
Abstract
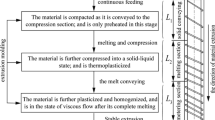
Additive manufacturing of plastic parts is a widely spread production method for prototyping. In the recent past, additionally series applications evolved from different sectors of industry. Especially plasticizing processes are characterised by high printing speed and a broad range of materials which can be provided both as filament and granulate. The latter offers the advantage of lower material costs compared to filaments but requires a screw extruder to plasticise and homogenise the plastic melt prior to its deposition through a nozzle. Screw extruders have a wide processing range and therefore are capable of producing a huge variety of printing bead shapes. This shape is directly affected by several extrusion settings and has a great impact on manufacturing time as well as mechanical properties and surface quality of fabricated parts. It would take great effort to determine the influence of process parameters like temperatures and velocities in experimental trials.
In this contribution a process simulation is presented which predicts the bead shape for screw extrusion additive manufacturing. A computation of material flow is performed including nozzle outlet and bead shaping in the gap between nozzle and printing platform. The free surface of the plastic melt is tracked using a volume of fluid method. Numerical investigations follow the concept of Design of Experiments in order to identify significant relationships between extrusion settings and bead shape. By this means, processing windows can be estimated virtually and conclusions can be drawn regarding slicing parameters and manufacturing time.
The results, opinions and conclusions expressed in this thesis are not necessarily those of Volkswagen Aktiengesellschaft.
Access provided by Autonomous University of Puebla. Download conference paper PDF
Similar content being viewed by others

Keywords
1 Introduction
Over the last years research and industry have intensified the development of additive manufacturing processes for plastic parts. The main goal is to reduce costs and realize complex and functionally integrated geometries. For prototyping, various additive processes are long known to rapidly produce concept parts at affordable costs. At the same time these processes are rarely used for series application because of small machine sizes, low material throughput and insufficient part quality [1, 2].
In terms of thermoplastic materials, the recently developed screw extrusion additive manufacturing (SEAM) challenges the economical limitations. SEAM uses a screw extruder to plasticise granulate and deposit it through a nozzle. The screw extruder has a high material throughput and is capable of processing injection moulding granulate. Therefore it offers significant advantage over conventional filament-based processes [2, 3]. In combination with a jointed-arm robot or tilt table the manufacturing system has a wide processing range to deposit different bead shapes [3, 4]. This setup is illustrated in Fig. 1.

Potential system setup for SEAM
The bead shape has a significant impact on manufacturing time, surface quality and mechanical properties. A trade-off has to be done between sufficient part quality and economical production. For this purpose it is mandatory to know the influence of extrusion settings on bead shape. In practical use it takes inefficiently long time to analyse these relationships in experimental testing due to the great amount of relevant parameters. On the contrary, a virtual prediction of the printing bead shape saves time and costs in the process development stage. This can be accomplished with a numerical simulation of the deposition process. As the bead shaping occurs when the plastic is in melt state, the process simulation has to cover the governing equations of computational fluid dynamics (CFD). These are referred to in the literature [5].
Several studies exist regarding the simulation of bead deposition. Du et al. [6] as well as Xia et al. [7, 8] and Verma et al. [9] published investigations using temperature-dependent CFD models which can predict the bead shape for filament extrusion processes. However, these models are primarily used to evaluate the reheating area when several beads of material are deposited next to or on top of each other. Therefore they have to calculate the resulting temperature field. These non-isothermal calculations are computationally expensive which is drawback for routine design work.
Instead, Comminal et al. [10] proposed an isothermal CFD model for filament extrusion which was successfully validated by Serdeczny et al. [11]. For the evaluation of their results, the dimensionless ratio of feeding speed to printing speed was introduced. By this means, they described the process dynamics with only one parameter. This procedure is consistent as the non-linear shear-thinning effect of polymer materials is neglected. Serdeczny et al. therefore investigated the influence of shear thinning on bead shape and found a small but – for typical parameters in filament extrusion – negligible difference [12].
In contrast, this work considers the difference in shearing between common filament-based processes and SEAM. Throughputs and velocities in SEAM are at least one order of magnitude higher and significantly higher local shear rates have to be expected. A process simulation for SEAM should consequently account for shear-thinning behaviour. Hence, the process dynamics cannot be described with only one dimensionless parameter. Additionally, the temperature dependence of viscosity may have an impact on bead shape. To investigate this in a simple way, the shear-dependent viscosity function can be determined for different temperature levels. This function is then used as a variable input for the calculation. Therefore, this approach can simulate different temperature settings without temperature field calculation.
Based on these considerations, the process window for SEAM can be estimated in terms of extrusion settings. In the context of this work, also the impact on manufacturing time will be demonstrated exemplarily for the production of a large-scale tension bar.
Following the introduction, Sect. 2 of this contribution will explain the methodology used for the predictions in more detail. The modelling of bead deposition is focussed as well as the trial design in order to determine the impact on manufacturing time. Simulation results are discussed in Sect. 3. Hereafter, Sect. 4 states a conclusion and outlook for further applications.
2 Methodology
In order to gain information on bead shape and manufacturing times, the deposition process is investigated virtually using a Design of Experiments (DoE).
2.1 Modelling of Bead Deposition
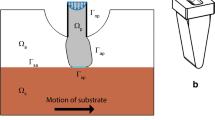
The simulation model used in this work covers a small part of the extrusion nozzle with its exit and the gap between nozzle and printing platform. Figure 2 depicts an experimental setup and the corresponding simulation model.

Photograph (left) and simulation (right) of bead deposition
Figure 3 illustrates the components and dimensions of the simulation model. As the domain is symmetrical, only one half is modelled. The diameter of the nozzle is fixed to 1 mm. The upper face of the nozzle is considered as material inlet and all boundary faces except the nozzle and platform faces determine the possible outlet region. Results are evaluated at a slicing plane near the end of the domain in extrusion direction since evaluating directly at the outlet would contain boundary effects.

Model of the computational domain (left) and section of the tetrahedral mesh (right)
The numerical simulations are carried out in the software Ansys Polyflow, Version 19.2, which is based on the finite volume method. Free surface of the material flow is tracked using a volume of fluid method [13]. Tetrahedral elements with an edge length of 0.08 mm are used to discretise the computational domain (Fig. 3). Time step increments are automatically calculated according to the flow front propagation.
Modelling the process dynamics of SEAM can be done in two different ways. A representation with a moving extrusion nozzle requires a sliding mesh which is computationally expensive. To avoid this and consider the motion in a simple manner, a constant velocity is determined for the printing platform. As the movements of nozzle and printing platform are relative to each other and the simulation does not account for accelerations, both approaches are admissible [10].
The dimensions of the computational domain are chosen according to previous test studies. Following requirements have to be fulfilled for all process settings: representation of the whole bead cross section (Fig. 4b), representation of the backflow against extrusion direction (Fig. 4c) and achieving a converging flow for cross section of the deposited bead (Fig. 4c). For several process settings, flow instabilities may occur when the material detaches from the tapered nozzle wall (Fig. 4d). Therefore, the length in extrusion direction has to be the longest dimension to achieve a converging flow.

Aspects to be considered for dimensioning of the computational domain (polymer material in green colour)
The material flow is characterised being isothermal, Newtonian and incompressible. Inertia effects are neglected as the flow is creeping and laminar due to a very small Reynolds number (Re << 1). The velocity field at the material inlet face is determined to be fully developed which means that a parabolic profile is applied. This considers the assumption that a real nozzle is significantly longer than this model. Gravitational force is accounted for. Wall adhesion of plastic melt on surfaces of nozzle and printing platform is assumed.
Furthermore, the material flow is considered as shear thinning. Previous test runs showed local shear rates much higher than 100/s especially in the area of the nozzle exit (Fig. 5). The influence of shear rate on viscosity of a relevant injection moulding compound was measured via high pressure capillary rheometer. The resulting viscosity function shown in Fig. 6 underlies a significant impact of shear rate for this process. Therefore, the model has to account for shear rate dependency of viscosity. In this contribution, the Cross model

Exemplary distribution of local shear rates during bead shaping

Viscosity function of the selected injection moulding compound for two different temperatures
is applied [14], where η denotes the viscosity, \(\dot{\gamma }\) the shear rate, η0 the zero shear viscosity, τ* the critical shear stress and n is the Power Law index. As seen in Fig. 6, the viscosity functions can be obtained for different temperatures. This is done using the approach of Williams, Landel and Ferry (WLF) [14]. The Cross model and WLF approach can be combined to have only one single viscosity function. This single function is dependent on shear rate and temperature and therefore needs a temperature field. Usually this method is used for non-isothermal simulations of injection moulding. Local viscosity changes due to shear heating and forced cooling have a great impact on flow behaviour in these cases.
For the process simulation of SEAM these aspects are assumed to be negligible. The shear rates are significantly lower than in injection moulding. Additionally, the residence time of the fluid in the model domain (0.01–0.15 s) is too small for significant cooling of the material. Therefore, it is not advisable to include these effects as the computation time would increase.
Nevertheless, the influence of a different initial temperature of the melt is investigated in a simple way for this work. The isothermal Cross function is shifted to different temperature levels using the WLF approach. Hence, the variation of temperature settings is just an imaginary variation here as the temperature is not an input parameter. Indeed, the complete Cross function is the variable input parameter. The global viscosity is changed to the level of a different temperature instead of computing local viscosity changes. However, under given assumptions this method yields a first approximation of flow behaviour for different temperatures at moderate computation time.
2.2 Estimation of Manufacturing Time
SEAM provides several setting options. In order to regulate the process with regard to quality criteria, it is important to know the influence of parameter adjustments. The shape of the printing bead especially affects the manufacturing time, the surface roughness as well as the global density and bonding strength of parts. Therefore, profitability as well as surface quality and mechanical properties are influenced. This calls for a trade-off between those objectives. To accomplish this, a systematic optimisation of process settings is required.
In the recent past, the concept of DoE has gained in importance for those applications. It quantifies the influence of parameters and their interactions while keeping the testing effort as low as possible. The best-known method of this concept is the two-level factorial trial design. Each relevant parameter – a so-called factor – of the process is varied at two different levels. For the use case of this contribution, the four factors extruder throughput (\({\dot{\text{m}}}\)), platform velocity (v), gap (h) between nozzle and platform and material temperature (T) are considered. The two different levels for each of these factors are chosen according to practical experience. The values are given in Table 1.
For trial planning, the most common approach would change only one factor at a time to determine its influence. Contrary to this, DoE varies several factors at the same time. With a special trial design it is still possible to clearly assign the effects to their inducing factors [15, 16]. The amount of trials
in a factorial design is dependent on the amount of investigated factors nf and the amount of levels nl for each factor [15]. For the application of this work an amount of 16 simulation trials results.
Every trial will output a corresponding bead shape. As there is no given optimal bead shape, this is an auxiliary result. The bead shape is required to calculate values, which serve as a quality criterion for a specific part.
In this contribution, the approach will be carried out exemplarily for the manufacturing time of a part which is an economical quality criterion. The selected part is a tension bar based on DIN EN ISO 527–2. The tension bar is scaled by factor 8 in length and width and by factor 4 in thickness. By this means, the impact of bead shape on manufacturing time of large-scale parts is investigated as SEAM is especially suitable to produce these structures. The dimensions of the part are illustrated in Fig. 7. The manufacturing time for the part is estimated using the slicing software Ultimaker Cura, Version 3.4. The input parameters bead width, layer height and printing speed are set according to the simulation results. The two different slicing orientations 0° and 90° (see Fig. 7) are investigated. All other slicing settings are kept constant.

Dimensions and slicing orientations of the large-scale tension bar
Following, the effect of each factor on manufacturing time of the part is calculated. According to [15], the average manufacturing time of all trials with low level is subtracted from the average manufacturing time of all trials with high level. For example, the effect \(\dot{\mathrm{m}}\) characterises the average change in manufacturing time if the extrusion throughput is changed from 0.6 kg/h (−) to 1.2 kg/h (+). Therefore, the influences of different settings on manufacturing time can be compared quantitatively by comparing their effects.
Additionally, factorial design allows its user to calculate the interactions of factors. This would not be possible if only one factor at a time was varied. Interaction means that the effect of a factor depends on the level of other factors, thus it may be illustrated as the influence of boundary conditions. The calculation of interactions follows the same scheme as that of effects [15, 16].
The interactions of factors allow a decision whether process settings should be optimized separately or not. Factors with high interactions have to be adjusted with great caution. This information is a great advantage of factorial trial design. However, the two-level design only provides linear relationships. To record non-linear relationships, at least three levels for each factor are required. This would increase the amount of simulations to an impractical effort. Moreover, in many industrial processes interactions have a greater impact than non-linearities [15]. This justifies the approach to determine many effects in a simple way instead of investigating only one factor and describing its influence in a complex way.
3 Results
In this section the results concerning the bead shape as well as the resulting manufacturing time for a large-scale tension bar are illustrated.
3.1 Prediction of Bead Shape
The simulation results yield the shape of the deposited bead for different extrusion settings of SEAM process. In the following, significant impacts on the bead shape are illustrated using comparisons between two settings at a time. The corresponding figures show the specified result slice (illustrated in Fig. 3) with the polymer material in green colour and the contour line of the nozzle in the background. For this purpose, Fig. 8 illustrates two testing points which only differ in the specified throughput.

Exemplary influence of throughput on bead shape. v = 0.6 m/s; h = 0.4 mm; T = 175 °C
The higher throughput leads to a broadening of the bead as the gap between nozzle and printing platform is fixed. However, the increase in throughput also causes an increase in layer height to a value above the gap size. The nozzle forces the molten material to climb its tapered sidewall. When the plastic detaches from the nozzle, a backflow in y-direction to the middle of the bead occurs. This effect may depend on nozzle geometry and melt viscosity. Further increase in throughput or slowing down the platform could result in an unfavourable bead shape. This problem is illustrated in Fig. 9.

Unfavourable bead shape due to wall adhesion on tapered nozzle wall. \(\dot{\mathrm{m}}\) = 1.2 kg/h; v = 0.2 m/s; h = 0.4 mm
The combination of high throughput, low platform velocity and small gap leads to a bead shape, which is not stackable without large void areas. The left and right result of Fig. 9 compare the setting for different temperatures. An increase in temperature and therefore a decrease in viscosity cannot improve the condition in this case. Figure 10 shows a contrary example for a larger gap. For these process settings an increase in temperature leads to a flattening of the bead due to backflow. However, when considering all simulation trials, only small changes in bead shape are notable due to temperature changes. Differences in temperature and therefore differences in global viscosity seem to be important only in cases where the material adheres to the tapered nozzle wall and a consequent backflow to the middle is possible.

Material backflow due to higher process temperature and lower viscosity. \({\dot{\text{m}}}\) = 1.2 kg/h; v = 0.2 m/s; h = 1.0 mm
The influence of the gap on bead shape is illustrated exemplarily in Fig. 11. The unfavourable cross section at the small gap significantly improves when the gap is increased.

Exemplary influence of the gap on bead shape. \({\dot{\text{m}}}\) = 0.6 kg/h; v = 0.2 m/s; T = 175 °C
Figure 12 depicts the influence of platform velocity on bead shape for an exemplary configuration. As the velocity increases, the cross section changes from oblong to a filament-like rather circular shape.

Exemplary influence of platform velocity on bead shape. \(\dot{\mathrm{m}}\) = 0.6 kg/h; h = 1.0 mm; T = 175 °C
In general, these simulation results are useful to determine the processing window of SEAM according to the part requirements. For example with regard to mechanical properties large bonding areas and voids as small as possible are preferable. The optimal bead shape would be approximately rectangular. Extrusion settings should be chosen in a way that the volume under the flat nozzle surface is filled by the bead as good as possible. On the other hand, overflow adhering to the tapered face of the nozzle should be avoided. With these considerations in mind, extrusion settings can be adopted to fulfil these requirements – for example according to a given material, nozzle geometry and throughput. In addition, the outer nozzle geometry can be designed to meet the requirements of bead shaping.
3.2 Influence on Manufacturing Time
The simulation results of bead deposition are used to estimate the manufacturing time of a large-scale tension bar. The input data for slicing are bead width, layer height and printing speed. Bead width is determined to be the greatest y-dimension and layer height is determined to be the greatest z-dimension of the bead. Printing speed is set to the value of platform velocity. The results of four simulation trials are neglected for this evaluation since their bead shape is out of the reasonable process window and would falsify the results. The DoE evaluation is illustrated in Fig. 13. The effect of factor T (temperature) and its interactions are not considered due to their negligible small value. Interaction vh cannot be determined as the above mentioned trials are not considered.

Influence of factors and interactions on manufacturing time
The primary influence on manufacturing time comes from extruder throughput (\(\dot{\mathrm{m}}\)). The high slope of the corresponding function shows that changing the throughput level from 0.6 kg/h (−) to 1.2 kg/h (+) significantly reduces manufacturing time. This is notable for both of the slicing orientations 0° and 90° with a similar magnitude.
The platform velocity (v) shows a contrary influence on manufacturing time. When increasing the velocity from 0.2 m/s (−) to 0.6 m/s (+), it takes significantly more time to produce the part. This is explained with the simulation results of bead deposition. The predicted bead shapes show that a higher printing speed induces a smaller bead width. Therefore, every layer has more paths that the platform has to travel along. As the motion has to stop at every end of a path and to accelerate again afterwards, the manufacturing time suffers from a high amount of pathways. The slicing process assumes a constant bead width and layer height. Hence, the accelerations are synchronised with the extruder throughput. Consequently, more accelerations lead to a higher percentage of manufacturing time without full extruder throughput. For the same reason, the average manufacturing time for orientation 90° is smaller than for 0°. The paths are oriented in direction of the longest dimension of the tension bar, which results in less acceleration procedures. According to this, the effect of platform velocity becomes significantly smaller if the slicing orientation is switched from 0° to 90°.
Increasing the gap (h) from 0.4 mm (−) to 1 mm (+) results in significantly shorter manufacturing time although the influence is smaller than that of throughput. The slicing orientation has a comparatively small influence on this effect. The shorter manufacturing time will likely come along with more void areas in this case because the larger gap induces a rather circular bead shape.
Furthermore, the diagram shows that interactions of factors \({\dot{\text{m}}}\) and v as well as \({\dot{\text{m}}}\) and h are relevant. This means that boundary conditions influence the effects of those factors. For example, an increase in throughput (\(\dot{\mathrm{m}}\)) at a high platform velocity (v +) is more effective than an increase in throughput (\(\dot{\mathrm{m}}\)) at a low platform velocity (v−). However, this interaction of throughput and velocity is only significant for slicing orientation 0°. In comparison, interaction \(\dot{\mathrm{m}}\)h must be considered for both orientations.
4 Conclusion
The simulation model used for this contribution offers the desired option to calculate the bead shape as a function of extrusion settings in SEAM. A qualitative comparison of simulation results justifies the assumption that a change in global viscosity level due to a different process temperature has only a small impact. The simulation results additionally suggest that the outer nozzle geometry may significantly influence the process window because of material adhering and detaching from it. For a given nozzle geometry the processing window can be determined – for example when considering overflow at the nozzle side wall to be undesirable. Additionally, with the help of the introduced simulation model a nozzle can be designed to produce the required bead shape.
Nevertheless, the model does not account for viscoelastic die swelling after the nozzle exit as well as for volume contraction due to material cooling. These factors may likely lead to a scaling of the bead rather than changing its shape. However, they have to be kept in mind for a comparison with real processes. In this context, further development of the simulation model is conceivable to cover these options. Additionally, the investigation of different material types and nozzle geometries and the validation of the simulation model with practical machine trials are reasonable next steps.
Moreover, using calculated bead shapes to estimate the manufacturing time of a simple part could be demonstrated. Via DoE, the complex relationships of several process settings can be evaluated with a minimum effort. The selected trial concept provides comprehensible knowledge of the impact that different settings may have on manufacturing time. Therefore, this approach is suitable to be used for routine design work. Apart from the economical measure of manufacturing time also mechanical quality criteria like global density or bonding area can be optimized. Furthermore, a trade-off between different criteria is feasible.
Although potentially non-linear relationships cannot be quantified with a two-level factorial design, it is still possible to interpret the results and expand the process knowledge. However, in order to state universal conclusions and detect functional dependencies, more extensive studies have to be carried out.
References
Dröder, K., Heyn, J.K., Gerbers, R., Wonnenberg, B., Dietrich, F.: Partial additive manufacturing. experiments and prospects with regard to large series production. Proc. CIRP 55, 122–127. Elsevier, Amsterdam (2016)
Hopmann, C., Hellmich, C., Lammert, N., Dormanns, J., Rinderlin, J., Stier, T., Zgrzebski, J.: Schichtweise vom Granulat zum Bauteil. Additive Fertigung von faserverstärkten PA6-Strukturbauteilen in hoher Geschwindigkeit. Kunststoffe 108(11), 22–25 (2018)
Kausch, M., Blasé, J., John, C., Kroll, L., Holzinger, M., Reinhardt, A.: Additive Herstellung von Kunststoffbauteilen im High-Speed-Verfahren unter Einsatz von Standardgranulat. Konstruktion 70(5), 58–60 (2018)
Dröder, K., Reichler, A.-K., Mahlfeld, G., Droß, M., Gerbers, R.: Scalable process chain for flexible production of metal-plastic lightweight structures. Proc. CIRP 85, 195–200. Elsevier, Amsterdam (2019)
Anderson, Jr., J.D.: Governing equations of fluid dynamics. In: Wendt, J. F. (ed.): Computational Fluid Dynamics. An Introduction. Springer, Berlin, Heidelberg (2009).
Du, J., Wei, Z., Wang, X., Wang, J., Chen, Z.: An improved fused deposition modeling process for forming large-size thin-walled parts. J. Mater. Process. Technol. 234, 332–341 (2016)
Xia, H., Lu, J., Dabiri, S., Tryggvason, G.: Fully resolved numerical simulations of fused deposition modeling. Part I – fluid flow. Rapid Prototyping J. 24(2), 463–476 (2018)
Xia, H., Lu, J., Tryggvason, G.: Fully resolved numerical simulations of fused deposition modeling. Part II – solidification, residual stresses and modeling of the nozzle. Rapid Prototyping J. 24(6), 973–987 (2018)
Verma, A., Vishnoi, V., Sukhotskiy, V., Furlani, E.P.: Numerical simulation of extrusion additive manufacturing: fused deposition modeling. TechConnect Briefs 4, 118–121 (2018)
Comminal, R., Serdeczny, M.P., Pedersen, D.B., Spangenberg, J.: Numerical modeling of the strand deposition flow in extrusion-based additive manufacturing. Addit. Manuf. 20, 68–76 (2018)
Serdeczny, M.P., Comminal, R., Pedersen, D.B., Spangenberg, J.: Experimental validation of a numerical model for the strand shape in material extrusion additive manufacturing. Addit. Manuf. 24, 145–153 (2018)
Serdeczny, M.P., Comminal, R., Pedersen, D.B., Spangenberg, J.: Numerical study of the impact of shear thinning behaviour on the strand deposition flow in the extrusion-based additive manufacturing. In: Euspen’s 18th International Conference & Exhibition. Venice, Italy (2018)
Noh, W.F., Woodward, P.: SLIC (Simple Line Interface Calculation). In: Proceedings of Fifth International Conference of Fluid Dynamics, pp. 330–340. Springer, Berlin, Heidelberg (1976)
Osswald, T.A., Rudolph, N.: Polymer Rheology. Fundamentals and Applications. Hanser Publishers, Munich (2015)
Siebertz, K., van Bebber, D., Hochkirchen, T.: Statistische Versuchsplanung. Design of Experiments (DoE). Springer, Heidelberg (2010)
Antony, J.: Design of Experiments for Engineers and Scientists. Elsevier, Amsterdam (2014)
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2021 The Author(s), under exclusive license to Springer-Verlag GmbH, DE, part of Springer Nature
About this paper

Cite this paper
Albers, J., Hillemann, U., Retzlaff, A., Hürkamp, A., Dröder, K. (2021). Process Simulation for Screw Extrusion Additive Manufacturing of Plastic Parts. In: Dröder, K., Vietor, T. (eds) Technologies for economic and functional lightweight design. Zukunftstechnologien für den multifunktionalen Leichtbau. Springer Vieweg, Berlin, Heidelberg. https://doi.org/10.1007/978-3-662-62924-6_13
Download citation
DOI: https://doi.org/10.1007/978-3-662-62924-6_13
Published:
Publisher Name: Springer Vieweg, Berlin, Heidelberg
Print ISBN: 978-3-662-62923-9
Online ISBN: 978-3-662-62924-6
eBook Packages: EngineeringEngineering (R0)