
Abstract
The present paper involves experimental study and multi-objective optimization of mechanical properties of Aluminium 7075-based hybrid metal matrix composite fabricated by stir-casting process. The composite is reinforced with Silicon carbide (SiC) and Titanium dioxide (TiO2) particulates. The mechanical properties that were considered in this work are impact strength, hardness and tensile strength. These properties of 7075 Al hybrid metal matrix composite are studied by performing Charpy impact test, Rockwell hardness test and tensile test, respectively. The experiments are conducted on specimens prepared by mixing the particulates in different percentage combinations such as (0, 10), (2.5, 7.5), (5, 5), (7.5, 2.5) and (10, 0) of SiC and TiO2, respectively by maintaining the percentage of 7075 Al constant at 90 %. Based on the experimental values, second-order regression equations are fitted between each of the response parameters and the casting parameters (fraction of SiC and fraction of TiO2) using Minitab 17 software. The equations are then optimized by defining them as the objectives of a multi-objective optimization problem (MOOP). A non-dominated sorting genetic algorithm (NSGA-II) is used to solve the MOOP . A single best compromise solution is also found from the Pareto optimal solutions obtained by NSGA II.
Access provided by CONRICYT-eBooks. Download chapter PDF
Similar content being viewed by others


Keywords
1 Introduction
There are many metals available on metal Additive Manufacturing systems . Titanium and Aluminium alloys are most popularly used in medical and aerospace applications. Aerospace-grade aluminium and other metals are in development. Aluminium alloys are currently produced by direct metal laser sintering (DMLS), in particular with compositions suitable for casting. Also DMLS provides an opportunity to form novel metal matrix composites (MMCs) with metal powders. Recently, some research groups investigated to obtain Al-based MMCs by employing DMLS. They analyzed the behaviour of the composite by varying the size and volume fraction of SiC particles, and identified cracks on these composites while preparing them by DMLS.
Aluminium Metal Matrix Composites (AMMCs) are widely used in the fields of automotive, aerospace and marine applications. Mohd Azil [16] studied Al–Cu–SiC MMC through stir casting method with sand mould and found that, the density characteristic and compressive properties are influenced by particle sizes of SiC, while the hardness and wear resistance characteristics are influenced by weight percentage of SiC. Jin-Feng et al. [11] studied the tensile properties, inter granular and exfoliation corrosion behaviours, and microstructure of 7075 Al alloy under the influence of two different aging treatments, T6I6 and high-temperature pre-precipitation (HTPP) aging. The results were compared with the T6, T73 and RRA treatments. Manoj et al. [14] prepared aluminium-based silicon carbide MMCs and observed that, there is an increase in hardness and impact strength with increase in weight percentage of SiC. Veeresh Kumar et al. [19] studied tensile strength, hardness and wear resistance of Al6061-SiC and Al7075-Al2O3 composites, and concluded that the hardness and density of the composites are improved due to SiC and Al2O3 added to them. Chao et al. [5] fabricated SiC particle-reinforced pure aluminium composites by powder metallurgy method, and tested the effects of particle size and extrusion on their microstructures and mechanical properties. Asif et al. [2] prepared a hybrid composite of aluminium alloy reinforced with silicon carbide particles and solid lubricants such as graphite/antimony tri sulphide (Sb2S3 and reported that the hybrid composite has good tribological characteristics. Aigbodion et al. [1] produced Al–Cu–Mg/Bagasse ash particulate composites with 2–10 % of bagasse by double stir-casting method, and concluded that the enhanced age-hardening of the composites is due to the accelerated precipitation of S′ phases. Bharath et al. [4] made Al6061-Al2O3 particulate metal matrix composites by liquid metallurgy method and found that, there is an increase in the tensile strength and micro-Vickers hardness of the composite due to increase in filler content in the composite. Silva et al. [18] conducted single-step aging of 7075 thick plates by varying the aging times, and concluded that the single-step aging performed in the laboratory can produce acceptable tensile and stress corrosion cracking (SCC) properties when compared with the T7X conditions.
Kataiah et al. [12] considered cast aluminium alloy composites with TiO2 particles of size 30–50 pm and weight ranging from 0 to 20 %, and found that there was significant increase in the ultimate tensile strength and hardness values and a reduction in its ductility as TiO2 composition increases. Lakhan and Purohit [13] investigated the behaviour of Aluminium Cast Alloy (LM6)-Al2O3 composite produced by stir casting technique, and combined the desirable attributes of metals and Ceramics. Elango et al. [9] studied the wear resistance and frictional properties of aluminium alloy (LM25) hybrid metal matrix composite reinforced with SiC and TiO2 particulates by conducting dry sliding wear test. Murali et al. [17] fabricated AA7075/TiO2 in situ composites with different mass fractions of reinforcement by stir casting method, and the phase analysis and morphological characterization of composites were studied using x-ray diffraction techniques and scanning electron microscope.
It is observed that, there is less emphasis in the literature on the study and optimization of MMC’s with more than one particulate. Also, Aluminium-based hybrid MMC s would be the future materials for AM research. So in the present work, an attempt is made to formulate and optimize a multi-objective optimization problem in order to optimize the mechanical properties of Aluminium 7075 hybrid MMC using the modified non-dominated sorting genetic algorithm.
2 Methodology
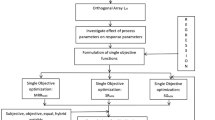
As the present study involves production of Al 7075 MMC by stir casting method and optimization of parameters (fractions of SiC and TiO2) of MMC, the prediction strategies of impact strength (I s), hardness (H), and tensile strength (T) have been developed for correlating them to the parameters using regression technique. The purpose of developing mathematical equations relating each of the response variables (I s, H and T s) and their parameters is to facilitate the optimization of the response variables. These equations are then considered as three non-conflicting objectives and the optimization of the parameters is done NSGA-II . Finally confirmation tests were conducted to analyze the closeness to GA results. Figure 1 illustrates the flow chart of this procedure.

Flowchart of modelling and optimization procedure
2.1 Mathematical Modelling
Regression analysis is useful for modelling and analyzing problems involving several independent factors/variables which influence a response parameter. The mathematical model is represented by:
where V is the response parameter, h is the response function, S and T are stir casting variables and e is the error which is distributed normally with respect to the response parameter V with zero mean. The relation between V (impact strength/tensile strength/hardness) and the variables S and T can be represented as given below:
where K is a constant and α, β are exponents.
The mathematical model is to be changed to linear form by using a logarithmic transformation as given below. It facilitates the determination of constants and exponents.
The method of least squares can be used to determine the constant and exponents K, α and β. Then the first-order linear model can be obtained as follows:
where V 1 and V are the estimated and measured values of response variable (impact strength/hardness/tensile strength) on a logarithmic scale, x 0 = 1, x 1 and x 2 are logarithmic transformations of fractions of SiC and Tio2, e and a values represent, respectively the experimental error and the estimates of corresponding parameters. The second-order polynomial model of response is as follows:
where V 2 and V are the estimated and measured values of response variable, and e is the experimental error. The method of least squares can be used to estimate the polynomial parameters \( a_{1} \text{,}\,a_{2} \text{,}\,a_{12} \text{,}\,a_{11} \text{,}\,a_{22} \).
3 Experimental Details
In this section, the details of experimental conditions, measurements and the procedure used for the study are described.
3.1 Design of Experiments
In the present study, the percentage weight of Al 7075 is fixed at 90 % and the percentage weight of Silicon Carbide (SiC) and Titanium Dioxide (TiO2) are considered as the variable parameters. The Al 7075 in the form of small rods and SiC and TiO2 in the form of powders of 50 µm particle size are used during the stir casting process.
A design of five experiments as shown in Table 1 is considered so that the interactions between each of the response variables (Impact strength and Tensile strength) and the variable parameters can be investigated.
3.2 Furnace and Moulds Used in Experimentation
An electric muffle furnace is used in the present study for melting purpose. The mould used for casting purpose is prepared with the help of mild steel rectangular blocks and square rods. The muffle furnace, the mould used for preparing the test specimens and the casting process are shown in Fig. 2. In the muffle furnace, hand stirring method is employed to mix the constituents of the MMC . The crucible is made up of silicon carbide and is inserted into the muffle furnace. At first the furnace is allowed to attain a temperature of 700 °C before aluminium 7075 is placed in the crucible. Further it is heated to a temperature of 1100 °C so that Al 7075 is melted. The stirring operation is performed with the help of a stirrer made up of graphite. Simultaneously the silicon carbide and titanium dioxide particulates are pre-heated to a temperature of 500 °C and are poured during stirring operation in required proportions at equal intervals of time into the crucible. The mould is pre-heated to a temperature of 500 °C to avoid casting defects. The molten metal is then poured into the mould and it is allowed to solidify.

Electric muffle furnace, Mould, and Casting process
3.3 Specimens Used in Impact Test, Hardness Test and Tensile Test
In the present work round-shaped specimens are used for tensile test (Fig. 3). The specimens used for hardness test (Fig. 4) and charpy test (Fig. 5) are of square cross section with and without a V-notch, respectively. Figure 6 depicts the test specimens used in Universal testing machine (UTM), Rockwell hardness and impact testing machines respectively.

Tensile test specimen

Hardness test specimen

Charpy test specimen

a Tensile test specimen in UTM. b Specimen in Rockwell hardness testing machine. c Charpy test specimen in impact testing machine
3.4 Experimental Data
Experimental data of tensile strength, hardness and impact strength corresponding to five sets of tests conducted on UTM, Rockwell hardness testing machine and impact testing machine have been tabulated and given in Tables 2, 3 and 4.
3.5 Variation of Response Parameters with Respect to Variable Parameters
Figure 7 shows a bar graph on which the variation of impact strength, hardness and tensile strength with respect to the fractions of SiC and TiO2 are represented simultaneously. It is observed from the experimental results that, the impact strength increases as the weight percentage of SiC increase from 0 to 2.5 % and the weight percentage of TiO2 decreases from 10 to 7.5 %, and then decreases as the weight percentage of SiC increases from 2.5 to 10 % and the weight percentage of TiO2 decreases from 7.5 to 0 %. That is, there is an increasing trend for impact strength up to the second combination (Al/SiC/TiO2: 90/2.5/7.5) followed by a slight decreasing trend up to the last combination (Al/SiC/TiO2: 90/10/0) under this study.

Variation of impact strength, hardness, and tensile strength
The hardness is showing almost an increasing trend as the weight percentage of SiC increases from 0 to 10 % and the weight percentage of TiO2 decreases from 10 to 0 %. The tensile strength increases as the weight percentage of SiC increases from 0 to 5 % and the weight percentage of TiO2 decreases from 10 to 5 %, and then decreases as the weight percentage of SiC increases from 5 to 10 % and the weight percentage of TiO2 decreases from 5 to 0 %. That is, there is an increasing trend for tensile strength up to the third combination (Al/SiC/TiO2: 90/5/5) followed by a slight decreasing trend up to the last combination (Al/SiC/TiO2: 90/10/0) under this study.
4 Formulation of Objective Functions of MOOP
Using the experimental results the empirical equations have been derived to estimate impact strength, hardness and tensile strength in terms of fraction of SiC and fraction of TiO2. The second-order response equations have been fitted using Minitab 17 software [15] for the response variables, viz., impact strength, hardness and tensile strength and the accuracy of the fit has been tested.
The second-order equations have been considered for optimization process as the first-order model has low predictability. The three regression equations fitted in terms of casting variables are given by:
- where I s :
-
Impact strength of MMC in Mpa
- H :
-
Hardness of MMCMMC
- T s :
-
Tensile strength of MMC in Mpa
- X 1, X 2 :
-
Fractions of SiC and TiO2 respectively
Thus, the predicted values of impact strength, hardness and tensile strength for the five experiments were calculated by using the second-order equations and compared with those obtained by experimentation. The average percentage error for the five experiments is found to be 3.88 % for impact strength, 0.948 % for hardness and 2.45 % for tensile strength, respectively. As the average percentage errors are well within minimum limit (5 %), the three models, i.e. Eqs. (6)–(8) under the following restriction and the bounds would be considered as the objectives of a multi-objective optimization problem (MOOP). It is then optimized (maximized) by using the NSGA-II.
5 Optimization of MOOP by NSGA -II
In NSGA II, after the population is initialized, the non-dominated solutions are extracted and kept as a set, called the first front, F 1. Then, the second front F 2, which is being dominated by the individuals of the first front only, is formed and the front continues. Thus, the initialized population is sorted based on non-domination . An individual is said to dominate another if all or any one of its objective functions is no worse than the other. Latter an individual, depending on the front in which it lies, is assigned a rank along with its fitness value. Also, for each individual a new parameter called crowding distance is calculated. The crowding distance of a particular solution in a population is the quantity, which serves as an estimate of the perimeter of a cuboid formed by using the nearest neighbours as the vertices.
In the next step, a crowded tournament selection operator [10] is used to select parents from the population. The offspring are generated from the selected population by using the simulated binary crossover (SBX) operator and polynomial mutation operator [7, 8], respectively. The individuals of the next generation are set by combining the offspring population with the current generation population, so that elitism is ensured. The new population is sorted again based on non-domination until the best N individuals are selected, so that N is the population size. If the population exceeds N, then, the individuals in a front F i are selected based on their crowding distance so that the population size becomes N. The process repeats to generate the subsequent generations. The procedure of NSGA -II [6] is outlined in the flow chart shown in Fig. 8.

Flow chart of NSGA -II
6 Results and Discussion
The Pareto optimal solutions for the MOOP of 7075 Aluminium MMC are obtained by NSGA-II, the surface plot and the corresponding contour plot of which are shown, respectively in Figs. 9 and 10. It is to be observed that, each of the solutions of Pareto optimal front of MOOP is important with respect to some trade-off relationship among the objectives. However, a user may not be able to identify an exact trade-off relationship among objectives. Thus, it is always necessary, from a practical point of view, to select one best solution among the set by applying suitable qualitative or quantitative information or criteria.

Surface plot of Pareto Optimal solutions

Contour plot of Pareto optimal solutions
6.1 Single Best Compromise Pareto Solution
One can select a single best compromise Pareto solution by using a quantitative criterion. The min--max method [3] is the most popular one among different available criteria. As per this approach, the single compromise solution is found by minimizing the maximum deviation from best value. That is, when there are m objectives, the problem is to find the optimal point by
In this paper, the best solution among the available multiple solutions is found by slightly modifying the above criterion. The modified criterion is to minimize the sum of maximum deviations of m objectives from their best values subject to the constraints under consideration:
This problem is solved by the real coded GA with the parameters: Population size (s p) = 100, Number of generations (n g) = 250, Probability of cross-over (p c) = 0.9 and probability of mutation (p m) = 0.09. The convergence graph of GA is shown in Fig. 11. The best compromise solution as per the above criterion is found to be:

Convergence graph of compromise solution
-
SiC* = 0.095103 or 9.51 %
-
TiO *2 = 0.004878 or 0.48 % and
-
Optimum impact strength, I s* = 676.60586 MPa
-
Optimum hardness, H* = 173.22059
-
Optimum tensile strength, T s* = 142.149381 MPa.
7 Conclusions
This paper presented multi-objective optimization of mechanical properties of 7075 Aluminium hybrid MMC prepared with SiC and TiO2 as particulates. The mechanical properties considered under this work are impact strength, hardness and tensile strength.
In this work, the three regression equations obtained for impact strength, hardness and tensile strength in terms of fraction of SiC and fraction of TiO2 are optimized (maximized) by NSGA II, which has produced better Pareto optimal solutions. Latter the criterion of minimizing the sum of maximum deviations of the objective values from their corresponding best values is used to determine the best compromise solution.
The optimum value of parameters (SiC and TiO2) obtained under the best compromise solution approach is found to be 9.51 and 0.487 %, respectively. It is close to the 85th Pareto optimal solution (9.47 % of SiC and 0.465 % of TiO2). It can be concluded from the results that, the SiC is the most influencing parameter in order to have maximum possible values of all the three properties under consideration. This study can be extended to other manufacturing systems such as DMLS and by considering different other cutting parameters, tool geometries for different combinations of cutting tool-work piece materials.
References
AigbodionVS, Hassan SB, Dauda ET, Mohammed RA (2011) Experimental study of ageing behaviour of Al–Cu–Mg/Bagasse ash particulate composites. Tribol Ind 33(1):28–35
Asif M, Chandra K, Misra PS (2011) Development of aluminium based metal matrix composites for heavy duty applications. J Miner Mater Charact Eng 10(14):1337–1344
Belegundu AD, Chandrupatla TR (2002) Concepts and application in Engineering, Pearson Education Asia, pp 379–380, First Indian Reprint 2002
Bharath V, Mahadev N, Auradi V (2012) Preparation, Characterization and Mechanical Properties of Al2O3 Reinforced 6061Al Particulate’s. Int J Eng Res Tech (IJERT) 1(6)
Chao S, Min S, Zhangwei W, Yuehui H, Effect of particle size on the microstructures and mechanical properties of SiC-Reinforced pure aluminum composites. ASM Int JMEPEG 20:1606–1612. doi:10.1007/s11665-010-9801-3
Deb K (2002) A fast and elitist multi-objective genetic algorithm–II. Evol Comput, IEEE Trans 6(2):182–196
Deb K, Agrawal RB (1995) Simulated binary crossover for continuous search space. Complex Syst 9(2):115–148
Deb K, Goyal M (1996) A combined genetic adaptive search (Gene AS) for engineering design. Comput Sci Inf 26(4):30–45
Elango G, Raghunath BK (2013) Tribological behavior of (LM25Al + SiC + TiO2) Metal matrix composites. Procedia Eng 64:671–680
Goldberg DE, DebK (1991) A comparison of selection schemes used in genetic algorithms. In: Foundations of genetic algorithms (FOGA-1), pp 69–93
Jin-feng LI, Zhuo-wei PENG, Chao-xing LI, Zhi-qiang JIA, Wen-jing CHEN, Zi-qiao ZHENG (2007) Mechanical properties, corrosion behaviors and microstructures of 7075 aluminium alloy with various aging treatments. School of Materials Science and Engineering, Central South University, Changsha 410083, China
Kataiah GS, Girish DP (2010) Int J Pharm Stud Res I(1):17–25
Lakhan R, Purohit GK (2013) A study of microstructure and mechanical property of Aluminium–Alumina metal matrix. Int J Eng Res Technol (IJERT) 2(9)
Manoj S, Deepak Dwivedi D, Lakhvir S, Vikas C (2009) Development of aluminium based silicon carbide particulate metal matrix composite. J Miner Mater Charact Eng 8(6), 455–467
Minitab Inc (2014) Meet MINITAB Release, Ver. 17
Mohd Azil Sani Bin Md J (2005) Development of Al–Cu–SiCp metal matrix composite for automotive applications development of Al–Cu–SiCp metal matrix composite for automotive applications. University of Malaya, Kualalumpur
Murali M, Sambathkumar M, Senthil Saravanan MS (2014) Micro structural and mechanical properties of AA 7075/Tio2 in situ composites. Univers J Mater Sci 2(3):49–53
Silva G, Rivolta B, Gerosa R, Derudi U (2012) Study of the SCC behavior of 7075 Aluminum Alloy after one-step aging at 163 °C. JMEPEG _ASM Int 1059–9495. doi:10.1007/s11665-012-0221-4
Veeresh Kumar GB, Rao CSP, Selvaraj N, Bhagyashekar MS (2011) Studies on Al6061-SiC and Al7075-Al2O3 Metal Matrix Composites. J Miner Mater Charact Eng 9(1):43–55
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2017 Springer Science+Business Media Singapore
About this chapter
Cite this chapter
Durga Prasada Rao, V., Navya Geethika, V., Krishnaveni, P.S. (2017). Multi-objective Optimization of Mechanical Properties of Aluminium 7075-Based Hybrid Metal Matrix Composite Using Genetic Algorithm. In: Wimpenny, D., Pandey, P., Kumar, L. (eds) Advances in 3D Printing & Additive Manufacturing Technologies. Springer, Singapore. https://doi.org/10.1007/978-981-10-0812-2_7
Download citation
DOI: https://doi.org/10.1007/978-981-10-0812-2_7
Published:
Publisher Name: Springer, Singapore
Print ISBN: 978-981-10-0811-5
Online ISBN: 978-981-10-0812-2
eBook Packages: EngineeringEngineering (R0)