
Abstract
The Al–0.78Mg–0.69Si–0.11Ce–0.06La aluminum alloy rod was prepared by ultrasonic-assisted continuous casting and rolling process, and the effects of ultrasonic treatment on the microstructure, electrical conductivity, and tensile properties of the continuous casting billet and the continuous casting and rolling rod were investigated. The results showed that ultrasonic treatment could purify, homogenize, and refine the aluminum alloy liquid, eliminate the coarse dendrite of continuous casting billet, restrain the element segregation, and significantly improve the strength, plasticity, and conductivity of the aluminum alloy rod. When the ultrasonic frequency was 20 kHz and the power was 300 W, the tensile strength, elongation, and electrical conductivity of the aluminum alloy rod were 214.5 MPa, 9.6%, and 55.9% IACS, respectively. Compared with the continuous casting and rolling aluminum alloy rod without ultrasonic assistance, the tensile strength, elongation, and conductivity were increased by 13.6, 41.2, and 2.4%, respectively.
Access provided by Autonomous University of Puebla. Download conference paper PDF
Similar content being viewed by others
Keywords
1 Introduction
With the rapid development of the economy and the continuous improvement of the living standard, the demand for electric power is increasing rapidly, so the transmission line is increasingly developing toward the direction of large capacity, which requires the increase of transmission capacity of conductors [1]. At present, the transmission wire in China is mainly the traditional steel core aluminum strand, which is relatively high in strength, but large in electric energy loss, low in heat resistance, and greatly limited in transmission capacity [2]. In order to reduce the power loss of transmission lines and improve the efficiency of power utilization, the State Grid Corporation of China has vigorously promoted the application of high-strength and high-conductivity, high-strength, and heat-resistant aluminum alloy conductors in recent years [3, 4].
Al–Mg–Si series aluminum alloy is a kind of deformed aluminum alloy which can be strengthened by heat treatment. It has the advantages of high strength and good plasticity, which is suitable for manufacturing aluminum alloy conductor with high strength and high conductivity for long-span long-distance transmission lines. However, due to the high content of Mg and Si in Al–Mg–Si system, the coarse dendrite is easily formed in the continuous casting billet, which leads to the formation of element segregation and pore, and furthermore reduces the plasticity of the continuous casting billet, which would cause the fracture of the continuous casting billet in the rolling process and result in the reduction of the production efficiency and the rate of final products [5]. Therefore, in this paper, the Al–0.78Mg–0.69Si–0.11Ce–0.06La aluminum alloy rod was fabricated by ultrasonic-assisted continuous casting and rolling process. The effects of ultrasonic treatment on the microstructure, conductivity and tensile properties of the continuous casting billet and continuous casting and rolling rod were studied.
2 Experimental
Al–Mg–Si–Ce–La system aluminum alloy was prepared by industrial pure aluminum ingot, pure magnesium ingot, crystalline silicon, and lanthanum cerium mixed aluminum master alloy AlRE10, with the chemical composition (wt%) of 3.5 lanthanum, 6.5 cerium, and balanced aluminum. The chemical composition of Al–Mg–Si–Ce–La alloy which was determined by ARL460 photoelectric direct reading spectrometer is shown in Table 1.
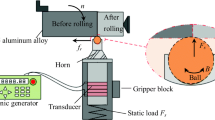
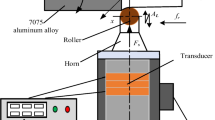
The experimental equipment included a 15 ton aluminum melting furnace, a round tilting heat preservation furnace with permanent magnetic stirring, a wheel belt continuous caster imported from France and a 15 stand Y type three-roller continuous rolling mill. The diameter of the crystal wheel in the continuous casting machine was 1600 mm, the cross section area of the continuous casting ingot was 2400 mm2, the linear speed of the continuous casting ingot was 0.2 m/s, the cooling water flow was 60 m3/h, and the finishing rolling speed of the continuous rolling mill was 6.2 m/s.
The alloy was melted in the aluminum melting furnace. First, the alloy liquid was stirred by a permanent magnetic stirring which can uniform the composition of the aluminum alloy liquid, and then treated by injection refining to remove the gas and slag in the alloy liquid. After static holding, the alloy liquid was poured into the continuous casting machine. With the assistance of the ultrasonic wave, the aluminum alloy rod with the diameter of 9.5 mm was prepared by continuous casting and rolling. The ultrasonic frequency was 20 kHz, the ultrasonic power was, respectively, 0, 100, 200, and 300 W, the casting temperature was 710 °C, the start rolling temperature was 490 °C, and the final rolling temperature was 320 °C. After grinding, polishing and etching, the microstructures were observed on an OLYMPUS-M10 optical microscope (OM), and the microstructure was observed by a PYM-150 environmental scanning electron microscope (SEM) equipped with energy dispersive spectrometer (EDS). The phase composition of the alloy was analyzed by a WDM X-ray diffractometer (XRD). The electrical conductivity was measured by a WCW-500 DC double arm bridge conductance instrument. The tensile strength and elongation were tested at room temperature on an NYP1000 electronic tensile tester, with the tensile speed at 2 mm/min.
3 Results and Discussion
3.1 Microstructure
Figure 1 shows the microstructure of Al–0.78Mg–0.69Si–0.11Ce–0.06La alloy continuous casting billet after ultrasonic treatment at different power. It can be seen from Fig. 1 that without ultrasonic treatment, the microstructure of the continuous casting billet was composed of coarse dendrite, with the eutectic phase distributed between the dendrites, and the segregation of Mg and Si elements on the surface was serious, as shown in Fig. 1a. After ultrasonic treatment, the microstructure of the continuous casting billet refined, and with the increasing ultrasonic power, the grain morphology gradually changed from coarse dendrites to equiaxed grains, the size of which decreased gradually [6]. When the ultrasonic power increased to 300 W, the grain structure of the aluminum alloy continuous casting billet had totally changed into fine and uniform equiaxed crystal, as shown in Fig. 1d. The experimental results showed that the grain structure of aluminum alloy continuous casting billet could be significantly refined by ultrasonic treatment, and the microstructure of aluminum alloy continuous casting billet could refine from coarse dendrites to fine uniform equiaxed grains. Figure 2 shows the XRD pattern of Al–0.78Mg–0.69Si–0.11Ce–0.06La alloy continuous casting billet after ultrasonic treatment. Figure 3 shows the SEM image of the continuous casting billet. It can be seen from Fig. 2 that the second phases of the alloy continuous casting billet were mainly Mg2Si phase and AlFeSiLaCe phase. It can be seen from Fig. 3 that bright contrasted granular compounds and short rod compounds can be observed in the SEM microstructure of the continuous casting billet. EDS results revealed that the bright contrasted granular compound was Mg2Si phase, and the short rod compound was AlFeSiLaCe phase. Besides, it can also be seen from Fig. 3 that the Mg2Si phase and AlFeSiLaCe phase were fine and uniformly distributed in the α-Al matrix.

Optical microstructures of the continuous casting billet with ultrasonic treatment at different power: a 0, b 100 W, c 200 W, and d 300 W

XRD pattern for the continuous casting billet of the aluminum alloy

SEM image for the continuous casting billet of the aluminum alloy
3.2 Electrical Conductivity
Figure 4 shows the electrical conductivity of Al–0.78Mg–0.69Si–0.11Ce–0.06La aluminum alloy continuous casting and continuous rolling rod treated with different ultrasonic power. It can be seen from Fig. 4 that the electrical conductivity of the continuous casting and rolling aluminum alloy circular rod was relatively low without ultrasonic treatment. With the adding of the ultrasonic treatment, the conductivity of the continuous casting and rolling increased significantly. The ultrasonic treatment had a deeply purification effect on the aluminum alloy liquid, which can eliminate the harmful effect as metal and nonmetallic inclusions hydrogen and gas hole on the conductivity of the aluminum alloy rod, and furtherly improve the conductivity of the aluminum alloy rod. As can also be seen from Fig. 4, with the gradual increase of the ultrasonic power, the conductivity of the aluminum alloy rod increased gradually. When the power was increased to 300 W, the conductivity of the aluminum alloy rod increased to 55.9% IACS. Compared with the aluminum alloy rod without ultrasonic treatment, the conductivity of the continuous casting and rolling aluminum alloy rod increased by 2.4%.

Electrical conductivity of the aluminum alloy rod with ultrasonic treatment at different power
3.3 Mechanical Properties
Figure 5 shows the tensile strength and elongation of the continuous casting and rolling Al–0.78Mg–0.69Si–0.11Ce–0.06La alloy rods with ultrasonic treatment at different power. As can be seen from Fig. 5, without ultrasonic treatment, the tensile strength and elongation of the aluminum alloy rod were lower because the microstructure of the aluminum alloy rod was coarse dendrite. In this condition, the tensile strength was 188.9 MPa and the elongation was 6.8%. With the addition of ultrasonic treatment, the microstructure of aluminum alloy continuous casting billet changed from coarse dendrites to fine uniform equiaxed grains, and ultrasonic treatment has a deep purification effect on aluminum alloy liquid. Therefore, the harmful effects of inclusions and pores on the tensile mechanical properties of the aluminum alloy rods can be eliminated efficiently, so that the tensile strength and elongation of the aluminum alloy rod can be improved simultaneously [7]. In addition, ultrasonic treatment can also inhibit the segregation of Mg and Si elements in aluminum alloy continuous casting billet, improve the homogeneity of composition distribution, refine the Mg2Si phase and AlFeSiLaCe phase, and make the Mg2Si phase and AlFeSiLaCe phase distribute uniformly in α-Al matrix, which could furtherly enhance the strength and ductility of the continuous casting and rolling aluminum alloy rod [8]. Besides, it can also be seen from Fig. 5 that the tensile strength and ductility of the aluminum alloy rod increased gradually with the increase of the ultrasonic power. When the ultrasonic power was 300 W, the tensile strength and elongation of the continuous casting and rolling aluminum alloy rod were 214.5 MPa and 9.6%, respectively. Compared with those without ultrasonic treatment, the tensile strength and elongation of the continuous casting and rolling aluminum alloy rod increased by 13.6 and 41.2%, respectively.

Tensile mechanical properties for aluminum alloy rod with different ultrasonic power
4 Conclusions
-
(1)
Ultrasonic treatment can purify and refine aluminum alloy liquid, eliminate the coarse dendrite and gas pore of aluminum alloy continuous casting billet, restrain element segregation, and improve the strength, ductility, and electrical conductivity of the continuous casting and rolling aluminum alloy rod.
-
(2)
When the ultrasonic frequency was 20 Hz and the power was 300 W, the tensile strength, elongation, and electrical conductivity of the continuous casting and rolling aluminum alloy rod were 214.5 MPa, 9.6%, and 55.9% IACS, respectively.
-
(3)
Compared with the aluminum alloy rod without ultrasonic treatment, the tensile strength, elongation, and electrical conductivity of the continuous casting and rolling aluminum alloy rod increased by 13.6, 41.2, and 2.4%, respectively.
References
C. Huang, The application and development of aluminium and aluminium alloy for electrical purpose in cable field. Electr. Wire Cable 2, 10–15 (2013)
B. Liu, Q. Zheng, P. Dang et al., Development and applications of aluminium alloy in overhead lines. Electr. Wire Cable 4, 10–15 (2012)
Z. Li, C. Li, Y. Feng, Energy-saving effect analysis of energy-saving wire in transmission line. Electr. Power. Sci. Eng. 32(10), 28–33 (2016)
G. Ding, Z. Sun, Q. Zhang et al., Analysis on application of energy-saving conductors in transmission lines. Power Syst. Technol. 36(8), 24–30 (2012)
J. Hu, T. Zhou, Z. Li et al., Production status and development prospects of Al–Mg–Si alloy conductor. Light Alloy Fabr. Technol. 46(1), 5–8 (2018)
L. Zhang, X. Zhang, Effect of ultrasonic power on grain refinement in semi-continuous casting of 7050 aluminum alloy. Mater. Mech. Eng. 33(9), 54–57 (2009)
H. Hu, K. Chen, L. Huang et al., Effect of ultrasonic melt treatment on microstructure and mechanical properties of Al-Zn-Mg-Cu alloy. Heat Treat. Metals 30(5), 43–46 (2005)
C. Shi, K. Shen, D. Mao, et al., Effects of ultrasonic treatment on microstructure and mechanical properties of 6016 aluminium alloy. Mater. Sci. Technol. https://doi.org/10.1080/02670836.2018.1465514
Acknowledgements
The authors would like to acknowledge the financial support of the Guangdong Academy of Sciences (2017GDASCX-0117, 2018GDASCX-0117), Guangdong Science and Technology Department (2017A070701029), and Qingyuan Municipal Bureau of Science and Technology (201601).
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2019 Springer Nature Singapore Pte Ltd.
About this paper

Cite this paper
Zhou, N., Wang, S., Zhang, Z., Zhai, Y., Zhong, G. (2019). Effect of Ultrasonic Treatment on Microstructure and Properties of Aluminum Alloy Rod Prepared by Continuous Casting and Rolling. In: Han, Y. (eds) Physics and Engineering of Metallic Materials. CMC 2018. Springer Proceedings in Physics, vol 217. Springer, Singapore. https://doi.org/10.1007/978-981-13-5944-6_7
Download citation
DOI: https://doi.org/10.1007/978-981-13-5944-6_7
Published:
Publisher Name: Springer, Singapore
Print ISBN: 978-981-13-5943-9
Online ISBN: 978-981-13-5944-6
eBook Packages: Physics and AstronomyPhysics and Astronomy (R0)