
Abstract
This paper looks at the study of intergrinding for the production of ternary cement based on clinker, calcined clay, limestone and gypsum with 50% of clinker substitution (LC3). The impact of grinding time on clinker, limestone and calcined clay PSD, and how this parameter influences the overall performance of the ternary cement is assessed. Laboratory cement blends were produced by grinding all components in a batch laboratory mill. Industrial cements produced through intergrinding in a continuous ball mill were used for comparison. Three fractions were identified: d<7 µm, 7 µm < d < 40 µm and d< 40 µm, for each of the cements studied and the amount of each component were assessed. Fresh and hardened state properties of blends were tested. Results indicate that in intergrinding most of clinker remains at the medium fraction, and further grinding cannot improve clinker fineness due to fine calcined clay muffle clinker fineness gaining. PSD of limestone and calcined clay is wider than clinker PSD, with a high amount of each material on fine fraction, having a strong impact on rheology. A change in calcined clay/limestone ratio from 2:1 to 1:1 improves clinker grinding and rheology but has a negative impact on strengths due to the less proportion of calcined clay that impact negatively on the pozzolanic reaction.
Access provided by CONRICYT-eBooks. Download conference paper PDF
Similar content being viewed by others

1 Introduction
Concrete is the most widely used material on earth; It is strong, durable and relatively inexpensive. The cement industry is responsible for about 5–8% of the global man-made CO2 emissions. On average 0.8–0.9 tons CO2 is emitted for the production of 1 ton of cement. During the production of cement clinker, calcium carbonate from limestone decomposes to calcium oxide, liberating CO2, it represents about 50–60% of the total amount of CO2 emitted during cement production [1].
Blended cements are replacing part of the clinker by mineral additions. It causes not only a reduction in the consumption fossil fuel and in the CO2 emissions, but can also contribute to better concrete properties in both fresh and hardened state [2], due to pozzolanic reaction and/or filler effect [1]. Metakaolin (MK) (Al2Si2O7) is a highly reactive pozzolan produced through the calcination of clays rich in kaolinite mineral and is widely used in order to produce blended cements reducing clinker amount. But the cost of this material, its availability and the use of this material by other industries restrict its use as pozzolan [1].
Medium purity kaolinite clay has proven to be a good alternative to MK in this system; that expands the opportunity to use low grade clays that are rejected by MK consumer industries and ceramic industries. Low grade clays are also distributed along a wide area that includes the developing countries, made this cements an alternative to accelerate its infrastructure development. LC3 is included in this cement class.
The synergy of the combined addition of calcined clays and limestone has been set in evidence by comparing with quartz filler with very similar particle size distribution, bringing a significant enhancement of the mechanical properties [1]. Limestone reacts with the alumina in presence of calcium hydroxide and favours the production of carboaluminates reaction products. This allows increasing the clinker substitution to 50%.
Besides components reactivity, PSD of each one plays an important role on final performance of blended cements. Contrary to OPC, fineness, specific surface and PSD of multi-component cement are not a consequence of one material; during intergrinding the different component interact with one another due to the difference in grindability [3]. During intergrinding, the PSD of the more grindable component becomes finer and wider and the PSD of the harder to grind one becomes coarser and narrower [2]. For LC3 clinker is the harder component. That means that for normal cement fineness and grinding time, clinker will be the coarser material on the blend probably due to the presence of relatively soft calcined clay particles that shields harder clinker particles from being ground. Harder and coarser clinker particles also abrade the softer ones increasing its fineness [2]. Has been observed also that the agglomeration of the finer particles upon continuous grinding leading to a sudden decrease in Blaine fineness. Due to this, clinker hydration is less effective and early strength most be affected. Wide limestone PSD led to decreasing water demand and improves the workability.
Calcined clay had a high specific surface due to its surface structure. Previous results of BET and Blaine tests show that total specific surface of LC3 is driven by specific surface of the calcined clay fraction [1] increasing the water demand. A compromise between limestone and calcined clay fineness is needed; by minimizing the void space between the cement particles, the packing can be optimized. That improves rheology reducing water demand. It was of great interest to investigate how intergrinding affects LC3 component PSD and how this parameter affects cement performance on fresh and hardened state in order to adjust final LC3 fineness. The influence of calcined clay/limestone ratio was also investigated.
2 Materials and Methods
Clinker (CK) was produced at Siguaney cement factory in Cuba. Calcium sulfate (GS) and limestone (LS) originated also from Siguaney are used in the manufacture of plain Portland cement.
The clay originated from Pontezuela is classified as medium grade kaolinite clay, with an average content of kaolinite of 48.6%, measured by thermogravimetric analysis (Vizcaino et al. 2015). The clay was calcined in one of the clinker kilns of Siguaney Cement factory at 750 °C and the calcined clay (CC) was obtained.
In order to determine the impact of the calcined clay/limestone, two different blended cements were produced for this study. 50.0% of CK, 28.0% of CC, 14.4% of LS, 6.8% of GS for a CC/LS ratio of 2:1 (2 1), and 50% of CK, 21.6 of CC, 21.6 of LS, 6.8% of GS for a CC/LS ratio of 1:1 (1 1). A reference Portland cement was also produced using the same CK and GS.
Laboratory grinding was carried out using an ellipsoidal KHD laboratory mill with 50 L volume and 15 L of charge volume. Reference Portland cement and reference blended cements were grounded before the test. Samples were extracted at regular intervals and their fineness measured, in order to determine the grinding kinetics and adjust the grinding time to obtain the requested fineness values for each blend. Using these results, three different blends were grounded to a range of fineness between 91% and 98%.
Industrial grinding was carried out using a continuous semindustrial grinding plant with all the industrial process present in a real industrial plant. The mill used has three chambers, 570 L of total volume and 170 L of charge volume with a production regime of 80 L/h. One blend for each calcined clay/limestone ratio and a reference were produced.
The chemical composition of all materials was characterized by X-ray Fluorescence (XRF) (APC Solutions, Denges, Switzerland) using a Bruker AXS S4 Explorer spectrophotometer operating at a power of 1 kW and equipped with a Rh X-ray source. Results are showed in Table 1.
Cement fineness was determined by the material percent passing through the sieve with an aperture of 90 µm. Mortar prisms 40 x 40 x 160 mm were made with water to cement ratio of 0.5 according to EN 196-1, demoulded after 24 h and cured by immersion in tap water in a storage tank at 25 ± 2 °C. Specific surface was determined by air permeability test (Blaine) according to ASTM C204.
For fraction separation, air filtering was done using a Multi Plex 100 Almine air classifier. Air separation was carried out with two different air speed 3000 m−1 and 9000 m−1 and two corresponding flows respectively 52 Nm3/h and 46 Nm3/h. these parameters were calibrated to separate the blend in 3 fractions, fine (less than 7 µm), medium (between 7 and 40 µm) and coarse (more than 40 µm). Each fraction was weighted to know the relative amount of each one.
Rietveld adjustment was used to quantify the phases in each fraction. XRD analysis was carried out in a Panalytical X’Pert Pro MPD diffractometer from 3° to 70° with ¼ slit for 35 min. Raw materials were used to determine all the phases. The blends without separation were used to calibrate the metakaolin content inside the blends.
Workability was tested using a minislump test in pastes. Cement blend pastes were prepared with a water/binder ratio of 0.5, mixed in a laboratory mixer at 200 rpm for 2 min. After a stop of 3 min was mixed again for 1 min and poured in a minicone with 56 mm height, 19 mm of upper diameter and 38 mm of lower diameter. The minicone was pulled out vertically, and paste spread was measured.
3 Results and Discussions
Figure 1 shows the development of fineness and Blaine for each cement produced on laboratory conditions. At 35 min, the LC3 mixes are finer ground than OPC. From 40 min LC3 2:1 and 1:1 achieve the same fineness. At this range of fineness Blaine stabilizes for LC3 2:1, while still at 60 min, Blaine for LC3 1:1 keeps growing. Blaine for LC3 2:1 is higher than Blaine for LC3 1:1. For fineness higher than 95% further grinding increases energy consumption without a major impact on fineness. It is need a compromise between grinding time and reactivity of the system in order to save energy.

Fineness and specific surface vs. grinding time
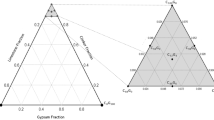
Figure 2 shows the evolution of the amount of each component in all the fractions studied during the grinding process in the range of fineness defined before for both LC3 cement produced and the results for the industrial trials. In both cases, clinker fineness at fraction d < 7 µm is not increased by further grinding. Further grinding on LC3 2:1 does not have any major impact on clinker fineness at all fractions. Further grinding on LC3 1:1 increases clinker content at fraction 7 µm < d < 40 µm while decreases at fraction d > 40 µm. The more amount of Calcined clay in 2:1 blends increase the shielding process on the mill balls and clinker particles surface produced by the Calcined clay fine particles. This process muffles the interaction between the mill balls and clinker particles stopping the gain of fineness. For 1:1 blends, the smaller amounts of Calcined clay reduce this effect.

Evolution of components fineness (laboratory) for LC3 2:1, LC3 1:1 and PSD (industrial)
As designed the total amount of limestone in LC3 1:1 is higher than LC3 2:1. Further grinding on both blends decreases the amount of limestone at d> 40 µm fraction and the total amount for both is similar. There is a slow increase of fineness at fraction d < 7 µm for LC3 2:1 and no major changes at fraction 7 µm < d < 40 µm. That is also explained by the shielding process. For LC3 1:1, further grinding increases fineness for the finer fractions and the amount of material in both cases is higher than for LC3 2:1 (almost the double).
For both formulations further grinding decreases the amount of coarse calcined clay. For LC3 2:1 further grinding has no important impact on the remaining fractions. The major increase for LC3 1:1 is in the d < 7 µm fraction. That can be explained by the effect of more limestone and less calcined clay present on the grinding balls surface.
In general terms, for industrial blends, LC3 2:1 corresponds with laboratory cement in a range from 35 min to 40 min of grinding time while LC3 1:1 corresponds with laboratory cement in a range from 40 min to 45 min.
Figure 3 shows the results of compressive strength for all the blends studied and the reference Portland cement. For LC3 2:1 increasing fineness increases compressive strength. According to the fact that there is no mayor change on clinker fineness, the increase of limestone fineness d < 7 µm most increase the filler effect increasing strengths. For LC3 1:1, the increase of clinker fineness increases strength at all ages. Finer LC3 1:1 has early strength similar to the best LC3 2:1 (similar amount of reactive clinker), however strength at 28 days is slightly lower because of the less calcined clay/ limestone ratio (less synergy). Compressive strength results for industrial blends correspond to its similar laboratory blends. For LC3 2:1 less amount of clinker and calcined clay in d < 7 µm, compared with laboratory blends, impact negatively on compressive strength at 7 days. Strengths for finer 2:1 blend and 2:1 industrial blend are similar to reference OPC.

Compressive strength vs. Fineness for laboratory and industrial blends
Figure 4 shows the results of specific surface measured by Blaine and rheology measured by minislump. Increasing the amount of limestone rheology is improved. In general terms, reducing calcined clay content reduce specific surface, water demand and improves rheology.

Specific surface and rheology of cement pastes
On laboratory blends, for LC3 2:1, rheology decreases with the increase of fineness. For LC3 1:1 rheology is affected by the increase of finer clinker and finer calcined clay, rising specific surface, but the general more amount of limestone, even at finer fractions, reduce the specific surface improving rheology due to a better PSD of the system (worst LC3 1:1 rheological behavior, similar to best LC3 2:1 behavior). The results for industrial blends correspond to its similar laboratory blends. For LC3 2:1 the more amount of calcined clay in the 7 µm < d < 40 µm fraction, compared with LC3 2:1 blends from laboratory, increases specific surface rising water demand and affecting rheology. Due to de absence of calcined clay, reference OPC has less specific surface and a better rheological behavior.
Pozzolanic effect of calcined clay is also corroborated by Isothermal calorimetry. Figure 5 shows the normalized heat flow/g clinker for industrials cements. For both blended cements curves are very similar. More calcined clay amount in all fraction studied, especially at 7 µm < d < 40 µm for LC3 2:1 improves hydration more than the increasing of limestone for LC3 1:1. The sulphating is also different, according to the different amount of alumina due to the change on calcined clay/limestone ratio.

Isothermal calorimetry results for industrial cements
4 Conclusions
By intergrinding is possible to produce LC3 blended cements. Augmenting grinding time compressive strength is improved but water demand rises. Difference between raw materials grindability and morphology affect the gain of fineness for hard ones. Presence of calcined clay muffles proper clinker grinding, reducing the amount of clinker in the finer fraction, further grinding don’t make a change. Calcined clay fineness is the main factor that affects water demand and rheology.
Changing calcined clay/limestone ratio, reducing the amount of calcined clay, clinker grinding is improved. By the other hand is possible to find a better compromise between strength and rheology. Increasing limestone amount reduces water demand while is possible to maintain high compressive strength. Using grinding aids (grinding intensifiers) will be possible to improve clinker grinding.
References
Vizcaino, L., Antoni, M., Alujas, A., Martirena, F., Scrivener, K.: Effects of particle size distribution and intergrinding in blend of cement, calcined clays and limestone. In: Twin International Conferences 2nd Civil Engineering and 5th Concrete Future (2013)
De Weerdt, K.: Separate grinding versus intergrindig. State of the art, Sintef Report (2007)
Tsivilis, S.T., Moutsatsou, A.: Contribution to the problems arising from grinding of multicomponent cements. Cem. Concr. Res. 22, 95–102 (1992)
Acknowledgements
Special thanks are given to Aurelie Favier (LMC) for the Rietveld analysis.
Author information
Authors and Affiliations
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2018 RILEM
About this paper
Cite this paper
Pérez, A., Favier, A., Scrivener, K., Martirena, F. (2018). Influence Grinding Procedure, Limestone Content and PSD of Components on Properties of Clinker-Calcined Clay-Limestone Cements Produced by Intergrinding. In: Martirena, F., Favier, A., Scrivener, K. (eds) Calcined Clays for Sustainable Concrete. RILEM Bookseries, vol 16. Springer, Dordrecht. https://doi.org/10.1007/978-94-024-1207-9_58
Download citation
DOI: https://doi.org/10.1007/978-94-024-1207-9_58
Published:
Publisher Name: Springer, Dordrecht
Print ISBN: 978-94-024-1206-2
Online ISBN: 978-94-024-1207-9
eBook Packages: EngineeringEngineering (R0)