
Abstract
Machining of hard-to-machine materials is encountered in many hi-tech areas of industry. One of the most common but also very demanding manufacturing tasks is drilling deep holes of small diameter in materials. In this paper an experimental study of drilling small and deep holes with a continuous abrasive water jet is presented. The abrasive water jet (AWJ) is a process that can be used for drilling a vast variety of materials. The main advantage of the AWJ is the absence of the heat-affected zone and its flexibility. Drilling tests were performed on different materials and the hole depth and diameter were observed at different machining times. It was found that when drilling different materials with a continuous jet, the depth and diameter of the hole increase with a power function. These findings were then used to develop an empirical model for predicting hole depths and diameters at different drilling times.
Access provided by Autonomous University of Puebla. Download conference paper PDF
Similar content being viewed by others

Keywords
1 Introduction
Aerospace, atomic, electronic, automation and many other high industry will encounter the problem of difficult machining materials processing (Zhang Fenglian 2003). The most common in the industry, it is difficult to finish the processing method is in the difficult processing materials in drilling deep holes. In the drilling hole surface process does not produce drilling heat, which is required in many processing methods (Paul et~al. 2002). However, most drilling methods such as: traditional micro-hole drilling, laser machining, EDM, electrolytic machining method in borehole surface cutting heat generation, and need special processing methods to complete it. Abrasive water jet is a kind of non traditional machining methods, in the drilling process does not produce heat (Ye and Kovacevic 1999).
Abrasive water jet machining method is a non-traditional emerging machining method. High speed water jet accelerated hard abrasive particles. High speed water mixed with the abrasive material impact to the workpiece, which removes the material. Abrasive water jet machining does not use the traditional tool, so according to the material composition, structure, hardness, and the physical properties of different, abrasive water jet can be suitable process parameters selection for the processing of various materials. Compared with other processing methods, the utility machining method has the advantages of flexible, rapid, does not produce heat (Kovacevic et~al. 1996).
Abrasive water jet drilling is actually a processing method of punching, such a method has no injection in processing point and the workpiece does not rotate movement. Incident flow jet into the workpiece along the axis until leaving the workpiece. The characteristics of this process is at the bottom of the holes, the incident flow and reflow abrasive water is almost 180°, as shown in Fig. 1.

Abrasive water jet drilling
Internal backflow in the blind hole directly collides with Incident flow. Which destruct the integrity of the Incident flow and increase the turbulence at the bottom of the hole.
The purpose of this study is obtained Machining characteristics of abrasive water jet machining small deep blind hole. This new method of abrasive water jet can machine difficult-to-machine materials and realize it industrialization. Experiments on different materials can study the effect material properties on abrasive water jet drilling. By measuring hole depth and diameter In different period of time. An empirical formula is obtained, Which is used to predict the shape of the hole in different drilling time (Chelouah and Siarry 2000).
2 Experimental Work
2.1 The Experimental Equipment and Materials
The experimental device is of high pressure water jet cutting machine which Shenyang aircraft manufacturing company imported from the United States. Many drilling experiments have done in different materials. The main equipment type: Flowsystem type 11XD-II. The main technical characteristics are shown in Table 1.
In the experimental setup, the water nozzle diameter is 0.2 mm and abrasive water nozzle diameter is 0.8 mm, the two nozzle are combined together. Also try to use abrasive nozzle diameter is 0.5 mm. But due to the abrasive water nozzle clogging, and did not succeed. Abrasive water jet length is 76.2 mm.
Abrasive has great influence on performance of the abrasive water jet, especially abrasive water jet drilling, abrasive selection directly affect the drilling speed and surface quality of hole. The abrasive garnet abrasive with a certain angle, it is a kind of natural abrasives, flow is 5.6 g/s, size of 80 mesh. The abrasive particles are sharp edges and corners of the particle. The special fine grain size increases, sharp degree grain will also increase, enhanced the erosion resistance of materials; particle size increases to a certain value, then increase the size of abrasives, abrasive particles too large, surface is relatively smooth, sharp decrease of erosion, the capability of material weakened. Experiments prove that the cutting effect is the best 80 objective garnet abrasive drill (Zhang 2010).
The experiment was processed in three kinds of materials. The aluminum alloy as an experimental material, because in the abrasive water jet machining field, aluminum alloy is the most widely used. The aluminum alloy are used in the aircraft device, electrical components, as well as the hydraulic piston couplings. On the other hand, tool steel is difficult to machine materials in the processing of drilling small holes. The mechanical properties of the above three kinds of experimental materials such as shown in Table 2.
2.2 The Experimental Method and Process
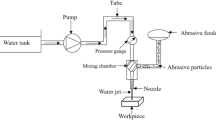
The water is pumped into the nozzle by high-pressure pump. The pressure can be converted into kinetic energy. Kinetic energy makes the flow velocity exceed more than 700 m/s. At present, the maximum pressure in common use is up to 300 MPa. High pressure water from the nozzle into the mixing chamber, high pressure water and the air and particle mix together. Abrasive is accelerated by high-pressure water in the abrasive water nozzle, which can be used to drill the jet milling. The principle of abrasive water jet as shown in Fig. 2.

Abrasive water jet drilling head. 1 – Abrasive barrel, 2 – Abrasive valve, 3 – Production chamber, 4 – The abrasive nozzle
Table 3 gives the different time of drilling. According to different material in each time period, the drilling experiments were repeated three times. At the beginning of drilling interval is close, to select the parameters according to the experiment of abrasive water jet cutting engineering ceramics (Liaw et~al. 1986). On the other hand, according to experiments that have been done, at the first drilling speed is fast. Experiments prove that the material initial failure occurs in a very short time (about a few milliseconds). then the drilling depth increasing, but the depth of drilling rate of growth with water jet impact growth of time gradually reduced, this is because the water jet impact the longer, more easily in the borehole bottom aggregation pressure water, the pressure water plays “cushion” effect, thereby weakening the ability of broken water jet.
In order to determine the drilling time, the machine itself needs to bring a chronometer. When the pump starts to work, with the timer time measurement. However, only when the abrasive into the mixing chamber and the water and air mixed abrasive water jet, shot from abrasive water nozzle, real drilling began. Because there is a lag time between the abrasive flow into the mixing chamber and pump starts to work, this means that the timer time minus the lag time is the actual drilling time (Zeng and Kim 1995).
In order to measure the depth of the hole, must use a needle and a digital vernier compasses. Measure the diameter of holes with the optical method in the orifice, the instrument with charging device camera and PC machine with measuring software is used in the experiments (Schopp et~al. 2003). The minimum measured value of vernier compasses is 10 μm, the minimum value of diameter measurement system is 43 μm.
2.3 Experimental Results and Discussions
Due to the solid tools do not use abrasive water jet machining, it is difficult to watch online to the pore formation and drilling speed. This is why not online measurement of hole depth and diameter of the reasons. The drill holes in the aluminum alloy on the example shown in Fig. 3. An empirical model is established based on these measured data, this model is helpful to the prediction of the hole depth and diameter.

Drilling of abrasive water jet based on Al-Mg1SiCu
2.3.1 Hole Depth
Changes of hole depth as shown in Fig. 4. The experimental data of aluminum alloy and simulation curves of the standard deviation in 0.04 ∼ 0.73 mm; not hardened tool steel in 0.03 ∼ 0.42 mm; hardened tool steel in 0.01 ∼ 0.31 mm. This deviation is mainly due to the drilling processing after a period of time, A “cushion” formed in the bottom of the hole, and the “cushion” reduces the increase of the depth of the hole. Depth of drilling and drilling time in the previously described as being exponential relationship (Kulekci 2002). However, the experimental results show that, the drilling depth and drilling time can be represented by a power function. This equation can be approximately expressed as

Relationship between drilling depth and drilling time
H – hole depth
T – Drilling time;
a and b – The corresponding coefficient.
2.3.2 The Ratio of the Hole Depth and the Hole Diameter
According to the experimental results, the analysis of drilling depth and drilling diameter showed an interesting result. As shown in Fig. 5. We can see from Fig. 5, with the increase of time, the ratio of drilling hole morphology of linear increase. These three kinds of material are similar to the ratio of the drilling diameter and drilling depth. The results show that in the drilling during the same time, these three kinds of materials with different drilling diameters and drilling depth. However, If we drill the same depth of three kinds of materials with hole, the diameter of roughly the same. Processing of these three materials spent different time. It showed little effect on mechanical properties of different types of materials processing and morphology of the hole, but will affect the processing speed.

Relationship between drilling depth and drilling diameter ratio and the drilling depth
3 Conclusion
This study shows the following results. When abrasive water jet drills holes, the relationship of drilling depth and diameter of the orifice can be expressed by a power function model. When abrasive water jet drills holes, we can use this experience model. This is because when abrasive water jet drills holes, drilling surface will appear additional damage. These damages are formed during the abrasive water jet shots through the workpiece. With this model, you can avoid such damage.
Drilling of different materials (such as aluminum alloy and steel), the drilling speed is different. The mechanical properties of materials have influence on the drilling speed. On the other hand, drilling the same series of alloys (such as tool steel), the drilling speed is roughly the same, despite their mechanical properties are not the same.
Reference
Chelouah R, Siarry P (2000) Tabu search applied to global optimization. Eur J Oper Res 123:256–270
Kovacevic R, Kwak HS, Mohan R (1996) Monitoring of AWJ drilling of ceramics using AE technique. In: Proceedings of the 13th international conference on jet cutting technology, St Andrews, Scotland, September 1996, pp 137–152
Kulekci MK (2002) Processes and apparatus developments in industrial water jet applications. Int J Mach Tool Manuf 42(12):1297–1306
Liaw BM, Kobayashi AS, Emery AF (1986) Effect of loading rates on dynamic fracture of reaction bonded silicon nitride. In: Underwood JH, Chait R, Smith CW, Wilhem DP, Andrews WA, Newman JC (eds) Fracture mechanics: Seventeenth Volume, ASTM STP 905. ASTM, Philadelphia, pp 95–107
Paul S, Hoogstrate AM, van Praag R (2002) Abrasive laminates. Eng Manuf 216:1459–1469
Schopp A, Louis H, Pude F, von Rad C (2003) Influence of abrasive water jet cutting on the magnetic properties of non-oriented electrical steels. J Magn Magn Mater 254–255:370–372
Ye J, Kovacevic R (1999) Turbulent solid–liquid flow through the nozzle of premixed abrasive water jet cutting systems. Inst Mech Eng 223:59–67
Zeng J, Kim TJ (1995) Machinability of engineering materials in abrasive water jet machining. Int J Water Jet Technol 2(2):103–110
Zhang FL (2010) Machining mechanism of abrasive water jet on ceramics. Key Eng Mater 426–427:212–215
Zhang Fenglian (2003) Influence of technological parameters on quality of engineering ceramics processed by means of abrasive water jet. Machinery 4:10–11
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2013 Springer-Verlag Berlin Heidelberg
About this paper
Cite this paper
Zhang, Fl., Zhu, J. (2013). An Experimental Study of Drilling Small and Deep Blind Holes with an Abrasive Water Jet. In: Qi, E., Shen, J., Dou, R. (eds) Proceedings of 20th International Conference on Industrial Engineering and Engineering Management. Springer, Berlin, Heidelberg. https://doi.org/10.1007/978-3-642-40063-6_4
Download citation
DOI: https://doi.org/10.1007/978-3-642-40063-6_4
Published:
Publisher Name: Springer, Berlin, Heidelberg
Print ISBN: 978-3-642-40062-9
Online ISBN: 978-3-642-40063-6
eBook Packages: Business and EconomicsBusiness and Management (R0)