
Abstract
The developing anxiety towards prevention of ecological destruction and the unfilled requirement for more adaptable environmental friendly materials has prompted expanding interest about polymer composites, originating from sustainable sources and biodegradable plant materials, particularly from forests. The composites for the most part are referred to as ‘green’ and can be used in industrial applications. Green composites do not harm the environment much and could be satisfactory alternatives to petroleum-based polymers and polymer composites. Using renewable resources like vegetable oils, carbohydrates and proteins, to develop biopolymer matrices like in cellulose-reinforced green composites, it is possible to minimize the consumption of fossil oil resources. Vegetable oils are not costly, easily sourced and could be used to synthesize sustainable polymers. These have widened the utilization of plant fibres as reinforcements and have increased the possibility for sustainable and ‘biodegradable’ composites, which can be called ‘green’ composites as they satisfy the criteria of ‘green materials’. Thus, the challenge to obtain ‘green’ composite involves obtaining ‘green’ polymers functioning as matrices in the production of composite materials. This chapter considers the materials and methods utilized for the fabrication and particularly the utilization of green composites in different technological fields. Furthermore, a discussion on the sustainability of major raw materials utilized in green composites is provided in this chapter.
Access provided by Autonomous University of Puebla. Download chapter PDF
Similar content being viewed by others


Keywords
Natural fibres have benefits like less density, good stiffness, reasonable mechanical properties, high disposability and renewability (Kim et al. 2002; Reddy and Yang 2005a). Fibre surface treatments like mercerization, isocyanate treatment, acetylation and hydrogen peroxide treatment are applicable processes in gaining improvement of properties (Reddy and Yang 2005a, b; Huda et al. 2007). Most acceptable surface modification of natural fibres is obtained with sodium hydroxide (NaOH) treatment. Major improvement in the mechanical property of cellulose-based natural fibres is often obtained by alkali treatment (Mohanty et al. 2000). Natural fibre-based cellulose is primarily gaining attention as their application in advanced engineering materials is increasing. It has been estimated that there are a minimum of one thousand forms of plants that produce usable fibres. Fibres are mostly extracted from different parts of plants, for example, cotton and kapok from seed; sisal and pineapple from the leaf; jute, flax, kenaf, ramie and hemp are obtained from the stem; fibre and monocot genus from the fruit (Fig. 1).

Natural fibres used in green composites
Today, consumers are showing higher levels of environmental awareness, and seeking eco-friendly products, and so untapped fibre resources ought to be more explored for their potential application in textile. Attempts are being created to use annually renewable lignocellulosic agricultural by-product, like rice husks, corn husks, corn stalks and pineapple leaves, as an alternate supply for natural fibres. Nearly one hundred million heaps of fibres are consumed annually within the world. Benefits of natural fibres over synthetic fibres embrace low price, less density, recyclability and biodegradability and their carbon dioxide neutral life cycle (Baley 2002). The plant fibres are composed of cellulose, hemicelluloses and lignin. Surface impurities such as pectins and wax substances are also present. The foremost vital chemical component of plant fibres is cellulose. Cellulose contains three hydroxyl groups that within organic compound cellulose structure forms hydrogen bonds, whereas the third forms intermolecular hydrogen bonds. Lignin is an advanced three-dimensional chemical compound whose function is to attach elementary fibres in bundles; thus, additionally lignin content makes the fibre structure stiffer. Hemicellulose consists chiefly of xylan, polyuronide and hexosan. The chemical composition of the natural fibres relies on the sort, origin, age of the fibre and processes undergone during the extraction methodology.
There are at least one thousand forms of plants which bear useful fibres (Van Voorn et al. 2001). Natural fibres that are obtained from plant sources are mostly found in tropical areas and are out there throughout the terrestrial forests. Nowadays, these plant fibres are considered eco-friendly as they possess biodegradability and have renewable properties (Das and Chakraborty 2008; John and Anandjiwala 2008). Natural fibres are applied in the fields of textile industry, paper producing industry and bioenergy industries due to their overall properties. Natural plant fibres are usually classified and supported by their origin (e.g. plant source, animal source or mineral source). These plant or vegetable fibres are further categorized into subgroups consistent with their supply [e.g. stem (bast) fibres, fruit or seed fibres, leaf fibres] (Mwaikambo and Ansell 2002; Bledzki and Gassan 1999). Natural fibres are obtained from completely different components of plants, and these raw materials are extensively used for making green composites (Robson 1993).
1 Properties of Sustainable Raw Materials as Reinforcing Materials
Bast fibres are normally extracted from the stem of the plants. These fibres are the conductive cells of phloem and provide strength to the stem of the plant. Some of the important bast fibres, available in the market, are flax, hemp, ramie, jute, kenaf, etc. Recently, some of the bast fibres also have been extracted from the stem of the wild plants like nettle, wisteria, linden. Normally, bast fibres have high tensile strength and low extensibility and are used for making ropes, yarn, paper and composite materials (Kiruthika 2017).
The chemical composition of a fibre affects its appearance, structure, properties and processability. In this context, compositions and the properties of the extracted bast fibres have been reported (Table 1). Hemicellulose content of the jute fibre is quite higher rather than the flax and the hemp fibre. Lignin, the binding cementing constituent that holds the individual cells together, is present in higher amount in the jute fibre (11.8–14.2%), followed by the hemp and flax fibre. This might be possibly due to the presence of more amorphous hemicellulose (40%) in it that is significantly higher than flax and hemp fibres. Due to the occurrence of these less crystalline regions, jute fibre is more accessible to water, dyes and other finishing chemicals. Indeed, flax and hemp also have high moisture regain of 13%, which is more than the jute fibre (Chand and Hashmi 1993; Das et al. 2015; Teli et al. 2018).
Hemp fibre is also similar to flax fibre. However, the amount of the lignin present in the hemp fibre is slightly more than the extent of the lignin present in the flax fibre. Ramie fibre is an example of the one of the strongest bast fibres, and like cotton fibre, its strength has been increased in the wet condition. However, ramie fibre lacks resiliency, elasticity property and it has very low abrasion resistance (Teli and Pandit 2017a; Basak et al. 2016; Ammayappan et al. 2016).
Flax fibre also contains lignin but in lesser amount compared to the jute fibre, and the initial modulus of flax is even more than jute. Flax fibre is another example of the bast fibre and mostly used by the composite industries. Normally, the flax fibre (light greyish in colour) has been extracted from the stem of the flax plant, and by nature, it is soft, lustrous, flexible and strongest fibre. It contains 65–68% cellulose with small amount of the lignin present in its structure. Spiral angle of the secondary cell wall of the cellulose of the flax fibre is in the range of 6–8°. The tenacity range of the flax fibre is around 6.5–8 gm/den, while the length of the fibre is in the range of 18–30 inches. Specific gravity of the flax fibre is around 1.54 g/cc (Ammayappan et al. 2016; Das 2017).
Jute fibre is a multi-cellular lignocellulosic fibre with the initial modulus of 1150 g/tex, and the tenacity is in the rage of 27–44 g/tex. Cellulose part of the jute fibre is composed of linear chain of the glucopyranose unit connected by 1,4-β-glucosidic linkage. It is crystalline in nature. Spiral angle in the secondary cell wall of the cellulose is around 6–8° (Ammayappan et al. 2016; Das 2017). On the other hand, hemicellulose part is composed of xylan, pentosan, etc., and it is amorphous by nature. However, hemicellulose part of the jute fibre has a tendency to degrade in the presence of alkali and high temperature.
Generally, natural cellulosic fibres have the advantage of reinforcing material over synthetic fibres. Other than reinforcement material, natural fibres also have advantages like low cost, comparable specific strength, low density, lower pollutant emissions, acoustic properties, lower energy requirement, wide availability, renewable natural resource, etc (Ammayappan et al. 2016; Das 2017; Teli and Pandit 2017b).
In the internal structure of bast fibres from plant source, the microfibrils are well aligned with respect to the fibre axis. In woody plant tissue, the embedding matrix is reinforced by lignin. Multiple shortcomings such as incompatibility with hydrophobic resins, high moisture absorption, poor wettability, low-dimensional stability, ageing rapidly at moderately high temperature limit its usage in high-tech applications. To overcome these problems, there is a need for some physical, chemical and surface treatments as described in the literature (Das 2017; Das and Bhowmick 2015).
2 Composites
Composites are built materials which are made up of two or additional constituents with completely different properties (physical or chemical) that shows difference among the finished structure. The composite could even have properties that surpass the properties of the individual constituents. Composites of assorted types surround us in everyday life, natural and manmade. Examples of natural composites are the human bones and wood. Nature is good in its construction of materials appropriate for various applications. Humans have used the thought of composite materials for ages in numerous applications like building blocks from straw and clay, concrete bolstered with steel and polymers bolstered by numerous styles of fibres.
Fibre-reinforced plastics or composites have been commonly used for structural applications due to their excellent mechanical properties with respect to metals which they replace. While they were developed for aerospace structures in the 1950s, advanced composites mostly found their applications in automotive parts to building materials and speciality sporting goods to circuit boards. Mostly commercially available composites are manufactured using non-degradable polymeric resins such as epoxies and unsaturated polyesters in combination with high tensile strength fibres such as graphite, aramids and glass. These composites are primarily designed for applications where strength, stiffness and long-term durability are required. Most of the resins and fibres used in these composites are derived from petroleum-based sources.
With the increasing number of mass volume applications such as aerospace and civilian structures, green manufacturing and life-cycle assessments have made environmentally safe composites, a goal to work towards. Since composites are made using two dissimilar components that are bonded together and have a specific shape, they cannot be recycled or reused as of now more than 90% of the composites are discarded in landfills. In landfills, they may not degrade for a number of years or decades making that land unusable for any other application.
The ever-growing plastic and composite waste and pollution issue have raised the environment consciousness among the consumers, government alike and manufacturers. The assessment of the current rate of consumption of petroleum concluded that it is at an unsustainable rate of 100,000 times the rate at which it is created by the nature (Stevens 2002). To solve these pollution problems, government bodies established a law to encourage the utilization of recycled bio-based green products throughout the world (Nir et al. 1993). Nowadays, there is a rise in global environmental awareness, high rate of depletion of petroleum resources, new environmental regulations and concept of sustainability which triggered the need of new products and processes that are eco-friendly in nature (Netravali and Chabba 2003).
Sustainability, industrial ecology, ‘cradle-to-cradle’ design, green chemistry and eco-efficiency are the new principles that underlie the development of advanced green materials. Composite materials also will perforce follow the new paradigm. Most global manufacturers are marching towards green or recyclable products. Undoubtedly, with all the research that is currently going on at present, we can only expect that environment-friendly, sustainable and fully biodegradable green plastics and composites will be in every part of our life.
2.1 Sustainable Fibres Used in Composite
Polymer composites will contain fibres of various origins with numerous properties. The fibre choice is often driven by the necessities of the ultimate product. Mineral fibres are usually employed in applications like electrical insulators and boat hulls. Carbon fibres that most frequently are made from PAN fibres are applied in aerospace, sports merchandise and so forth. Glass, carbon and alternative standard reinforcement materials are out there as continuous fibres in roving or materials of assorted varieties or sliced in mats. The properties of those reinforcements are well outlined and documented consistently. Natural fibres, here outlined as fibres from a natural resource (i.e. a plant or a tree), are not used for load-bearing structures to any massive extent nowadays. The fibres are sometimes solely a few millimetres up to a couple of centimetres long. However, these are often spun to roving and weaved to materials which may be used for structural applications.
However, these fibres have their limitations and downsides and it is vital to bear them in mind so as to use the fibres for the proper applications (Netravali and Chabba 2003; Bhattacharya and Misra 2004; Roy et al. 2009; McDowall et al. 1984):
-
Hydrophilic in nature.
-
The compatibility between hydrophilic fibres and hydrophobic matrices is low.
-
The fibres are not immune to high temperatures (>200 °C).
-
The fibres are short.
-
The standard and uniform consistency of properties is buffeted by factors that are exhausting to manage like climate throughout growth and harvest.
The main advantage for these fibres over all alternative forms of fibres is their origin. Plants and trees regenerate and that they are carbon dioxide neutral.
2.2 Necessity of Matrix and Its Role in Preparation of Fibre-Reinforced Polymer Composite
Generally, when composite is prepared from natural fibres, the matrix plays a great role of keeping the fibres in situ, distributes, and transfers stress among the fibres. It also provides a barrier against the hostile environment (chemicals and moisture) and gives surface protection to the fibres from mechanical degradation (e.g. by abrasion) (Bhattacharya and Misra 2004). The matrix plays a bit part in carrying the tensile load within the structure of composite. However, choice of a matrix casts a large impact on the compressive, lay-to-rest laminar shear along with in-plane shear properties of the material.
2.2.1 Resin Matrix
Composite materials are embedded with fibre in the polymer matrix. Generally, polymer is often classified into two categories, thermoplastic and thermosetting. Thermoplastic materials presently dominate, as matrices for biofibres, with the most frequently used thermoplastics for this purpose being polypropylene, polythene and polyvinyl chloride, whereas phenolic resin, epoxy and polyester resins are the most used thermosetting matrices.
2.2.2 Thermoset Benefits
-
Thermal stability,
-
Chemical and water resistance,
-
Low creep and stress relaxation,
-
Low viscosity which is excellent for fibre orientation.
2.2.3 Thermoplastic Benefits
-
Room temperature storage of material,
-
Economical,
-
Reformable,
-
Forming pressures and temperatures.
Thermoplastics soften when heated, and eventually, hardening starts to occur with cooling. This process of melting could be a continuous range instead of a point on the temperature scale with no considerable impact on materials properties. Thermoplastics embrace nylon 6 or 66, polypropylene, etc., which are often bolstered, with short, sliced fibres like a glass thermoset materials, are shaped in a in situ reaction, where the hardener and resin or the catalyst and resin are mixed, so it undergoes an irreversible reaction which creates tough product. Some thermosets, like phenolic resins, are made as side products (condensation reaction). Alternative thermosetting resins like epoxy and polyester are cured by mechanisms which do not manufacture volatile by-products, and they are much easier to process addition reactions. Thermosets will not melt once cured even if heat is applied, although their overall mechanical properties will change at that temperature considerably. This phenomenon is called as glass transition temperature (Tg), which varies with the actual resin system applied. The molecular structure and resin modulus properties change over Tg. Alternative properties like water and chemical resistance and colour stability conjointly scale back markedly at Tg. Though there are many alternative forms of resins which are used within composite industries, the bulk of structural elements mostly is created using three varieties, specifically polyester, vinyl ester and epoxy resins (Roy et al. 2009).
2.2.4 Polyester Resins
Generally, polyester resins are applied in resin systems, notably within marine industries, e.g. dinghies, work boats, yachts. This resin is of ‘unsaturated’ sort. The unsaturated polyester resin is thermosetting, means it has the capacity to be cured to solid form from liquid form when subjected to ideal conditions. The unsaturated resin differs from a saturated resin like Terylene™ that cannot be cured during this approach. Unsaturated polyester resins are referred to as polyesters. When reaction between organic acid and alcohol takes place, an ester and water are produced. Reaction of glycol with di-basic acids produces polyester and water. In composite industry, two types of polyester resin are used as a customary laminating system. Orthophthalic polyester resin is an economical resin which is employed commonly. Isophthalic polyester resin currently is a popular product in marine industry where its excellent water resistance properties are put to use (Saikia and Ali 1999).
Polyester matrix, as a class, has the subsequent advantages:
-
Economical,
-
Long history of performance,
-
Majorly applied in transportation, construction sites, marine companies.
2.2.5 Vinyl Ester Resins
If vinyl ester resin is compared with polyester resins, then it was observed that they are almost similar in molecular structure. These resins conjointly feature less ester groups, and these ester groups are susceptible to water degradation by chemical reaction which suggests that vinyl esters exhibit higher resistance to water and lots of alternative chemicals than their polyester counterparts. Due to this property, vinyl esters are often used in applications like chemical storage tanks and pipelines. The fabric is thus usually used as a ‘skin’ coat or barrier for a polyester laminate that is to be immersed in water, like in a very boat hull. The molecular structure cured by vinyl organic compound makes it harder than polyester (Saikia and Ali 1999).
2.2.6 Epoxy Resins
Epoxies usually overshadow most of the alternative organic compound varieties in terms of resistance to environmental degradation and mechanical properties that end up in their virtually exclusive applications in craft elements. It is used as coating organic compound where their exaggerated resistance to water degradation and adhesive properties makes these resins ideal to be used in applications like boat manufacturing. Epoxy resins are usually used in the construction of superior boats or as a secondary application to interchange water-degraded polyester resins. Liquid resins and therefore the hardening agents form low viscosity simply processed systems. These resins are quickly and easily cured at temperature from 5 to 150 °C and are a favourable option in the selection of hardening agent. Epoxy is used in sealing products, paints and varnishes, coating products, etc.
The matrix prepared from epoxy, as a class, has the subsequent advantages:
-
Wide selection of properties, since an outsized range of beginning materials, modifiers and hardening agents are out there.
-
Throughout cure, there is absence of volatile matters.
-
Low shrinkage throughout cure.
-
Good resistance to solvents and chemicals.
-
Excellent adhesion to a large form of fibres, fillers and alternative substrates.
-
Major uses are strengthening systems, stay-in-place forms.
Some of the composites consisting of novel rural fibres are tested for their properties and potential to be employed in industrial material.
3 Surface Modification of Bast Fibres for Composite Materials
Jute, flax and ramie are the most used lignocellulosic bast fibres for composite applications. The three basic constituent components of bast fibres are cellulose, lignin and hemicelluloses. Cellulose is the major structural component of bast fibres (Kabir et al. 2012). Cellulose macromolecule is a semicrystalline polysaccharide made up of anhydro-d-glucose, which contains three alcohol hydroxyls. Hemicellulosic component is branched, fully amorphous and containing many acetyl and hydroxyl groups in their molecule. Lignins are highly complex, amorphous, polymers of phenyl propane units, mainly aromatic but have lesser water sorption than the cellulose and hemicelluloses. These hydroxyls groups are able to form hydrogen bonds with hydroxyl groups of water molecule present in the air. Therefore, all the bast fibres are hydrophilic in nature. The main limitation of cellulosic bast fibre is their hydrophilic nature, which reduces their compatibility with hydrophobic polymer matrices (Debnath et al. 2013). Bast fibre contains trace amount of waxy substance on their surface which affects the fibre–matrix bonding and surface wetting property. The presence of free water molecule in fibre reduces the adhesive characteristics with most binder resins. In the fibre–matrix interface, the water molecule performs as a separating agent. An optimum fibre–matrix interface bond is important to get high mechanical properties of composites (Drzal and Madhukar 1993; Bledzki et al. 1996).
3.1 Surface Modification Methods of Natural Fibres
Chemical and physical methods can be used to modify the fibre surface for better interface. To remove the attached organic compounds to the hydrophilic surface of plant cell walls of bast fibres, a number of surface modification techniques have been used.
3.2 Physical Methods
In this method, the chemical composition of the fibres does not change. The physical treatments change the fibre surface properties and structure which improve the mechanical bonding to polymers. Various types of physical surface modification methods are applied such as stretching, calendaring (John and Anandjiwala 2008; Thaman 1995), the production of blended yarns, thermotreatment (Ray et al. 1976; Zhang and Wadsworth 1999), corona treatment, UV treatment and plasma treatment. Corona treatment is one of the most widely used treatments for surface modification (Gassan and Gutowski 2000).
3.3 Chemical Methods
Several chemical methods are employed to make compatible the sustainable bast fibres with hydrophobic matrices. Alkaline treatment is one of the most important chemical treatments of bast fibres when used to reinforce thermoset resins.
3.3.1 Alkali Treatment
Alkali treatment though does not cause chemical modification, it reduces the amorphous content of the fibres by removing hemicellulose and wax substances and will increase their surface roughness, and thermal stability enhancing overall mechanical properties of the composites prepared.
Sodium hydroxide is a most typical chemical used for the processing of plant fibres. This results in the removal of lignin, hemicellulose, pectin, waxy substances and surface impurities. Consequently, it reveals the fibrils and offers a rough surface topography to the fibre. It conjointly transforms into cellulose II from cellulose I by a method called alkalization (Van de Weyenberg et al. 2006). Alkalization primarily causes swelling of cellulosic fibres, and therefore, the degree of swelling depends on the type of alkali used. It is found that Na+ in NaOH has a most suitable diameter, ready to enlarge even the tiniest pores in between the cellulose lattice planes and allows them to penetrate to the most extent giving the highest degree of swelling (Oksman et al. 2003). After the removal of excess NaOH on washing, the new cellulose I lattice is created, with comparatively massive distances between the cellulose molecules, and these areas are stuffed with water molecules. This occurs wherever the –OH groups of the cellulose regenerate into –ONa groups, but continuous rinsing with water can take away the connected Na+ ions and convert the cellulose to a new crystalline structure cellulose II, which is more stable than cellulose I. The reaction between fibre and NaOH is shown below.
3.3.2 Graft Copolymerization
Synthetic change through graft copolymerization is an effective procedure of modifying the properties of fibres. The procedure includes the grafting of arranged monomers onto the surface of cellulosic strands. The reaction is normally started by free radicals on to cellulose. The cellulose is presented to high-vitality ionizing radiation. After treatment with selected ions, transition metal ions, oxidizing reagents, as initiators, creates free radicals on cellulose. The radical sites initiate grafting of vinyl monomers on the cellulose backbone.
Graft copolymerization is an ordinarily utilized approach for the modification of fibre surfaces (Kalia and Sabaa 2013), and it is a vital tool to change the physiochemical properties of fibre or polymers.
Grafting attaches side chains covalently to most of the polymer backbone or polymer substrate to make a polymer with expanded chemical structure. Graft copolymers have numerous advantageous properties not quite the same as those that have no grafting.
Grafting is regularly performed in an exceptionally homogenized or in an extremely heterogeneous medium. Initiation reaction mechanism falls into three groups:
-
(a)
The graft copolymerization of a vinyl monomer on polymer backbone by propagation reaction is initiated by chain transfer. In this manner, the development of graft chains starts due to the presence of active sites on the backbone of polymer. This phenomenon is named as ‘grafting’ method. In this methodology, the grafting is either performed with one monomer or monomer mixture blend (Zheng et al. 2010).
-
(b)
The graft polymerization procedure of vinyl monomer in the presence of polymer with responsive reactive functional groups. These groups are regularly actuated by that of light, heat or other ways. This philosophy is frequently performed by two routes: ‘grafting to’ and ‘grafting through’ approaches (McDowall et al. 1984).
-
(c)
The grafting of a vinyl monomer onto the polymer backbone by high-energy irradiation. Radiation grafting is regularly accomplished by coordinate/common procedure in which the polymer substrate and hence the monomer are irradiated to generate the radicals which are beginning the polymerization reaction or by pre-irradiation grafting amid which the monomer is in contact with the polymer backbone.
Contingent upon the chemical structure of vinyl monomer grafting onto cellulose backbone is the modulated properties. Enhanced properties like water assimilation, enhanced flexibility, hydrophilic or hydrophobic character, colour sorption abilities, thermosensitivity, pH scale sensitivity, antibacterial impact (McDowall et al. 1984; Doerffer 2013) in order to get a grafted cellulose with high water or wet porousness, hydrophilic monomers like acrylic acid, acrylamide, 2-acrylamidomethylpropane acid (AASO3H) are grafted. Methyl methacrylate, styrene, acrylonitrile, butadiene, vinyl acetic acid and isobutyl divinyl ether are hydrophobic monomers (Margesin and Schinner 1999).
3.3.3 Grafting of Cellulose
Chemical grafting is amongst the most favoured ways for modifying the structure and properties of biopolymers. Graft copolymerization with various vinyl monomers onto cellulose backbone may be a method during which attempts are created to mix synthetic monomers with cellulose, to provide material with the best properties of each. In graft copolymerization, side chain grafts with purposeful groups are covalently bonded up to main chain of a chemical compound backbone to create branched polymer. By chemical modification of cellulose through graft copolymerization with synthetic monomers, many alternative properties, such as water permeability, elasticity, thermal resistance, processing capabilities and resistance to microbiological attack, are often improved (Hill et al. 1998). These grafted fibres were used in the preparation of sustainable composites. Modified fibres showed good tensile, flexular and impact properties of composites compared to that of unmodified.
3.3.4 Other Chemical Treatments
Silane is a chemical compound with chemical formula SiH4 which can be used as a coupling agent for cellulosic fibres. These coupling agents are able to reduce the number of hydroxyl groups present in the cellulosic fibre (Jähn et al. 2002). Organic peroxides decompose easily to form free radicals of the form RO; RO then reacts with the hydroxyl group of the matrix and cellulose fibres. Benzoyl peroxide and dicumyl peroxide are generally applied in natural fibre surface modification purpose. Permanganate treatment is used for bast fibre surface modification purpose. Mostly, potassium permanganate solution is used for permanganate treatments of cellulosic fibres (Paul et al. 1997).
4 Application of Sustainable Raw Materials as Green Composite
Plant-based cellulosic fibres are mostly used for reinforcing non-degradable plastics to make greener composites. Their use has been fuelled by their being inexpensive and availability worldwide. These fibres are non-abrasive to processing equipment due to its hollow and cellular nature which perform well as acoustic and thermal insulators. Further, treatments such as mercerization and silanes have shown to enhance their mechanical properties and reduce their moisture sensitivity, respectively.
Many degradable plant-based fibres are used for reinforcing non-degradable thermoplastic polymers polyethylene, polyvinylchloride, nylons and polyesters to produce as ‘greener’ composites. Plant-based fibres have also been used with thermosetting resins such as epoxy and polyurethane (Kalita and Netravali 2017). Most of these composites, however, are made using sawdust, a waste product from saw mills, or wood fibre obtained by grinding wood products. These composites, are called ‘wood–polymer composites’ (WPCs) with wood fibre content ranging between 30 and 70%, are commonly used in ·non-structural applications (Wiener et al. 2003). The market for such composites has seen double-digit growth in the past decade and is expected to grow further in the near future. Wood fibres and flour are also used with formaldehyde-based resins to produce particle boards and medium density fibre boards (MDF) as wood. Longer plant-based fibres such as banana, jute, flax, kenaf, ramie, linen, henequen, hemp, sisal, pineapple have good mechanical properties. While they may not replace high strength fibres such as Kevlar®, graphite or glass, they can be used as low-cost alternative reinforcements for composites requiring moderate strength. One of the major advantages of these fibres, derived from plant stems or leaves, is that they are renewable annually as compared to wood, which takes 20–25 years to grow to full maturity. Some natural fibres, such as flax, pineapple, may have strength up to 1000 MPa depending on the processing and other conditions. Other fibres such as ramie can have modulus of over 120 GPa. These fibres with their density in the range of 1.4–1.5 g/cc can have specific mechanical properties comparable to E-glass fibres. The hollow structure of some plant-based fibres also provides better insulation against noise and heat which can be used in sound absorption and insulators. Because of their noise-absorbing characteristics, these composites should also work well for walls of cubicles commonly seen in offices and call centres. Besides natural fibres, regenerated cellulose fibres such as high tenacity viscose rayon may also be used as reinforcement in green composites. While the conventional viscose rayon production is a complex and polluting process, recently developed TencelTM fibres offer a non-polluting method (Chand and Hashmi 1993). Other significant advantage of these fibres is their availability in continuous form compared to plant-based fibres which can only be obtained in short lengths (Netravali and Pastore 2014).
Some plant-based oils are chemically modified in order to produce inexpensive resins for ‘greener’ composites of different class. Soybean oil-based resins were first used by Henry Ford in 1938, whereas epoxy-based castor oil is used in crosslinked resin systems for many years; many other oils can be epoxidized as well. Although derived from biodegradable resource, once crosslinked, these resins become non-degradable ‘to petroleum-based resins’. These ‘greener’ composites combining non-degradable resins with degradable fibres suffer from the same problem of disposability. There are some efforts to burn these composites to recover energy.
4.1 Sustainable Green Composites from Natural Oil-Based Resins
In 2001–2003, these institutes proposed the existence and applications of a new type of resin derived from natural oils or triglycerides and subsequently claimed them as an alternative of petroleum-based resins. Natural oils are excellent sources of long-chain unsaturated fatty acids (usually 0–3 double bonds per triglycerides) joining at a glycerol juncture. In most cases, chain lengths of these fatty acids mostly vary from 14 to 22 carbons. The double bonds or the allylic carbons or ester groups, and the alpha carbon atoms which are adjacent to the ester groups, are highly amenable to chemical reactions and are demonstrated as the active sites in the triglycerides. These active sites can be used to introduce various polymerizable structures within the chain, whereas the employed synthetic techniques remained similar. Therefore, these synthetic pathways are the enabling factors to accomplish higher level of molecular weight, crosslink density as well as to incorporate novel chemical functionalities (e.g. aromatic or cyclic structures) for imparting stiffness in a polymer network. Either by utilizing or simply functionalizing the various fatty acids, one can synthesize various types of resins like polyester resin, epoxy resin, polyurethane and vinyl resin. This pathway simply brought about a revolution in green composite-related research. Following this, the scientific world observed a rapid expansion of this area through research. Frequent reports are published about different oil-derived different resins and their applications in various fields, e.g. coating, composite and plasticizer. As these bioresins possess low cross-linking density, molecular weight and are incapable of displaying ideal rigidity and strength required for structural applications, they ultimately showed few disadvantages and failed to be utilized alone (Grishchuk and Karger-Kocsis 2011).
Therefore, manufactures or researchers have tried to blend them with other synthetic materials. Despite this disadvantageous property, such resin-based composite structures have been claimed to be green composite. Modification procedures regarding the enhancement of such properties are also available but later discouraged due to the utilization of soybean oil which has high food value. A few groups also reported the green composite preparation procedures employing quite costly linseed oil or castor oils. In spite of several reports, application of jojoba oil and canola oil lagged behind in usage because of their low availability (Jeske et al. 2007).
So far, a lot of research work has been performed worldwide on the use of natural fibres for the preparation of various types of composites as a reinforcing material. Advantages of natural fibres, which are used as sustainable raw materials, arise from their properties such as low density, ease of preparation, easy availability, biodegradability, renewability, low cost, lower energy requirements for processing, and relative non-abrasiveness over traditional reinforcing synthetic fibres. Moreover, natural fibres are environmentally friendly and neutral with respect to CO2.
4.2 Sustainable Green Composites from Soy Protein-Based Resin
Soy proteins are very complex macromolecules usually possessing about 20 amino acids having many reactive sites which are available for the interaction in the presence of plasticizer. Hence, extrusion method is used to convert soy protein plastic with additives like a plasticizer or cross-linking agent. Two main varieties of soybean protein, available in the market, are soy protein isolate containing 90% protein and soybean protein concentrate (SPC) containing 50–70% protein. The soy proteins crosslink through covalent sulphur crosslinks under oxidative conditions at cysteine residues. Dehydroalanine (DHA), formed from alanine by the loss of side chain beyond the β-carbon atom, also reacts with lysine and cysteine to form lysinoalanine and lanthionine crosslinks, respectively (Lodha and Netravali 2002). Besides, asparagines and lysine can also react together to form an amide type of crosslink. All these reactions occur during the curing process of the SPI polymer forming a resin of moderate strength. The SPI polymer is highly hygroscopic/moisture sensitive, due to the presence of polar amine, amide, carboxyl and hydroxyl groups (Nzioki 2010). The overall mechanical properties of soybean protein plastic are controlled by varying the moulding temperature, pressure and initial moisture content (Liang et al. 1999). Soy protein plastic is often blended with biodegradable polymer to form soy protein-based biodegradable plastic (Grishchuk and Karger-Kocsis 2011; Mohanty et al. 2005). Fibre-reinforced composites will find increasing use of these materials with their concurrent application in different sectors such as automotive industries and packaging products. The natural fibres used in such composites are not only eco-friendly and sustainable but also low cost with good overall mechanical properties.
4.3 Sustainable Green Composites from Polylactic Acid-Based Resin
Polylactic acid is a biodegradable polymer which is manufactured from biotechnological processes using renewable resources, as the raw material. Corn is mainly used as the starting raw material. Corn produces highly purified lactic acid. Apart from corn, other raw materials such as woody biomass are chosen in order to reduce the overall processing costs. Pure lactic acid which is derived from such raw materials is very cost effective at present. Lactic acid is used to synthesize PLA. There are usually two main methods, i.e. direct polycondensation and ring-opening polymerization of lactate monomer in the presence of a catalyst. Lewis acid is used as the catalyst. The largest producer of PLA is Cargill Dow LLC, which has also patented a low-cost continuous process for the production of polylactic acid polymer (Avérous 2004). PLA has very unique and interesting properties such as excellent strength, transparency of film, biocompatibility and biodegradability. Properties such as morphology, crystallinity, thermal stability and other properties are hugely dependent on the molecular weight. The amorphous nature of PLA can be overcome by modifying PLA with the addition of plasticizers and forming a copolymer.
These properties of PLA are useful for the preparation of biocompatible devices; further advantage is that during secondary operations there is no need to replace the implant when bioresorbable PLA-based materials are used. PLA is known for its good strength and good stiffness. It can be used as plastic bags, sanitary products, diapers, disposable cups, plates and other medical applications.
4.4 Sustainable Green Composites from Starch-Based Materials
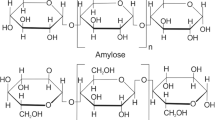
Starch is a macromolecule made up of α-d-glucose units that is available in two forms. One is amylose molecule that is linear, and the other one is amylopectin with highly branched structure. The size and shape of starch granules depend upon the source. Starch can be used as a replacement to the synthetic polymers where composites do not require long-term durability. Mostly, the starch is derived from wheat, tapioca, potato, maize, etc. Starch is mostly semicrystalline in nature, and the degree of crystallinity depends on the amylopectin content. Starch is subjected to destructurization process which leads to thermoplastic material. Acetylation of starch can improve moisture resistance. Blends of starch with other polymers allow starch-based polymers with greater flexibility to be produced. The hydrophilicity and poor mechanical properties of starch have contributed to few applications in which starch is used singly and not as part of a blend (Avérous 2004).
5 Some Novel Sustainable Lignocellulosic Fibres Used as Reinforcing Materials
5.1 Fibres from Agave angustifolia Plant
One of the most fibres used here during this work is Agave angustifolia (AA). Agave angustifolia v. marginata is usually known as ‘Banded Carribean Agave’. Agave angustifolia is a species that belongs to Agavaceae family. This plant is attractive and rugged, with proportionate arrangement, slim and rigid bayonet leaves generously margined with off-white colour. These rosettes are often 1 m in circumference, it has leaves around 50–80 cm long, and it has a long terminal spine at the tip of the leaf. It has spread as a decorative plant worldwide. Native from Costa Rica to North American nation and North America, the peak of the plant will reach up to 3–4 feet. Every rosette produces offsets round the lower plant base. Each plant produces 20–30 offsets spreading to 15 feet from the parent plant. It grows very quickly as it is somewhat tropical plant; however, it will not tolerate abundant frosting. It grows best in full sunshine; however, it will adapt to some shade. Caribbean Agave plant may be a hardy survivor, tolerating heat, drought and salty sea coast conditions (Thaman 1995). The raw fibre is composed of cellulose 66%, hemicelluloses 23%, lignin 6.5%, ash 2% and extractives 2.5% (Fig. 2).

Agave angustifolia plant, fibre and SEM image
5.2 Fibres from Abelmoschus manihot Plant
Abelmoschus manihot is a flowering plant in the bush family Malvaceae. It is domestically named as ‘Ranbhendi’ in geographical area, India. It is a species of hibiscus, but is currently classified in the genus Abelmoschus. This can be a perennial vascular plant, growing up to 2 m tall. The leaves are broad and 10–40 cm long. The flowers are 5–8 cm in diameter, with five yellowish white petals, and have a reddish purple spot at the end of every floral leaf. The fruit is in capsule shaped, 5–20 cm long, containing several seeds. The ringlet is four-lobed, with unequal lobes. Its medicative properties are known (Eggli and Hartmann 2002). The raw fibre is composed of cellulose 45%, hemicelluloses 30%, lignin 14%, ash 2% and extractives 3% (Fig. 3).

Abelmoschus manihot plant, fibre and SEM image
5.3 Fibres from Sansevieria roxburghiana Plant
Sansevieria roxburghiana (S.R.) Schult and Schult. F. (Agavaceae) is a herbaceous perennial plant. It occurs in eastern coastal region of India, Indonesia, Sri Lanka and tropical Africa (Prakash et al. 2008). In India, the plant leaves have been historically used in medicine as a cardiotonic, medicative tonic in organ enlargement and rheumatism (Teli and Jadhav 2016a; 2017). The raw fibre of this plant consists of 54% cellulose, 30% hemicelluloses, 12% lignin, 2% ash and 2% extractives (Fig. 4).

Sansevieria roxburghiana plant, fibre and SEM image
5.4 Fibres from Pandanus odorifer Plant
Pandanus odorifer (P.O.) is an aromatic monocot species of plant in the Pandanaceae family, native to Polynesia, Australia, South Asia (Andaman Islands) and the Philippines and also occurs in the wild in southern India and Burma. Extracted P. odorifer raw fibre is composed of cellulose 44%, hemicelluloses 30%, lignin 21%, ash 2.5% and extractives 2.5% (Teli and Jadhav 2016b) (Fig. 5).

Pandanus odorifer plant, fibre and SEM image
Scanning electron microscopy (SEM) showed the morphology of A. angustifolia, A. manihot, S. roxburghiana and P. odorifer fibres. Like other bast fibres, all the three fibres obtained have a thick layer of deposits on the fibre surface composed of lignin, hemicellulose, wax and pectin which protects cellulose fibres in the core. The XRD analysis showed that the fibres have crystallinity of 55% for AA fibre, 63% for AM fibre, 72% for SR fibre and for PO fibre it was 46.5% which is almost similar to that of other commercially available natural fibres. TGA analysis of the fibres had a very good thermal stability up to 270 °C. The tensile strength of three fibres was also good. These properties show that the fibres have a great potential to be used in composites. Although these plants grow in wild, if these fibres get commercialized, then the farmers could also get a new source of income by cultivating these plants on a large scale, as they require minimal maintenance and are easy to grow. The tensile properties, flexural and impact strength of the A. angustifolia, A. manihot and S. roxburghiana fibres showed comparable values with reinforcing fibres used today (Teli and Jadhav 2016a, b; 2017; Van der Geer et al. 2000). The chemical resistance of alkali-treated fibre composites from these plant fibres are significantly improved when subjected to corrosive chemicals, as compared to raw fibre composite; it can be applied with constructing acid/water storage tanks, tabletops, automotive frames and in building construction. The fibre/epoxy composites have also demonstrated good mechanical and chemical resistance properties.
6 Challenges in Sustainable Composites
The main challenge primarily lying in manufacturing green composites is that it should withstand high temperatures by eliminating the smell developed by natural fibres like kenaf, hemp, jute. The price of the natural fibre-based composites is very high which is not acceptable by the humungous automotive industries. Incomplete information regarding the performance of green and sustainable composites which is due to excessive variety of constituents is mostly challenging to overcome the barrier in this sector. The most important challenge is to select proper processing conditions and parameters, accurate selection of composite constituents, and overall material characteristics should be assessed in a process of achieving good-quality composites. Poor natural fibre properties are a major drawback which limits their application in green composites. Other challenges which imply in many green composite are that the material origin has to be minor influence on the whole life-cycle environmental impact. Product energy consumption, durability and service efficiency are often the main parameters for sustainability (AL-Oqla and Omari 2017). End-of-life treatment of disposed composite materials must be considered in the product design phase. Plastic waste in the environment has been recognized as an environmental problem. Leakage of residues and additives from plastic consumer products has been detected which has raised consumer concern. Bio-based plastic raw materials have been introduced and have entered the market. A biomass-based resource does not necessarily mean carbon dioxide neutrality. In our society, plastics are more or less unavoidable materials in many areas, such as: health care, food distribution, building material, cars and transportation, packaging home electronics. Environmentally sound and technically efficient material recycling must be introduced especially in high population countries such as India, China, many African countries.
7 Conclusions
Nature has granted an abundance of resources that are sustainable, replenishable, healthy and most critically eco-friendly. The discovery of these resources and processes to use them optimally, as in green composites, is the current need. Bast fibres extracted from the stem of the wild plants exhibit high tensile strength and low extensibility mostly used for making ropes, yarn, paper and composite materials. It was found that the chemical composition of a fibre affects its appearance, structure, properties and processability which play a crucial role for composite application. Much research in this direction either by modification of fibres or modifying the resins by physical and chemical methods to utilize the bast fibres as green composite materials is ongoing. Newer fibre sources have also been researched for their application in the preparation of hybrid green composites and for use in advanced technical textiles.
References
AL-Oqla FM, Omari MA (2017). Sustainable biocomposites: challenges, potential and barriers for development. In: Green biocomposites, pp 13–29
Ammayappan L, Das S, Guruprasad R, Ray DP, Ganguly PK (2016) Effect of lac treatment on mechanical properties of jute fabric/polyester resin based biocomposite
Avérous L (2004) Biodegradable multiphase systems based on plasticized starch: a review. J Macromol Sci Part C Polym Rev 44:231–274
Baley C (2002) Analysis of the flax fibres tensile behaviour and analysis of the tensile stiffness increase. Compos Part A Appl Sci Manuf 33:939–948
Basak S, Samanta KK, Chattopadhyay SK, Pandit P, Maiti S (2016) Green fire retardant finishing and combined dyeing of proteinous wool fabric. Color Technol 132:135–143
Bhattacharya A, Misra BN (2004) Grafting: a versatile means to modify polymers: techniques, factors and applications. Prog Polym Sci 29:767–814
Bledzki AK, Gassan J (1999) Composites reinforced with cellulose based fibres. Prog Polym Sci 24:221–274
Bledzki AK, Reihmane S, Gassan J (1996) Properties and modification methods for vegetable fibers for natural fiber composites. J Appl Polym Sci 59:1329–1336
Chand N, Hashmi SAR (1993) Mechanical properties of sisal fibre at elevated temperatures. J Mater Sci 28:6724–6728
Das S (2017) Mechanical properties of waste paper/jute fabric reinforced polyester resin matrix hybrid composites. Carbohydr Polym 172:60–67
Das S, Bhowmick M (2015) Mechanical properties of unidirectional jute-polyester composite. J Text Sci Eng 5:1
Das M, Chakraborty D (2008) Evaluation of improvement of physical and mechanical properties of bamboo fibers due to alkali treatment. J Appl Polym Sci 107:522–527
Das S, Bhowmick M, Chattopadhyay SK, Basak S (2015) Application of biomimicry in textiles. Curr Sci 109:893–901
Debnath S, Nguong CW, Lee SNB (2013) A review on natural fibre reinforced polymer composites. World Acad Sci Eng Technol 1123–1130
Doerffer JW (2013) Oil spill response in the marine environment. Elsevier
Drzal LT, Madhukar M (1993) Fibre-matrix adhesion and its relationship to composite mechanical properties. J Mater Sci 28:569–610
Eggli U, Hartmann HEK (2002) Illustrated handbook of succulent plants: dicotyledons. Springer Science & Business Media
Gassan J, Gutowski VS (2000) Effects of corona discharge and UV treatment on the properties of jute-fibre epoxy composites. Compos Sci Technol 60:2857–2863
Grishchuk S, Karger-Kocsis J (2011) Hybrid thermosets from vinyl ester resin and acrylated epoxidized soybean oil (AESO). Express Polym, Lett, p 5
Hill CAS, Khalil HPSA, Hale MD (1998) A study of the potential of acetylation to improve the properties of plant fibres. Ind Crops Prod 8:53–63
Huda S, Reddy N, Karst D, Xu W, Yang W, Yang Y (2007) Nontraditional biofibers for a new textile industry. J Biobased Mater Bioenergy 1:177–190
Jähn A, Schröder MW, Füting M, Schenzel K, Diepenbrock W (2002) Characterization of alkali treated flax fibres by means of FT Raman spectroscopy and environmental scanning electron microscopy. Spectrochim Acta Part A Mol Biomol Spectrosc 58:2271–2279
Jeske RC, DiCiccio AM, Coates GW (2007) Alternating copolymerization of epoxides and cyclic anhydrides: an improved route to aliphatic polyesters. J Am Chem Soc 129:11330–11331
John MJ, Anandjiwala RD (2008) Recent developments in chemical modification and characterization of natural fiber-reinforced composites. Polym Compos 29:187–207
Kabir MM, Wang H, Lau KT, Cardona F (2012) Chemical treatments on plant-based natural fibre reinforced polymer composites: an overview. Compos Part B Eng 43:2883–2892
Kalia S, Sabaa MW (2013) Polysaccharide based graft copolymers. Springer
Kalita D, Netravali AN (2017) Thermoset resin based fiber reinforced biocomposites. Text Finish Recent Dev Futur Trends 423–484
Kim JH, Lee SB, Kim SJ, Lee YM (2002) Rapid temperature/pH response of porous alginate-g-poly (N-isopropylacrylamide) hydrogels. Polymer (Guildf) 43:7549–7558
Kiruthika AV (2017) A review on physico-mechanical properties of bast fibre reinforced polymer composites. J Build Eng 9:91–99
Liang F, Wang Y, Sun XS (1999) Curing process and mechanical properties of protein-based polymers. J Polym Eng 19:383–394
Lodha P, Netravali AN (2002) Characterization of interfacial and mechanical properties of “green” composites with soy protein isolate and ramie fiber. J Mater Sci 37:3657–3665
Margesin R, Schinner F (1999) Biological decontamination of oil spills in cold environments. J Chem Technol Biotechnol 74:381–389
McDowall DJ, Gupta BS, Stannett VT (1984) Grafting of vinyl monomers to cellulose by ceric ion initiation. Prog Polym Sci 10:1–50
Mohanty AK, Khan MA, Sahoo S, Hinrichsen G (2000) Effect of chemical modification on the performance of biodegradable jute yarn-Biopol® composites. J Mater Sci 35:2589–2595
Mohanty AK, Tummala P, Liu W, Misra M, Mulukutla PV, Drzal LT (2005) Injection molded biocomposites from soy protein based bioplastic and short industrial hemp fiber. J Polym Environ 13:279–285
Mwaikambo LY, Ansell MP (2002) Chemical modification of hemp, sisal, jute, and kapok fibers by alkalization. J Appl Polym Sci 84:2222–2234
Netravali AN, Chabba S (2003) Composites get greener. Mater Today 6:22–29
Netravali AN, Pastore CM (2014) Sustainable composites: fibers, resins and applications. DEStech Publications, Inc.
Nir MM, Miltz J, Ram A (1993) Update on plastics and the environment: progress and trends. Plast Eng 49:75–93
Nzioki BM (2010) Biodegradable polymer blends and composites from proteins produced by animal co-product industry
Oksman K, Skrifvars M, Selin J-F (2003) Natural fibres as reinforcement in polylactic acid (PLA) composites. Compos Sci Technol 63:1317–1324
Paul A, Joseph K, Thomas S (1997) Effect of surface treatments on the electrical properties of low-density polyethylene composites reinforced with short sisal fibers. Compos Sci Technol 57:67–79
Prakash JW, Raja RD, Anderson NA, Williams C, Regini GS, Bensar K, Rajeev R, Kiruba S, Jeeva S, Das SSM (2008) Ethnomedicinal plants used by Kani tribes of Agasthiyarmalai biosphere reserve, Southern Western Ghats
Ray PK, Chakravarty AC, Bandyopadhaya SB (1976) Fine structure and mechanical properties of jute differently dried after retting. J Appl Polym Sci 20:1765–1767
Reddy N, Yang Y (2005a) Properties and potential applications of natural cellulose fibres from cronhusks. Green Chem 7:190–195
Reddy N, Yang Y (2005b) Structure and properties of high quality natural cellulose fibers from cornstalks. Polymer 46:5494–5500
Robson D (1993) Survey of natural materials for use in structural composites as reinforcement and matrices. Biocomposites Centre, University of Wales
Roy D, Semsarilar M, Guthrie JT, Perrier S (2009) Cellulose modification by polymer grafting: a review. Chem Soc Rev 38:2046–2064
Saikia CN, Ali F (1999) Graft copolymerization of methylmethacrylate onto high α-cellulose pulp extracted from Hibiscus sabdariffa and Gmelina arborea. Bioresour Technol 68:165–171
Stevens ES (2002) Green plastics: an introduction to the new science of biodegradable plastics. Princeton University Press, Princeton
Teli MD, Jadhav AC (2016a) Effect of alkali treatment on the properties of Agave angustifolia v. marginata fibre. Int Res J Eng Technol 3:2754–2761
Teli MD, Jadhav AC (2016b) Extraction and characterization of novel lignocellulosic fibre. J Bionanosci 10:418–423
Teli M, Jadhav A (2017) Determination of chemical composition and study on physical properties of Sansevieria roxburghiana lignocellulosic fibre. Eur J Adv Eng Technol 4:183–188
Teli MD, Pandit P (2017a) Novel method of ecofriendly single bath dyeing and functional finishing of wool protein with coconut shell extract biomolecules. ACS Sustain Chem Eng. https://doi.org/10.1021/acssuschemeng.7b02078
Teli MD, Pandit P (2017b) Development of thermally stable and hygienic colored cotton fabric made by treatment with natural coconut shell extract. J Ind Text 1528083717725113
Teli MD, Pandit P, Basak S (2018) Coconut shell extract imparting multifunction properties to ligno-cellulosic material. J Ind Text 47(6):1261–1290
Thaman RR (1995) Urban food gardening in the Pacific Islands: a basis for food security in rapidly urbanising small-island states. Habitat Int 19:209–224
Van de Weyenberg I, Truong TC, Vangrimde B, Verpoest I (2006) Improving the properties of UD flax fibre reinforced composites by applying an alkaline fibre treatment. Compos Part A Appl Sci Manuf 37:1368–1376
Van der Geer J, Hanraads JAJ, Lupton RA (2000) Clean energy project analysis: Retscreen® engineering & cases textbook, small hydro project analysis chapter. J Sci Commun 163:51–59
Van Voorn B, Smit HHG, Sinke RJ, De Klerk B (2001) Natural fibre reinforced sheet moulding compound. Compos Part A Appl Sci Manuf 32:1271–1279
Wiener J, Kovačič V, Dejlová P (2003) Differences between flax and hemp. AUTEX Res J 3:58–63
Zhang D, Wadsworth LC (1999) Corona treatment of polyolefin films—a review. Adv Polym Technol 18:171–180
Zheng L, Dang Z, Zhu C, Yi X, Zhang H, Liu C (2010) Removal of cadmium (II) from aqueous solution by corn stalk graft copolymers. Bioresour Technol 101:5820–5826
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2019 Springer Nature Singapore Pte Ltd.
About this chapter

Cite this chapter
Jadhav, A.C., Pandit, P., Gayatri, T.N., Chavan, P.P., Jadhav, N.C. (2019). Production of Green Composites from Various Sustainable Raw Materials. In: Muthu, S. (eds) Green Composites. Textile Science and Clothing Technology. Springer, Singapore. https://doi.org/10.1007/978-981-13-1969-3_1
Download citation
DOI: https://doi.org/10.1007/978-981-13-1969-3_1
Published:
Publisher Name: Springer, Singapore
Print ISBN: 978-981-13-1968-6
Online ISBN: 978-981-13-1969-3
eBook Packages: EngineeringEngineering (R0)