
Abstract
The paper presents results of an experimental study related to a non-destructive diagnostic technique used for preliminary determination the location and size of delamination in composite coatings of wind turbine blades. The proposed method of damage detection is based on the analysis of the ten first mode shapes of bending vibrations, which correspond to displacements of rotor blades perpendicular to the rotor plane. Modal parameters depend on the physical properties of the structure. On the other hand, failures can affect these properties (e.g. locally reduce the stiffness of the structure). Monitoring of selected modal parameter can allow determination the technical condition of the structure. The main assumption of the presented method is a comprehensive analysis of the measured data by determination the root mean square value (RMS) for each measurement point from all forms of free vibration obtained from the experiment. As a result, information contained in all modes of vibrations that may indicate damage of the blade will be included in a single characteristic. The investigations were carried out on a scaled-down model of a wind turbine blade of a rotor diameter of 36 m. The modal parameters have been determined only experimentally using a Laser Doppler Scanning Vibrometer. Damage was simulated for three localizations by additional high stiffness elements fixed to the surface of the blade. The results of the research presented in this paper confirm the effectiveness of RMS calculation in detection damage using modes of vibrations.
Access provided by Autonomous University of Puebla. Download conference paper PDF
Similar content being viewed by others


Keywords
- Modal testing
- Non-destructive damage detection
- Vibration based methods
- Root Mean Square
- Wind turbine blade
1 Introduction
Currently, wind energy is one of the most important elements of the electricity production system using renewable energy sources. The main drawbacks are lower efficiency compared to conventional energy sources and limited operating times due to unpredictable changes of weather conditions. Therefore, methods to improve their efficiency are intensively sought, for example by increasing their size or by locating wind farms in open waters, where wind conditions allow for continuous operation. However, this is connected not only to increased loads on individual turbine elements but also to extended operating time under loaded. These factors increase the risk of damage. Moreover, access to wind farms located on the open sea is limited, which undoubtedly also increases the costs of maintenance or periodic service inspections. That is why it is so important to use systems for monitoring and estimating the technical condition with special attention paid to the blades. The operation of the entire system depends on them. They convert wind energy into mechanical energy, which is transferred to a power generator. Due to the requirements for high strength and relatively low weight, the blades are usually made of laminates materials. It is related not only with the high price of blades but also with the occurrence of specific types of damage such as fibre failure or delamination [1]. The cost of the blades can account for 15–20% of the total turbine [2]. The causes of damage can be also specific: collision with a bird, icing, lightning strike [3], large temperature fluctuations, etc. Disassembling and replacing damaged parts at heights of several dozen meters is always very difficult, especially in the case of offshore wind turbine installations. For these reasons, intensive work is undertaken on non-destructive methods for monitoring wind turbine blades in order to detect and locate possible damage. In modern designs of wind turbines, diagnostic systems are often integral parts of rotor blade structures. The methods, which are the most commonly used for monitoring rotor blades are acoustic emission and ultrasonic wave propagation. Acoustic Emission examines the correlation between characteristic features of sound propagating within tested objects and their mechanical properties [4,5,6,7]. The ultrasonic method employs active systems for monitoring wind turbine rotor blades. In this method, the ultrasonic wave propagates in the material between transmitters and receivers. In the case of damage, the characteristics of the waves changes [8]. The measurement of strain is also used in rotor blades for monitoring. The sensors used in this method are typically foil strain gauges or fibre optical strain gauges [9]. There are also attempts to measure deformation using image correlation methods [10,11,12]. The next popular method to blade testing is thermography, which is a method to map the temperature distribution within the rotor blade using an infrared camera [13, 14].
Signal processing methods of diagnostic signals include nowadays wavelet transform [15, 16], fractal analysis [17], genetic algorithms [18], neural networks [19]. A common drawback of these methods is that the calculations are complicated and time-consuming, especially in the case of large amounts of collected measurement data. In these cases, statistical methods could be helpful. They are mainly used to isolate global features of signals or to determine the probability of occurrence of certain phenomenon. Determination of means in signal processing is usually associated with noise removal algorithms (median filter) and error determination. A special place among various means is occupied by the root means square (abbreviated RMS), which can be used to calculate the signal error, standard deviation or average power of a signal.
Obtained investigation results determine that damage changed the vibration spectrum of structure, which allow development of the non-destructive detection method of blades damage during normal running. The damage may significantly reduce the stiffness of structure which leads to the changes in natural frequencies and mode shapes. The main goal of this investigation was to develop a non-destructive method for damage detection and localization in a composite coat of a wind turbines blade using vibration parameters (free vibrations mode shapes) which depend on the physical properties of the structure.
2 Methodology
The results presented in this article are a continuation of the authors’ work on the development of a fast and effective non-destructive diagnostic method in order to determine the location and size of damage of a wind turbine rotor blade [20]. In previous research, the authors presented calculations of the one-dimensional Continuous Wavelet Transform for bending forms of natural vibrations. The major conclusions of that research were that the method of detection and localization of imperfections of the blade coating is effective but only under certain conditions. These terms concern the quality and high accuracy of measurement signal data, as well as precise knowledge about the structure of the object under investigation. With noisy signals, the detection was very difficult. However, even in the case of low noise levels, the analysed signal required pre-processing. Further, each vibration form was analysed and interpreted separately. As a result, this method, despite its unquestionable advantages, is complicated and time-consuming. The authors note that proposed method based on the wavelet transform should be a second stage of the diagnostic investigation after some precalculation.
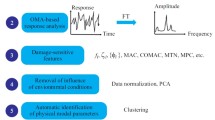
In this paper, the authors present a technique of preliminary detection and localisation of defects using statistic calculation. These calculations were carried out for experimentally determined modes of bending vibrations. A general research methodology is schematically depicted in Fig. 1.

General research methodology
The first step was experimental determination of the Frequency Response Function of the scaled down wind turbine blade, which was used to determine the values of resonant frequencies and corresponding modes of induced vibrations. Three scenarios of damage location of the blade coating were taken into account. The undamaged state was also measured. Data were obtained using laser vibrometry and analysed by calculating RMS.
2.1 Research Object
Investigations were carried out for a 1:10 scaled-down blade of a real wind turbine rotor of 36 m in diameter. The research object is schematically shown in Fig. 2.

A scheme of an experimental stand: 1 – rotor blade; 2 – blade fixing; 3 – modal shaker; 4 – the direction of the blade vibration; 5 – measurement points (dashed line); a, b, c – location of simulated damages.
The blade under investigation was 1.74 m in length and used a ClarkY aerodynamic profile, with no twist of the profile. Based on the design of the full-scale blade changes in the thickness of the blade coat were assumed. The blade was divided into three sections, and each section was characterised by a different coat thickness (number N of laminate layers). The total mass of the blade was about 2 kg. The geometrical features of the blade are summarised and presented in Table 1.
A laminate coating of the blade was fabricated using custom lay-up moulding process. As components of the coating glass fibres and epoxy resin were used. The reinforcing fibres were symmetrically arranged as [±45°]N. Mechanical properties of the composite were presented in Table 2.
The current study focused on the influence of the defects located in the part of the blade which is responsible for the generation of the lifting force (aerodynamically active). This part begins at the widest point of the blade and ends at the tip. The length of the midspan was 1.44 m. Three positions of damage were considered. The closest one to the root of the blade (Fig. 2 - element a) was moved away from the start of the midspan in order to minimize the possible influence of the beginning of the analysed signal (border effect) [20]. For the same reason, the same procedure was applied to the damage located at the blade tip (element c). Halfway between the extreme locations, the third damage position was determined (element b). Further, for the damage position near the blade centre, the damage spanning over 12, 10 and 8 measurement points, corresponding to 6%, 5% and 4% of the total length measurement line, were considered. The measuring points are arranged in one line at the centre of the blade width (5). Measurement data were collected from 200 points. The object under investigation mounted on the testing stand is presented in Fig. 3a. An electrodynamics modal shaker (shown in Fig. 3c) was used to excite blade vibrations. Just above the measurement line, an additional high stiffness element was placed, which simulated damage. This additional element is shown in Fig. 3b.

A view of the research object
The measurements were carried out using a PSV-400 Laser Scanning Vibrometer by Polytec Ltd., which enabled the authors for accurate and non-contact vibration measurements. The measurement stand used by the authors is presented in Fig. 4.

A detailed view of a: LSDV head (a), LDSV measurement unit (b)
The main and most important element of the vibrometer is a precise optical sensor, which is used to determine the velocities of vibrating objects. The device employs the principle of the Doppler effect to measure changes in the frequency of light reflected from vibrating objects. The vibrometer set also includes a vibrometer controller, a junction box and a control unit. The unit automatically moves a laser beam from point to point on the surface of vibrating objects over a grid of user predefined points. Therefore, during laboratory tests, appropriate measurement conditions were ensured, in order to maximize the signal level received by the vibrometer (the blade surface was coated by a retroreflective foil). The induced vibrations of the blade were excited by a sinusoidal force of constant amplitude and a linearly increasing frequency. A typical form of an excitation signal used during experimental measurements is shown in Fig. 5.

A typical form of an excitation signal used during experimental measurements
2.2 RMS Calculation
In the authors’ previous studies (using wavelets to analysis mode shapes), a high correlation was observed between the visibility of damage on scalograms obtained from given vibration forms and damage location. The damage was observed only if it coincided with local signal extremes. According to this, the higher the frequency of vibrations (more local extremes), the greater the chance of observing the damage.
Analysis of each vibration form separately is time-consuming and additionally requires pre-processing of source signals and adjustment of wavelet analysis parameters. The solution to this problem can be analysing the signals by determining the RMS for each measuring point from all available modes. This will allow the information contained in all forms of vibration to be taken into account in a single characteristic. Registered displacements on a particular measured point for all modes was used to determine the RMS value as:
where \( f_{k}^{2} \) is a squared vibration amplitude of a sample (point) k, and N is a number of modes for RMS calculation.
Comparing the different forms of vibrations, it can be seen that their influence on the final result of the RMS is not the same. This is, of course, related to decreasing of the amplitudes of vibrations as their frequency increases. On the other hand, previous investigations proved that higher modes are more sensitive to damage. For these reasons, there was a need for data normalization, according to the formula:
where \( f_{knorm} \) is a normalized vibration amplitude of a sample k, \( f_{k} \) is the vibration amplitude of a sample k and \( \hbox{max} (\left| {f(x)} \right|) \) is the maximum value from of all samples signal f(x).
The normalization procedure equalizes the influence of the individual modes on the final result of RMS calculations.
3 Results and Discussion
Figure 6 shows a comparison of natural frequencies spectra for two damage state cases under consideration. The characteristic of each state is an averaged result of all vibration spectra obtained for each measurement point.

Frequency Response Function for the undamaged and damaged blade under investigation
It can be seen from Fig. 6 that the position of peaks (the values of natural frequencies) is shifted for the damage case. However, taking into account the type of damage model used in the research (additional mass with high stiffness) such an effect of damage on the frequency spectra could be expected. Actually, small cracks and delamination do not necessarily cause changes in the vibration spectra. The literature indicates that analysis based on the value of vibration frequency is effective in the case of damage lengths greater than 15% of the total length of specimens [21, 22]. In addition, this type of analysis does not provide a direct and unambiguous information about the location and nature of damage. That is because the frequencies are global parameters and thus contain no direct information about the location and size of the damage. Therefore, it seems appropriate to include in calculations modes of vibrations, which are carriers of information from the entire blade length. The proposed method of analysis of vibration forms using RMS allows taking into account all forms at the same time. Figures 7, 8, 9 presents a summary of the results of RMS calculations for the blade with damage in all locations. The data has not been normalized. For comparison, a case of the RMS for undamaged blade has also been added. Vertical dashed lines mark the edge of additional mass. The length of simulated damage was 12 measurement points, corresponding to 6% of the total measurement line.

Results of standard Root Mean Square calculation for the first case of damage localization: (a) comparison of the damaged and intact blade; (b) difference of RMS

Results of standard Root Mean Square calculation for the second case of damage localization: (a) comparison of the damaged and intact blade; (b) difference of RMS

Results of standard Root Mean Square calculation for the third case of damage localization: (a) comparison of the damaged and intact blade; (b) difference of RMS
The results obtained from the standard RMS calculations indicate a relationship between the sensitivity of the method and the location of the damage. Only in the most distant defect from the hub of the tested blade, it is possible to unambiguously indicate the location of the damage Fig. 9.
In the case of damage in the middle of the measured section, the result is inconclusive, and in the case of the first location, detection is completely impossible. That is because the effect of damage is relatively small there, where the cross-section of the blade has high stiffness values, as it is at the blade fixing. Changing the location of damage towards the tip of the blade results in an increase in the visible width of the damage zone. This is due to the fact that in this direction the stiffness of the blade decreases, due to a decrease in the cross-section of the blade as well as a decrease in the thickness of the blade coating. Thus, the relative impact of the damage on the cross-section will be stronger. The second conclusion is that damage is only visible if a reference state (undamaged) is taken into account in the calculation.
In order to improve the efficiency of the method and equalize the influence of all modes on the results of RMS calculations, the vibration form has been normalized. Figures 10, 11, 12 shows the results of these calculations.

Results of normalized Root Mean Square calculation for the first case of damage localization: (a) comparison of the damaged and intact blade; (b) difference of RMS

Results of normalized Root Mean Square calculation for the second case of damage localization: (a) comparison of the damaged and intact blade; (b) difference of RMS

Results of normalized Root Mean Square calculation for the third case of damage localization: (a) comparison of the damaged and intact blade; (b) difference of RMS
After the normalization procedure in all 3 cases, the difference in RMS between the damaged and reference state is clearly visible. In the case of second and third localization (Figs. 11, 12), it is even possible to directly determine the localization of damage. By determination the difference of RMS between damaged and undamaged state it is possible to detect the damage in all 3 positions unambiguously.
Figure 13 shows the results of calculation for three sizes of the damage zone close to the central location (6%, 5% and 4% of the total measurement line).

The difference of normalized Root Mean Square calculation for the three sizes of the damage for the second case of localization
In real applications of blade condition monitoring systems it may be necessary to minimize the number of measurement points due to the measurement method used (e.g. piezoelectric transducers). A large number of measurement points means a large number of data contained in the signal, including information about the damage. On the other hand, it requires more time for measurement and data processing. The number of signal samples should not be smaller than the resolution of a finite signal length, i.e. the minimum number of samples needed to represent it. In the case of modes of vibration, the higher the frequency, the greater the number of points needed for the correct representation of the signal. Figure 14 (a–d) shows the results of the RMS calculation for the largest defect and a decreasing number of measurement points. The source signal with reduced density of measurement points to 50, 25, 10 and 5 measurement points were analysed. The undamaged state was considered in the calculation.

The difference of normalized Root Mean Square calculation for the all case of damage localization and different number of measurement points: (a) 50 points; (b) 25 points; (c) 10 points; (d) 5 points
The results of the calculations show that to properly locate damage of the length of 6% of the measurement section, a signal of the length of 25 samples is sufficient (distance between consecutive samples was 4% of the total length of the measurement section). Therefore, in order to correctly determine the location of damage, the distance between subsequent samples should be smaller than the length of damage. However, as can be seen on Fig. 14c, even if the distance between subsequent samples is greater than the size of damage (10% of the measurement section length), it is possible to detect damage and determine its approximate location. For 5 measurement points, the representation of the vibration modes is insufficient, leading to ambiguous results.
4 Conclusions
The paper presents results of RMS calculation for modal responses in terms of natural frequencies and modes of vibrations for defect detection in laminated coatings of wind turbine blades. The modal parameters have been determined only experimentally using the Laser Doppler Scanning Vibrometer (LDSV). The investigations were carried out on a specially manufactured composite blade for several localizations of damage. Damage were simulated by additional high stiffness element fixed to the surface of the blade.
The results of the research presented in this paper confirm the effectiveness of RMS calculation in damage detection using modes of vibrations. Some of conclusions from obtained results can be summarized below:
-
In order to extract damage information for all positions, it was necessary to normalize vibration forms.
-
It is necessary to know the condition of the undamaged blade or its predecessor.
-
With 200 measurement points and 10 forms of vibration, the method proved high effectiveness, allowing to determine the place of damage for all 3 examined cases.
-
A study was also carried out to check the minimum number of measurement points by which it was possible to detect damage and to estimate the place of its occurrence.
However, the method does not allow for precise determination of damage limits, but it can be used for preliminary determination of the place of damage occurrence so that in the next step it is possible to apply a more accurate method to determine the exact size of damage and its nature.
References
Sørensen, B.F., Jørgensen, E., Debel, C.P., Jensen, F.M., Jensen, H.M., Jacobsen, T.K., Halling, K.M.: Improved design of large wind turbine blade of fibre composites based on studies of scale effects (phase 1) - summary report. Risø-R-1390(EN) report, Risø National Laboratory, Denmark (2004)
Ciang, C.C., Lee, J.R., Bang, H.J.: Structural health monitoring for a wind turbine system: a review of damage detection methods. Meas. Sci. Technol. 19(12), 122001–122020 (2008)
Ayub, A., Siew, W., MacGregor, S.: External lightning protection system for wind turbine blades – further considerations. In: Asia-Pacific International Conference on Lightning (APL), Nagoya, Japan (2015)
Wei, J., McCarty, J.: Acoustic emission evaluation of composite wind turbine blades during fatigue testing. Wind Eng. 17, 266–274 (1993)
Sutherland, H., Beattie, A., Hansche, B., Musial, W., Allread, J., Johnson, J., et al.: The application of non-destructive techniques to the testing of a wind turbine blade. In: Report SAND93–1380, Sandia National Laboratories (1993)
Beattie, A.G.: Acoustic emission monitoring of a wind turbine blade during a fatigue test. In: The 35th AIAA Aerospace Sciences Meeting and ASME Wind Energy Symposium, Reno, Nevada (1997)
Tang, J., Soua, S., Mares, C., Gan, T.H.: An experimental study of acoustic emission methodology for in-service condition monitoring of wind turbine blades. Renewable Energy 99, 170–179 (2016)
Gieske, J.H., Rumsey, M.A.: Non-destructive evaluation (NDE) of composite/metal bond interface of a wind turbine blade using an acousto-ultrasonic technique. In: ASME Wind Energy Symposium, pp. 249–254 (1997)
Boller, C., Chang, F.K., Fujino, Y.: Encyclopedia of Structural Health Monitoring. Wiley, Chichester, West Sussex (2009)
Wu, R., Chen, Y., Pan, Y., Wang, Q., Zhang, D.: Determination of three-dimensional movement for rotary blades using digital image correlation. Opt. Lasers Eng. 65, 38–45 (2015)
Sicard, J., Sirohi, J.: Measurement of the deformation of an extremely flexible rotor blade using digital image correlation. Meas. Sci. Technol. 24, 065203 (2013)
Winstroth, J., Schoen, L., Ernst, B., Seum, J.R.: Wind turbine rotor blade monitoring using digital image correlation: a comparison to aeroelastic simulations of a multi-megawatt wind turbine. J. Phys. Conf. Ser. 524, 012064 (2014)
Beattie, A.G., Rumsey, M.: Non-destructive evaluation of wind turbine blades using an infrared camera. In: ASME 18th Wind Energy Symposium, Reno, Nevada (1999)
Meinlschmidt, P., Aderhold, J.: Thermographic inspection of rotor blades. In: Proceedings of 9th European Conference on NDT (ECNDT), Tu-1.5.3, 9 pp., Berlin, Gemany (2006)
Pratumnopharat, P., Sing Leung, P., Court, R.S.: Wavelet transform-based stress-time history editing of horizontal axis wind turbine blades. Renewable Energy 63, 558–575 (2014)
Katunin, A.: Stone impact damage identification in composite plates using modal data and quincunx wavelet analysis. Arch. Civ. Mech. Eng. 15, 251–261 (2015)
Banerjee, A., Pohit, G.: Crack investigation of rotating cantilever beam by fractal dimension analysis. In: 2nd International Conference on Innovations in Automation and Mechatronics Engineering, Procedia Technology, vol. 14, pp. 188–195, Vallabh Vidyanagar, India (2014)
Raich, A., Liszkai, T.: Benefits of implicit redundant genetic algorithms for structural damage detection in noisy environments. In: Cantú-Paz, E., et al. (eds.) Genetic and Evolutionary Computation—GECCO. Lecture Notes in Computer Science, vol. 2724, pp. 2418–2419. Springer, Berlin, Heidelberg (2003)
Chen, Q., Chan, Y.W., Worden, K.: Structural fault diagnosis and isolation using neural networks based on response-only data. Comput. Struct. 81, 2165–2172 (2003)
Doliński, Ł., Krawczuk, M., Żak, A.: Detection of delamination in laminate wind turbine blades using one-dimensional wavelet analysis of modal responses. Shock Vib. (2018)
Żak, A., Krawczuk, M., Ostachowicz, W.: Numerical investigation of free vibration of multilayer delaminated composite beam and plates. Comput. Mech. 26, 309–315 (2000)
Della, C.N., Shu, D.: Free vibration analysis of composite beams with overlapping. Eur. J. Mech. Solids 24(3), 491–503 (2005)
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2020 Springer Nature Singapore Pte Ltd.
About this paper

Cite this paper
Doliński, Ł., Krawczuk, M., Żak, A. (2020). Damage Detection in the Wind Turbine Blade Using Root Mean Square and Experimental Modal Parameters. In: Wahab, M. (eds) Proceedings of the 13th International Conference on Damage Assessment of Structures. Lecture Notes in Mechanical Engineering. Springer, Singapore. https://doi.org/10.1007/978-981-13-8331-1_57
Download citation
DOI: https://doi.org/10.1007/978-981-13-8331-1_57
Published:
Publisher Name: Springer, Singapore
Print ISBN: 978-981-13-8330-4
Online ISBN: 978-981-13-8331-1
eBook Packages: EngineeringEngineering (R0)