
Abstract
Customized equipment manufacturing enterprises use cellular manufacturing system, material handling system transfer material between the units. It is difficult to obtain this type of manufacturing system accurate solution of optimization problem by traditional mathematics methods. This paper establish simulation model about process-assemble and material handling system based on computer simulation. Because the model has much variable and coupling influence, this paper uses sensitivity analysis method based on orthogonal experiments, determines the parameters optimization direction and the influence discipline between parameters, proposes a heuristic optimization method based on the optimization goal and practical constraints. Analysis shows that the proposed optimization method, which can be effective and reasonable configuration enterprise resources.
Access provided by Autonomous University of Puebla. Download conference paper PDF
Similar content being viewed by others


Keywords
1 Introduction
Most custom equipment manufacturing enterprise in accordance with the request of a customer order, production process with the method of process oriented manufacturing unit, unit through the material handling system between materials handling system (MHS). This kind of production structure, it will encounter all sorts of problems in practice, from the perspective characteristics of unit itself, by more than one processing unit of former level assembly unit jointly determine their own work; in terms of the structure of production system, the traditional way of manufacturing cell based on group technology without considering load balance, a single level before and after the production situation of manufacturing unit has greatly affected the production situation of manufacturing unit, and high intensity of logistics makes the scale manufacturing unit performance before and after the volatility increases, logistics transportation strength too low can cause resource waste logistics system, for mechanical parts piled up in front of the manufacturing unit. So, analysis manufacturing unit and try to eliminate the bottleneck constraint function, the rational allocation of logistics resources, considering the complex production system and logistics system, the regularity of internal cooperation can with smaller cost significantly increase the productivity of the whole.
Previous studies single focus on the production process or logistics performance characteristics of the process, ignore the tight coupling effect on each other. The literature [1] of logistics system simulation were discussed and related research areas, logistics system simulation was divided into production logistics system simulation, Logistics distribution system simulation and supply chain simulation. Traditional simulation methods of applied mathematics model, using the analytical method to calculate system steady state performance. For example Srinivasan and Bozer [2] have used mathematical model to analyzed the influence of the production process and logistics system to the WIP; Li et al. [3] have used Markov stochastic process theory to establish a multi-level queuing network node status model of flow shop and buffer capacity optimization heuristic optimization algorithm is put forward. Another kind of simulation method using computer simulation technology, for example Wang et al. [4] compared the mathematical analytical method and computer simulation to study the characteristics of logistics system and its advantages and disadvantages; Huang et al. [5] have used Plant Simulation software realized the Simulation of the assembly line optimization; Zhou [6] have used Plant Simulation software to establish a general MTO enterprises mixed flow assembly line material distribution system simulation model, optimization of distribution system of transport cars and cache area.
Summarizes related literature study, mathematical model set scenes often differ with the actual situation is larger, and the present stage can only be used for small problem can solve, as the problem size increases NP - Hard problem. In this paper, application of computer simulation technology, the establishment of containing between unit and unit assembly material transportation system simulation model, the sensitivity of parameters calculated by using the orthogonal experiment method, to determine the parameters optimization sequence, analysis the influence law of MHS system on the production of the whole system, and then based on the optimization goal and practical constraints, a heuristic optimization method is proposed.
2 Assembly Production Logistics System Simulation and Analysis
2.1 Scenario Description
Consider a processing scene: contains processing unit, a manufacturing enterprise logistics transportation system between unit and unit assembly, the cache in a unit of area is limited. Materials processing unit respectively according to certain material buffer before rate achieve unit, processing is completed in the workpiece buffer waiting for transportation to the special workpiece cache area before the assembly unit, leaving the system assembly in the finished product after the completion of the cache area. In this kind of manufacturing system, both the production - cooperation relationship: assembly unit assembly unit must satisfy variety for assembly artifacts exist at the same time, the different types of artifacts in independent processing unit manufacturing; and material transportation system between the units and production units to cooperate relationship: transport the car will be completed machining unit of artifacts to the workpiece buffer before the assembly unit, the car may be in place waiting for processing after the completion of the loading processing units, may also be in the assembly cache area waiting to unload all the goods, it shows that the car work status is affected by the working state of the two levels before and after the production unit, and the car transport needs certain time which affects the level before and after work. Processing unit of the workpiece cache area, for example, the car did not timely dislodged artifacts, machining center is blocked; the car without the piece to assemble unit in time, lack of certain kinds of workpiece assembly unit will not work, causing hunger assembly unit. So for this kind of complex production system, we need to production, the assembly unit and transportation system simulation at the same time reflects the strong coupling among, get more in line with the actual situation of data.
A simple production system model is set up as follows in Fig. 1. It contains the parts of A and B are independent of each other processing unit; to assemble part A and part B of the assembly unit; the processing unit to complete parts transportation to the transportation system of assembly unit.

Contains processing and assembling production logistics system diagram
2.2 The Simulation Model
According to the diagram shown in Fig. 1 of the manufacturing system, set up based on Tecnomatix Plant Simulation 8.2 Simulation software of the Simulation model, as shown in Fig. 2, the basic hardware configuration is as follows: 2.0 GHz dual-core CPU, 4 GB of memory hardware environment.

Simulation model
Simulation model of the assumptions are as follows:
Hypothesis 1. The processing unit of workpiece A and B all ave a workbench. Processing stage belongs to the first come first service type can be processed at a time and a workpiece. Processing time obey exponential distribution.
Hypothesis 2. The Poisson distribution is subject to the same material to material limited buffer before the processing unit.
Hypothesis 3. The assembly unit has A workbench, work stage, there are two artifacts limited buffer, hold A part respectively, B parts. Assembly bench only when at the same time have A & B parts to assembly, assembly time obey exponential distribution. After completion of assembly in infinite buffer after assembling unit, sign the whole machining process is complete.
Hypothesis 4. Unit between transportation systems consists of two car, the car according to the principle of load balancing transport artifacts, each transport number of artifacts between 1 to maximum loading capacity C. Loading and unloading time, run a circle time obey negative exponential distribution.
Hypothesis 5. In order to ensure the production line balance, the processing rate of assembly unit > machining rate of unit; logistics transportation system does not become the bottleneck of the whole system, set up the car transport equivalent (speed x maximum capacity) is greater than the unit before and after the treatment rate; two parallel lines, cache before assembly area, two car parameter Settings are the same.
3 Simulation Optimization Method
3.1 The Simulation Optimization
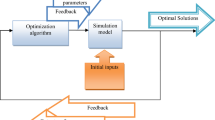
As the research model contains a lot of uncertain factors, relationships between factors, so the simulation method and optimization method to optimize the combination of the principle is shown in Fig. 3. Mainly includes two parts: the optimization evaluation algorithm and simulation model, simulation model is first get the system performance index, the optimization evaluation algorithm to get the performance index of validation constraints, modify the system parameters, the simulation model using the modified system parameters to get a new performance index, so repeatedly, until the expiration of the optimization evaluation algorithm to satisfy certain conditions, the system parameters is the optimal solution.

The principle diagram of the simulation optimization
3.2 Heuristic Optimization Methods
Productivity is finished in manufacturing system per unit time the number of artifacts, task rejection rate is the ratio of manufacturing system refused to new orders, reflecting the comprehensive utilization rate of the system and line balance. Results found from Table 2, output, WIP and production cycle were increased with increase buffer, on the other hand, reduce the cache area will make productivity, WIP, production cycle is reduced. Enterprises in order to improve competitiveness, on the premise of guarantee the productivity should try to shorten the production cycle.
Above calculation shows that the sensitivity of variables will influence the performance of the system, the greater the sensitivity value shows that the impact on the performance of the system, the more obvious, at the same time also shows that the influence of other variables is bigger also, so these variables should be optimized first, the rest of the variables can quickly get optimal value.
To sum up, the cycle for production optimization goal of heuristic optimization method as shown in Fig. 4. Simulation initial value is set to a larger value (right now), the maximum capacity of 1 C car, according to the above calculation, the sensitivity of value from big to small in turn choose need to modify the buffer zone, and then according to set the parameters of the simulation, to evaluate the performance index, productivity, rejection rate is greater than the preset constraints, I, the sensitivity higher number of buffer zone of the constraint is loose, because the need for a buffer zone which smaller sensitivity numerical optimization allowance. If meet the constraint conditions will reduce the choice to optimize the cache area, a new simulation; otherwise restore to the last parameter Settings and to choose to optimize the cache area. In order to get the optimization results quickly, after the system level cache area initial size set for the first level cache area optimization results of 1.5 times. All of the cache area after the optimization, record the results of simulation with a set of car capacity and buffer size optimization results. Increase the car volume 1, according to the same steps to obtain a set of optimization results, until five car capacity optimization results, the experiment ended.

Heuristic optimization method
3.3 Instance Analysis and the Experimental Results
Through the optimization method, the final performance of the system output is not less than 90 % and rejection rate is not more than 10 % as constraint conditions, optimize product average production cycle and the system average captain. System set order input rate of λ = 0.9/h. Processing rate \( \upmu_{1} \) = 1/h, assembly processing rates \( \upmu_{3} \) = 1.1/h, MHS transportation system as a whole processing rates \( \upmu_{2} \) = 1.2/h, if enter the orders cannot be rejected.
The part of results of simulation was shown in Table 1, ordinal optimization cache area according to the sensitivity value. From the results can be found that after the optimization of the first buffer, the average 15 % to 15 % drop in production cycle; after optimization of the second buffer, fell to 85 % average production cycle, on average the captain and the improvement of the production cycle a lot; optimize the third cache area, average captain and production cycle basic has not changed. This is because the first cache optimization, constraint condition is relatively loose, not optimized buffer still in a state of excessive input, to the work pieces piled up in wireless buffer, causing average captain and production cycle is too large, the optimization of the second buffer zone, because the latter is MHS transportation system, batch processing way can make the level before and after the coupling relationship in the buffer zone, the optimization, the coupling relationship between enhancement obviously improved the optimization, on average, captain, the third end of a buffer in the system, after the class without blocking phenomenon, so the optimization of the cache area to improve the system performance is not obvious. Summary data found that from infinite buffer to the final optimized buffer, the system average captain fell 86.5 %, production cycle is reduced by 89 % on average, a 8 % drop in productivity at the same time, rejection rate rose 9 %, significantly improve product production cycle and other performance degradation in the acceptable range, the optimization effect is better.
Figure 5 is the tendency of the system performance index for the experimental process. Each curve represents the use of a specification of the car, the optimization of buffer effect the average production cycle and rejection rate of the system. Can be found from the figure, each curve trend is basically the same, every time optimization of index system of influence range is similar, but the curve between don’t coincide.

Performance of the system change trend chart
Table 2 is the set for different car capacity conditions, in turn, according to the optimal buffer and the sensitivity value of the final optimization results. Can learn from the results, the performance of the system such as the sensitivity calculation the conclusion is the same, with the decrease of the maximum load car, system performance improvement. But consider from the actual situation, the car capacity of 3 when overall system performance in the acceptable range, and MHS set reasonable, overall is in a better balance.
4 Conclusions
In this paper, through the establishment of both assembly unit and simulation model of MHS, the sensitivity analysis of the orthogonal experiment method, calculating the sensitivity of parameters on the performance of the system to determine the optimization direction, and then use the heuristic optimization method to optimize system parameters. This optimization method using the sensitivity optimization direction, from the choice of empirical formula optimization parameter, improve the efficiency of optimization, on the other hand reveals the influence law of manufacturing system between the internal parameters, especially the MHS transport system parameter is set to total system can influence law. From the experimental results in this paper, the rational allocation method of resources for the enterprise has been provided effectively.
This project was supported by the National Natural Science Foundation (No. 51375098; 61573109; 71572049) and Aid program for Science and Technology Innovative Research Team in Higher Educational Institutions of Hunan Province china.
References
Li, Y.-X., Hu, X.-P., Xiong, Y.: Overview on logistics system simulation. J. Syst. Simul. 07, 1411–1416 (2007)
Srinivasan, M.M., Bozer, Y.A.: Which one is responsible for WIP: the workstations or the material handling system. Int. J. Prod. Res. 30(6), 1369–1399 (1992)
Li, X., Chen, Q.-X., Mao, N.: Buffer allocation optimization for multistage flow shop based on queuing network model. Comput. Integr. Manuf. Syst. 20(4), 890–897 (2014)
Wang, Y., Cai, L.-N., Yue, X.-J.: The development of the logistics system design using simulation. Manuf. Autom. 09, 5–8 (2004)
Huang, F., Zhu, W., Bai, B., Li, B.: Research on assembly line modeling and simulation optimization. In: Xiao, T., Zhang, L., Fei, M. (eds.) AsiaSim 2012, Part I. CCIS, vol. 323, pp. 20–27. Springer, Heidelberg (2012)
Zhou, J.-P.: Mixed flow simulation and optimization of the assembly line material distribution. Mech. Electr. Eng. Technol. 40(8), 25–28 (2011)
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2016 Springer Science+Business Media Singapore
About this paper
Cite this paper
Xiang, L., Qing-xin, C., Ai-lin, Y., Hui-yu, Z. (2016). Simulation Optimization of Manufacturing System Including Assemble Lines and Material Handling Systems. In: Zhang, L., Song, X., Wu, Y. (eds) Theory, Methodology, Tools and Applications for Modeling and Simulation of Complex Systems. AsiaSim SCS AutumnSim 2016 2016. Communications in Computer and Information Science, vol 644. Springer, Singapore. https://doi.org/10.1007/978-981-10-2666-9_7
Download citation
DOI: https://doi.org/10.1007/978-981-10-2666-9_7
Published:
Publisher Name: Springer, Singapore
Print ISBN: 978-981-10-2665-2
Online ISBN: 978-981-10-2666-9
eBook Packages: Computer ScienceComputer Science (R0)