
Abstract
District heating in China is growing very fast, but the heat production is still and will be mainly based on coal in the near future. Therefore, it is necessary to improve the efficiency of coal-fired heat production; one important way for this is to recover the waste heat in the flue gas. This paper analyzes the influencing factors for flue gas heat recovery and proposes the use of a flue gas scrubber to recover the flue gas in a coal-fired heat-only boiler after desulfurizer. We apply this technology to a heat-only boiler in Dalian city and discuss the feasibility from the perspectives of energy, economy and environmental aspects. The results show that the maximum heat recovery rate is about 7% if the flue gas can be cooled down to 39 ℃, and the payback time of the scrubber system is about 4 years.
This work is based on author’s earlier work on the flue gas heat recovery for combined heat and power (CHP) plant, and this paper is dedicated to the flue gas heat recovery for the heat-only boiler (HOB).
Access provided by Autonomous University of Puebla. Download conference paper PDF
Similar content being viewed by others
Keywords
1 Introduction
In recent years, China is now undergoing a fast urbanization. At the end of 2016, the total district heating (DH) area was 7.39 billion m2 [1]. Meanwhile, the DH energy consumption for DH accounts for about 30% of the total thermal energy consumption of the whole country, and it will be more in the future considering current development. Although DH is growing very fast, the heat production is still and will be mainly based on coal in the near future in China. Figure 1 shows that coal fired combined heat and power (CHP) and coal-fired district boiler account for 81% of the total DH heat production in China. According to the energy balance and energy losses of the coal-fired boiler, flue gas heat loss usually account for 5–8% of the boiler effect. This amount of heat loss can over 70% with respect to all heat losses of a coal-fired boiler [2]. Therefore, it is necessary and challenging to recover this part of waste heat from the flue gas and use it in the DH to increase the heat production efficiency and reduce the environmental burdens from DH. This paper focuses on the flue gas heat recovery from coal-fired boilers.

District heating technologies and their market share in China
In 1970s, France, England and Austria started to develop the condensing gas-fired boilers using the flue gas heat exchanger to recover the latent heat. But the acid gases in the flue gas can bring the corrosion problem to the heat exchanger. In this regard, Wang and Liu [3] developed an integrated equipment for flue gas heat recovery and dust removal for gas-fired boilers. Wang et al. [4] and Chen et al. [5] used this technology in a gas-fired power plant and boiler, respectively. They have done the simulations and the on-site measurements for the technology, and it was found that this technology can reduce the flue gas temperature from 150 to 200 ℃ to about 50 ℃.
The DH return temperature is usually 30–50 ℃. Therefore, it is possible to use the DH return water to recover the flue gas heat; however, the recovery rate will be heavily relying on the dew point of the flue gas, which is usually about 57 ℃ for gas-fired boilers. In this case, the heat pump technology can be used for enhancing the heat transfer efficiency. Fu et al. [6] proposed to use absorption heat pump to reduce the DH return water and use it to recover waste heat from flue gas for district heating. Sun et al. [7] also implemented an energy efficiency analysis for a real case which adopts the absorption heat exchangers for flue gas heat recovery of a gas-fired boiler. In some other countries, heat recovery steam generator (HRSG) [8] is usually used for heat recovery instead of absorption heat pumps.
However, there are few studies or reports focusing on the flue gas heat recovery from coal-fired boilers. One reason is that the heat recovery is more difficult due to the lower moisture and higher oxygen concentration in coal flue gas. Another reason is that the coal combustion flue gas is much dirtier and difficult to treat compared to gas and biomass combustion flue gas. In this study, we propose to use a direct-contact scrubber to recover the waste heat from coal combustion flue gas and connect it with a heat exchanger to transfer the recovered heat to DH return water. We build a model for the proposed heat recovery system and investigate the influencing factors of the heat recovery rate. Then, we implement energy, economic and environmental analysis for the technology feasibility in a case study in Dalian, China.
2 Methods
2.1 The Influencing Factors for Recovering the Waste Heat from Flue Gas
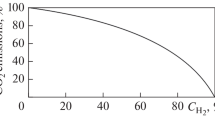
Figure 2 shows the relationship between flue gas heat recovery rate for wood fuel and flue gas temperature, fuel moisture and flue gas oxygen concentration.

Relationship between flue gas heat recovery rate for wood fuel and flue gas temperature, fuel moisture and flue gas oxygen level [9]
Different hydrogen and oxygen levels will affect the heat recovery rate. The higher the hydrogen level is, the higher the flue gas heat recovery rate will be, but the influence of the oxygen level is opposite. Technically, the moisture in the fresh air is usually much lower than the flue gas; therefore, the flue gas with high oxygen level will have lower partial pressure of water vapor, leading to the lower dew point [10]. Further, the low-dew point affects directly the possible highest water temperature in the scrubber. If this temperature is higher than the DH return water temperature, then a heat exchanger can be used to recover the heat, otherwise, a heat pump is needed to reduce the return water temperature and create larger temperature difference.
2.2 Using a Scrubber to Recover Waste Heat from Coal Combustion Flue Gas
The proposed heat recovery configuration is shown in Fig. 3. The flue gas in the inlet of the scrubber is assumed saturated. The absorption heat pump is not needed because the low temperature return water from a direct connect DH system is used to recover the waste heat. The hot flue gas enters the bottom of the scrubber, and the cooled circulating water is sprayed on the top of the scrubber. In this way, a high-efficient direct-contact heat and mass transfer process happen between the flue gas after desulfurizer and the circulating water. During this process, the flue gas will be cooled down to a temperature under its dew point. Therefore, the latent heat of condensing water is transferred into the circulating water. Neutralization is used only for deep and further SO2 removal if the desulfurizer cannot satisfy the more rigid environmental regulations in the future.

Using a scrubber to recover waste heat from coal combustion flue gas after desulfurizer
2.3 Calculating the Heat Recovery of the Scrubber
It is clear that the flue gas usually contains H2O (vapor), O2, N2, CO2, SO2 and NOx and other inert gases that are too little to be considered in the calculation. The recoverable waste heat includes the sensible heat of different gases and the latent heat of water vapor. This part of heat can be calculated using the following equations.
The mole number and mass of the water vapor in the scrubber inlet is
where \(n_{{{\text{H}}_{2} {\text{O}}}}\) and \(m_{{{\text{H}}_{2} {\text{O}}}}\) are the mole number and the mass of the water vapor; \(V_{{{\text{H}}_{2} {\text{O}}}}\) is the volume of the water vapor. The partial pressure of the water vapor in the scrubber inlet is
where \(P_{{{\text{H}}_{2} {\text{O}}}}\) is the partial pressure and the volume fraction of the water vapor. Then, we can calculate the proportion of condensed water vapor as
The condensed water mass can be calculated by
Then the latent heat obtained from the flue gas will be
where r is the latent heat of water vaporization, and it is assumed as a constant in the study, as 2260 kJ/kg.
In addition to the latent heat, the sensible heat of gases is also considered. We first compute the average mole specific heat capacity of the flue gas, then we can calculate the sensible heat as
where n is the total mole number of the gases, t1 and t2 are the inlet and outlet flue gas temperature of the scrubber. Finally, the total recoverable heat in the flue gas is
3 Results and Discussions
3.1 A Coal-Fired Heat-Only Boiler for Case Study
A coal-fired heat-only boiler in Dalian, China is planning to use the scrubber for flue gas heat recovery. This boiler plant has a 46 MW hot water boiler, with design thermal efficiency of about 80%. The supplied DH area is about 1.1 million m2 and the heating season is 150 days. Design outdoor and indoor temperatures are −9.8 and 18 ℃. The coal element analysis used in the study is shown in Table 1.
This is a directly connected DH system with design supply and return water temperature of 55/35 ℃ according to the measured results and the supply and return water temperatures are also shown in Fig. 4. It can be found that the average DH return water temperature is 32 ℃. So we can set the DH return water temperature to be 35 ℃ in the design of the scrubber.

Measured supply and return water temperatures of the DH system in case study
3.2 Results of the Flue Gas Heat Recovery for the Case Boiler
After the detailed calculation of the boiler, we gave design of the scrubber, height is 25 m and diameter is 4 m, which is smaller than the desulfurizer. A new stack is connected on top of the scrubber, and the height is 20 m with a smaller diameter of 3 m. Therefore, the total height of the new equipment is 45 m, which is high enough for the flue gas after scrubber.
In all, the schematic design of heat recovery system is shown in Fig. 5. It is important to determine the flue gas inlet temperature to the scrubber and this temperature is usually higher than the dew point of the flue gas after the dust remover. Because it is saturated with water vapor and the sensible heat of the gases before the desulfurizer is used to evaporate the water and transformed in the latent heat in water vapor, although part of the heat will be lost in the sulfur removal process, e.g., the desulfurizer tower radiation loss and the heat loss in the sedimentation pool. We found that the maximum recovered heat will be 3.3 MW at full load of the boiler, which means an increase of 7% in the thermal energy efficiency of the boiler. Accordingly, we can recover about 30,000 GJ heat from the flue gas during the whole heating season, considering the average load of the boiler. This amount of heat is equivalent to about 1700 tones of coal with lower heating value of 5500 cal/kg or 1345 tones of standard coal equivalent. Therefore, this system has a large potential of energy saving. Next, we will evaluate the economic feasibility of the proposed technology.

Schematic flue gas heat recovery design for the DH system in case study
3.3 Evaluation of the Economic Feasibility and Environmental Benefits
The economic feasibility is evaluated through the initial investment and the operating cost, the initial investment mainly include equipments and materials, which are listed in Table 2. The economic indices are based on either real data or the inquiry results from some manufacturers.
The operating costs are mainly the electricity consumption, salaries of the management staff and the maintenance cost. We calculated the electricity cost including the pumping cost and increased fan cost due to the extra pressure drop in the scrubber. Coal price is 0.13 × 10−3 Yuan/kcal. The rest are computed based on the local situation (Table 3).
Therefore, the theoretic static payback time is about 3.3 years, which shows a very good economic feasibility. In addition, this technology can also further contribute to the environmental protection, which is shown in Table 4.
4 Conclusions
In this paper, we summarize the existing problems in recovering heat from coal combustion flue gas and analyze the influencing factors for flue gas heat recovery. On this basis, we propose to use a scrubber to recover the waste heat from the flue gas of coal-fired heat-only boiler after desulfurizer. For the proposed technology, we build a model to calculate the latent and sensible heat recovery from the flue gas, apply it to a 46 MW heat-only boiler in Dalian city and discuss the feasibility from the perspectives of energy, economy and environmental aspects. The results show that the maximum heat recovery is about 3.3 MW if the flue gas can be cooled down to 39 ℃, which is equivalent to about 7% of the boiler effect. This technology can save 1345 tones of coal equivalent during a heating season. Meanwhile, it has extra environmental benefits and good economic performance with payback time less than 4 years.
References
Ministry of Housing and Urban-Rural Development of the People’s Republic of China (MOHURD): Statistical Bulletin on Urban and Rural Construction (2016)
Wang, H.C., Wu, X.Z., Duanmu, L., Miika, R.: Recovering waste heat from flue gas of combined heat and power plants for district heating in China. In: Proceedings of 2018 Roomvent & Ventilation Conference, Espoo, Finland, June 2–5, (2018)
Wang, S.L., Liu, G.C.: An integrated equipment for flue gas heat recovery and dust removal. Patent, CN, 102407070 B (2013)
Wang, S.L., Pan, S.Y., Mu, L.B., Shi, Y.Z., Ge, H.X., Qin, B., Liu, M.K., Zhang, X.J., Fei, Y.M.: Measurement and analysis of an energy saving retrofitting project of flue gas heat recovery from gas-fired boiler. J. HV&AC 7, 22–24 (2011)
Chen, K., Zhao, Y., Wang, S.L., Wei, Y.Q., Guo, Y.S., Hou, N., Jia, X.D., Chen, H.B., Shi, Y.Z.: Simulation test and energy efficiency analysis of flue gas heat deep recovery of thermal power plants. J. HV&AC 3, 53–58 (2013)
Fu, L., Tian, G.S., Sui, J., Jiang, Y.: Combining absorption heat pump with gas boiler for exhaust condensing heat recovery in district heating system. Acta Energ. Solar. Sin. 5, 620–624 (2003)
Sun, F.T., Zhao, J.Z., Fu, L., Zhao, X.L., Zhang, S.G.: Energy efficiency analysis of the waste heat recovery of flue gas from natural gas boiler based on the absorption heat exchange. Build. Sci. 10, 59–64 (2016)
Mehrgoo, M., Amidpour, M.: Configurations and pressure levels optimization of heat recovery steam generator using the genetic algorithm method based on the constructal design. Appl. Therm. Eng. 122, 601–617 (2017)
Condens Heat Recovery Company, http://www.condens.fi/eng/heatrecovery.htm. Last Accessed 18 Dec. 2018
Wang, H., Wu, X., Duanmu, L., Rämä, M.: Recovering waste heat from flue gas of combined heat and power plants for district heating in China. In: Proceedings of Roomvent & Ventilation, Espoo, Finland, June 2–5 (2018)
Acknowledgements
This work was supported by the China national key research and development program—China–Finland intergovernmental cooperation in science and technology innovation (NO. 2016YFE0114500).
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2020 Springer Nature Singapore Pte Ltd.
About this paper

Cite this paper
Han, Y., Wang, H., Duanmu, L., Li, X., Haavisto, I. (2020). Energy, Economic and Environmental Analysis of Flue Gas Heat Recovery for Coal-Fired Heat-Only Boilers. In: Wang, Z., Zhu, Y., Wang, F., Wang, P., Shen, C., Liu, J. (eds) Proceedings of the 11th International Symposium on Heating, Ventilation and Air Conditioning (ISHVAC 2019). ISHVAC 2019. Environmental Science and Engineering(). Springer, Singapore. https://doi.org/10.1007/978-981-13-9528-4_52
Download citation
DOI: https://doi.org/10.1007/978-981-13-9528-4_52
Published:
Publisher Name: Springer, Singapore
Print ISBN: 978-981-13-9527-7
Online ISBN: 978-981-13-9528-4
eBook Packages: Earth and Environmental ScienceEarth and Environmental Science (R0)