along with least tool wear is noticed. The performance curves show that the use of cryogenically treated insert along with MQL and liquid nitrogen is found to be better than other conditions. This is accepted as the best way for enhancing the machinability of Inconel 718.
Access provided by Autonomous University of Puebla. Download conference paper PDF
Similar content being viewed by others

Keywords
1 Introduction
Nickel-based superalloy—Inconel 718—is widely used in marine, aerospace, petroleum, food processing and medical industries due to its properties like high strength, hot hardness, and corrosion resistance [1,2,3]. However, the properties such as work hardening tendency and poor thermal conductivity (11.2 W/m-K) [2] create its machining difficult. The measurement of machinability indices plays a very important role in assuring and improving the quality of the Inconel 718 in manufacturing industries. The most significant parameters like surface finish and tool wear are depended upon the machine, cutting process, forces, fluid type, tool and workpiece material [4, 5]. The flank wear is proportionally increased with cutting speed and feed rate which results in improved temperature, and thus, controlling the tool wear is essential for getting the desired surface finish [6, 7]. Selecting the right type of cutting fluid improves the quality of the machined surface besides low tool wear by avoiding the overheating and conveying the heat from chips away from the cutting area [3]. Flood coolants are generally used in machining, but they polluted the working environment. The use of MQL, cryogenic techniques, plasma heating of workpiece, tool coatings, etc. is some of the methods used for enhancing the machining of nickel-based alloys reported by the researchers [2, 8]. Pusavec et al. [4] reported the combined use of liquid nitrogen (LN2) and MQL in turning of Inconel 718. They reported combined use of LN2 and MQL which improves the machinability of material. Reviewing literature found that there is a scope to evaluate the performance of cryogenically treated tools in cryogenic machining (use of LN2) of Inconel 718 beside MQL. In this research, an attempt is made to compare the performance of cryogenically treated tools in dry, MQL and combine in MQL and cryogenic environment.
2 Experimentation
Inconel 718 work parts (22 × 150 mm) were selected for machining. Kennametal make, uncoated tungsten carbide inserts (TNMG 160408) with dual chip breaker geometry, was selected for experiments. Each experiment is performed using a new tool edge at a cutting length of 60 mm. Insert type, cryogenically treatment cycle, MQL and LN2 flow rate are selected based on the literature [1, 9, 10].
2.1 Machining Conditions
The machining conditions used in turning of Inconel 718 are: (1) dry machining with cryogenically treated inserts (DRY-CT), (2) minimum quantity lubrication with cryogenically treated inserts (MQL-CT) and (3) MQL and liquid nitrogen (cryogen) with cryogenically treated inserts (MQL-CRYO-CT). For condition 2, BioCut 3600 coolant is used through the MQL spraying system (make: DROPCO) with the pressure of four bars and flow rate of 80 mlph. Similarly, for condition 3, liquid nitrogen is passed through a vacuum insulated pipe at the rate of 1 lph beside MQL. The deep cryogenic treatment (−196 °C) cycle can be helpful for better wear resistance of tungsten carbide tools [1, 2]. Therefore, a similar deep cryogenic treatment cycle was preferred in this research. Uncoated carbide tools are treated using deep cryogenic cycle at a rate of 0.5 °C [1].
2.2 Experimental Plan
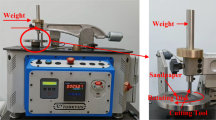
Turning operation was executed on CNC lathe machine as shown in Fig. 1. The piezoelectric dynamometer is used to measure the cutting forces. The accelerometer is placed to measure tool vibrations. National Instrument’s DAQ 9178 is used to acquire the output from dynamometer and accelerometer. Surface roughness of work parts was measured with portable surface roughness tester. The tool flank wear at nose radius was measured with the help of USB microscope. The cutting temperature was measured using a digital thermometer (Mextech IR 1800 with thermocouple).

Experimental setup (left) and use of cooling conditions in turning of Inconel 718 (right)
For designing the experiments, five levels are coded for three input factors like cutting speed (v), feed rate (f) and depth of cut (d) using central composite design (CCD) of response surface methodology (RSM) in MINITAB 17 software. The ranges of v, f and d are selected as 9.5–110.45 m/min, 0.06–0.23 mm/rev and 0.32–0.17 mm, respectively. The experimental strategy is applied, and the values of responses such as cutting temperature (T), cutting force (Fc), tool vibration (As), surface roughness (Ra) and tool flank wear (VBmax) were measured for the three conditions used, i.e., DRY-CT, MQL-CT and LN2-MQL-CT. The input and measured values of process parameters are considered for further processing but not presented here by considering the page limit of this paper.
2.3 RSM Modeling
The values of input and response parameters are used for evaluating their relationship using RSM. The empirical models display an association between response parameters (T, Fc, As, Ra and VBmax) and cutting parameters (v, f, d) in the turning of Inconel 718. The capability of developed models was confirmed using analysis of variance (ANOVA) and correlation coefficient (R2). The developed models for estimated responses have been compared with experimental data using regression plots. Based on R2 values (greater than 90%), the RSM models are found to be capable for estimating responses for all machining conditions. It is concluded from the entire assessment of regression plots that the models are established a strong relationship between estimated and experimental responses.
3 Effect of Cutting Parameters on Surface Roughness and Tool Wear
The models are designed for assessing the performance in the turning of Inconel 718 for three machining conditions. Figures 2 and 3 show the plots of the RSM models for surface roughness and tool wear, respectively. The cutting parameters (v, f and d) against the responses such as surface roughness and tool wear are presented in the context of three machining conditions like DRY-CT, MQL-CT and LN2-MQL-CT. Figure 2 shows that there is a significant enhancement in the surface roughness by increasing cutting speed. However, for increasing feed and depth of cut, the value the surface finish degrades. It is also observed that the reduction in roughness values is observed at high speed and moderate feed and depth of cut for three machining conditions shown in Fig. 2a–c. The high value of roughness is noticed for DRY-CT condition, whereas the low value of Ra is noted in LN2-MQL-CT condition. The value of roughness is highest for the DRY-CT condition at low cutting speed and lowest at high cutting speed. The same results are reported by Devillez et al. [11] and Deshpande et al. [12] in turning of Inconel 718. They concluded that at high cutting speed, more heat is built up at tool–work interface which softens the workpiece result in low cutting force. The increase in feed and depth of cut results in breaking of cutting tool which severely increases the surface roughness and tool wear.

Performance plot of cutting parameters against surface roughness (Ra)

Performance plot of cutting parameters against tool flank wear (VBmax)
Tool flank wear at the nose is selected as one of the response parameters. It is the most significant wear in the different forms of tool wear, and it considerably increases the cutting forces and vibrations which affect the quality of machined part. Tool wear variations against cutting parameters (v, f, d) are shown in Fig. 3. The behavior of wear is almost the same for all the machining conditions. The cutting speed is more significant for wear compared to f and d. The wear is very high in the DRY-CT condition, as an extreme amount of heat is produced and material erosion takes place. The material removal rate gradually decreases, high for the DRY-CT condition and low in case of LN2-MQL-CT condition as shown in Fig. 3a–c.
In LN2-MQL-CT condition, the cutting force, tool vibration and cutting temperature are observed to be less as compared to DRY-CT and MQL-CT conditions. MQL condition helps to remove heat from the cutting edge through cool air and the lubrication at the tool–chip interface. The dual effect of MQL and cryogenically treated insert results in a reduction in surface roughness and tool wear. The spraying of cryogen (LN2) at the tool–chip interface reduces the cutting temperature beside the use of cryogenically treated insert. This is accountable for the increased wear resistance of tool which further helps to maintain the tool sharpness even at high temperature. Here also, the combined effect of LN2 and MQL with cryogenically treated insert results in minimum cutting force, tool vibration and cutting temperature. These parameters therefore result in a reduced value of surface roughness and tool wear.
4 Conclusion
Turning of Inconel 718 is performed using three machining conditions. Experimental plan was developed using CCD of RSM. During machining, three responses like cutting force, vibrations of tool and cutting temperature were measured. Later on, the value of surface roughness and tool wear were measured for comparing used machining conditions. Based on R2 values (greater than 90%), the RSM models are found to be capable for estimating responses. It is concluded from the entire assessment of regression plots that the models are established a strong relationship between estimated and experimental responses. Developed RSM models were further used for analyzing the performance of cutting parameters on responses for three machining conditions. The combined effect of LN2 and MQL with cryogenically treated insert results in minimum cutting force, tool vibration and cutting temperature when compared with other conditions. These parameters therefore result in the reduced value of surface roughness and tool wear.
References
Deshpande YV, Andhare AB, Padole PM (2018) Experimental results on the performance of cryogenic treatment of tool and minimum quantity lubrication for machinability improvement in the turning of Inconel 718. J Braz Soc Mech Sci Eng 40(1):6
Deshpande YV, Andhare AB, Padole PM (2018) How cryogenic techniques help in machining of nickel alloys? A review. Mach Sci Technol 1–42. https://doi.org/10.1080/10910344.2017.1382512
Tazehkandi AH, Shabgard M, Pilehvarian F (2015) Application of liquid nitrogen and spray mode of biodegradable vegetable cutting fluid with compressed air in order to reduce cutting fluid consumption in turning Inconel 740. J Clean Prod 108:90–103
Pusavec F, Deshpande A, Yang S, M’Saoubi R, Kopac J, Dillon OW, Jawahir I (2015) Sustainable machining of high temperature nickel alloy–Inconel 718: part 2–chip breakability and optimization. J Clean Prod 87:941–952
Kaynak Y, Karaca H, Jawahir I (2015) Cutting speed dependent microstructure and transformation behavior of NiTi alloy in dry and cryogenic machining. J Mater Eng Perform 24(1):452–460
Homami RM, Tehrani AF, Mirzadeh H, Movahedi B, Azimifar F (2014) Optimization of turning process using artificial intelligence technology. Int J Adv Manuf Technol 70(5–8):1205–1217
Thakur D, Ramamoorthy B, Vijayaraghavan L (2009) Optimization of high speed turning parameters of superalloy Inconel 718 material using Taguchi technique. Indian J Eng Mater Sci 16:44–50
Jawahir I, Attia H, Biermann D, Duflou J, Klocke F, Meyer D, Newman S, Pusavec F, Putz M, Rech J (2016) Cryogenic manufacturing processes. CIRP Ann Manuf Technol 65(2):713–736
Pusavec F, Deshpande A, Yang S, M’Saoubi R, Kopac J, Dillon OW Jr, Jawahir IS (2014) Sustainable machining of high temperature nickel alloy—Inconel 718: part 1—predictive performance models. J Clean Prod 81:255–269. https://doi.org/10.1016/j.jclepro.2014.06.040
Thakur DG, Ramamoorthy B, Vijayaraghavan L (2009) Machinability investigation of Inconel 718 in high-speed turning. Int J Adv Manuf Technol 45(5):421. https://doi.org/10.1007/s00170-009-1987-x
Devillez A, Le Coz G, Dominiak S, Dudzinski D (2011) Dry machining of Inconel 718, workpiece surface integrity. J Mater Process Technol 211(10):1590–1598
Deshpande Y, Andhare A, Sahu NK (2017) Estimation of surface roughness using cutting parameters, force, sound, and vibration in turning of Inconel 718. J Braz Soc Mech Sci Eng1–10. https://doi.org/10.1007/s40430-017-0819-4
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2021 Springer Nature Singapore Pte Ltd.
About this paper

Cite this paper
Deshpande, Y.V., Andhare, A.B., Padole, P.M. (2021). Performance Appraisal of Cryogenically Treated Tool in Dry, MQL and Cryogenic Machining of Inconel 718. In: Kalamkar, V., Monkova, K. (eds) Advances in Mechanical Engineering. Lecture Notes in Mechanical Engineering. Springer, Singapore. https://doi.org/10.1007/978-981-15-3639-7_82
Download citation
DOI: https://doi.org/10.1007/978-981-15-3639-7_82
Published:
Publisher Name: Springer, Singapore
Print ISBN: 978-981-15-3638-0
Online ISBN: 978-981-15-3639-7
eBook Packages: EngineeringEngineering (R0)