
Abstract
In this chapter, we describe three-dimensional (GlossaryTerm
3-D
) nanostructure fabrication techniques using focused-ion-beam (GlossaryTermFIB
)-induced chemical vapor deposition (GlossaryTermCVD
), electron-beam (GlossaryTermEB
)-induced CVD, and femtosecond laser (GlossaryTermfs-laser
) techniques. We first describe 30 keV Ga+ FIB-induced CVD using a phenanthrene (C14H10) source gas as the precursor. A diamond-like amorphous carbon film is deposited during this process; it has a Young's modulus exceeding 600 GPa, making it potentially highly desirable for various applications. A three-dimensional pattern generator system has been developed to make arbitrary three-dimensional nanostructures. We also discuss microstructure plastic art, which is a new field that has been made possible by microbeam technology, and we present examples of such art, including a micro wine glass with an external diameter of 2.75 μm and a height of 12 μm. We then discuss free-space nanowiring and show by using a mixture of C14H10 and W ( CO)6 that the electrical properties indicate an increase in metal content results in a lower resistivity. We also demonstrate that a Morpho butterfly scale quasistructure fabricated by FIB-induced CVD has almost the same optical characteristics as a real Morpho butterfly scale. We then discuss three-dimensional nanostructure fabrication using EB-induced CVD. Because of the nanometer resolution, EB-induced CVD is now indispensable for mask repair techniques for the 193 nm node. According to real-time observations by transmission electron microscopy, the W clusters, as the initial growth stage, are formed first followed by the W layer which forms as W clusters coalesce due to EB irradiation. We go on to discuss photonic crystals and Smith–Purcell electron optics as examples of three-dimensional nanostructure applications using EB-induced CVD. Finally, we describe femtosecond-laser-assisted micro/nano fabrication which has been recognized as a promising technique to fabricate three-dimensional structures inside transparent materials. The spatial resolution can reach submicrometer levels and even tens of nanometers owing to suppression of the involved heat diffusion and nonlinear adsorption. We discuss three-dimensional femtosecond laser nanofabrication using the direct laser writing technique and multiple beam interference lithography and describe the fabrication of photonic crystals in a photoresist.Access provided by CONRICYT-eBooks. Download chapter PDF
Similar content being viewed by others

Keywords
These keywords were added by machine and not by the authors. This process is experimental and the keywords may be updated as the learning algorithm improves.
1 Various 3-D Nanostructure Fabrication Techniques
Recent years have witnessed a number of investigations concerning nanostructure technology. The objective of research on nanostructure technology is to explore the basic physics, technology, and applications of ultrasmall structures and devices with dimensions in the sub-10 nm regime. Electron-beam (EB) lithography is the most widely used and versatile lithography tool for fabricating nanostructure devices and photo masks. EB can focus to diameters of less than 5 nm. The minimum beam diameter of the scanning electron microscope (GlossaryTerm
SEM
) and scanning transmission electron microscope (GlossaryTermSTEM
) are 1.5 and 0.5 nm, respectively. While the focused ion beam (FIB) can be focused close to 5 nm. EB and FIB have been used to fabricate various two-dimensional (GlossaryTerm2-D
) nanostructure devices such as single-electron transistors and GlossaryTermMOS
(metal oxide semiconductor) transistors with nanometer gate-lengths. 10 nm structures can be formed by using a commercially available EB or FIB system with 5−10 nm-diameter beams and a high-resolution resist [4.1]. 2-D nanostructure fabrication is therefore already an established process. Conventional devices have been fabricated by a 2-D processing technique. Developing a three-dimensional (3-D) processing technique presents the possibility of realizing a device with higher functionality. In this chapter, we discuss 3-D nanostructure fabrications using EB-induced chemical vapor deposition (CVD), FIB-induced CVD, and femtosecond laser (GlossaryTermfs-laser
) techniques.Beam-induced chemical vapor deposition (CVD) is widely used in the electrical device industry for the repair of chips and masks. This type of deposition is mainly performed on 2-D pattern features. Work has been done on 3-D fabrication by laser, EB, or FIB using beam-induced CVD. In 1990, Wagner et al. demonstrated pillars and walls with high aspect ratios achieved using FIB-induced CVD [4.2]. In 1991, Lehman et al. demonstrated 3-D microfabrication by laser-induced CVD [4.3]. In 1994, Koops et al. demonstrated some applications such as an GlossaryTerm
AFM
(atomic force microscopy) tip and a field emitter that were realized with EB-induced CVD [4.4]. In 2000, Matsui et al. demonstrated 3-D nanostructure fabrication using FIB-induced CVD [4.5]. FIB- and EB-induced CVD are superior to laser-induced CVD in terms of spatial resolution and beam-scan control. To demonstrate 3-D nanostructure fabrication using a laser, in 1999, Sun et al. reported on the fs-laser two-photon-absorption photopolymerization of a 3-D photonic crystal (GlossaryTermPhC
) structure in a resist [4.6].2 3-D Nanostructure Fabrication by Focused Ion Beam
2.1 Focused-Ion-Beam-InducedChemical Vapor Deposition
Two commercially available FIB systems (SMI9200, SMI2050, SII Nanotechnology Inc., Tokyo, Japan) with a Ga+ ion beam operating at 30 keV were used to study 3-D FIB-induced CVD. The FIB-induced CVD used a phenanthrene (C14H10) precursor as the source material. The beam diameter of SMI9200 was about 7 nm and that of SMI2050 was about 5 nm. The SMI9200 system was equipped with two gas sources in order to increase the gas pressure. The nozzles faced each other and were directed at the beam point. The nozzles were set a distance of 40 μm from each other and positioned about 300 μm above the substrate surface. The inside diameter of a nozzle was 0.3 mm. The phenanthrene gas pressure during pillar growth was typically \({\mathrm{5\times 10^{-5}}}\,{\mathrm{Pa}}\) in the specimen chamber, but the local gas pressure at the beam point was expected to be much higher. The crucible for the source was heated to 85∘C. Conversely, the SMI2050 system was equipped with a single gas nozzle. The FIB is scanned in order to be able to write the desired pattern via computer control, and the ion dose is adjusted to deposit a film of the desired thickness. The experiments were carried out at room temperature on a silicon substrate.
The deposited film was characterized by observing it with a transmission electron microscope (GlossaryTerm
TEM
) and by analyzing its Raman spectra [4.5]. A thin film of carbon (200 nm thick) was deposited on a silicon substrate by 30 keV Ga+ FIB using a phenanthrene precursor gas. The cross-sections of the structures created and its electron diffraction patterns were observed by using a 300 kV TEM. There were no crystal structures in the TEM images and diffraction patterns. It was therefore concluded that the deposited film was amorphous carbon (GlossaryTerma-C
). Raman spectra of the a-C films were measured at room temperature with the 514.5 nm line of an argon ion laser. The Raman spectra were recorded using a monochromator equipped with a GlossaryTermCCD
(charge coupled device) multichannel detector. Raman spectra were measured at 0.1−1.0 mW to avoid thermal decomposition of the samples. A relatively sharp Raman band at 1550 cm−1 and a broad-shouldered band at around 1400 cm−1 were observed in the spectra excited by the 514.5 nm line. Two Raman bands were plotted after Gaussian line shape analysis. These Raman bands, located at 1550 and 1400 cm−1, originate from the trigonal (sp2) bonding structure of graphite and tetrahedral (sp3) bonding structure of diamond. This result suggests that the a-C film deposited by FIB-induced CVD is diamond-like amorphous carbon (GlossaryTermDLC
), which has attracted attention due to its hardness, chemical inertness, and optical transparency.The coordination of carbon atoms in the carbon-based material formed by CVD of phenanthrene assisted by Ga+ FIB was investigated by the measurement of near-edge X-ray absorption fine structure spectra of the carbon K-edge over the excitation energy range 275−320 eV [4.7]. A novel peak observed at 289.0 eV was assigned to the \({\mathrm{1}}\,{\mathrm{s}}\rightarrow\sigma^{\ast}\) transition of carbon neighboring the residual Ga. The material formed by this method was found to be Ga-doped DLC which consists of a high sp3 hybridized carbon. The atomic fraction of the FIB-induced CVD DLC film has been determined as \(\text{C : Ga : H}=87.4:3.6:{\mathrm{9.0}}\,{\mathrm{at.\%}}\) using Rutherford backscattering spectrometry and elastic recoil detection analysis. The hydrogen content of the FIB-induced CVD DLC film was relatively speaking lower than that of DLC films formed by other CVD methods [4.8].
2.2 3-D Fabrication Process
A 3-D structure usually contains overhang structures and hollows. Gradual position scanning of the ion-beam during the CVD process causes the position of the growth region around the beam point to shift. When the beam point reaches the edge of the wall, secondary electrons appear at the side of the wall and just below the top surface. The DLC then starts to grow laterally; the width of the vertical growth is also about 80 nm. Therefore, combining the lateral growth mode with rotating beam scanning, it is possible to obtain 3-D structures with rotational symmetry like a wine glass.
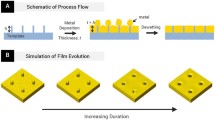
The process of fabricating 3-D structures by FIB-induced CVD is illustrated in Fig. 4.1 [4.5]. In FIB-induced CVD processes, the beam is scanned in digital mode. First, a pillar is formed on the substrate by fixing the beam position (position 1). After that, the beam position is moved to within a diameter of the pillar (position 2) and then fixed until the deposited terrace thickness exceeds the range of the ions (a few 10 nm). This process is repeated to make 3-D structures. The key point in making 3-D structures is to adjust the beam scan speed so that the ion beam remains within the deposited terrace, which means that the terrace thickness always exceeds the range of the ions. Growth in the x- and y-directions is controlled by both beam deflectors. The growth in the z-direction is determined by the deposition rate; that is, the height of the structure is proportional to the irradiation time when a deposition rate is constant.


Fabrication process for a three-dimensional nanostructure by FIB-induced CVD
A micro wine glass was created on a human hair as a work of microstructure plastic art as shown in the scanning ion microscope (SIM) image in Fig. 4.2. A micro wine glass with an external diameter of 2.75 μm and a height of 12 μm was created [4.5]. The fabrication time was 600 s with a beam current of 16 pA. This beautiful micro wine glass shows the potential of the field of microstructure plastic art.


Micro wine glass with an external diameter of 2.75 μm and a height of 12 μm on a human hair
A 3-D pattern generator system was developed to make arbitrary 3-D nanostructures [4.9]. A 3-D multilayer structure is built-up. In the first step of this 3-D pattern-generating system, a 3-D model of the structure, designed using a 3-D computer-aided design (CAD) system (3-D DXF format), is needed. In this case we realized a structure that was shaped like a pendulum. The 3-D CAD model, which is a surface model, is cut into several slices, as shown in Fig. 4.3. The thickness of the slices depends upon the resolution in the z-direction (the vertical direction). The x and y coordinates of the slices are then used to create the scan data (voxel data). To fabricate the overhanging structure, the ion beam must irradiate the correct positions in the correct order. If the ion beam irradiates a voxel located in mid-air without a support layer, the ions intended for the voxel will be deposited on the substrate. Therefore, the sequence of irradiation is determined, as shown in Fig. 4.3. The scan data and blanking signal therefore include the scan sequence, the dwell time, the interval time, and the irradiation pitch. These parameters are calculated from the beam diameter, x-y resolution and z resolution of fabrication. The z resolution is proportional to the dwell time and inversely proportional to the square of the irradiation pitch. The scan data are passed to the beam deflector of the FIB-induced CVD as are the blanking data. The blanking signal controls the dwell time and interval time of the ion beam. Figure 4.4 shows a 3-D CAD model and a SIM image of the starship Enterprise NCC-1701D (from the television series Star Trek) which was fabricated by FIB-induced CVD at 10 ≈ 20 pA [4.9]. The nanospaceship is 8.8 μm long and was realized at about a 1 : 100000000 scale on a silicon substrate. The dwell time, interval time, irradiation pitch, and total process time were 80 μs, 150 μs, 2.4 nm, and 2.5 h, respectively. The horizontal overhang structure was successfully fabricated. Figure 4.5 shows a nano T4 bacteriophage, which is an artificial version of the virus fabricated by FIB-induced CVD on a silicon surface. The size of the artificial nano T4 bacteriophage is about 10 times that of the real virus.


Data flow of 3-D pattern-generating system for FIB-induced CVD


Micro starship Enterprise NCC-1701D, 8.8 μm long


T-4 bacteriophage
To fabricate an arbitrary 3-D nanostructure, it is necessary to understand the growth mechanism that occurs during FIB-induced CVD. With the aim of elucidating these details, in situ observation of 3-D nanostructure growth during FIB-induced CVD using SEM in a FIB–SEM dual-beam system was carried out. As a result, it was demonstrated that the 3-D nanostructure growth depended on the beam profile of the FIB as well as on the FIB irradiation time and scanning speed [4.10].
2.3 Mechanical Properties
An evaluation of the mechanical characteristics of such nanostructures is required for material physics. Buks and Roukes reported a simple but useful technique for measuring the resonant frequencies of nanoscale objects using an SEM [4.11]. The secondary electron detector in the SEM can detect frequencies up to around 4 MHz, so the sample vibration is measured as the oscillatory output signal of the detector. This technique was used to evaluate the Casimir attractive force between the two parallel beams fabricated at a nanoscale. We evaluated the mechanical characteristics of DLC pillars in terms of the Young's modulus , determined using resonant vibration and the SEM monitoring technique [4.12, 4.13].
The system set-up for monitoring mechanical vibration is shown in Fig. 4.6b. There were two ways of measuring the pillar vibrations. One was active measurement, where the mechanical vibration was induced by a thin piezoelectric device, 300 μm thick and 3 mm square. The piezo device was bonded to the sidewall of the SEM's sample holder with silver paste. The sample holder was designed to observe cross-sections in the SEM (S5000, Hitachi) system. Therefore, the pillar's vibration was observed as a side-view image, as shown in Fig. 4.6a. The range of vibration frequencies involved were 10 kHz up to 2 MHz, which is much faster than the SEM raster scanning speed. Thus, the resonant vibrations of the pillars can be taken as the trace of the pillar's vibration in the SEM image. The resonant frequency and amplitude were controlled by adjusting the power of the driving oscillator.


(a) SEM image of the vibration. The resonant frequency was 1.21 MHz. (b) Schematic diagram of the vibration monitoring system
The other way to measure pillar vibrations is passive measurement using a spectrum analyzer (Agilent, 4395A), where most of the vibration seemed to derive from environmental noise due to rotary pumps and air conditioners. Some parts of the vibration result from the spontaneous vibration associated with thermal excitations [4.11]. Because of the excitation and residual noise, the pillars on the SEM sample holder always vibrated at a fundamental frequency, even if noise isolation is enforced on the SEM system. The amplitude of these spontaneous vibrations was on the order of a few nanometers at the top of the pillar and high-resolution SEM can easily detect it at a magnification of 300000.
We arranged several pillars that had varying diameters and lengths. The DLC pillars with the smallest diameter of 80 nm were grown using point irradiation. While we used two FIB systems for pillar fabrication, slight differences in the beam diameters of the two systems did not affect the diameters of the pillars. Larger diameter pillars were fabricated using an area-limited raster scan mode. Raster scanning a 160 nm2 region produced a pillar with a cross-section of about 240 nm2 and a 400 nm2 scan resulted in a pillar with a cross-section of 480 nm2. The typical SEM image taken during resonance is shown in Fig. 4.6a. The FIB-induced CVD pillars seemed very durable against mechanical vibration. This kind of measurement usually requires at least 30 min, including a spectrum analysis and photo-recording, but the pillars still survived without any change in resonance characteristics. This durability of the DLC pillars should be useful in nanomechanical applications.
The resonant frequency f of the pillar is defined by (4.1) for a pillar with a square cross-section and (4.2) for a pillar with a circular cross-section
where a is the width of the square pillar and/or the diameter of the circular-shaped pillar, L is the length of the pillar, ρ is the density, and E is the Young's modulus. The coefficient β defines the resonant mode and β = 1.875 for the fundamental mode. We used (4.1) for pillars that were 240 nm and 480 nm wide and (4.2) for pillars grown by point-beam irradiations. The relationship of the resonant frequency to the Young's modulus, which depends on the ratio of the pillar diameter to the squared length, is summarized in Fig. 4.7. All of the pillars evaluated in this figure were fabricated using the SMI9200 FIB system under rapid growth conditions. Typical growth rates were about 3−5 μm ∕ min for the 100 nm diameter and 240 μm wide pillars and 0.9 μm ∕ min for the 480 nm wide pillars. When calculating the data shown in Fig. 4.7, we assumed that the density of the DLC pillars was about 2.3 g ∕ cm3, which is almost identical to that of graphite. The inclination of the line in Fig. 4.7 indicated the Young's modulus for each pillar. The Young's moduli of the pillars were distributed over a range from 65−140 GPa, which is almost identical to that of normal metals. Wider pillars tended to have larger Young's moduli.


Dependence of resonant frequency on the pillar length
Figure 4.8 shows that the stiffness increases significantly as the local gas pressure decreases. While the absolute value of the local gas pressure at the beam point is very difficult to determine, we found that the growth rate can be a useful parameter for describing the dependence of pressure on Young's modulus. All data points indicated in Fig. 4.8 were obtained from pillars grown using point irradiation. Therefore, the pillar diameters did vary slightly from 100 nm but not by more than 5%. A relatively low gas pressure, with a good uniformity, was obtained by using a single gas nozzle and gas reflector. We use a cleaved side wall of Si tips as the gas reflector, which was placed 10−50 μm away from the beam point so as to be facing the gas nozzle. The growth rate was controlled by changing the distance to the wall. While there is a large distribution of data points, the stiffness of the pillar tended to become greater as the growth rate decreased. The two curves in Fig. 4.8 represented data points obtained for a beam current of 0.3 pA (open circles) and 1 pA (solid circles), respectively. Both curves show the same tendency; the saturated upper levels of the Young's modulus are different for each ion current at low gas pressure (low growth rate). It should be noted that a few pillars' Young's moduli exceeded 600 GPa, which is of the same order as that of tungsten carbide. In addition, these estimations assume a pillar density of 2.3 g ∕ cm3, but a finite amount of Ga was incorporated with the pillar growth. If the calculation takes the increase in pillar density due to the Ga concentration into account, the Young's modulus exceeds 800 GPa. Such a high Young's modulus reaches that of carbon nanotubes and natural diamond crystals. We think that this high Young's modulus is due to surface modification caused by the direct ion impact. In contrast, when the gas pressure was high enough to achieve a growth rate of more than 3 μm ∕ min, the pillars became soft but the change in the Young's modulus was small. The uniformity of the Young's modulus (as seen in Fig. 4.7) presumably results from the fact that the growth occurred in this insensitive region, where the low levels of source gas limit pillar growth.


Dependence of Young's modulus on the growth rate
Various 3-D mechanical parts can be made with this useful, high Young' modulus. Kometani et al. reported DLC electrostatic nanoactuators and bio-nanotools such as injectors and manipulators [4.14, 4.15, 4.16, 4.17, 4.18]. Nakamatsu et al. reported a DLC nanospring with a 130 nm spring section diameter, which showed behavior similar to that of a macroscale spring. The estimated shear modulus of the DLC nanospring was about 70 GPa. This value is very close to that of a conventional coil spring made of steel [4.19].
2.4 Free-Space Nanowiring
All experiments were carried out in a commercially available FIB system (SMI9200:SII NanoTechnology Inc.) using a beam of 30 kV Ga+ ions. The beam was focused to a spot size of 7 nm at a beam current of 0.4 pA and it was incident perpendicular to the surface. The pattern-drawing system (compute pattern generator, GlossaryTerm
CPG
-1000: Crestec Co., Tokyo, Japan) was added to the FIB apparatus to draw any patterns. Using the CPG, it is possible to control beam scan parameters such as scanning speed, x–y direction, and blanking of the beam, and so 3-D free-space nanowiring can be performed [4.20].Figure 4.9 illustrates the free-space nanowiring fabrication process using both FIB-induced CVD and CPG. When phenanthrene (C14H10) gas or tungsten hexacarbonyl [W ( CO)6] gas, which is a reactive organic gas, is evaporated from a heated container and injected into the vacuum chamber by a nozzle located 300 μm above the sample surface at an angle of about 45∘ with respect to the surface, the gas density of the C14H10 or W ( CO)6 molecules increases on a substrate near the gas nozzle. The nozzle system creates a local high-pressure region over the surface. The base pressure of the sample chamber is \({\mathrm{2\times 10^{-5}}}\,{\mathrm{Pa}}\) and the chamber pressure upon introducing C14H10 and W ( CO)6 as a source gas was \(\mathrm{1\times 10^{-4}}\) and \({\mathrm{1.5\times 10^{-3}}}\,{\mathrm{Pa}}\), respectively. If a Ga+ ion beam is irradiated onto the substrate, C14H10 or W ( CO)6 molecules adsorbed on the substrate surface are decomposed and deposited onto the surface of the substrate. The direction of deposition growth can be controlled through the scanning direction of the beam. The material deposited using C14H10 gas was DLC, as confirmed by Raman spectra and it had a very large Young's modulus of 600 GPa [4.12, 4.5].


Fabrication of DLC free-space wiring using both FIB-induced CVD and CPG
After the two walls shown in Fig. 4.9 were formed, free-space nanowiring was performed by adjusting the beam scanning speed. The ion beam used was a 30 kV Ga+ FIB and the irradiation current was 0.8−2.3 pA. The x and y scanning directions and the beam scanning speed were controlled by the CPG. The height in the z-direction was proportional to the irradiation time. Deposition is made to occur horizontally by scanning the beam at a certain fixed speed in the direction of a plane. However, if the beam scanning speed is faster than the nanowiring growth speed, it grows downward or drops. Conversely, if the scanning speed is too slow, the deposition grows slanting upward. Therefore, it is very important to carefully control the beam scanning speed when growing a nanowire horizontally. It turns out that the optimal beam scanning speed to realize a nanowire growing horizontally, using two C14H10 gas guns, is about 190 nm ∕ s. The expected pattern resolution for the FIB-induced CVD is around 80 nm, because both the primary Ga ion and secondary-electron scattering occur over distances around 20 nm [4.12, 4.21].
Figure 4.10 shows examples of free-space nanowiring fabricated by FIB-induced CVD and CPG. All of the structures shown were fabricated using C14H10 gas as a precursor gas. Figure 4.10a shows nanobridge free-space wirings. The growth time was 1.8 min and the wiring width was 80 nm. Figure 4.10b shows free-space nanowires with parallel resistances. The growth time was 2.8 min and the wiring width was again 80 nm.


(a) DLC free-space wiring with a bridge shape. (b) DLC free-space wiring with parallel resistances
The free-space nanowiring structures were observed using 200 keV TEM. The analyzed area was 20 nm Φ. Figure 4.11a,b show TEM images of DLC free-space wiring and a pillar. It became clear from these EDX (energy dispersive X-ray) measurements that the dark part (A) of Fig. 4.11a corresponds to the Ga core and the outside part (B) of Fig. 4.11a corresponds to amorphous carbon. This free-space nanowiring therefore consists of amorphous carbon with a Ga core. The center position of the Ga core is actually located below the center of the wiring. However, in the case of the DLC pillar, the Ga core is located at the center of the pillar. To investigate the difference between these core positions, the Ga core distribution in free-space nanowiring was observed in detail by TEM. The center position of the Ga core was about 70 nm from the top, which was 20 nm below the center of the free-space nanowiring. We calculated an ion range of 30 kV Ga+ ions into amorphous carbon, using transport of ions in matter (GlossaryTerm
TRIM
), of 20 nm. The calculation indicates that the displacement of the center of the Ga core in the nanowiring corresponds to the ion range.

TEM images of (a) DLC free-space wiring and (b) DLC pillar
Kometani et al. proposed a technology to fabricate ultralong horizontal free-space nanowires by using the growth angle dependency of the specimen current and carrying out feedback control of the scanning speed of the Ga+ FIB [4.22, 4.23]. The feedback control system monitors the specimen current and controls the FIB scanning speed in real-time while judging the value of the specimen current. In order to verify the effect of real-time feedback control, FIB was scanned laterally 15 μm with a uniform scanning speed (80 nm ∕ s), from the tip of a nanopillar as shown in Fig. 4.12. As Fig. 4.12a shows, the nanowire turned downward after growing approximately 2 μm due to the change in growth characteristics. With the change in nanowire growth angle, the generation of secondary electrons also changed and thus, the specimen current changed during growth, as shown in Fig. 4.12b. Conversely, as shown in Fig. 4.12c, the effect of feedback control was obvious in that the nanowire grew almost horizontally and arrived at its goal length of 15 μm without turning downward. During growth with feedback control, the specimen current remained in the permission range, as shown in Fig. 4.12d. Furthermore, an ultralong horizontal free-space nanowire with a length of more than 30 μm and a length-to-thickness ratio as high as 300 was achieved.


Growth results for a 15 μm long free-space nanowire. (a) Nanowire grown without feedback control, (b) change in specimen current without feedback control, (c) nanowire grown with feedback control, and (d) changes in specimen current and scanning speed of the Ga+ FIB with feedback control. (Reprinted with permission from [4.22]. Copyright 2013, American Vacuum Society)
Electron holography is a useful technology for direct observation of electrical and magnetic fields at nanoscale and can also provide useful information by detecting the phase shift of the electron wave due to the electrical and magnetic field. The technique requires an electron biprism, which plays the important role of dividing the electron wave into a reference wave and an objective wave. The biprism is composed of one thin filament and two ground electrodes. It is important to fabricate a filament that is as narrow as possible to obtain an interference fringe with a high contrast and good fringe quality. However, fabricating the filament with a diameter below 500 nm is very difficult, because a conventional electron biprism is fabricated by pulling a melted glass rod by hand. To overcome this problem, we introduced a new electron biprism fabrication technique using FIB-induced CVD and evaluated the characteristics of the new biprism. The 80 nm DLC thin wiring works as the filament of the biprism. The diameter and length of the filament are 80 nm and 15 μm, respectively. The results demonstrate the adequacy of the thin filament fabricated by FIB-induced CVD and the new biprism is very useful for accurate observation with a high contrast and good fringe quality in electron holography [4.24].
2.5 Electrical Properties
The electrical properties of free-space nanowiring fabricated by FIB-induced CVD using a mixture of C14H10 and W ( CO)6 were measured [4.20]. Nanowires were fabricated on a Au electrode. These Au electrodes were formed on a 0.2 μm thick SiO2-on-Si substrate by an EB lithography and lift-off process. The two-terminal electrode method was used to measure the electrical resistivity of the nanowiring. The electrical resistivity (Fig. 4.13a) fabricated using only a C14H10 source gas, was 1 × 102 Ωcm. The elemental contents were 90% C and 10% Ga, as measured by an SEM-EDX spot beam. The I–V curves (b), (c), and (d) correspond to increasing W ( CO)6 content in the gas mixture. The I–V curves (b)–(d) show that as the W ( CO)6 content increases, the W content increases. Moreover, the Ga content also increased because nanowiring growth slowed; the irradiation time of the Ga FIB became longer. The electrical resistivities of the I–V curves (b), (c), and (d) were \(\mathrm{16\times 10^{-2}}\), \(\mathrm{4\times 10^{-2}}\), and \({\mathrm{2\times 10^{-2}}}\,{\mathrm{\Upomega{}cm}}\), respectively. The electrical resistivity of (e), which was fabricated using only a W ( CO)6 source gas, was \({\mathrm{4\times 10^{-4}}}\,{\mathrm{\Upomega{}cm}}\). Increasing the Ga and W metallic content decreases the electrical resistivity, as shown by the SEM-EDX measurements in Fig. 4.13. These results indicate that increasing the metallic content results in lower resistivity.


Electrical resistivity measurement for nanowiring. Electrical resistivity ρ was calculated using I–V curves. Elemental contents C, Ga, and W were measured by SEM-EDX
Kometani et al. demonstrated a piezo resistive effect in a DLC nanostructure [4.25] and superconductivity with a Tc as high as 5.8 K in tungsten-carbide nanowires deposited from the precursor mixture of W ( CO)6 and C14H10 [4.26]. Furthermore, a W − C superconductor–normal metal–superconductor (GlossaryTerm
SNS
) Josephson junction was fabricated and a Fraunhofer-like oscillation of critical current in the junction with four periods was observed [4.27].2.6 Brilliant Blue Observation from a Morpho Butterfly Scale Quasistructure
The Morpho butterfly has brilliant blue wings and the source of this intense color has been an interesting topic of debate for a long time. Because of an intriguing optical phenomenon, the scales reflect an interfered brilliant blue color for any angle of incidence of white light. This color is called a structural color, meaning that it is not caused by pigment reflection [4.28]. When we observed the scales with an SEM (Fig. 4.14a), we found 3-D nanostructures 2 μm in height, 0.7 μm in width, and with a 0.22 μm grating pitch on the scales. These nanostructures cause a similar optical phenomenon to the iridescence produced by a jewel beetle.


Morpho butterfly scales. (a) Optical microscope image showing top view of Morpho butterfly. SEM image showing a cross-sectional view of Morpho butterfly scales. (b) SIM images showing inclined view of Morpho butterfly scale quasistructure fabricated by FIB-induced CVD
We duplicated the Morpho butterfly scale quasistructure with a commercially available FIB system (SMI9200: SII Nanotechnology Inc.) using a Ga+ ion beam operating at 30 kV [4.29]. The beam diameter was about 7 nm at 0.4 pA. The FIB-induced CVD was performed using phenanthrene as a precursor. In this experiment, we used a computer-controlled pattern generator, which converted 3-D CAD data into a scanning signal, which was passed to an FIB scanning apparatus in order to fabricate a 3-D nanostructure [4.9]. The scattering range of the Ga+ primary ions is about 20 nm and the range of the secondary electrons induced by the Ga+ ion beam is about 20 nm, so the expected pattern resolution of the FIB-induced CVD is about 80 nm. Figure 4.14b shows an SIM image of the Morpho butterfly quasistructure fabricated by FIB-induced CVD using the 3-D CAD data. This result demonstrates that FIB-induced CVD can be used to fabricate such a quasistructure.
We measured the reflection intensities from Morpho butterfly scales and the Morpho butterfly scale quasistructure optically; white light from a halogen lamp was directed onto a sample with angles of incidence ranging from 5 to 45∘. The reflection was concentrated by an optical microscope and analyzed using a commercially available photonic multichannel spectral analyzer system (PMA-11: Hamamatsu Photonics K.K., Hamamatsu City, Japan). The intensity of light incident from the halogen lamp had a peak at a wavelength close to 630 nm.
The Morpho butterfly scale quasistructure was made of DLC. The reflectivity and transmittance of a 200 nm thick DLC film deposited by FIB-induced CVD, measured by the optical measurement system at a wavelength close to 440 nm (the reflection peak wavelength of the Morpho butterfly), were 30 and 60%, respectively. Therefore, the measured data indicated that the DLC film had high reflectivity near 440 nm, which is important for the fabrication of an accurate Morpho butterfly scale quasistructure. We measured the reflection intensities of the Morpho butterfly scales and the quasistructure with an optical measurement system and compared their characteristics. Figure 4.15a,b respectively show the reflection intensities from Morpho butterfly scales and the quasistructure. Both gave a peak intensity near 440 nm and showed very similar reflection intensity spectra for various angles of incidence. We have thus successfully demonstrated that a Morpho butterfly scale quasistructure fabricated using FIB-induced CVD has almost the same optical characteristics as real Morpho butterfly scales.


Intensity curves of the reflection spectra for (a) Morpho butterfly scales. (b) Morpho butterfly scale quasistructure
3 3-D Nanostructure Fabrication by Electron Beam
3.1 Electron-Beam-Induced Chemical Vapor Deposition
When an EB is irradiated onto a substrate, source gas molecules adsorbed on the substrate are dissociated into nonvolatile and volatile materials by an EB-induced surface reaction. Nonvolatile materials are deposited on the substrate, while volatile materials are evacuated. Nanostructures can be fabricated by EB-induced CVD, because beam diameters, as small as 1 nm, can be formed with an SEM or STEM. Computer-controlled direct writing is also possible for EB-induced CVD. Metals, semiconductors, and inorganic metals can be deposited in this way.
In 1976, Broers et al. were able to deposit nanometer-scale carbon contamination structures in a STEM with electrons of 45 keV energy [4.30]. In 1984, Matsui and Mori obtained the first metal-containing deposits by introducing a metal-organic gas (Cr ( C6H6)2) vapor into the vacuum chamber of an SEM [4.31]. In the over 30 years since the first experiments, many metal-containing structures have been deposited by EB-induced CVD under a wide range of experimental conditions [4.32, 4.33, 4.34, 4.35, 4.36, 4.37, 4.38, 4.39, 4.40, 4.41, 4.42, 4.43, 4.44, 4.45, 4.46, 4.47, 4.48]. The first metal-containing 3-D nanostructures were deposited in 1986 by Koops et al. [4.33], using an SEM.
Several excellent reviews have been published in recent years [4.49, 4.50, 4.51]. In addition, the principle, spatial resolution, mechanical properties, and magnetic and electric properties of EB-induced CVD have been reported [4.52, 4.53, 4.54, 4.55]. Furthermore, various device applications including electrodes for carbon nanotube devices, plasmonic gold nanostructures, domain wall conduit behavior in cobalt nanowires, optical monopole antenna and metamaterials have been demonstrated [4.56, 4.57, 4.58, 4.59, 4.60, 4.61]. Its nanometer resolution has led to EB-induced CVD being indispensable for mask repair techniques for the 193 nm node [4.62].
3.1.1 In situ Observation of Electron-Beam-Induced CVD by Auger Electron Spectroscopy
When source gas molecules adsorbed on a substrate are dissociated by EB irradiation, Auger electrons are emitted from deposited materials at the same time. Therefore, the growth process of the deposited material can be observed in situ by Auger electron spectroscopy (GlossaryTerm
AES
) [4.63]. Figure 4.16 shows an in situ AES observation system for EB-induced surface reactions. This system was constructed by modifying a conventional AES apparatus. A source chamber and mass flow controller (GlossaryTermMFC
), which controls the source gas flow rate, were added to the conventional AES apparatus. The system was evacuated by an ion pump (GlossaryTermIP
) with a \({\mathrm{2\times 10^{-9}}}\,{\mathrm{Torr}}\) base pressure after bake-out. This system also contains an EB gun, a cylindrical mirror analyzer (GlossaryTermCMA
), and an Ar ion gun. The source gas is introduced through the MFC and the source gas molecules are adsorbed onto the substrate. The source gas molecules adsorbed onto the substrate are dissociated by a primary EB from the AES system and nonvolatile materials are deposited onto the substrate. At the same time, Auger electrons are emitted from the deposited material surface. Therefore, the growth process of the deposited materials can be observed in situ by detecting Auger electrons using the CMA. In this experiment, in situ AES observation has been carried out for W deposition using a WF6 source gas on a Si(100) substrate. The EB voltage and current were 10 keV and 1 μA, respectively. This experiment was carried out by point beam exposure. The minimum beam diameter of the AES apparatus is ≈ 1 μm. However, a ≈ 30 μm beam diameter, which was obtained by defocusing, was applied to avoid beam profile effects and to obtain a uniformly deposited film. Therefore, the beam current density was \(\approx{\mathrm{0.14}}\,{\mathrm{A/cm^{2}}}\). The EB was irradiated at room temperature. It was estimated from calculations that the temperature increase on the sample during EB exposure was less than 10∘C.

Experimental AES system to perform in situ observation of the EB-induced CVD process. IP: ion pump
Figure 4.17 shows Auger intensity variations during EB irradiation at \({\mathrm{3.5\times 10^{-7}}}\,{\mathrm{Torr}}\) WF6 source gas pressure. W Auger intensity increases exponentially as the EB exposure time increases. W Auger intensity saturates at a 10 min exposure time, because the deposited W film thickness reaches the escape depth. Conversely, Si Auger intensity decreases, because the deposited W film was formed on an Si substrate. The contents (at . %) calculated from the AES spectrum, as shown in Fig. 4.17, were 85% W, 7.5% F, and 7.5% O at 15 min exposure time. It is believed that O originates from residual oxygen in the source and sample chambers. If an ultrahigh vacuum of the order of 10−10 Torr is achieved in both chambers, a higher quality film will be deposited. A growth rate for EB-induced CVD has been calculated on the assumption of layer growth. The calculated growth rate at \({\mathrm{3.5\times 10^{-7}}}\,{\mathrm{Torr}}\) is 0.15 nm ∕ min.


Relations between Auger intensity variations and electron exposure time for W deposition on a Si substrate
3.1.2 In situ Observation of Electron-Beam-Induced CVD by TEM
The growth process of the deposited material can be observed in situ by TEM, if WF6 source gas molecules are adsorbed on a TEM specimen [4.64]. The EM-002A (Akashi Beam Technology Corp.) electron microscope was employed, equipped with a real-time TV monitoring system, specially improved for in situ observation as shown in Fig. 4.18. The microscope resolution was 0.23 nm at 120 keV, which allowed the imaging of individual rows of atom columns in W crystals. To reduce problems in regard to specimen contamination, the instrument was operated with an ultrahigh vacuum pumping system with turbo-molecular pumps (TMP) and ion pumps. The gas injection tube had a 3 mm inner diameter and was about 5 mm from the sample surface. Fine and spherical Si particles, about 60 nm in diameter, were used as TEM specimens. The small particles were made by a gas evaporation method in argon under a reduced atmosphere, where the Si vapor was condensed into small particles. They were less than 100 nm in diameter and were usually covered with 1−3 nm thick SiO2. The gas molecules were adsorbed on the fine Si particles, which were on the TEM specimen grid. The gas molecules were excited by the TEM's EB and dissociated into W metal and F2 gas. W metal was deposited on the Si surface and growth occurred. The growth process was observed in situ at a single atom resolution level by an electron microscope equipped with a TV monitoring system. All micrographs were reproduced from single frames of the video tape recorder (VTR) tape. Two types of experiments were performed in this experiment. First, the EB was irradiated on a WF6 adlayer formed on the fine Si particle surface, in order to clarify an initial growth process of EB-induced CVD. Second, the EB was irradiated on the Si fine particle surface while WF6 was flowing on the surface, to study the layer growth process of EB-induced CVD.


Experimental arrangement diagram of TEM in situ observation. The gas-introducing system and VTR system are included. SIT: Silicon Intensifier Target, TMP : turbo-molecular pumps
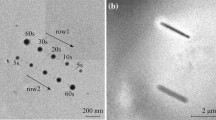
Figure 4.19 shows a typical series of electron micrographs of in situ TEM observation variations during EB irradiation for the WF6 adlayer. These micrographs were selected from a VTR tape which ran over a 30 min span. Electron beam irradiation times for Fig. 4.19a–d were 0, 3, 15, and 30 min, respectively. This result indicates that W atoms, dissociated by EB irradiation from the WF6 adlayer, coalesced and grew under EB irradiation. According to the real-time observation on a TV screen, moving clusters often collided with each other, causing coalescence. Figure 4.20 shows TEM in situ observation variations during EB irradiation under \({\mathrm{5\times 10^{-7}}}\,{\mathrm{Torr}}\) WF6 gas pressure. Electron beam irradiation times were 0, 15, 25, and 30 s for Fig. 4.20a–d, respectively. These micrographs indicate that the W clusters were formed as the initial growth state and then the W layer was formed by coalescence of the clusters due to EB irradiation. A nanometer-scale W rod was fabricated by a focused EB (3 nm diameter) moved manually under a \({\mathrm{1\times 10^{-6}}}\,{\mathrm{Torr}}\) WF6 gas atmosphere. Electron beam energy was 120 keV and its current density was \(\approx{\mathrm{100}}\,{\mathrm{A/cm^{2}}}\). The moving speed of the beam was 1 nm ∕ s. The EB was parallel to the substrate and its scanning direction was normal to the surface. An electron micrograph of the fabricated W rod is shown in Fig. 4.21. The rod's radius was ≈ 15 nm. The bright inner rod contrast shows that the center of the rod was probably tungsten silicide. The beam conditions for rod formation were not the same as those for taking electron micrographs. The EB was spread to about a 1 μm diameter for taking this photograph.


EB exposure time dependence of W cluster growth on a Si particle. Exposure times: (a) 0 min, (b) 3 min, (c) 15 min, and (d) 30 min


EB exposure time dependence of W layer growth on fine Si particles at \({\mathrm{5\times 10^{-7}}}\,{\mathrm{Torr}}\) WF6 gas pressure. Exposure times: (a) 0 s, (b) 15 s, (c) 25 s, and (d) 30 s


Electron micrograph for a W rod with 15 nm diameter. The W rod was fabricated using a 120 kV EB with 3 nm diameter
3.1.3 High Resolution of Electron-Beam-Induced CVD by STEM
Tanaka et al. reported on the resolution of EB-induced CVD by STEM [4.43]. The TEM instrument used in this study was a JEM-2000VF with a field emission gun and the base pressure of the chamber was \({\mathrm{1\times 10^{-7}}}\,{\mathrm{Pa}}\). The deposition apparatus was attached to a vacuum port of the TEM column. It consisted of a variable leak valve, a gas nozzle ≈ 1 mm in diameter, and a heating system. The substrates were Si(111), conventionally dimpled and ion-milled. Most of the EB-induced CVD experiments were performed on the thinnest parts of the substrate, mostly amorphized during the ion milling. The precursor gas was W ( CO)6 and the EB-induced CVD was carried out at room temperature. The microscope was operated at 200 kV. The EB intensity was \(\approx{\mathrm{5\times 10^{3}}}{-}{\mathrm{5\times 10^{4}}}\,{\mathrm{A/cm^{-2}}}\) and the prove size was \(\approx{\mathrm{1}}{-}{\mathrm{2}}\,{\mathrm{nm}}\). By using a 2 nm probe, arrays of dots were fabricated successfully from W ( CO)6. Figure 4.22 shows a TEM image of one of the arrays. Irradiation times for dot manufacture were 15 s (top left), 10 s (top right and bottom right), and 5 s (bottom left), respectively. The pressure during the deposition was kept at \({\mathrm{2\times 10^{-6}}}\,{\mathrm{Pa}}\). The distance between the dots in the horizontal direction was ≈ 12 nm and in the vertical direction was ≈ 14 nm. Their structure was shown to be mixed amorphous W-C as they contain carbon from the precursor gas. It was recognized that dot size decreased as irradiation time was shortened. Size measurements showed that the 15 s dot was ≈ 3 nm in diameter, the 10 s dots were ≈ 2.5 nm, and the 5 s dot was ≈ 2 nm, respectively.


TEM image of W nanodots deposited over deferent times. The top left dot was fabricated over 15 s, the ones on the right were fabricated over 10 s, and the bottom left nanodot was fabricated over 5 s. (Reprinted with permission from [4.43])
Figure 4.23 shows an array of dots formed with a 1 nm probe and a deposition period of 5 s. In Fig. 4.23a, a TEM image of the array is shown. The dots are located at the intersection points of the white lines. They are so small that it is hard to distinguish them from the amorphous substrate. The size of the dot is ≈ 1.5 nm. To prove that they really were mixed tungsten nanodots, HAADF-STEM images were taken for the same substrate, which produces Z-contrast images, i. e., the image is atomic number sensitive in that a heavy atom makes a brighter contrast. Figure 4.23c shows one of these images. The distance between the dots and the size of the dots almost match those of the TEM images, thus indicating that they are the nanodots.


An array of the smallest W nanodots ever achieved by EB-induced CVD: (a) TEM image of the array; (b) magnified image of one of the dots shown by the arrow in (a); (c) the corresponding HAADF-STEM (High-angle annular dark-field-scanning transmission electron microscope) image. (Reprinted with permission from [4.43])
3.2 3-D Nanofabrication by Electron-Beam-Induced CVD
Koops et al. reported on 3-D nanostructure fabrication using EB-induced CVD. This technique is very well suited for rapid-prototyping of photonic crystals (GlossaryTerm
PhC
s) [4.39]. The nanolithography tool in use is based on a SEM (JSM 6300 F, JEOL Ltd.) with the beam control system VIDAS (Kontron). All possible precautions have been taken to compensate for thermal drifts, mechanical vibrations, and magnetic interference by external compensating systems. These measures allow high-precision fabrication of 2-D arrays of dielectric rods with the dimensions required for PhCs. A specially designed environmental chamber is used for supply of precursor material to the waveguide sample [4.37]. The EB-induced CVD process renders 2 nm edge roughness for the deposited rods. This is a surface quality which is unreachable by standard lithography or beam-assisted etching techniques. It allows one to minimize scattering of photons. The high-resolution TEM image shown in Figure 4.24 proves a wall roughness of < 2 nm for a rod grown by EB-induced CVD using cyclopentadienyl-platinum-trimethyl as the precursor material. Electron-beam-induced CVD constructs the rods from nanocrystals of 2 nm diameter embedded into a carbonaceous matrix. This results in an edge roughness of below 2 nm, which is an outstanding feature of this process, as demonstrated in Fig. 4.24.

This high-resolution TEM image proves a wall roughness of < 2 nm for a deposited rod if a platinum-containing precursor material is used. (Reprinted from [4.39] with permission from Elsevier)
PhCs with cubic, hexagonal, or honeycomb elementary cells are fabricated under computer control. A VIDAS macro language allows one to quickly adjust the design parameters of the crystals that are to be grown. There are no other process steps required to generate a crystal by this time-consuming growth process. Using 25 keV electrons and a 20 pA current, a crystal of 100 rods is grown in 40 min. Over this period, the sample in the microscope is not allowed to drift more than 20 nm. Figure 4.25 shows a cubic PhC, which is grown inside a prefabricated gap in a GlossaryTerm
PMMA
(Poly(methyl methacrylate)) waveguide for investigation of the transmission properties of the PhC. The pitch is 580 μm, the rod diameter is 150 nm, and the height is 2.5 μm. Characterization of PhCs and related devices is a very challenging task. This is because of the small size of the devices, having diameters of 3−6 λ, which is 4.5−9 μm at λ = 1.5 μm. Monomode fibers have a core diameter of 9 μm. Therefore, a well-designed optical beam converter is required to couple light into PhCs. To measure the polarization-dependent transmission of PhCs, a sophisticated metrology set-up was used. The transmission measurement did prove a band gap filter in the regime from 1250−1650 nm.

A cubic photonic crystal is constructed in a prefabricated guide in a PMMA (Poly(methyl methacrylate)) waveguide for investigation of the transmission properties of the phonic crystal. (Reprinted from [4.39] with permission from Elsevier)
Electron-beam-induced CVD is a rapid prototyping technology with a high resolution and accuracy to investigate the activity and characteristics of PhCs and PhC devices. Recently, Tasco et al. reported on fabrication of 3-D nanohelices for chiral photonics by FIB- and EB-induced CVD [4.65]. The initial promising results prove the applicability of the technology and the optical action of the devices.
Electron-beam-induced CVD can build similar structures in sub-μm dimensions with wires of 80−200 nm. Figure 4.26 shows a 3-D build-up with conducting material resembling a field-emission electron source, with an emitter tip and an extractor ring around it [4.40]. The structure has a capacitance of 24 aF between the tip and the ring.


Smith–Purcell electron optics realized with EB-induced CVD. (Reprinted from [4.40] with permission from Elsevier)
4 3-D Nanostructure Fabrication by Laser
4.1 3-D Nanostructure Fabrication by Femtosecond Laser
The advent of laser micro/nano fabrication can be traced back to the 1960s, soon after the invention of the laser. The observed photomodifications of laser rod materials and the formation of ripples on irradiated surfaces revealed the potential of laser structuring of materials. The development of the ultrafast fs-laser led to the development of the field of laser material processing, and fs-laser-assisted micro/nano fabrication has since been recognized as a promising technique to fabricate 2-D structures on the surface of materials or 3-D structures inside transparent materials [4.66, 4.67]. The spatial resolution of laser fabrication can reach submicrometer levels and even tens of nanometers owing to the suppression of the involved heat diffusion and nonlinear absorption.
4.1.1 Principles and Methods of Femtosecond Laser Nanofabrication
The mechanisms of fs-laser nanofabrication are based on the photomodification of materials. Photomodification can be categorized into different types such as optical damage or modification of the refractive index in transparent dielectric materials, ablation on the surfaces of solid materials, and multiphoton photopolymerization in photoresists or resins. Currently, there are several 3-D fs-laser nanofabrication methods. The most widely used methods are the direct laser writing (GlossaryTerm
DLW
) technique and multiple beam interference lithography, as schematically shown in Fig. 4.27.

(a) Sketch map of the principle of DLW using a focused fs-laser beam. (b) An example of the configurations for multiple beam interference lithography
Here, we have chosen the DLW technique as an example to explain the most common principles of fs-laser nanofabrication. Typically, DLW is performed by scanning a tightly focused fs-laser beam in accordance with a designed 3-D pattern. The photomodification processes occur in the waist of the focused laser beam, where the optical field intensity is highest. The effective photomodification region can be approximated by an ellipsoid, as illustrated in Fig. 4.27a. The use of tightly focusing optics (i. e., an objective lens with a high numerical aperture) typically allows the lateral dimensions of the ellipsoid to approximate the wavelength λ. For 3-D nanofabrication inside materials, the materials must be transparent at the laser wavelength so that nonlinear absorption is considered for photomodification. Because of the nonlinearity, the effective absorbing region can be even smaller than that of the focal spot, enabling structural resolution beyond the optical diffraction limit. For fs-lasers operating at near-infrared and visible wavelengths, feature sizes of 100−300 nm in 3-D structures are easily achievable. In some special cases, especially for linear structures, a resolution of tens of nanometers has also been demonstrated.
Alternatively, multiple beam interference lithography can be used for laser nanofabrication. This method involves exposing a photosensitive medium to a periodic interference field created by several coherent laser beams that overlap at nonzero mutual angles. Typically, the original beam passes through an optical element (i. e., beam splitter, prism, or grating) that splits the beam into several coherent beams to form the desired interference patterns. In particular, 3-D periodic or quasiperiodic structures can be created with a resolution on the order of several hundred nanometers. Compared to the DLW technique, larger scale structures can be easily implemented. However, this technique is not as flexible as DLW, in which any desired 3-D geometry can be achieved.
4.1.2 Various Nanostructures Fabricated by Femtosecond Laser
A wide range of materials can be used for DLW, including silica or other glasses (by optical damaging), liquid photopolymerizable resins (by photosolidification) , or photoresists (by photopolymerization) . The first example, shown in Fig. 4.28 , is high-aspect ratio nanochannel formation in glass by single tightly focused fs-laser pulses [4.68]. The nanochannels can be fabricated from both the back (Fig. 4.28c) and front (Fig. 4.28d) of the glass sample. Here, the width of the nanochannels is in the 150−240 nm range, much smaller than the width (344 nm) of the focused laser beam, providing clear proof that the structural resolution or the feature size of the structures fabricated by fs-lasers can be considerably smaller than the optical diffraction limit.


(a) An illustration of the machining geometry for the array of nanochannels. (b) A sample examined under a dual-beam FIB–SEM to study the cross-sections of nanochannels. (c) An example cross-section for back side machining. (d) An example cross-section for front side machining (after [4.68])
Figure 4.29 shows various 3-D micro/nanostructures fabricated using fs-lasers by different research groups. Direct fs-laser photopolymerization in resists was used to fabricate a high-resolution microscopic spiral phase plate (Fig. 4.29a) that can be used to generate vortex beams [4.69]. Using a similar technique, movable micromanipulators with submicron probe tips were also fabricated and demonstrated the ability to manipulate nanoscale objectives (Fig. 4.29b) [4.70]. Metal micro/nanostructures that may have applications in metamaterials can also be fabricated by fs-lasers. Figure 4.29c shows an array of freestanding 3-D 5 μm high silver pyramids fabricated by fs-laser DLW based on multiphoton photoreduction in a metal-ion solution [4.71]. Coating a polymeric template fabricated by fs-laser DLW with metal using the selective electroless metal plating technique is another approach for obtaining metal structures. Silver spiral structures were obtained using this method, as shown in Fig. 4.29d [4.72]. Biomimetic and biological nanofabrication were also demonstrated using a so-called dynamic laser prototyping technique based on fs-laser DLW. For example, the flower blooming process has been successfully mimicked and a typical bloomed flower is shown in Fig. 4.29e [4.73]. Figure 4.29f shows an fs-laser-fabricated 3-D invisibility-cloaking structure operating at optical wavelengths [4.74]. These examples demonstrate the versatility of fs-laser nanofabrication.


SEM images of various 3-D structures fabricated based on fs-laser nanofabrication. (a) Spiral phase plate (Reprinted from [4.69] with the permission of AIP publishing), (b) micromanipulator (Reprinted with permission from [4.70] with the permission of AIP publishing), (c) silver pyramid structures (Reprinted from [4.71]), (d) silver-coated spirals (From [4.72]), (e) flower structure made by biomimetic and bionanofabrication (Reprinted with permission from [4.73]), and (f) invisibility-cloaking structure (From [4.74]. Reprinted with permission from AAAS)
4.2 3-D Nanodevices: Fabrication of Photonic Crystals
PhCs are periodically structured materials that have attracted much attention owing to their unique properties, such as the manipulation of light propagation at a certain range of frequencies, called photonic band gaps (GlossaryTerm
PBG
s) or stop bands. Thus far, a variety of PhC structures have been investigated both theoretically and experimentally. For GlossaryTerm1-D
(one-dimensional) or 2-D PhCs, periodicity is present only in one or two dimensions, respectively and therefore such PhCs can be formed by many methods. Fabrication of 3-D PhCs is more difficult, especially for those with PBGs at the optical frequencies.4.2.1 Fabrication of Photonic Crystal in Photoresists by DLW
Fs-laser structuring of materials is a promising technique for successful implementation of 3-D PhCs with spatial resolutions in the hundred-nanometer range. In particular, since 1999, the two-photon polymerization technique in photoresists or resins by DLW has been demonstrated as a powerful tool for the fabrication of 3-D PhCs [4.75, 4.76]. Two popular PhC geometries are often used in our DLW technique. The first is the woodpiles architecture (Fig. 4.30a,b), and the second is the square spiral architecture (Fig. 4.30c). Regarding the resist materials, SU-8 was previously the most frequently used resist, but organic-inorganic hybrid resists such as SZ2080 have now also become popular.


Schematic oblique view (a) and cross-section (b) of the woodpile structure with the main parameters indicated. (c) Schematic side and top view of the square spiral structure with main parameters indicated. (d) Typical layout of the experimental setup for DLW. C: condenser, L: objective lens, DM: dichroic mirror, VM: video monitor, VC: video camera
The optical setup for 3-D DLW used in our experiments is schematically shown in Fig. 4.30d. A chirped-pulsed amplifier (GlossaryTerm
CPA
) Ti:sapphire laser (Hurricance, Spectra-Physics) was used as the light source for DLW. It delivered ≈ 120 fs-laser pulses at a central wavelength of 800 nm with a repetition rate of 1 kHz. The laser beam was sent to an optical microscope (IX71, Olympus) and was focused into the sample by an oil-immersion objective lens (magnification 100 × , numerical aperture NA = 1.40) along the z-direction. The sample was mounted on a piezoelectric transducer-controlled 3-D translation stage (x-y: P-517.2CL and z: P-518.ZCL, from Physik Instrumente), allowing fabrication within a volume of \(100\times 100\times{\mathrm{100}}\,{\mathrm{\upmu{}m^{3}}}\) with an accuracy of ≈ 2 nm. After exposure to the laser, the samples were developed and rinsed.The square spiral architecture was proposed to have complete PBGs. The square spiral structures were successfully fabricated from silicon using the glancing angle deposition (GlossaryTerm
GLAD
) method which uses the growth of silicon spirals on prepatterned substrates [4.80]. However, the DLW technique enables easier fabrication of both square spirals and circular spirals. Furthermore, variants with greater complexity (e. g., those containing defects or phase-shifted spirals) that are sometimes necessary for a particular application or optimization of the PBG properties can only be fabricated by DLW. Figure 4.31a,b show typical square spiral and circular PhCs, respectively, fabricated by DLW [4.77]. Here, the adjacent spirals are interlaced with each other. The ability to create defects in PhCs by DLW is also illustrated in Fig. 4.31a, where an L-shaped line defect is formed. Notably, the π-phase shift between the adjacent spirals, as shown in Fig. 4.31b, would not be achievable by the GLAD technique. The reflection and transmission spectra of this type of square spiral PhC are presented in Fig. 4.31c, showing that the photonic stop bands are in the infrared wavelength range of 2−6 μm.

SEM images of 3-D PhC structures with spiral architecture in SU-8. (a) Square spiral PhC with an L-shaped line defect; (b) circular spiral PhCs with a π-phase shift between the adjacent spirals. Adjacent spirals are interlaced in both PhCs. (c) Infrared reflectivity and transmission spectra of several square spiral PhCs with lattice parameters L = 1.5a and c = 2.49a and different lattice constants a = 1.2, 1.5, and 1.8 μm. (Reprinted with permission from [4.77])
For other types of spiral PhCs, where the spirals are not interlaced, the lattice constant can be reduced to ≈ 1 μm as shown in Fig. 4.32a [4.78]. In this case, the stop band can be engineered in the telecommunication wavelengths, as shown in Fig. 4.32b. For woodpile PhCs, it is also possible to tailor the stop band in this wavelength range. For example, Fig. 4.32c,d show an SEM image and reflection spectra, respectively, of a typical woodpile PhC [4.79]. The stop band is located at 1.3 μm. However, engineering the stop band to shift to a shorter wavelength and even into the visible region is very difficult. Such engineering may require the reduction of the voxel size using low-pulse energy close to the polymerization threshold. This will cause the structure to shrink [4.79, 4.81], as discussed below.


(a) SEM images of a 3-D square spiral PhC in SU-8. In this case, the adjacent spirals are not interlaced so that the lattice constant a can be reduced to ≈ 1 μm. (b) Transmission and reflection spectra of several square spiral structures with the same parameters a = 1.0 μm, L = 0.7 μm but different c = 1.17, 1.29, 1.40, and 1.55 μm. The top inset shows the transmission spectrum of the sample with c = 1.55 μm. The central wavelengths of the reflectivity peaks are indicated in the plot in micrometers, demonstrating the stop bands in the telecommunications spectral range. (c) SEM image of a woodpile PhC in SZ2080, (d) transmission and reflection spectra of the woodpile structure, with the stop band centered at 1.3 μm. ((a,b) from [4.78], (c,d) after [4.79])
4.2.2 Shrinkage
Shrinkage is usually an undesirable feature for photopolymerized micro/nanostructures fabricated by the DLW technique in resists. The shrinkage is normally nonuniform because the bottom of a conventional structure is attached to the substrate. We proposed a way to fabricate freestanding structures that can enable highly uniform shrinkage [4.81]. Figure 4.33a illustrates the concept of the freestanding architecture. These structures were fabricated while floating on the substrates. However, such structures would escape during the development process. To prevent this, we also fabricated cages to house the freestanding structures. An SEM image (oblique view) illustrating this approach is presented in Fig. 4.33b, which shows that after development the freestanding PhC is moved from its original position (center of the cage) as fabricated. The structure still exhibits some shrinkage. However, by comparing conventional and freestanding PhCs (Fig. 4.33c,d), we find that the freestanding PhC shows almost uniform shrinkage, in contrast to the nonuniform shrinkage observed in the conventional PhC. The fabricated freestanding structures allowed us to quantitatively measure the shrinkage, defined as \((\mathrm{W}_{0}-\mathrm{W})/\mathrm{W}_{0}\), where W and W0 are the measured structure width and the corresponding design value, respectively. It was found that the amount of shrinkage depends on the pulse energy used for DWL and that the maximum shrinkage can reach 20% with the lowest allowable pulse energy, beyond which the structure collapses. The freestanding PhCs still exhibit high structural quality and good periodicity, as shown in Fig. 4.33e. Therefore, such PhCs exhibit good optical properties and their stop bands can be scaled towards shorter wavelengths, thus benefiting from uniform shrinkage, as illustrated in Fig. 4.33f.


(a) Schematic diagram of freestanding architecture fabrication. (b) SEM image (oblique view) of a freestanding square spiral PhC in SZ2080. Comparison between a conventional PhC fixed to the substrate (c) and a freestanding PhC (d), fabricated with the same laser writing conditions. The scale bar for (b–d) is the same, as shown below (c). (e) Zoomed top view of the PhC, exhibiting good periodicity. (f) FTIR (Fourier transform infrared) measured reflection spectrum of the freestanding woodpile PhC with 20% shrinkage (curve 1) and the corresponding finite-difference time-domain (FDTD ) simulation (curve 2). An FDTD simulation of the designed structure is added for comparison (curve 3). ((b–e) from [4.81], Copyright from IOP Publishing. Reproduced with permissions. All rights reserved)
We also investigated the effect of the drying process on the shrinkage. By measuring the evolution of the optical properties of fabricated PhCs and recording online optical images during the drying process, we demonstrated that the drying process plays the most important role in the structural shrinkage of photopolymerized structures [4.83]. Furthermore, we found that the structures experienced additional shrinkage when we baked the fabricated structures. This was mostly because our material was an organic-inorganic resist, so the organic part could be degraded during the thermal treatment. We then hypothesized that very large uniform shrinkage could be achieved if we combined the freestanding configuration and such post-thermal treatment, as illustrated in Fig. 4.34a. By carefully choosing the lattice constant of a square spiral PhC and the irradiated pulse energy, we successfully obtained a shrinkage magnitude as large as 46% after baking at 300∘C for 3 h. Owing to such large shrinkage, the stop band of the PhC was successfully shifted into the visible range. As clearly shown in Fig. 4.34b, the stop band was centered at 650 nm, while prior to the thermal treatment it was centered at 950 nm. It is important to note that previously the stop band position of a square spiral PhC fabricated by DLW could hardly reach 1 μm. Additionally, the lattice constant of the PhC was reduced to below 400 nm (inset in Fig. 4.34b); this was impossible to achieve with the conventional DLW technique without employing the freestanding configuration and post-thermal treatment. For the woodpile PhCs, we even succeeded in pushing the stop band to 600 nm after annealing, as shown in Fig. 4.34c. The shrinkage can also be used to improve the structural resolution of DLW-fabricated micro/nano structures. As shown in the insets of Fig. 4.34b,c, the linewidth of the structure is only ≈ 100 nm.


(a) Schematic diagram of combined freestanding architecture and post-thermal treatment. Reflection spectra of a square spiral PhC (b) and a woodpile PhC (c) before and after annealing. The final stop bands for the spiral and woodpile architectures are 650 and 600 nm, respectively. The insets in (b) and (c) are SEM images of the corresponding PhCs
4.2.3 Replication of PhCs with Other Materials
The polymeric PhCs fabricated by DLW cannot have omnidirectional PBGs owing to the low index contrast between the photoresist and the surrounding air (1.6−1 for SU-8, 1.5−1 for SZ2080). Nevertheless, the polymeric PhCs are suitable for subsequent infiltration by other dielectric materials with a higher refractive index or a metal material.
As one example, we applied the double-inversion technique to invert the templates to silica structures and then again inverted to the silicon structure [4.82], as schematically shown in Fig. 4.35a. Figure 4.35b shows the SEM image of the replicated PhC after the double-inversion process. Compared to the templates, the PBG band was shifted to a longer wavelength because of the higher refractive index contrast, as shown in Fig. 4.35c.


(a) Main steps of the double-inversion process of SU-8 templates by silicon. (b) SEM image of the silicon PhC fabricated by the double-inversion technique. (c) Reflection spectra of the 3-D spiral PhC template of SU-8 before and after its replication by silicon. ((b) Copyright 2008, IEEE. Reprinted with permission from [4.82])
Polymeric templates can also be coated with metals using metallic coating techniques. Figure 4.36a,b show a woodpile PhC coated by a film of nickel using electroless coating [4.84]. Figure 4.36c shows a square spiral PhC coated by an iridium film using atomic layer deposition. As observed from both the experimental measurement and finite-difference time-domain (FDTD) simulation of the reflection spectra shown in Fig. 4.36d, the iridium PhCs exhibit a very wide photonic band gap with a sharp band edge, showing potential for photonic and energy applications.


(a,b) SEM images of a woodpile PhC coated by Ni film using electroless coating. (c) SEM image of a square spiral PhC coated by Ir. The layer of Ir was confirmed by the cross-section cut by FIB. (d) FTIR measured and FDTD calculated optical reflection spectra at infrared wavelengths. ((a,b) from [4.84])
References
S. Matsui: Nanostructure fabrication using electron beam and its application to nanometer devices, Proc. IEEE 85, 629–642 (1997)
A. Wargner, J.P. Levin, J.L. Mauer, P.G. Blauner, S.J. Kirch, P. Long: X-ray mask repair with focused ion beams, J. Vac. Sci. Technol. B 8, 1557–1564 (1990)
O. Lehmann, M. Stuke: Generation of three-dimensional free-standing metal micro-objects by laser chemical processing, Appl. Phys. A 53, 343–345 (1991)
H.W.P. Koops, J. Kretz, M. Rudolph, M. Weber, G. Dahm, K.L. Lee: Characterization and application of materials grown by electron-beam-induced deposition, Jpn. J. Appl. Phys. 33, 7099–7107 (1994)
S. Matsui, T. Kaito, J. Fujita, M. Komuro, K. Kanda, Y. Haruyama: Three-dimensional nanostructure fabrication by focused-ion-beam chemical vapor deposition, J. Vac. Sci. Technol. B 18, 3181–3184 (2000)
H.B. Sun, S. Matsuo, H. Misawa: Three-dimensional photonic crystal structures achieved with two-photon-absorption photopolymerization of resin, Appl. Phys. Lett. 74, 786–788 (1999)
K. Kand, J. Igaki, Y. Kato, R. Kometani, A. Saikubo, S. Matsui: NEXAFA study on carbon-based material formed by focused-ion-beam chemical-vapor-deposition, Radiat. Phys. Chem. 75, 1850–1854 (2006)
J. Igaki, A. Saikubo, R. Kometani, K. Kanda, T. Suzuki, K. Niihara, S. Matsui: Elementary analysis of diamond-like carbon film formed by focused-ion-beam chemical vapor deposition, Jpn. J. Appl. Phys. 46, 8003–8004 (2007)
T. Hoshino, K. Watanabe, R. Kometani, T. Morita, K. Kanda, Y. Haruyama, T. Kaito, J. Fujita, M. Ishida, Y. Ochiai, S. Matsui: Development of three-dimensional pattern-generating system for focused-ion-beam chemical-vapor-deposition, J. Vac. Sci. Technol. B 21, 2732–2736 (2003)
R. Kometani, S. Ishihara, T. Kaito, S. Matsui: In situ observation of the three-dimensional nano-structure growth on focused-ion-beam chemical vapor deposition by scanning electron microscope, Appl. Phys. Express 1, 055001 (2008)
E. Buks, M.L. Roukes: Stiction, adhesion energy and the Casimir effect in micromechanical systems, Phys. Rev. B 63, 033402 (2001)
J. Fujita, M. Ishida, T. Sakamoto, Y. Ochiai, T. Kaito, S. Matsui: Observation and characteristics of mechanical vibration in three-dimensional nanostructures and pillars grown by focused ion beam chemical vapor deposition, J. Vac. Sci. Technol. B 19, 2834–2837 (2001)
M. Ishida, J. Fujita, Y. Ochiai: Density estimation for amorphous carbon nanopillars grown by focused ion beam assisted chemical vapor deposition, J. Vac. Sci. Technol. B 20, 2784–2787 (2002)
T. Morita, K. Nakamatsu, K. Kanda, Y. Haruyama, K. Kondo, T. Hoshino, T. Kaito, J. Fujita, T. Ichihashi, M. Ishida, Y. Ochiai, T. Tajima, S. Matsui: Nanomechanical switch fabrication by focused-ion-beam chemical vapor deposition, J. Vac. Sci. Technol. B 22, 3137–3142 (2004)
R. Kometani, T. Hoshino, K. Kondo, K. Kanda, Y. Haruyama, T. Kaito, J. Fujita, M. Ishida, Y. Ochiai, S. Matsui: Characteristic of nano-electrostatic actuator fabricated by focused ion beam chemical vapor deposition, Jpn. J. Appl. Phys. 43, 7187–7191 (2004)
R. Kometani, T. Morita, K. Watanabe, K. Kanda, Y. Haruyama, T. Kaito, J. Fujita, M. Ishida, Y. Ochiai, S. Matsui: Nozzle-nanostructure fabrication on glass capillary by focused-ion-beam chemical vapor deposition and etching, Jpn. J. Appl. Phys. 42, 4107–4110 (2003)
R. Kometani, T. Hoshino, K. Kondo, K. Kanda, Y. Haruyama, T. Kaito, J. Fujita, M. Ishida, Y. Ochiai, S. Matsui: Performance of nanomanipulator fabricated on glass capillary by focused-ion-beam chemical vapor deposition, J. Vac. Sci. Technol. B 23, 298–301 (2005)
R. Kometani, T. Hoshino, K. Kanda, Y. Haruyama, T. Kaito, J. Fujita, M. Ishida, Y. Ochiai, S. Matsui: Three-dimensional high-performance nano-tools fabricated using focused-ion-beam chemical vapor deposition, Nucl. Instrum. Methods. Phys. Res. B 232, 362–366 (2005)
K. Nakamatsu, M. Nagase, H. Namatsu, S. Matsui: Mechanical characteristics of diamond-like-carbon nanosprings fabricated by focused-ion-beam chemical vapor deposition, Jpn. J. Appl. Phys. 44, L1228–L1230 (2005)
T. Morita, R. Kometani, K. Watanabe, K. Kanda, Y. Haruyama, T. Hoshino, K. Kondo, T. Kaito, T. Ichihashi, J. Fujita, M. Ishida, Y. Ochiai, T. Tajima, S. Matsui: Free-space-wiring fabrication in nano-space by focused-ion-beam chemical vapor deposition, J. Vac. Sci. Technol. B 21, 2737–2741 (2003)
J. Fujita, M. Ishida, T. Ichihashi, Y. Ochiai, T. Kaito, S. Matsui: Graphitization of Fe-doped amorphous carbon pillars grown by focused ion-beam-induced chemical-vapor deposition, J. Vac. Sci. Technol. B 20, 2686–2689 (2002)
D. Guo, R. Kometani, S. Warisawa, S. Ishihara: Growth of ultra-long free-space-nanowire by the real-time feedback control of the scanning speed on focused-ion-beam chemical vapor deposition, J. Vac. Sci. Technol. B 31, 061601 (2013)
R. Kometani, S. Warisawa, S. Ishihara: The 3-D nanostructure growth evaluations by the real-time current monitoring on focused-ion-beam chemical vapor deposition, Microelectron. Eng. 87, 1044–1048 (2010)
K. Nakamatsu, K. Yamamoto, T. Hirayama, S. Matsui: Fabrication of fine electron biprism filament by free-space-nanowiring technique of focused-ion-beam + chemical vapor deposition for accurate off-axis electron holography, Appl. Phys. Express 1, 117004 (2008)
R. Kometani, K. Yusa, S. Warisawa, S. Ishihara: Piezoresistive effect in the three-dimensional diamondlike carbon nanostructure fabricated by focused-ion-beam chemical vapor deposition, J. Vac. Sci. Technol. B 28, C6F38–41 (2010)
J. Dai, K. Onomitsu, R. Kometani, Y. Krockenberger, H. Yamaguchi, S. Ishihara, S. Warisawa: Superconductivity in tungsten-carbide nanowires deposited from the mixtures of W(CO)6and C14H10, Jpn. J. Appl. Phys. 52, 075001 (2013)
J. Dai, R. Kometani, K. Onomitsu, Y. Krockenberger, H. Yamaguchi, S. Ishihara, S. Warisawa: Direct fabrication of a W-C SNS Josephson junction using focused-ion-beam chemical vapor deposition, J. Micromech. Microeng. 24, 055015 (2014)
P. Vukusic, J.R. Sambles: Photonic structures in biology, Nature 424, 852–855 (2003)
K. Watanabe, T. Hoshino, K. Kanda, Y. Haruyama, S. Matsui: Brilliant blue observation from a morpho-butterfly-scale quasi-structure, Jpn. J. Appl. Phys. 44, L48–L50 (2005)
A.N. Broers, W.W. Molzen, J.J. Cuomo, N.D. Wittels: Electron-beam fabrication of 80-Å metal structures, Appl. Phys. Lett. 29, 596–597 (1976)
S. Matsui, K. Mori: New selective deposition technology by electron beam induced surface reaction, Jpn. J. Appl. Phys. 23, L706–L708 (1984)
S. Matsui, K. Mori: New selective deposition technology by electron beam induced surface reaction, J. Vac. Sci. Technol. B 4, 299–304 (1986)
H.W.P. Koops, R. Weiel, D.P. Kern, T.H. Baum: High-resolution electron-beam induced deposition, J. Vac. Sci. Technol. B 6, 477–481 (1988)
S. Matsui, T. Ichihashi, M. Mito: Electron beam induced selective etching and deposition technology, J. Vac. Sci. Technol. B 7, 1182–1190 (1989)
Y. Ochiai, J. Fujita, S. Matsui: Electron-beam-induced deposition of copper compound with low resistivity, J. Vac. Sci. Technol. B 14, 3887–3891 (1996)
I. Utke, P. Hoffmann, B. Dwir, K. Leifer, E. Kapon, P. Doppelt: Focused electron beam induced deposition of gold, J. Vac. Sci. Technol. B 18, 3168–3171 (2000)
H.W.P. Koops, A. Reinhardt, F. Klabunde, A. Kaya, R. Plontke: Vapor supply manifold for additive nanolithography with electron beam induced deposition, Microcircuit Eng. 57/58, 909–913 (2001)
U. Hübner, R. Plontke, M. Blume, A. Reinhardt, H.W.P. Koops: On-line nanolithography using electron beam-induced deposition technique, Microelectron. Eng. 57/58, 953–958 (2001)
H.W.P. Koops, O.E. Hoinkis, M.E.W. Honsberg, R. Schmidt, R. Blum, G. Böttger, A. Kuligk, C. Liguda, M. Eich: Two-dimensional photonic crystals produced by additive nanolithography with electron beam-induced deposition act as filters in the infrared, Microelectron. Eng. 57/58, 995–1001 (2001)
F. Floreani, H.W.P. Koops, W. Elsäßer: Operation of high power field emitter fabricated with electron beam deposition and concept of a miniaturized free electron laser, Microelectron. Eng. 57/58, 1009–1016 (2001)
K. Mitsuishi, M. Shimojo, M. Han, K. Furuya: Electron-beam-induced deposition using a subnanometer-sized probe of high-energy electrons, Appl. Phys. Lett. 83, 2064–2066 (2003)
M. Shimojo, M. Takeguchi, M. Tanaka, K. Mitsuishi, K. Furuya: Electron beam-induced deposition using iron carbonyl and the effects of heat treatment on nanostructure, Appl. Phys. A 79, 1869–1872 (2004)
M. Tanaka, M. Shimojo, M. Han, K. Mitsuishi, K. Furuya: Ultimate sized nano-dots formed by electron beam-induced deposition using an ultrahigh vacuum transmission electron microscope, Surf. Interface Anal. 37, 261–264 (2005)
I. Utke, V. Friedli, M. Purrucker, J. Michler: Resolution in focused electron- and ion-beam induced processing, J. Vac. Sci. Technol. B 25, 2219–2223 (2007)
J.D. Barry, M. Ervin, J. Molstad, A. Wickenden, T. Brintlinger, P. Hoffman, J. Melngailis: Electron beam induced deposition of low resistivity platinum from Pt(PF3)4, J. Vac. Sci. Technol. B 24, 3165–3168 (2006)
A. Perentes, G. Sinicco, G. Boero, B. Dwir, P. Hoffmann: Focused electron beam induced deposition of nickel, J. Vac. Sci. Technol. B 25, 2228–2232 (2007)
A. Botman, D.A.M. de Winter, J.J.L. Muders: Electron-beam-induced deposition of platinum at low landing energies, J. Vac. Sci. Technol. B 26, 2460–2463 (2008)
A. Botman, M. Hesselberth, J.J.L. Mulders: Investigation of morphological changes in platinum-containing nanostructures created by electron-beam-induced deposition, J. Vac. Sci. Technol. B 26, 2464–2467 (2008)
S.J. Randolph, J.D. Fowlkes, P.D. Rack: Focused, nanoscale electron-beam-induced deposition and etching, Crit. Rev. Solid State Mater. Sci. 31, 55–89 (2006)
W.F. von Dorp, C.W. Hagen: A critical literature review of focused electron beam induced deposition, J. Appl. Phys. 104, 081301 (2008)
I. Utke, P. Hoffmann, J. Melngailis: Gas-assisted focused electron beam and ion beam processing and fabrication, J. Vac. Sci. Technol. B 26, 1197–1276 (2008)
J. Bishop, C.J. Lobo, A. Martin, M. Ford, M. Phillips, M. Toth: Role of activated chemisorption in gas-mediated electron beam induced deposition, Phys. Rev. Lett. 109, 146103 (2012)
N. Silvis-Cividjian, C.W. Hagen, L.H.A. Leunissen, P. Kruit: The role of secondary electrons in electron-beam-induced deposition spacial resolution, Microelectron. Eng. 61/62, 693–699 (2002)
V. Friedli, I. Utke, K. Mølhave, J. Michler: Dose and energy dependence of mechanical properties of focused electron-beam induced pillar deposits from Cu(C5HF6O2)2, Nanotechnology 20, 385304 (2009)
R. Lavrijsen, R. Córdoba, F.J. Schoenaker, T.H. Ellis, B. Barcones, J.T. Kohlhepp, H.J.M. Swagten, B. Koopmans, J.M. De Teresa, C. Magen, M.R. Ibarra, P. Trompenaars, J.J.L. Mulders: Fe:O:C grown by focused-electron-beam-induced deposition: Magnetic and electric properties, Nanotechnology 22, 025302 (2011)
T. Brintlinger, M.S. Fuhrer, J. Melngailis, I. Utke, T. Bret, A. Perentes, P. Hoffmann, M. Abourida, P. Doppelt: Electrodes for carbon nanotube devices by focused electron beam induced deposition of gold, J. Vac. Sci. Technol. B 23, 3174–3177 (2005)
S. Graells, R. Alcubilla, G. Badenes, R. Quidant: Growth of plasmonic gold nanostructures by electron beam induced deposition, Appl. Phys. Lett. 91, 121112 (2007)
A. Fernández-Pacheco, J.M. de Teresa, R. Cordoba, M.R. Ibarra, D. Petit, D.E. Read, L. O’Brien, E.R. Lewis, H.T. Zeng, R.P. Cowburn: Domain wall conduit behavior in cobalt nanowires grown by focused electron beam induced deposition, Appl. Phys. Lett. 94, 192509 (2009)
J. Pablo-Navarro, C. Magén, J.M. de Teresa: Three-dimensional core-shell ferromagnetic nanowires grown by focused electron beam induced deposition, Nanotechnology 27, 285302 (2016)
H. Acar, T. Coenen, A. Polman, L.K. Kuipers: Dispersive ground plane core-shell type optical monopole antennas fabricated with electron beam induced deposition, ACS Nano 6, 8226–8232 (2012)
P. Woźniak, K. Höflich, G. Brönstrup, P. Banzer, S. Christiansen, G. Leuchs: Unveiling the optical properties of a metamaterial synthesized by electron-beam-induced deposition, Nanotechnology 27, 025705 (2016)
I. Utke, S. Moshkalev, P. Russel (Eds.): Nanofabrication Using Focused Ion and Electron-Beams (Oxford Univ. Press, Oxford 2012)
S. Matsui, K. Mori: In situ observation on electron beam induced chemical vapor deposition by Auger electron spectroscopy, Appl. Phys. Lett. 51, 646–648 (1987)
S. Matsui, T. Ichihashi: In situ observation on electron-beam-induced chemical vapor deposition by transmission electron microscopy, Appl. Phys. Lett. 53, 842–844 (1988)
V. Tasco, M. Esposito, F. Todisco, A. Benedetti, M. Cuscunà, D. Sanvitto, A. Passaseo: Three-dimensional nanohelices for chiral photonics, Appl. Phys. A 122, 280 (2016)
S. Juodkazis, V. Mizeikis, H. Misawa: Three-dimensional microfabrication of materials by femtosecond lasers for photonics applications, J Appl. Phys. 106, 051101 (2009)
K. Sugioka, Y. Cheng: Ultrafast lasers-reliable tools for advanced materials processing, Light Sci. Appl. 3, e149 (2014)
J.F. Herbstman, A.J. Hunt: High-aspect ratio nanochannel formation by single femtosecond laser pulses, Opt. Express 18, 16840–16848 (2010)
E. Brasselet, M. Malinauskas, A. Zukauskas, S. Juodkazis: Photopolymerized microscopic vortex beam generators: Precise delivery of optical orbital angular momentum, Appl. Phys. Lett. 97, 211108 (2010)
S. Maruo, K. Ikuta, H. Korogi: Submicron manipulation tools driven by light in a liquid, Appl. Phys. Lett. 82, 133 (2003)
Y.Y. Cao, N. Takeyasu, T. Tanaka, X.M. Duan, S. Kawata: 3-D metallic nanostructure fabrication by surfactant-assisted multiphoton-induced reduction, Small 5, 1144–1148 (2009)
Y.J. Yan, M.I. Rashad, E.J. Teo, H. Tanoto, J.H. Teng, A.A. Bettiol: Selective electroless silver plating of three dimensional SU-8 microstructures on silicon for metamaterials applications, Opt. Mater. Express 1, 1548–1554 (2011)
D.X. Liu, Y.L. Sun, W.F. Dong, R.Z. Yang, Q.D. Chen, H.B. Sun: Dynamic laser prototyping for biomimetic nanofabrication, Laser Photonics Rev. 8, 882–888 (2014)
T. Ergin, N. Stenger, P. Brenner, J.B. Pendry, M. Wegener: Three-dimensional invisibility cloak at optical wavelengths, Science 328, 337–339 (2010)
H.B. Sun, S. Matsuo, H. Misawa: Three-dimensional photonic crystal structures achieved with two-photon-absorption photopolymerization of resin, Appl. Phys. Lett. 74, 786–788 (1999)
B.H. Cumpston, S.P. Ananthavel, S. Barlow, D.L. Dyer, J.E. Ehrlich, L.L. Erskine, A.A. Heikal, S.M. Kuebler, I.Y.S. Lee, D. McCord-Maughon, J.Q. Qin, H. Rockel, M. Rumi, X.L. Wu, S.R. Marder, J.W. Perry: Two-photon polymerization initiators for three-dimensional optical data storage and microfabrication, Nature 398, 51–54 (1999)
K.K. Seet, V. Mizeikis, S. Matsuo, S. Juodkazis, H. Misawa: Three-dimensional spiral-architecture photonic crystals obtained by direct laser writing, Adv. Mater. 17, 541–545 (2005)
K.K. Seet, V. Mizeikis, S. Juodkazis, H. Misawa: Spiral three-dimensional photonic crystals for telecommunications spectral range, Appl. Phys. A 82, 683–688 (2006)
A. Ovsianikov, S.Z. Xiao, M. Farsari, M. Vamvakaki, C. Fotakis, B.N. Chichkov: Shrinkage of microstructures produced by two-photon polymerization of Zr-based hybrid photosensitive materials, Opt. Express 17, 2143–2148 (2009)
S.R. Kennedy, M.J. Brett, O. Toader, S. John: Fabrication of tetragonal square spiral photonic crystals, Nano Lett. 2, 59–62 (2002)
Q. Sun, S. Juodkazis, N. Murazawa, V. Mizeikis, H. Misawa: Freestanding and movable photonic microstructures fabricated by photopolymerization with femtosecond laser pulses, J. Micromech. Microeng. 20, 035004 (2010)
K.K. Seet, V. Mizeikis, K. Kannari, S. Juodkazis, H. Misawa, N. Tetreault, S. John: Templating and replication of spiral photonic crystals for silicon photonics, IEEE J. Sel. Top. Quant. 14, 1064–1073 (2008)
Q. Sun, K. Ueno, H. Misawa: In situ investigation of the shrinkage of photopolymerized micro–nanostructures: The effect of the drying process, Opt. Lett. 37, 710–712 (2012)
V. Mizeikis, S. Juodkazis, R. Tarozaite, J. Juodkazyte, K. Juodkazis, H. Misawa: Fabrication and properties of metalo-dielectric photonic crystal structures for infrared spectral region, Opt. Express 15, 8454–8464 (2007)
Author information
Authors and Affiliations
Editor information
Rights and permissions
Copyright information
© 2017 Springer-Verlag GmbH Germany
About this chapter
Cite this chapter
Matsui, S., Misawa, H., Sun, Q. (2017). 3-D Nanostructure Fabrication by Focused-Ion Beam, Electron- and Laser Beam. In: Bhushan, B. (eds) Springer Handbook of Nanotechnology. Springer Handbooks. Springer, Berlin, Heidelberg. https://doi.org/10.1007/978-3-662-54357-3_4
Download citation
DOI: https://doi.org/10.1007/978-3-662-54357-3_4
Publisher Name: Springer, Berlin, Heidelberg
Print ISBN: 978-3-662-54355-9
Online ISBN: 978-3-662-54357-3
eBook Packages: EngineeringEngineering (R0)