
Abstract
The microstructure and mechanical properties of 410 martensite stainless steel wire during the cold drawing process have been investigated by means of universal testing machine, optical microscope (OM) and transmission electron microscope (TEM) techniques. The results showed that the microstructure of 410 stainless steel was consisted of martensite and ferrite. During the cold drawing, when the wire was drawn from a diameter of 7.5 mm to a diameter of 5.0 mm, the average grain size decreased from 22.7 to 13.8 μm, the tensile strength increased from 504 to 741 MPa, elongation decreased from 38.2 to 13.1%. The strain hardening of the steel wire could be divided into two stages. In the first stage, the n value increased gradually and peaked at 0.85 which was associated with the plastic deformation of ferrite. In the second stage, the n value decreased to 0.25 which was associated with plastic deformation of martensite and the declined compatibility of the duplex phase. Moreover, the workhardening mechanism was discussed. The main work-hardening mechanism of 410 steel wire during the cold drawing process is fine grain strengthening and dislocation strengthening. When the steel wire was drawn from a diameter of 7.5 mm to a diameter of 5.0 mm, the strengthening benefit increased by 46.8 MPa and the dislocation strengthening increased by 173 MPa.
Access provided by CONRICYT-eBooks. Download conference paper PDF
Similar content being viewed by others


Keywords
Introduction
The corresponding domestic brand of 410 martensite stainless steel is 1Cr13, which belongs to the semi-martensitic stainless steel containing martensite and a small amount of ferrite [1]. Due to the toughness, good corrosion resistance low temperature strength and excellent mechanical properties, the 410 stainless is mainly used for the production of equipment and components requiring high toughness, such as turbine blade [2, 3]. The forming of 410 stainless steel wire is the cold drawing progress where there are many changes of microstructure and mechanical properties. The research on working-hardening mechanism and the evolution of microstructure during the cold drawing is very important, as the performance parameters of the cold-drawn wire are closely related to the microstructure [4, 5]. At present, the application of austenite stainless wire on the market becomes more extensive and the many reports focus on the mechanical properties and work-hardening of 304 stainless steel during the cold drawing [6, 7]. However, the reports about mechanical properties and work-hardening of 410 martensite stainless steel during cold drawing are less common.
In this paper, the relationship among material, cold drawing and properties was investigated in order to find the appropriate process and to obtain the best mechanical properties, by controlling work-hardening behavior and microstructure evolution. The results can provide theoretical basis for the enterprise production significantly.
Experimental
Experimental Materials
The raw material used in the experiment was 410 stainless steel wire with initial size of Φ7.5 mm. Table 1 lists the chemical composition of the as-received material used in this study. The production process of 410 stainless steel is: steel wire → pickling → film processing → straight wire-drawing machine → washing → drying → coiling. The 410 stainless steel coil was made of three passes cold drawing, and the diameter of the steel wire was changed as follows: Φ7.5 mm → Φ6.5 mm → Φ5.5 mm → Φ5.0 mm.
Experimental Methods
Mechanical property test: The tensile test was carried out on wire coil and cold-drawn 410 stainless steel wire, by CMT4105 microcomputer electronic universal testing machine.
Sample preparation and metallographic observation: The metallographic samples of materials were taken from the coil and 410 stainless wire after each pass cold-drawn. The samples were smoothed down by sandpaper and then mechanically polished. Due to the good corrosion resistance of the samples, samples were eroded by a mixture of HCl and HNO3 in 3:1 ratio, further swabbing by few drops C2H5OH to improve precision of analysis. OM and TEM techniques were applied in order to investigate the microstructure evolution during the deformation process.
Results and Discussions
OM Observation
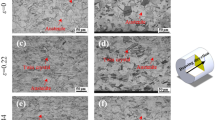
It can be seen from the microstructure of four kinds of stainless steel wires in Figs. 1 and 2 that the metallographic microstructure of coil (Φ7.5 mm) contains 80% martensite and 20% ferrite. The horizontal average grain size is 19.6 μm and the longitudinal average grain size is 25.9 μm by using Image tool. The second phase can clearly be observed at the black points, which are evenly distributed in the core of the cross section. In the corresponding case, a portion of the banded structure along the longitudinal section was distributed along the deformation direction. The presence of duplex phase in fiber structure caused the inhomogeneity of structure and the decline of mechanical properties. When the wire was drawn to Φ6.5 mm, the longitudinal average grain size was 18.9 μm and the grain was extended and presented an inhomogeneity. When the wire was drawn from Φ5.5 to Φ5.0 mm, the original grain was completely broken and the grain boundary was blurred. The original grain was elongated and a fibrous tissue was formed, which decreased the plasticity and increased the cold work-hardening rate [8]. Meanwhile, the grain size of the horizontal section became smaller due to the obvious elongated grain, and the elongated second phase structure formed the fibrous tissue which could increase the strength and decrease the plasticity [9].

Microstructure of cross section of 410 stainless steel wires with different diameter a Φ7.5 mm, b Φ6.5 mm, c Φ5.5 mm, d Φ5.0 mm

Microstructure of longitudinal section of 410 stainless steel wires with different diameter a Φ7.5 mm, b Φ6.5 mm, c Φ5.5 mm, d Φ5.0 mm
Mechanical Properties
Table 2 shows the mechanical properties of 410 stainless steel wire after different cold drawing deformation. The tensile strength of 410 stainless steel was increasing and elongation was decreasing during the cold drawing. The tensile strength of wire coil (Φ7.5 mm) was 504 MPa and the elongation was 38.2%. The diameter of 410 stainless steel was reduced from 7.5 to 6.5 mm after the cold drawing, the tensile strength of the hard line was 665 MPa and the elongation was 16.7%. When the diameter was 5.5 mm, tensile strength rose to 737 MPa while the elongation slightly decreased. When the wire was drawn from Φ5.5 to Φ5.0 mm, the tensile strength increased to 741 MPa and the elongation decreased to 13.1%.
Figure 3 presents the drawing hardening and stress-strain curves of 410 stainless steel wire before and after drawing. It can be seen that the tensile strength and work-hardening decreased with the increase of the reduction of area (shown in Fig. 3a). The strength of martensite and ferrite is different (shown in Fig. 3b). The strain hardening of the steel wire could be divided into two stages. In the first stage, the n valued increased gradually and peaked at 0.85 which associated with the ferrite deformation. In the second stage, the n decreased to 0.25 which associated with martensite deformation and the declined compatibility of the duplex phase.

Drawing hardening and stress-strain curves of 410 stainless steel wire before and after drawing a drawing hardening curve, b double logarithmic true stress-strain curve
Work Hardening Mechanism
The main work-hardening mechanism of 410 steel wires during the cold drawing process is fine grain strengthening and dislocation strengthening. The cross-section area was gradually reduced with the cold drawing process, and the grain size decreased with the presence of partial deformation twinning. The lattice of the inner grain was distorted and the dislocation density was increasing with the plastic deformation. Due to the interaction between dislocations, dislocation pile-up and dislocation wall were formed inside the wire, which could hinder the following movement of dislocation and the deformation resistance increased sharply [10].
The grain size and grain size number are shown in Table 3. It shows that the average grain size was decreasing and the grain size number was increasing. The fine grain strengthening has a great influence on the performance of stainless steel wire which can be calculated by Hall-Petch formula.
Where σs, σi, D, and K show yield stress, constant related to crystal type, average grain diameter and K = 600 \( {\text{MPa}} \times\upmu{\text{m}}^{1/2} \), respectively. When the steel wire was drawn from Φ7.5 to Φ5.0 mm, the increment of strength was 46.8 MPa.
The microstructure of TEM with different cold drawing deformation is shown in Fig. 4. The dislocation density increased with the increase of deformation and dislocation piled up and tangled at the grain boundary. When the cold drawing deformation was small, dislocation lines were linear or curved. In the high density region, stacking fault was formed, which was the resistance for the plastic deformation. Finally, a large number of dislocations gathered together and became dislocation wall and dislocation cell, which can be seen in Fig. 4d. When dislocation cell was found around grain boundaries, martensite deformation could be serious [11]. Thus, additional stress could promote the generation of dislocation defect. Because the crystal plastic deformation produced dislocation multiplication in the slip process, the dislocation density was rapidly increased, which hinderes the slip and produced work-hardening [12].

High density dislocation of different diameter steel wires a Φ7.5 mm, b Φ6.5 mm, c Φ5.5 mm, d Φ5.0 mm
The formula of dislocation strengthening is as following:
where G, b, ρ, n, and α show shear modulus = 0.79 × 105, Burgers vector = 0.248 nm, dislocation density, ρ = n2/(4.35•b2), half-peak value measured by XRD diffractometer, and α = 0.5. The dislocation density of experimental steel was measured by XRD was 3.14 × 1010/cm2. When the wire was drawn from Φ7.5 to Φ5.0 mm, dislocation strengthening was calculated to be ~173 MPa by the Eq. 2.
Conclusions
-
(1)
The metallographic microstructure of 410 martensite stainless steel is consisted of martensite and ferrite and a few duplex phases. The grain size is elongated along the deformation direction, which decreases from 22.7 to 13.8 μm. Besides, the deformation of each grain is inhomogeneous during the cold drawing.
-
(2)
The tensile strength increases from 504 to 741 MPa and the elongation decreases from 38.2 to 13.1% during the cold drawing. The strain hardening of the steel wire can be divided into two stages. In the first stage the n value increases gradually and reaches the peak at 0.85 which associated with the ferrite deformation. In the second stage, the n decreases to 0.25 which associated with martensite deformation and the declined compatibility of the duplex phase.
-
(3)
The main work-hardening mechanism of 410 steel wire during the cold drawing process is fine grain strengthening and dislocation strengthening. When the steel wire is drawn from Φ7.5 to Φ5.0 mm, the fine strengthening increases by 46.8 MPa and the dislocation strengthening increases by 173 MPa.
References
J. Yao, J. Liu, Y. Jia et al., Forming mechanism and control for longitudinal cracks on continuous casting billet of 1Cr13 semi-martensite stainless steel. Hebei Metall. 04, 18–22 (2014)
B. Xintao, Development trend of stainless steel. Heat Treat. (04), 5–9 (2007)
X. Jimei, The metal problem of stainless steel. Metallurgical Industry Press (2006), pp. 155–286
S. Vafaeian, A. Fattah-Alhosseini, Y. Mazaheri et al., On the study of tensile and strain hardening behavior of a thermomechanically treated ferritic stainless steel. Mater. Sci. Eng., A 669, 480–489 (2016)
X. Kangping, Z. Meng, Study on microstructure and mechanical properties of ultrafine stainless steel microfilament during drawing. J. Nanchang Univ. (02), 173–177 (2008)
L. Jiang, K. Feng, Z. Guo et al., Research on performance contrast between 321 stainless steel and 410 stainless steel. Hot Working Technol. 41(6), 124–126 (2012)
S.A. JenabaliJahromi, A. Khajeh, B. Mahmoudi, Effect of different pre-heat treatment processes on the hardness of AISI 410 martensitic stainless steels surface-treated using pulsed neodymium-doped yttrium aluminum garnet laser. Mater. Des. 34, 857–862 (2012)
Sokol. Duplex stainless steel. Atomic Energy Publishing House, Beijing (1979) p. 108
G. Liu, B. Wang, X. Shi et al., Research present situation of work-hardening and evolution of microstructure and mechanical properties of cold drawing pearlitic steel wires. Mater. Rev. S2, 204–207 (2008)
M.C. Tsai, C.S. Chou, J.S. Du et al., Phase transformation in AISI 410 stainless steel. Mater. Sci. Eng., A 332(1–2), 1–10 (2002)
L. Chen, R.B. Song, F.Q. Yang et al., Working hardening mechanism and aging treatment behaviors of D631 precipitation hardening stainless steel wire. Mater. Sci. Forum 788, 362–366 (2014)
H. Yu, Study on strain strengthening technology and properties of austenitic stainless steel. J. Mech. Eng. 2, 87–92 (2012)
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2018 Springer Nature Singapore Pte Ltd.
About this paper

Cite this paper
Yu, H., Song, R., Tan, Y., Wang, T., Li, L. (2018). Effect of Cold Drawing on Microstructure and Mechanical Properties of 410 Martensite Stainless Steel Wire. In: Han, Y. (eds) Advances in Materials Processing. CMC 2017. Lecture Notes in Mechanical Engineering. Springer, Singapore. https://doi.org/10.1007/978-981-13-0107-0_46
Download citation
DOI: https://doi.org/10.1007/978-981-13-0107-0_46
Published:
Publisher Name: Springer, Singapore
Print ISBN: 978-981-13-0106-3
Online ISBN: 978-981-13-0107-0
eBook Packages: EngineeringEngineering (R0)