
Abstract
In the present work, microwave heating route (MH) is used to prepare Fe–Pt nanoparticles and the results are compared with the materials obtained by conventional heating routes (CH). The effects of conditions of heating (microwave power, irradiation time, temperature) on the growth process of Fe–Pt nanoparticles are systematically investigated. The as-prepared Fe–Pt NPs by microwave heating route are observed in ordered face centered tetragonal (fct) L10 phase without any post-synthesis treatment, while conventional heating route gives rise to disordered face centered cubic (fcc) phase. The hysteresis measurements are performed at 300 K to study magnetic properties of as-synthesized Fe–Pt as a function of mode of heating and crystallite size. Conventionally, synthesized Fe–Pt (NPs) shows super paramagnetic behavior, while microwave-assisted sample exhibits ferromagnetic behavior. The particle size and magnetic properties of the as-prepared Fe–Pt are observed to be very sensitive to the preparative parameters such as microwave irradiation power and temperature, while influence of reaction time is insignificant. Size dependent magnetic behavior of microwave-assisted synthesized samples shows that coercivity and saturation magnetizations are observed to be decreasing with particle size. The microwave-assisted route is found to be a simple technique for direct synthesis of metal alloys and tuning particles size at nanoscale may prove to be a potential tool of high density data storage materials such as Fe–Pt.
Access provided by Autonomous University of Puebla. Download conference paper PDF
Similar content being viewed by others


Keywords
1 Introduction
The chemically ordered nanoparticles (NPs) of Fe–Pt alloy in L10-phase have been identified as promising materials for a new generation of ultrahigh density magnetic recording media. Large magnetocrystalline anisotropy (Ku = 7 × 106 J/cm3) and excellent hard magnetic properties of Fe–Pt NPs in L10-phase have been demonstrated [1–6]. Unfortunately, as-synthesized Fe–Pt NPs assume a disordered face-centered cubic (fcc) structure that has low magnetocrystalline anisotropy and reveal superparamagnetic behavior. Heat treatment is necessary to convert the fcc structure to the ordered face-centered tetragonal (fct) structure (L10-phase). The high temperature treatments have been observed to lead to the coalescence and agglomeration of NPs resulting in suppressing the recording density evolution [7, 8]. The direct synthesis of Fe–Pt NPs in ordered fct structure (L10-phase) is highly desirable to avoid high temperature treatment. Recently, different methods have been used to attempt to direct synthesis of chemically ordered fct-Fe–Pt NPs. The direct synthesis route for chemically ordered fct-Fe–Pt NPs by co-reduction of iron and platinum ions in polyol has been attempted [9–12]. The controlled synthesis conditions such as reaction temperature, time and type of precursor are found to be the effective parameters in predicting structure of as-synthesized Fe–Pt NPs. Howard et al. [13] reports the direct synthesis of fact Fe–Pt NPs using collman’s reagent, Na2Fe(CO4), as reducing agent for Pt2+. The as-made Fe–Pt NPs are partially ordered. Others approaches for obtaining monodisperse fct NPs include PVP as protective reagent by Iwamoto et al. [14], annealing with salt matrix [15] to avoid particle agglomeration during annealing. Zafiropoulon et al. [16] reports the direct synthesis of fct phase without annealing by thermal decomposition of Fe(acac)3 and Pt(acac)2 in presence of oleic acid as surfactant but the synthesis temperature is very high. Microwave-assisted polyol method to directly synthesis of Fe–Pt NPs has been reported [17]. However, the Fe–Pt NPs that has been synthesized by this method was observed to be highly coalescence and agglomerated. Most of the efforts on direct synthesis of fct-Fe–Pt result out the partially ordering and there are required high temperature annealing for complete ordering. Very few references are found on the direct synthesis of fct-Fe–Pt phase without annealing.
The synthesis methodology and kinetics of reaction play very important role in the development of structure of Fe–Pt. Mostly atomic disorder in the crystal structure are the consequences of non-uniformity in the processing conditions during synthesis. From the literature [18–20] it can be revealed that the disorder structure in fcc-Fe–Pt is a result of fast kinetics of the reaction during processing. By controlling the rate of co-reduction of Fe and Pt ions during chemical synthesis, gives rise to atomic ordering. In the chemical synthesis, process parameters such as the injection temperature of the precursors, the injection time of the surfactants, the reaction solvent, the refluxing temperature and heating rate to the refluxing temperature etc. have strongly influenced in deciding kinetics of reaction and characteristics of final product. With this basic perceptive, in the present work we have used two mode of heating conventional and microwave to process the synthesis. So that, kinetics of reaction can be easily manifested. The roles of different conditions of synthesis such as microwave power, irradiation time, temperature etc. on the structure and magnetic behavior of final product are systematically investigated. The results are compared taking into account the characteristics of the product obtained.
2 Experimental Details
2.1 Experimental Procedure
In the present work, we have used two mode of heating conventional and microwave to process the chemical reaction. The nomenclatures CH-Fe–Pt and MH-Fe–Pt are used for the samples proceed by conventional and microwave mode of heating, respectively. The syntheses are carried out using standard airless techniques in argon atmosphere. In a typical procedure, 1 mmol of Pt(acac)2 was added to 25 ml benzyl ether. After purging with argon for 30 min at room temperature the flask was heated up to 100 °C for 15 min and a designated amount of oleic acid and oleyl amine was added. Fe(CO)5 (2 m mol) was added when the platinum precursor dissolved completely, the mixture was made to react in a 250 cm3 round bottom flask with condenser attachment kept in a microwave refluxing system. This was a microwave chamber of 360 × 210 × 430 mm dimensions with a 2.45 GHz frequency multimode source. Maximum deliverable power output was 700 W. We prepared the samples for different microwave synthesis conditions by varying the scale of microwave power level from 120 to 420 W and irradiation time 15–65 min under the argon atmosphere, respective temperature was observed to be varied from 150 to 300 °C. The temperatures were monitored during the processing in order to know the actual energy input. Temperature was recorded using optical fibre thermocouple inserting into the solution. Time versus temperature graph for different microwave power is shown in Fig. 1. Same procedure was repeated for conventional processing simply placing the flask with condenser attachment on the heating plate with magnetic stirrer of temperature scale from 200 to 450 °C and time 30–180 min under argon of temperature. The reaction products were cooled down at room temperature and 80 ml of anhydrous ethanol was then added to precipitate the particles. The precipitates were centrifuged four times, and then dispersed in toluene.

Rate of heating microwave at different power level during synthesis of Fe–Pt
2.2 Structural Characterization
The measurements of X-ray diffraction (XRD) of as-synthesized Fe–Pt NPs were carried out in the reflection geometry using an X-ray diffractometer D8 Advanced Bruker instrument with Cu Kα radiation (1.54 A°) at a scanning rate of 10 min−1. The transmission electron microscopy (TEM) was studied using a Technai 20 G2. Energy-dispersive X-ray spectroscopy measurements were obtained using a scanning electron microscopy JEOL JSM-6360A. The magnetic properties of the Fe–Pt NPs sample were determined using a quantum design DC superconducting Quantum Interference Device magnetometer (SQUID).
For the X-ray diffraction and magnetic characterization, the NPs were drop-casted from the original solution (without dilution) on the Si-substrate. For the transmission electron microscopy (TEM), the solutions of NPs were diluted and used to deposit the particles on carbon coated TEM grids for subsequent imaging and analysis.
3 Results and Discussion
XRD patterns of as-synthesized Fe–Pt NPs obtained by conventional and microwave mode of heating is shown in Fig. 2a, b, respectively. XRD peaks of Fig. 2a match with fcc-structure of Fe–Pt indicate as-synthesized CH-Fe–Pt has fcc-phase. However, sharp diffraction at (001) and (110) (Fig. 2b) shows the characteristics super-lattice peaks of the chemically ordered fct phase of Fe–Pt. It indicates that MH-Fe–Pt has directly developed into chemically ordered fct-phase. The XRD patterns of as-synthesized MH and CH Fe–Pt precede at different microwave power and temperature, respectively are shown in Fig. 3a, b. The direct formation of L10 phase in as-synthesized MH-Fe–Pt can be confirmed from the XRD spectra at different microwave power (Fig. 3a). This is clear evidence for the direct formation chemically ordered fct structure of Fe–Pt, without any post-annealing treatment. The CH-Fe–Pt have to be annealed at 550 °C (optimized temperature) to get fct-phase.

XRD of Fe–Pt NPs a conventional and b microwave

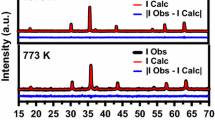
XRD of Fe–Pt NPs a at different power level for MH b at different temperature for CH samples
All samples were synthesized in the form of stable colloidal solution for all synthesis conditions. The width of the XRD peaks provides information about the X-ray coherence length which is close to the average size of the single crystalline domain inside the nanocrystal. Using Scherrer formula average nanocrystallites sizes were calculated for all samples from the width of (111) peak of XRD and listed in Table 1. Systematic analysis of the XRD data reveals that the variations of preparative parameters such as microwave power for MH and temperature for CH during synthesis strongly influences the size of crystallites. With the increase of microwave power from 120 to 420 W and temperature from 200 to 450 °C, average size of crystallites are found to be raised in range of 7–17 nm and 20–30 nm, for MH and CH-samples respectively. On the other hand, reaction time has not any significant influence for both routes. It can also be viewed from XRD (Fig. 4). TEM images for MH and CH samples synthesized at different conditions are shown in Fig. 5a, b, respectively. The increase in size of crystallite with microwave power in MH and temperature in CH can be clearly observed from Fig. 5a, b, respectively. TEM image of the CH-Fe–Pt before and after annealing are shown in Fig. 6a, b. Pre-annealing images shows well separated highly monodispersed particles of Fe–Pt. Post-annealing images indicate agglomeration and coagulations morphology of the particles. Average crystallites size of Fe–Pt NPs, calculated by XRD and observed from TEM for all samples are listed in Table 1. Compositions of Fe:Pt NPs were determined by EDX technique. The EDX measurements indicate that all compositions of MH-Fe–Pt and CH-Fe–Pt are very close to the ratio 55:45.

XRD of MH-Fe–Pt NPs synthesized at different reaction time

TEM images a MH-sample synthesized at different power level, b CH-sample synthesized at different temperature

TEM images of CH sample before and after annealing
3.1 Understanding of Role of Microwave for Direct Formation of fct-Fe–Pt Phase
Microwave heating is the result of absorption of microwave energy by a material exposed to the electromagnetic field distribution within a reflective cavity. It is based on the power absorbed per unit volume [Eq. (1)]
where E—is the magnitude of the internal electric field, \( \varepsilon^{\prime\prime}_{eff} \)—is the relative effective dielectric factor, \( \varepsilon_{0} \)—permittivity of free space, f-microwave frequency, \( \sigma \)—total effective conductivity, \( \varepsilon^{\prime}_{r} \)—relative dielectric constant, and \( \tan \delta \)—energy loss required to store a given quantity of energy. As can be seen from this equation, the dielectric properties (\( \varepsilon^{\prime}_{r} ,\varepsilon^{\prime\prime}_{eff} \) and \( \tan \delta \)) assume a significant role in the extent of power absorbed by a material. The majority of the absorbed microwave power is converted into heat within the materials, as shown in Eq. (2).
where T is the temperature, t is time, ρ is the density, and Cp is the heat capacity, notice that there are no structural parameters (atomic, micro structural or otherwise) in the equation structural features are assumed to be accounted for by changes in the dielectric properties (\( \varepsilon^{\prime}_{r} ,\,\varepsilon^{\prime\prime}_{eff} \) and \( \tan \delta \)).
The dielectric properties are important parameters in determining the depth to which the microwaves will penetrate into the materials. As can be seen by Eq. (3), the higher the values of \( \varepsilon^{\prime}_{r} \) and \( \tan \delta , \) the smaller the depth of penetration for a specific wavelength.
where, D is the depth of penetration at which the incident power is reduced by one half, \( \lambda_{o} \) is the incident wavelength.
The depth of penetration is important, since it will determine the uniformity of heating, curing etc. throughout the material. High frequencies and large values of the dielectric properties will result in surface heating, while low frequencies and small values of dielectric properties will result in more volumetric heating. Therefore, when a mixture of two materials, A and B of different dielectric constants. \( \varepsilon_{A}^{'} \) and \( \varepsilon_{B}^{'} \) is exposed to microwave field, the material with higher values of \( \varepsilon^{'} \) absorbs energy preferentially and gets heated rapidly compared to the other. A precursor material can be chosen such that it has a high value of \( \varepsilon^{'} \) and decomposes by preferential microwave absorption to yield the desired materials. Thus if a metal organic or an inorganic complex salt, of reasonable high value of dielectric constant is dissolved in a suitable liquid medium of low dielectric constant and irradiated with microwaves, one can expect the fast reduction and decomposition of metal salts into metals. The liquid chosen should be one, which does not decompose before its normal boiling temperature. Also the resulting product should not be soluble in it. The insoluble product, however, should be prevented from growing into large particles. This is further accomplished by addition of suitable capping agents to the initial solution. It is also necessary to control the microwave power so that the solvent does not boil violently.
In the present work, benzyl ether is used as a solvent and Pt(acac)2 and Fe(CO)5 metal complex salts as precursor for Fe and Pt, respectively. Benzyl ether has substantially lower dielectric constant (3.86). Both the metal salts are very recognized as good microwave absorber During synthesis of Fe–Pt, solution containing Pt(acac)2 and Fe(CO)5 exposed to microwave, the salts absorbs microwave energy preferentially and gets heated rapidly compared to the solvent. It causes the reduction of Pt(acac)2 with formation of Pt-rich nuclei and decomposition of Fe(CO)5 to form Fe. The Fe ions diffuse towards the Pt-nuclei to form Fe–Pt. The rate of diffusion of Fe towards Pt decides the rate of formation and ordering of Fe–Pt. The solvent of the reaction play very important role in deciding the rate of diffusion. In the present case, solvent (benzyl ether) has low dielectric constant and thus low microwave absorption capability, the rate of heating and temperature of solvent is less than the reactants. It reduces speed of the diffusion of Fe and slows down the reaction kinetics. This gives favorable time for chemically ordering of Fe–Pt nuclei and help to form directly the ordered fct-Fe–Pt phase.
3.2 Growth Process of Fe–Pt NPs by Microwave-Assisted Chemical Route
Generally, in nanomaterials synthesis by chemical route, the particles size can be tuned by the rate of nucleation. Fast nucleation during the reaction leads to formation of high concentration of seeds. Consequently, low concentrations of monomer are available in the reactant for growth of seeds yielding small crystallites. However, slow nucleation provides low concentration of seeds, consuming the same amount of monomer fasten the growth of crystallites. Hence control over nucleation rate during the reaction is a very important criterion to control the size of crystallites on nanoscale by avoiding Ostwald ripening. Conditions of synthesis play a very important role in the manipulation of the rate of nucleation. In the present work, microwave power and synthesis temperature was found to regulate the size of crystallite of Fe–Pt. It implies that the rate of nucleation is controlled by the power levels of microwave and temperature by conventional route. The role of power levels on the rate of nucleation should be understood.
During microwave processing of chemical reaction, temperature of reaction depends upon the power dissipated in the solvent. The dissipation of power per unit volume (P) is described by P = σ(E)2, where σ is the conductivity and E is the electric field related to applied microwave power. It means that the reaction temperature is manipulated by the power level of microwave.
In chemical synthesis route, rate of heating and the temperature of the reaction play dominant role in controlling the growth of nucleation. In microwave-assisted synthesis, in contrast to convective heating; dielectric heating raises the temperature of the total volume of the reactants by transforming energy selectively to microwave absorbing materials. The larger the microwave cross-section for a particular constituent, the more dramatic the heating process is. The intrinsic temperature localized around the ion is significantly higher than that of the bulk solution. It can therefore be understood that localized heating drives the rate of nucleation and controls the Ostwald ripening process. The microwave power level decides the localized heating rate. On the other hand, exposure of reactant in microwave at constant power as function of time has not any significant change in intrinsic temperature. This behavior is attributed to constant rate of nucleation and it may avoid Ostwald ripening processes.
The as-synthesize MH-Fe–Pt NPs are in chemically ordered fct-phase, while CH-Fe–Pt NPs in chemically disordered fcc-phase are confirmed from XRD analysis. The magnetic behavior of the MH and CH are shown in hysteresis curves Fig. 7. The hysteresis measurements of MH-Fe–Pt NPs and CH-Fe–Pt NPs observed at 300 K. It exhibits superparamagnetic behavior of a CH-Fe–Pt and ferromagnetic of MH-Fe–Pt NPs. Figure 8 shows a set of measurements performed for characterizing the size- dependent magnetic properties of as-synthesized MH NPs. From the hysteresis loops, it can be concluded that all the MH-Fe–Pt samples are found to exhibit ferromagnetic while CH-Fe–Pt are found to show supermaramagnetic behavior at room temperature. For MH samples results reveal that coercivity decreases with decreasing particle size. This is due to easy reorientation of the magnetic moment for small particles. The drop in the saturation magnetization with decreasing NPs size can be attributed to an increase of the surface-to-volume ratio.

Hysteresis loop of Fe–Pt NPs a MH and b CH sample

Size dependent magnetic properties of MH-Fe–Pt
4 Conclusion
In the present work, two different mode of heating; microwave and conventional heating route have been used for the synthesis of Fe–Pt NPs. The effects of conditions of heating (microwave power, irradiation time, temperature) on the growth process of Fe–Pt NPs are systematically investigated. We have succeeded in the direct synthesis of L10 structure of Fe–Pt without any post synthesis treatments by microwave- assisted route, while conventional route gives rise to disordered face centered cubic (fcc) phase. The particle size and magnetic properties of the as-prepared Fe–Pt are found to be very sensitive to the preparative parameters such as microwave power and conventional temperature. The size of the particles was tuned in the range of 7–17 nm by varying power level by 120–420 W and 20–30 nm by varying temperature 200–450 °C. The hysteresis measurements were performed at 300 K to study magnetic properties of as-synthesized Fe–Pt as a function of mode of heating and crystallite size. Conventionally synthesized Fe–Pt NPs display super paramagnetic behavior, whereas microwave-assisted sample exhibits ferromagnetic behavior. Size dependent magnetic behavior of microwave-assisted synthesized samples shows that coercivity and saturation magnetization is observed to be decreasing with diminishing particle size. For 15, 12, 7 nm particles coercivity are found to be 5, 4 and 3.5 KOe, respectively. Saturation magnetization are observed to be 42, 20 and 11 emu/g for the 15, 12, 7 nm particles of Fe–Pt, respectively.
References
S. Weller, A. Moser, Thermal effect limits in ultrahigh density magnetic recording. IEEE Trans. Magn. 35, 4423 (1999)
J.A. Christodoulides, Y. Huang, Y. Zhang, G.C. Hadjipanayis, I. Panagiotopoulos, D. Niarchs, CoPt and Fe–Pt thin film for high density recording media. J. Appl. Phys. 87, 6938 (2000)
D.L. Peng, T. Hihara, K. Sumiyama, Formation and magnetic properties of Fe–Pt alloys clusters by Plasma-gas condensation. Appl. Phys. Lett. 82, 350 (2003)
S. Sun, Recent advances in chemical synthesis, self-assembly, and applications of Fe–Pt nanoparticles. Adv. Mater. 18, 393 (2006)
S. Sun, C.B. Murray, D. Weller, L. Folks, A. Moser, Monodisperse Fe–Pt nanoparticles and ferromagnetic Fe–Pt nanocrystal superlattices. Science 287, 1989 (2000)
H. Zeng, J. Li, Z.L. Wang, J.P. Liu, S. Sun, Interparticle interactions in annealed Fe–Pt nanoparticle assemblies. IEEE Trans. Magn. 38, 2598 (2002)
H. Zeng, J. Li, J.P. Liu, Z.L. Wang, S.H. Sun, Exchange—coupled nanocomposite magnets by nanoparticles self- assembly. Nature. 420, 395 (2002)
H. Kodama, S. Monose, T. Sugimoto, T. Uzumaki, A. Tanaka, Chemically synthesized Fe–Pt nanoparticles material for ultrahigh density recording. IEEE Trans. Magn. 41, 665 (2005)
B. Jeyadevan, A. Hobo, K. Urakawa, C.N. Chinnasamy, K. Shinoda, K. Tohji, Towards direct synthesis of fct-Fe–Pt nanoparticles by chemical route. J App. Phys. 93, 7574 (2001)
B. Jeyadevan, Direct synthesis of fct-Fe–Pt nanoparticles by chemical route. Japan J. Appl. Phys 42, L350–L352 (2003)
K. Sata, B. Jeyadevan, K. Tojhi, Preparation and properties of ferromagnetic Fe–Pt dispersion. J. Magn. Magn. Mater. 266, 227 (2003)
S. Kang, Z. Jia, S. Shi, D.E. Nikles, J.W. Harrell, Easy axis alignment of chemically partially ordered Fe–Pt nanoparticles. Appl. Phys. Lett. 86, 62503 (2005)
M. Howard, H.L. Nguyen, S.R. Giblin, B.K. Tanner, I. Terry, A.K. Hughes, O.S. Evans, A synthetic routes to size-controlled fcc and fct Fe–Pt nanoparticles. J. Am. Chem. Soc. 127, 10140 (2005)
R. Minamia, Y. Kitamoto, T. Chikata, S. Kato, Direct synthesis of L10 type Fe–Pt nanoparticles using microwave-polyol method. Electrochim. Acta 51, 864 (2005)
L. Colak, G.C. Hadjipanayis, Chemically synthesized Fe–Pt nanoparticles with controlled particle size, shape and composition. Nanotechnology 20, 485602 (2009)
C. Rong, D. Li, J.P. Liu, V. Nandwana, N. Poudyal, Y. Ding, Z.L. Wang, H. Zeng, Size dependent chemical and magnetic ordering in LI0-Fe–Pt. Adv. Mater. 18, 2984 (2006)
V. Nandana, K.E. Elkins, N. Poudyal, G.S Chanbey, K. Yano, J.P. Liu, Size and shape control of monodisperse Fe–Pt nanoparticles. J. Phys. Chem. C. 111, 4185 (2007)
M. Chen, J.P. Liu, S. Sun, One step synthesis of Fe–Pt nanoparticles with tunable size. J. Am. Chem. Soc. 126, 8394 (2004)
H. Hu, H. Yang, P. Huang, D. Cui, Y. Peng, J. Zhang, F. Lu, J. Lian, D. Shi, Unique role of ionic liquid in microwave-assisted synthesis of monodisperse magnetic nanoparticles. Chem. Commun. 46, 3866 (2010)
Y. Qing, W. Zhou, S. Jia, F. Juo, D. Zhu, Effect of heat treatment on the microwave electromagnetic properties of carbonyl iron/epoxy-silicone resine coatings. J. Mater. Sci. Technol. 26(11), 1011 (2010)
Acknowledgments
The authors also thank Dr. S. K. Kulkarni, Professor, IISER, Pune for magnetic characterization and Dr. R. M. Singru, Professor, IIT Kanpur for fruitful discussion and suggestion. This work is part of SAP programme, UGC, New Delhi.
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2013 Springer-Verlag Berlin Heidelberg
About this paper
Cite this paper
Acharya, S.A., Dani, A., Sayyed, S.K., Gaikawad, V.M. (2013). Understanding the Role of Mode of Heating on Phase Formation of Fe–Pt Nanoparticles. In: Giri, P.K., Goswami, D.K., Perumal, A. (eds) Advanced Nanomaterials and Nanotechnology. Springer Proceedings in Physics, vol 143. Springer, Berlin, Heidelberg. https://doi.org/10.1007/978-3-642-34216-5_5
Download citation
DOI: https://doi.org/10.1007/978-3-642-34216-5_5
Publisher Name: Springer, Berlin, Heidelberg
Print ISBN: 978-3-642-34215-8
Online ISBN: 978-3-642-34216-5
eBook Packages: Physics and AstronomyPhysics and Astronomy (R0)