
Abstract
Reciprocating compressor is the core equipment for storing natural gas in gas storage. The abnormal vibration of pipeline will lead to fatigue fracture of pipeline, loose and broken connecting parts, and even lead to leakage of high temperature and high pressure, flammable and explosive gas, causing fire in gas storage. and major accidents such as explosions. In this paper, the first-level outlet safety valve pipe with abnormal vibration of a gas storage reciprocating compressor is taken as an example. Through theoretical and experimental exploration, the vibration source tracing and vibration reduction technology of reciprocating compressor are studied. Based on the finite element analysis of the cause of vibration anomaly, the double-dynamic vibration absorber with vibration reduction is designed based on the fixed-point theory. After installing the vibration absorber, the finite element analysis results reduce the pipe vibration from 16.9 μm to 11.7 μm. Finally, the vibration reduction effect of the vibration absorber is verified by finite element analysis and field test, which provides certain guidance for pipeline vibration reduction.
Access provided by Autonomous University of Puebla. Download conference paper PDF
Similar content being viewed by others


Keywords
- Reciprocating compressor
- Pipeline vibration
- Finite element analysis
- Dynamic vibration absorber
- Field test
1 Introduction
Natural gas demand is increasing day by day. In the natural gas supply system, gas storage plays an important role in peak regulation, so the safe and stable operation of gas storage is an important guarantee for the normal supply of natural gas [1]. The reciprocating compressor is the core equipment of natural gas storage in gas storage. Abnormal vibration of pipeline is a common problem in its operation [2]. Severe pipeline vibration will generate strong noise, which will harm the hearing of site operators. At the same time, it can cause fatigue damage of pipelines, loose and damaged connecting parts. Serious cases may lead to pipeline fracture, high temperature and high pressure, flammable and explosive gas leakage in the pipeline, and even cause major accidents such as fire and explosion in gas storage [3]. According to statistics, the direct property loss caused by abnormal vibration of pipelines in industrial production in the United States is nearly 10 billion dollars every year. According to the maintenance of compressor units in gas storage, the failure of compressor pipeline system is an important factor causing unplanned shutdown of compressor, accounting for 20–30%.
On the one hand, the violent vibration of compressor pipeline is caused by gas pulsation in the pipeline; on the other hand, it is caused by insufficient mechanical damping of pipeline [4]. It can be seen from the research status that: for the problem of insufficient damping of mechanical structure, the typical representative is dynamic vibration absorber [5]. The dynamic vibration absorber is composed of auxiliary mass, spring and damping, which belongs to the passive type of vibration damper to suppress resonance. The advantage of the dynamic vibration absorber lies in its small size, light weight and good vibration control performance. By reasonably optimizing the performance parameters, material selection and structural design of dynamic vibration absorber, the vibration energy of main vibration pipeline can be absorbed at the set frequency to reduce its forced vibration, and finally the vibration of pipeline can be suppressed [6]. At the same time, the dynamic vibration absorber can control the vibration of compressor pipeline effectively when the pipeline structure is changed in a small scale. Compared with traditional pipeline vibration reduction methods, such as optimized piping, adjusting support, setting orifice plate and buffer tank, etc., pipeline dynamic vibration absorber has engineering advantages of low cost, high reliability and easy operation. In 1909, H. Frahm took the lead in designing an undamped vibration absorber composed of only two parts, the mass element and the elastic element. In recent years, Nishihara et al. have made the analytic solutions of damped dynamic vibration absorbers more systematic and precise [7]. ASAMI et al. compared the vibration absorption effects for different types of vibration absorbers under the premise of same mass ratio [8]. Japanese scholar Back Households focused on practical engineering problems and studied the multi-mode vibration control method and active dynamic vibration absorber technology based on magnetic damping [9].
In this paper, the finite element method is used to trace the vibration of pipelines, and the causes of pipeline vibration are obtained. Then, according to the characteristics of pipeline vibration, the vibration reduction scheme of double dynamic vibration absorber is proposed, and the parameters of vibration absorber are determined. Finally, the finite element analysis of the pipeline after the installation of vibration absorber verifies the vibration reduction effect of vibration absorber.
2 Pipeline Vibration Traceability
Reciprocating compressor is large equipment which can improve the compressed gas pressure by transforming the mechanical energy of driving machine. As the weak link of gas transmission system, compressor has complex structure, including equipment body, sealing system, lubricating system, driving system and valves. Failure of unit subsystem or key components will also affect the normal operation of equipment [10]. As an auxiliary part of reciprocating compressor, safety valve pipeline is an indispensable part to ensure the reliable and safe operation of compressor.
The piping structure and composition of reciprocating compressors are very complex. Due to the different shapes and positions, the vibration causes are different, and the vibration state of pipelines is also different. At the same time, the design of dynamic vibration absorber needs to be customized according to the characteristics of pipeline. First of all, it is necessary to understand the actual vibration situation of unit and its pipeline in the production site, find out the location of pipeline with larger vibration, and then design the dynamic vibration absorber. Therefore, pipeline vibration test is the premise and foundation of dynamic vibration absorber design. This paper takes the first-level outlet safety valve pipe with abnormal vibration of reciprocating compressor in a gas storage as an example, and studies the vibration tracing and vibration reduction technology of reciprocating compressor pipeline through theoretical and experimental exploration.
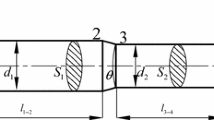
The first-level outlet safety valve pipe of reciprocating compressor in a gas storage tank has excessive vibration, and the pipeline layout is shown in Fig. 1. Main parameters of the pipeline: the main pipe diameter is 168 mm, the vertical pipe height is 480 mm, the branch pipe length is 815 mm, and the flange, safety valve and other parts are approximately replaced by solid units. The pipe is made of No. 45 steel with a density of 7.9 × 103 kg/m3, so the total mass of first-level outlet safety valve pipe model is calculated in SolidWorks software to be about 215 kg.

The first-level outlet safety valve pipe.
In order to trace the source of vibration, the inherent frequency and natural mode of vibration for pipeline are solved. Specific steps are as follows:
-
(1)
Material setup and meshing: The model of first-stage outlet safety valve pipeline established with SolidWorks is imported into ANSYS for modal analysis. The type of analysis unit is solid element. Material properties are defined as 45 steel parameters, Passion ratio is 0.3, elastic modulus is 2.06 × 105 MPa, density is 7800 kg/m3, and damping ratio is 0.005. The suitable precision is adjusted during the free meshing, and the model of first-stage outlet safety valve is meshed intelligently.
-
(2)
Constraint condition: According to the distribution of pipeline support on site, constraints parallel to the pipeline section are imposed on the four support undersides of pipeline, that is, constraints other than the axial direction of pipeline.
-
(3)
Modal analysis: Modal analysis is the main method in structural dynamics analysis. At present, modal analysis is mainly used to determine the cause of pipeline vibration [11]. Mode is the inherent property of structure, each mode has specifically resonant frequencies, damping values and mode shapes [12]. The Block Lanczos method is used to extract the pipeline modal when solving the pipeline modal. The first 10 order is selected for both eigenvalue and extended mode order, and the natural frequency range of calculated pipeline is set as 0 ~ 1000 Hz.

Modal mode diagram of the first-level exit safety valve.
The first ten natural frequencies of first-stage outlet safety valve pipeline are obtained through modal calculation, as shown in Table 1, and the first four modes are shown in Fig. 2. It can be concluded that the first-order natural frequency 16.28 Hz is relatively close to the basic frequency 16.6 Hz of compressor, while the second-order, third-order and fourth-order natural frequencies of pipeline are relatively far from the basic frequency and frequency multiplication. Therefore, it can be judged that the pipeline vibration of first-stage outlet safety valve is caused by the fact that the natural frequency of pipeline is close to the basic frequency of compressor, which causes structural resonance. From the vibration pattern diagram, it can be seen that the most violent vibration is concentrated at the elbow of branch pipeline.
3 Design of Dynamic Vibration Absorber
The whole pipe system or part pipe of reciprocating compressor is also a mechanical vibration system with natural frequency. The key parts of compressor are tested for vibration, the first-stage outlet safety valve pipeline with larger vibration is found, and the pipeline object of vibration reduction at the heavy point of dynamic vibration absorber is determined. A double dynamic vibration absorber for vibration reduction is designed based on set-point theory and the characteristics of pipeline vibration in this paper.
The set-point theory is to use the points on the frequency response curve which are independent of damping change to design the vibration control device for the vibration control system with damping [13]. The set-point theory is the theoretical basis for parameter design and optimization of double dynamic vibration absorber (DDVA).
According to the characteristics of first-stage outlet safety valve pipeline, the corresponding dynamic vibration absorber is designed to reduce the vibration of pipeline. DDVA has the characteristics of simple structure and good effect for vibration reduction. In this paper, DDVA is used to reduce the vibration of pipeline. DDVA is composed of approximately symmetrical structure, including holder, reinforcing plate, mass block, rubber cushion, pipe clamp, attachment bolt and other parts, as shown in Fig. 3.

Double dynamic vibration absorber structure model.
The shape of the mass block for DDVA is selected as a cylinder, which is convenient for installation and disassembly. According to the set-point theory, it is calculated that the mass of mass block is 3.225 kg, the design height is 100 mm, and the density of steel is 7.9 × 103 kg/m3.
4 Analysis of Vibration Reduction Effect
In order to study the vibration absorption effect of DDVA, the simulation analysis is carried out on the pipeline installed with DDVA, and the vibration situation is compared before and after the installation of DDVA. The first 10 inherent frequencies of pipe after the additional DDVA are shown in Table 2, and the natural modes of first 4 orders are shown in Fig. 4.

Pipeline mode after installation of the vibration absorber.
In order to compare the vibration of pipeline after the DDAV is installed, the transient analysis of vibration process is carried out by means of simulation method. When 16.6 Hz excitation force is applied to the model before installing DDAV, the maximum vibration amplitude of pipeline at the position of DDAV is 16.9 μm. When 16.6 Hz excitation force is applied to the model after installing DDAV, the maximum vibration displacement of pipeline at the position of DDAV is 11.7 μm. The comparison results are shown in Figs. 5 and 6.

Comparison of vibration displacement of elbow position.

Pipe displacement map after installing the vibration absorber.
In order to further verify the vibration reduction effect of DDAV, the vibration reduction technology of proposed DDAV is applied in the reciprocating compressor field, as shown in Fig. 7.

Dynamic vibration absorber field test.
The results of vibration absorption are shown in Table 3 and Fig. 8:

Vibration displacement changes at various positions after installation DDAV.
The support position reduces vibration by 13.8% in the X direction, 6% in the Y direction and 12.1% in the Z direction. The safety valve reduces vibration by 38.9% in the X direction, 25.9% in the Y direction and 11.3% in the Z direction. The vibration in vertical and horizontal direction is obviously reduced, and the vibration absorber achieves good effect of vibration absorption and meets the requirement of overall vibration reduction.
The fault prediction value of the motor is in the defined normal range, which indicates that the motor works normally in the future. It is consistent with the actual situation, and verifies the correctness and reliability of the fusion prediction technology.
5 Conclusion
Taking the first-stage outlet safety valve pipe with abnormal vibration of reciprocating compressor in gas storage as the research object, the abnormal vibration of pipeline is analyzed by finite element method, and the reason for abnormal vibration is found to be mechanical resonance. A double dynamic vibration absorber for vibration reduction is designed based on set-point theory and the characteristics of pipeline vibration. The effect of DDAV is verified by finite element analysis and field test. The finite element analysis results show that the vibration of pipeline decreases from 16.9 μm to 11.7 μm after installing DDAV. The field test results show that the vibration of pipeline in all directions is obviously reduced, which provides some guidance for the vibration reduction of pipeline.
References
Wanyan, Q., Ding, G., Zhao, Y., et al.: Key technologies for salt-cavern underground gas storage construction and evaluation and their application. Nat. Gas Ind. B 5(6), 623–630 (2018)
Bin, X.U., Feng, Q.K., Xiao-Ling, Y.U.: Study on pressure pulsation and piping vibration of complex piping of reciprocating compressor. Nucl. Power Eng. 29(4), 79–83 (2008)
Liang, Z., Li, S., Tian, J., et al.: Vibration cause analysis and elimination of reciprocating compressor inlet pipelines. Eng. Fail. Anal. 48, 272–282 (2015)
Zhao, B., Jia, X., Sun, S., et al.: FSI model of valve motion and pressure pulsation for investigating thermodynamic process and internal flow inside a reciprocating compressor. Appl. Therm. Eng. 131, 998–1007 (2018)
Huang, X., Su, Z., Hua, H.: Application of a dynamic vibration absorber with negative stiffness for control of a marine shafting system. Ocean Eng. 155, 131–143 (2018)
Liu, K., Jie, L.: The damped dynamic vibration absorbers: revisited and new result. J. Sound Vib. 284(3), 1181–1189 (2005)
Nishihara, O., Asami, T.: Closed-form solutions to the exact optimizations of dynamic vibration absorbers (minimization of the maximum amplitude magnification factors). ASME J. Vib. Acoust. 124(4), 576–582 (2002)
Asami, T., Nishihara, O., Baz, A.M.: Analytical solutions to H and H2 optimization of dynamic vibration absorbers attached to damped linear systems. Trans. Jpn. Soc. Mech. Eng. 67(655), 597–603 (2002)
Back households, Deng Mingzhang: Dynamic vibration absorber and its application. Mechanical Industry Press, Beijing (2013)
Corvaro, F., Giacchetta, G., Marchetti, B., et al.: Reliability, Availability, Maintainability (RAM) study, on reciprocating compressors API 618. Petroleum 3(2), 266–272 (2016)
Mikota, G.: Modal analysis of hydraulic pipelines. J. Sound Vib. 332(16), 3794–3805 (2013)
Zhu, Y.Q., Zhang, H.Y., Zhan, P.X.: The vibration analysis of drive shaft based on SolidWorks. In: International Conference on Electric Information & Control Engineering (2011)
Wong, W.O., Fan, R.P., Cheng, F.: Design optimization of a viscoelastic dynamic vibration absorber using a modified fixed-points theory. J. Acoust. Soc. Am. 143(2), 1064 (2018)
Acknowledgements
This paper is supported by SINOPEC Gas Company (No. 35150573-16-ZC0607-0001).
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2020 Springer Nature Singapore Pte Ltd.
About this paper

Cite this paper
Li, Y., Lin, Y., Fan, L., Zhang, Y., Chang, Y. (2020). Study on Vibration Tracing and Vibration Reduction Technology of Reciprocating Compressor Pipeline. In: Wahab, M. (eds) Proceedings of the 13th International Conference on Damage Assessment of Structures. Lecture Notes in Mechanical Engineering. Springer, Singapore. https://doi.org/10.1007/978-981-13-8331-1_47
Download citation
DOI: https://doi.org/10.1007/978-981-13-8331-1_47
Published:
Publisher Name: Springer, Singapore
Print ISBN: 978-981-13-8330-4
Online ISBN: 978-981-13-8331-1
eBook Packages: EngineeringEngineering (R0)