
Abstract
The development and production of biodegradable starch-based materials has attracted more and more attention in recent years due to the depletion in the world’s oil resources and the growing interest in easing the environmental burden from petrochemically derived polymers. Furthermore, the unique microstructures of different starches can be used as an outstanding model system to illustrate the conceptual approach to understanding the relationship between the structures and properties in polymers.
Access provided by Autonomous University of Puebla. Download chapter PDF
Similar content being viewed by others


Keywords
These keywords were added by machine and not by the authors. This process is experimental and the keywords may be updated as the learning algorithm improves.
4.1 Introduction
The development and production of biodegradable starch-based materials has attracted more and more attention in recent years due to the depletion in the world’s oil resources and the growing interest in easing the environmental burden from petrochemically derived polymers. Furthermore, the unique microstructures of different starches can be used as an outstanding model system to illustrate the conceptual approach to understanding the relationship between the structures and properties in polymers.
Like most polymers from petroleum, starch-based materials are rarely used by themselves. Starch was initially used as filler blended with various polymers, especially with polyolefins. Recently, blending starch with biodegradable polymers has attracted great interest. Starch-based materials are hydrophilic and are water-soluble. Water solubility raises degradability and increases the speed of degradation; however, this moisture sensitivity limits their application. Blending and compositing of starch with other kinds of polymers can be used to improve their properties. Blends can also aid in the development of new low-cost products with better performance. However, hydrophobic synthetic polymers and hydrophilic starch are thermodynamically immiscible, leading to poor adhesion between the two components, and hence poor and irreproducible performance. Various compatibilizers and additives have been investigated and have been found to improve the interfacial interactions of these blends.
Fibers have been widely used in polymeric composites to improve mechanical properties. Cellulose is the major substance obtained from vegetable fibers, and applications for cellulose fiber-reinforced polymers have again come to the forefront with the focus on renewable raw materials. Hydrophilic cellulose fibers are very compatible with most natural polymers. The reinforcement of starch with cellulose fibers is a perfect example of a polymer from renewable recourses (PFRR). The reinforcement of polymers using rigid fillers is another common method in the production and processing of polymeric composites. The interest in new nanoscale fillers has rapidly grown in the last two decades, since it was discovered that a nanostructure could be built from a polymer and layered nanoclay. This new nanocomposite showed dramatic improvement in mechanical properties with low filler content. Various starch-based nano-composites have been developed.
This chapter discusses the development of starch based blends, composites and nanocomposites from a fundamental viewpoint, such as designing principle and mechanism, as well as processing techniques and application areas. The knowledge of unique microstructure of starch and its multiphase transitions during thermal processing provides scientific and technological guides to improve the performance of starch based materials through blending and compositing. Various conventional processing techniques such as extrusion, injection and compression moulding, and casting, as well as some new techniques such as reactive extrusion, have been adapted for processing starch-based blends and composites.
4.2 Structure of Starch
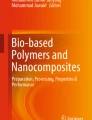
Starch is a polymeric carbohydrate consisting of anhydroglucose units linked together primarily through α-D-(1 → 4) glucosidic bonds. Figure 4.1 shows the chemical structure and a schematic representation of amylose and amylopectin starches. Although the detailed microstructures of starch are still being elucidated, it has generally been established that starch is a heterogeneous material containing two microstructures—the linear (amylose) and the branched (amylopectin). Amylose is essentially a linear structure of alpha-1,4 linked glucose units, and amylopectin is a highly branched structure of short alpha-1,4 chains linked by alpha-1,6 bonds. The linear structure of amylose makes its behavior more closely resemble that of conventional synthetic polymers. The molecular weight of amylose is about ×106, depending on its source and the processing conditions employed during its extraction, which is 10 times higher than conventional synthetic polymers. Amylopectin, on the other hand, is a branched polymer and its molecular weight is much greater than amylose, with light scattering measurements indicating molecular weights in millions. The high molecular weight and branched structure of amylopectin reduce the mobility of the polymer chains, and interfere with any tendency for them to become oriented closely enough to permit significant level of hydrogen bounding. Most native starches are semi-crystalline, having a crystallinity of about 20 ~ 45 % [1]. Amylose and the branching points of amylopectin form amorphous regions. The short branching chains in the amylopectin are the main crystalline component in granular starch.

Chemical structures and physical schematic representation of a amylopectin starch, and b amylose starch
Starch granules contain both crystalline and amorphous regions, and are thus semi-crystalline, which in native starch granules manifests itself in a hierarchical structural periodicity which originates from the hilum [2, 3]. The granules are organised into concentric rings radiating out from the central hilum to the surface of the granule. The number and size of the rings depends on the botanical origin of the starch, and it is generally believed to consist of alternating 120–400 nm thick amorphous and semi-crystalline growth rings [4]. The amorphous growth rings contain both amylopectin and amylose macromolecules in relatively disordered conformations, whereas the semicrystalline growth rings consist of amylopectin clusters that contain alternating crystalline and amorphous regions of approximately 9–11 nm thickness, organised in a lamellar arrangement [5–7].
4.3 Properties of Starch
4.3.1 Thermal Properties
Thermal processing of starch-based polymers involves multiple chemical and physical reactions, e.g. water diffusion, granule expansion, gelatinization, decomposition, melting and crystallization [8]. Among the various phase transitions, gelatinization is particularly important because it is closely related to the others, and it is the basis of the conversion of starch to a thermoplastic. Furthermore, the decomposition temperature of starch is higher than its melting temperature before gelatinization. The well-accepted concept of “gelatinization” refers to the destruction of the crystalline structure in starch granules [9, 10], which is an irreversible process that includes, in a broad sense and in time sequence, granular swelling, native crystalline melting (loss of birefringence) and molecular solubilization [11, 12].
Unlike most conventional polymers, starch granules undergo unique and complicated phase changes during thermal processing (normally an aqueous environment), including starch swelling, loss of birefringence, melting and solubilization [10, 13–16]. Without physical force (shear stress), the process of gelatinization depends mainly on water content and temperature conditions. During the initial stage of thermal processing as the temperature is increased from 20 to 60 °C, water is thought to be reversibly complexed with starch molecules, thus decreasing its mobility [17]. Full gelatinization of starch under shearless conditions requires excess water, which Wang et al. [18] have defined as >63 %. However, if the water concentration is too high, the crystallites in starch might be pulled apart by swelling, leaving none to be melted at higher temperatures [19], and if the water concentration is limited, the swelling forces will be much less significant, and complete gelatinization will not occur in the usual temperature range [19]. However, as the temperature increases, starch granules will become progressively more mobile and eventually the crystalline regions will melt [20], and the starch would then be expected to show the usual viscoelastic behavior exhibited by thermoplastic melts [21] The process of gelatinization in a low moisture content environment could more accurately be defined as the “melting” of starch.
In addition to the effects of water content, pressure can also influence the gelatinization/melting behavior of starch. For example, Kokini et al. [22] found that for amioca at both 20 and 30 % moisture content (MC), increasing the pressure from 15 to 200 psi induced a 57 °C increase in gelatinization temperature, and that at 150 and 200 psi, two thermally induced transitions were observed, in contrast to the monophasic melting at 15 psi. Pressure is also significant in terms of its effect on the extent of conversion, as measured by rheological techniques. Herh and Kokini [23] studied the effect of pressure on starch conversion at both high and low moisture content using a pressure rheometer. The change observed in amioca cornstarch in the presence of water was of the order of 1 K/bar, compared to the change in melting temperature with pressure of polyethylene (a typical polymer), which is of the order of 0.04 K/bar [24]. This indicates that starch is much more sensitive to changes in pressure than traditional petroleum-based polymers.
Because extrusion processing involves high-shear and high-pressure conditions, gelatinization is typically achieved at low MC, since the shear forces physically tear apart the starch granules, allowing faster transfer of water into the interior molecules [25]. Therefore during extrusion, loss of crystallinity is not caused by water penetration, but by the mechanical disruption of molecular bonds due to the intense shear fields within the extruder [26]. In fact, during extrusion at low MC, small amounts of gelatinized and melted starch, as well as starch fragmentation (also degradation or decomposition), exist simultaneously [19].
A study [26] has shown that shear stress can result in fragmentation of starch granules during extrusion. Indeed, both the mechanical and thermal energy transferred to starch dough during extrusion will affect the breakdown of the main and secondary valence bonds, and the hydrogen bonds between neighbouring starch polymers in a starch structure [27]. These structural changes increase the susceptibility of starch to enzyme action, reduce the hydrogen bonds and increase the free hydroxyl groups. Extrusion can also affect amylopectin much more than amylose [19]. Colonna et al. [28], for example, found that the average molecular weight of amylose and amylopectin decreased by factors of 1.5 and 15, respectively, during extrusion.
Another important thermal property of starch-based materials is their glass transition temperature (T g ). The glass transition temperature (T g ) of starch is one of the critical thermal properties for starch-based products. However, measurement of T g by DSC is difficult since the change of heat capacity or the signal on heat flow is usually weaker than that of conventional polymers. Liu et al. [29] has studied the T g of cornstarch using a Hyper-DSC with heating rate up to 250 °C/min. The high heating rate increases the temperature of the thermal event, which allows the weak T g of starch to be visible. The results showed that the extrapolated T g of cornstarch film with 13.3, 11.6 and 8.7 % moisture content is 59.2, 61.4, and 67.3 °C, respectively. Xie et al. [30] confirmed this technique through comparing the results from DSC and MDSC. Liu et al. [31] also studied the glass transition temperatures (T g ) of starch with different amylose/amylopectin ratios, which were systematically studied by a high-speed DSC. It was found that T g was increased with increasing amylose content. The microstructure and phase transition were used to explain this phenomenon, in particular the multiphase transitions that occur in high-amylose starches at higher temperatures, and gel-ball structure of gelatinized amylopectin.
4.3.2 Rheological Properties
One of the unique characteristics of starch-based polymers is their rheological properties, which are much more complex than conventional polymers, due to the multiple chemical and physical reactions that may occur during processing. Native starches are non-plastic due to the intra- and intermolecular hydrogen bonds between the hydroxyl groups in starch molecules, which represent their crystallinity. Thermal processing is used to disrupt and transform the semi-crystalline structure of starch granules to form a homogeneous and amorphous material. This transformation is usually accomplished using small amounts of molecular substances commonly known as gelatinization agents or plasticizers [32–35]. The transformed materials is normally called thermoplastic starch (TPS), and the techniques used to produce TPS products include extrusion [32–46], injection/compression molding [47–51], intensive mixing [52–55] and hot pressing [56].
The most commonly used technique for studying the rheological properties of TPS is capillary rheometry. For most TPS, the dependence of apparent viscosity on shear rate is linear on double-logarithmic plots, indicating that the power-law model could describe the rheological behavior of TPS [37, 39, 41, 43, 49, 51, 57–69] as:
where η is the molten viscosity, K is the consistency, \( \dot{\gamma } \) is the shear rate, and n is the power-law (pseudo-plasticity) index. The power-law behavior of TPS is mainly ascribed to the gradual reduction of starch intermolecular bonds [43]. The apparent viscosity η of TPS normally decreases with an increase in plasticizer (and/or water) content at constant temperature [37, 39, 41, 43, 49, 58, 60]; it also decreases with increasing temperature at the same plasticizer weight content [39, 43, 51]. Moreover, starches with higher amylose contents have higher melt viscosities [37, 70].
K decreases with increasing plasticizer weight content [61–63, 66–68], because plasticizers can form strong bonding interactions with starch and weaken the interaction of starch molecules, facilitating movement among starch molecules. Some researchers have proposed other explanations for decreasing K values for TPS using specific plasticizers. For example, Yu et al. [43] found that in the presence of citric acid, the acidolysis of starch resulted in decreasing K with increasing temperature, which is similar to conventional polymers.
On the other hand, the effect of plasticizer on n has been widely reported. Yu et al. [43] found that n decreased with increasing citric acid weight content, and a similar pattern has also been observed using glycerol as a plasticizer [41, 67]. However, in a study of the shear viscosity of cornstarch, Willett et al. [71] found that n varied only slightly at different water contents, but it decreased significantly when the content of certain co-plasticizers was increased. In further work, Willett and co-workers [61] reported that n increased as the water content of waxy maize was increased; however others [65, 67, 69] have reported the reverse pattern. In fact, the relationship between n and plasticizer content is quite complicated and depends on a number of parameters, such as processing history, plasticizer type and the presence of other additives.
It has been commonly considered that a higher temperature will increase n and thus make a starch melt less pseudoplastic and more Newtonian [64, 67, 71]. In addition, the effect of amylose content on n has attracted much attention, with some reports [64, 67] showing that n decreased as amylose content increased, indicating that a lower amylose starch will exhibit greater Newtonian behavior in the melt state. Decreasing n with increasing amylose content is generally attributed to an increase in entanglements within the amylose content, with the highly branched amylopectin not expected to form entanglements well [71]. However, González et al. [60] discovered that the opposite applied in the results of their study. Recently, Xie et al. [72] have systematically studied the rheological properties of cornstarch with different amylose/amylopectin contents. It can be seen that the higher the amylose content, the higher the apparent viscosity under the same shear rate range. These rheological behaviors are attributed to the higher gelatinization temperature of amylose-rich starches, in particular the multiphase transitions that occur in these starches at higher temperatures, and the gel-ball structure of gelatinized amylopectin (see Fig. 4.2).

Schematic representation of possible morphologies of polyolefin/starch blends (black part represents polyolefin phase; and white part represents starch phase)
4.4 Preparation of Starch-Based Materials
Various conventional processing technologies, such as casting, extrusion, injection and compression moulding, have been adapted for processing starch-based materials, as well as some new techniques, such as orientation and reactive extrusion.
4.4.1 Casting Film
The technique of casting starch-based films has been widely reported [73–98], and typically includes solution preparation, gelatinization, casting and drying. Starch and plasticizers are directly mixed to about 3–10 % solid concentration in water, and this film-forming solution is then transferred quantitatively to, for example, a Brabender viscograph cup, in which the solution is heated from room temperature to 95 °C, where it is maintained for 10 min while being constantly shaken or blended. A higher temperature is used when another plasticizer like glycerol is added to the formulation. The gelatinized suspensions are then immediately poured onto a flat Teflon or acrylic plate, and left to dry for ~24 h in an oven at about 40–75 °C to constant weight. The final thickness of cast films is normally 0.02–0.10 mm, which is controlled by calculating the quantity of starch suspension poured onto the plate.
Plasticizers not only play an important role in processing, but also in improving the mechanical properties of starch-based films. For example, plasticizers can increase film flexibility by reducing the internal hydrogen bonding between polymer chains by increasing intermolecular space. Although water is an excellent plasticizer for starch, it has the disadvantage that its content varies with humidity—at low humidity there are problems with brittleness, and at high humidity there are problems with softness. Glycerol and sorbitol are widely used as plasticizers to make brittle films more flexible. Other chemicals such as sugars, sucrose, glucose, xylose, fructose, urea and various glycols have also been evaluated [98–100]. Different plasticizers have regularly been used in combination with water in order to approach the conditions suitable for gelatinization.
However, plasticizers can make brittle films less strong and, as a result, blending [101] or laminating [102] with other materials has been used to overcome this disadvantage. Aqueous blends of soluble starch and cellulose acetate have been studied intensively [103–107] as they have properties that make them suitable for a wide range of biomedical applications, from bone replacement to engineering of tissue scaffolds, to drug-delivery systems. For example, antibacterial starch/chitosan blended films formed under the action of irradiation have been reported by Zhai et al. [107].
An unique method of preparing starch films by electrospraying was reported by Pareta and Edirisinghe [77]. Firstly, 5 % starch in deionized water was gelatinized at 120 °C for 30 min, and then small quantities of dispersant and ethanol were added and ultrasonic disruption was employed to make a stable modified starch solution. Subsequently, the solution was electrosprayed in cone-jet mode and films were collected on a rotating plate. In this method, the solvent evaporated very quickly due to the large surface area of the droplets generated, which resulted in instantaneous films. Films of different thicknesses were obtained by varying the electrospraying time.
Previous studies have shown that films cast from high-amylose starch have better film-forming and mechanical properties [80, 108, 109]. Furthermore, both amylose and amylopectin have shown excellent oxygen-barrier characteristics, which is one of the advantages of using edible hydrophilic starch-based films for food protection [110].
4.4.2 Extrusion Sheet/Film Extrusion
A simple and well-established technique for producing sheets or films by extrusion is the use of a twin-screw extruder with a slit or flat film die, followed by a take-off device for orientation and collection [111–115]. During extrusion, viscoelastic starch-based material are forced through a die to form sheet or film products [116]. A two-stage sheet/film extrusion processing technique has also been practiced by some researchers [117–120], in which starch blends are first extruded in a twin-screw extruder to form ribbons that are subsequently dried and ground into a powder, and then flat sheets or films are extruded using a single-screw extruder with a slit die. Although this two-stage extrusion technique may be more time-consuming, it offers easier and more stable extrusion of starch sheets or films because the high pressure capacity of the single-screw extruder overcomes the high viscosity and poor processibility of starch-based materials. The thickness of the extruded material can be controlled by adjusting the outlet of the slit die, thus determining whether the end product is a sheet or film. In addition, with the appropriate die as a substitute for the slit/flat film die, the two-stage technique can also be used to produce the much thinner blown films [117, 119–125].
Sheets and films based on high-amylose starch (especially high-amylose cornstarch [66, 126]) normally exhibit greater mechanical performance [50] than those based on other starches. The extrusion of high-amylose starch, however, is more difficult than normal TPS because a higher die pressure is required due to the higher melt viscosity [127, 128], and unstable flow [37]. However, by increasing MC, the barrel and die temperature, the compression ratio of the screw and the screw rotation speed [37], these problems can be reduced or eliminated.
To successfully produce sheets or films by extrusion, native starches are normally blended with other additives and plasticizers to enhance their processibility and to improve the properties of the final products. The most commonly used plasticizers are water and/or glycerol [37, 111–115, 117, 118, 129, 130], however various others have been evaluated for a wide range of purposes. Urea has been reported to improve the gelatinization of starch at low water levels, thus allowing direct extrusion of a uniform film from a semi-dry blend (~16 % MC) [112, 113, 122–124]. Thuwall et al. [37] used a fluoroelastomer lubricant to reduce the tendency of a material to stick to the die and clog it, and they used dextrin to lower the viscosity by virtue of its low molecular mass. Stearic acid and poly(ethylene glycol) have been used to improve the rheological behavior of starch blends [112, 113], and blending poly(vinyl alcohol) (PVOH) with starch can produce excellent mechanical properties in final products [117].
In blown film processing, starch-based materials are required to have sufficiently high melt strength and extensibility to form a good bubble. As a result, starch is blended with high contents of other low-viscosity polymers, such as poly(ethylene-co-vinyl alcohol) [125], PBSA [121] and PVOH [117], to overcome the naturally poor processibility of native starch, and a high glycerol content (30 %) is used to improve extensibility during the blowing process [117].
The orientation of polymer materials plays an important role in determining the performance of films or sheets. Products with “designed-in” orientation are increasingly important in the polymer industry, and include filaments with uniaxial orientation, and films and bottles with biaxial orientation. Yu and Christie [131] investigated the effect of orientation in starch-based sheets, and found that it increased both modulus and yield stress, but decreased elongation. In particular, elongation in the cross-extrusion direction decreased significantly in amylopectin-rich materials. Fishman et al. [117] studied pectin/starch/PVOH/glycerol blends, and found that tensile strength and initial modulus of extruded sheets were slightly higher in the machine direction than in the cross direction, while the reverse was true for elongation to break. For blown films, tensile strength tended to be higher in the cross direction than in the machine direction, while the reverse was seen for initial modulus.
4.4.3 Injection Moulding
The high viscosity and poor flow properties of starch-based materials present difficulties during injection moulding, and furthermore the lack of reliable parameters makes it difficult to design the optimum processing conditions. For example, since almost all formulations of starch-based materials comprise of water, which tends to evaporate during heating, it is impossible to measure the melt flow index using a conventional facility. However, efforts have been made to gain a better understanding of the injection moulding behavior of starch-based materials. Stepto [48, 49] used a given mould (shot) volume, screw speed and temperature profile, then measured the variation of refill times for materials to feed in front of a screw at different screw-rotation speeds and under different applied back pressure. By using this technique, the shear rate of the screw was determined by its rotational speed, and the back pressure defined the reverse pressure drop along the metering zone of the screw [20, 132]. Abbes et al. [133] used numerical simulation of a TPS injection molding process to determine the optimal moulding parameters. The moulding of a standardized sample for tensile testing was considered, and it was shown that the conventional continuum mechanics equations can be used for modelling the injection moulding of TPS.
Due to the poor mechanical properties and instability of native starches, it is frequently reinforced with fibers [134–136] or blended with synthetic polymers [137–140]. Recently, much emphasis has been put on blending starch with biodegradable polyesters like PLA [141, 142], PCL [120, 143–145] and PBS [143, 144]. The injection conditions depend on the polyesters incorporated; generally, blending with these synthetic polymers decrease the overall viscosity of starch.
4.4.4 Compression Moulding
Compression moulding has been intensively investigated for processing starch-based plastics, particularly for producing foamed containers, and generally involves starch gelatinization, expanding and drying. Apart from gelatinization agents, mould-release agents such as magnesium stearate and steric acid are often used in formulations to prevent the starch sticking to the mold.
Explosion puffing is the oldest technique used to create starch-based foams from starch feedstock with low moisture content. A typical example of this is making popcorn: a kernel explosion puffs naturally at about 177 °C and requires only 10–15 % moisture to achieve maximum volume [146]. Explosion puffing can produce low-density starch-based foams within several seconds, however the performance of the foamed products is poor.
Another simple method [147, 148] of producing moulded starch-based foam containers is a baking technique that is similar to that used for making wafer cookies, whereby a measured amount of dough-like material containing 70–80 % moisture is placed in a heated mold, and the steam generated by the moisture acts as a blowing agent to create foam. The high moisture content of the dough results in a longer processing time (1–2 min) compared with that needed for making conventional polymer containers, but the excess steam generated in the sample forges channels throughout the matrix of the foam, which can contribute to the strength of the finished product. The properties of baked starch foam products will vary with moisture content, starch type and additives, used in the dough formulations [50, 149–152].
Glenn and Orts [153] describe another technique for making starch-based foams using a compression–explosion process. Starch feedstock is compressed in a heated mould at 230 °C under a 3.5 MPa clamping force for 10 s, which is then instantaneously released, allowing the feedstock to expand into a foam that partially fills, completely fills or overfills the mold cavity, depending on the moisture content of the feedstock. The advantage of this method is that it produces moulded starch-based foams with physical and mechanical properties similar to traditional commercial food packaging products. Zhou et al. [154] reported on a foaming technique in which starch-based materials are initially formed into pellets by extrusion, and then the pellets are foamed by microwave heating. Lightweight end-products such as containers, end caps, edges or corner cushions for protective packaging, can be produced if the pellets are placed in appropriate moulds prior to heating using a microwave.
Various fillers such as CaCO3 [155], natural rubber latex [155, 156] and various fibers [157–162] have been used to improve the mechanical properties of foamed products. Baked starch-based foam properties can be further improved by chemical modification. For example, moisture resistance can be improved by including additives in the dough formulation, e.g. monostearyl citrate [159] or a moisture-resistant polymer such as PVOH [151, 159]. Moisture resistance can also be achieved by applying a protective coating to foamed products following the baking process. The efficiency and cost effectiveness of coatings can be enhanced by baking and coating starch-based containers in a single step. Glenn et al. [163] developed a method of forming baked starch foam with paper coated with PVA or PVC; Martin et al. [164] reported on multilayer films based on plasticized wheat starch and various biodegradable aliphatic polyesters, produced by flat film co-extrusion and compression moulding.
4.4.5 Reactive Extrusion
Unlike the techniques mentioned above, and as the name suggests, reactive extrusion (REX) involves concurrent reaction and extrusion. The technology was originally developed in the 1980s primarily for the modification of synthetic polymers [165], but has evolved quickly and is now applied in various areas such as polymerization, grafting and crosslinking. Although the use of REX in starch modification is a relatively new area, it continues to receive wide focus due to a number of reasons, e.g.: the many advantages of extrusion itself, as already discussed. Chemically modified starches with improved properties for non-food applications have gained increasing importance in industry, mainly due to the biodegradable polysaccharide component of products and the pursuit of high-efficiency and low-cost product manufacture. Various starch-based products have been prepared using REX, including starch-grafted-copolymers [166, 167], cationic starch [168–170], oxidized starch [171], esterified starch [172] and glycosides [173–175]. REX has also been employed to produce controlled-release starch-encapsulated pesticides [176–182].
The process of reactive extrusion has advantages since it is a solvent-less process that allows the combination of several chemical manipulations in a continuous fashion. Jun [183] reported reactive blends of starch/PLA with a reactive agent during the extrusion process. The affects of the reactive blending were investigated and significant improvements were confirmed by measuring the tensile strength and elongation at break, IR spectra and DSC. Interfacial compatibilization can be achieved via two different strategies depending on the nature of the polyester chains [184]. In the case of starch/PLA compositions, PLA chains were grafted with maleic anhydride through a free radical reaction conducted by reactive extrusion. The maleic anhydride-grafted PLA chains (MAG-PLA) enhanced the interfacial adhesion with granular starch. As far as starch/PLA blends were concerned, the compatibilization was achieved via the interfacial localization of amphiphilic graft copolymers formed by the grafting of PCL chains onto a polysaccharide backbone such as dextran. The PCL-grafted polysaccharide copolymers were synthesized by controlled ring-opening polymerization of ε-caprolactone, which proceeded via a coordination-insertion mechanism. These compatibilized starch/PLA compositions displayed improved mechanical properties as determined by tensile testing, and more rapid biodegradation as measured by composting testing.
Bossard et al. [185] studied linear viscoelastic, steady shear behaviors, and morphologies of starch formate/poly(caprolactone) (PCL) blends, compatibilized by oligomers and obtained by reactive extrusion. In presence of formic acid, starch is destructured to starch formate and oligomers are used as plasticizers. The linear viscoelastic response of blends is quite similar to that of nanocomposite materials; the low frequency behavior is attributed to a percolated network of destructured starch particles, and the high frequency behavior is that of the polymer matrix. The viscosity curves present a profile characterized by two plateau regions, at low and high shear rates. The plateau region at low shear rates correspond to the viscous response of the blend while the region observed at high shear rates can be attributed to the PCL matrix. The compatibilization is enhanced in the presence of starch formate and increases with increasing the oligomer molecular weight. The use of PCL oligomer was shown to improve this compatibilization effect.
4.5 Development of Starch-Based Blends
4.5.1 Blending with Polyolefin
In order to obtain a cost-effective biodegradable plastic, the blends of polyolefin with starch are still one of the best alternatives due to their low price, better properties, broad suppliers, and mature processing facilities and techniques etc. However, starch and polyolefin blends are incompatible at the molecular level, which often leads to poor performance. In order to overcome this drawback, either polyolefins or starch can be modified by introducing a compatibilising agent into the blend.
The properties of polyolefin/starch blends depend on starch content, degree of dispersion in the polymer matrix, on sample morphology, interactions between components, degree of crystallinity, presence of structural defects as well as preparation or processing conditions. Starch was initially added into polymers as a filler to decrease the price of products. Typical examples are blends of starch with PE, PVC and rubber. Since the 1990s, starch has been blended with conventional polymers to facilitate biodegradation of polymers, in particular polyolefins.
Like many other binary systems, there are three possible morphologies of polyolefin/starch blends. Figure 4.2a represents the morphology that starch is a continuous phase while polyolefins appear as particles distributed in starch. Wool [186] reported the biodegradation kinetics and mechanisms of starch-based polyethylene blends with volume fractions of PE ranging from 0 to 20 %. Since the rigidity of polyolefin particles are not very high there is no clear commercial benefit for this kind of blend except for developing understanding of fundamental science issues.
Figure 4.2b represents a co-continuous or possible interpenetrating network (IPN) structure. However, due to differences in viscosities of both polyolefins and starch, it is not easy to produce this kind of co-continuous or IPN microstructure. Bajpai and Saxena [187] have tried to synthesise a semi-IPN material by aqueous polymerization of methacrylamide in the presence of polyethylene glycol (PEG) and natural polysaccharides. Rodriguez-Gonzalez et al. [188] reported co-continuous blends prepared through gelatinized starch with glycerol. A one-step combined twin -screw/single screw extrusion setup is used to carry out the melt–melt mixing of the components. Glycerol was used as the starch plasticiser and its content in the TPS (thermoplastic starch) was varied from 29 to 40 %. Under the particular one-step processing conditions used it was possible to develop continuous TPS (highly interconnected) and co-continuous polymer/TPS blend extruded ribbon which possessed a high elongation at break, modulus and strength in the machine direction. The PE/TPS (55:45) blend prepared with TPS containing 36 % glycerol maintains 94 % of the elongation at break and 76 % of the modulus of polyethylene. At a composition level of 71:29 PE/TPS for the same glycerol content, the blend retains 96 % of the elongation at break and 100 % of the modulus of polyethylene.
In most polyolefin/starch blends, the polyolefin is a continuous phase while starch appears as particles distributed in the polyolefin phase (see Fig. 4.2c). Starch can be added into polyolefins as granular particles or gelatinised starch (thermoplastic starch, TPS or TS). St-Pierre et al. [189] has studied the morphologies and performance of gelatinised starch and granular starch in PE. The behaviours of gelatinised starch plasticised with glycerol were studied as the dispersed component in a polyethylene (LDPE or LLDPE) matrix. A processing technique was developed to compound the blends in one continuous process in a co-rotating twin-screw extruder fed by a single-screw extruder. The use of the single-screw as a side feeder allowed for gelatinisation of the starch before feeding it into the twin-screw at controlled temperature and pressure. The screw configuration of the twin-screw extruder maintained high pressure (>0.9 MPa) during blending to prevent early evaporation of water. These materials displayed morphological characteristics typical of immiscible polymer–polymer blends. The number-average diameter of the dispersed phase increased from 4 μm with 8 wt % TPS to 18 μm with 36 wt % TPS in LDPE blends. It ranged from 3 to 8 μm in LLDPE blends containing 7–39 wt % TS. These results therefore indicate the possibility of achieving a level of morphological control with respect to the size and shape of the dispersed phase in these systems. Dry granular starch, on the other hand, typically is dispersed as a spherical like particle with a fixed morphology of approximately 10 μm.
Increased elastic modulus and ultimate stress of low density polyethylene has been achieved by incorporating coco-yam, water-yam and guinea-corn starches into low density polyethylene using a standard hot-melt compounding technique [190]. Some mechanical properties of compression moulded dumbbell shaped films of low density polyethylene containing up to a maximum of 20 wt % of each starch was reported. The effect of starch content and granular size of starch on the mechanical properties of PE film was reported [191]. It was found that as starch content increased, tensile strength, % elongation and light transmittance decreased and film thickness increased. Small-particle corn starch (2 μm average diameter) film had the highest elongation rate and tensile and yield strength. Similar work has also been reported by Wu et al. [192]. It was found that along with the reduction in starch granularity, the MFI of the blend melt decreases, but there was no significant change in viscosity. The decrease in starch granularity improves the processing and mechanical properties of the blend. Blending polyolefins with TPS showed similar results. Smaller particle size of TPS phase in the polyolefin phase showed improvements in the mechanical performance. For example, the number-average diameter of the dispersed phase increased from 4 μm with 8 wt % TPS to 18 μm with 36 wt % TPS in LDPE blends. It ranged from 3 to 8 μm in LLDPE blends containing 7–39 wt % TPS [189]. The LDPE blend containing 22 % TPS had 240 % elongation at break and its modulus was 109 MPa. The LLDPE blend containing 39 % TS had more than 540 % elongation at break, while the modulus was 136 MPa.
4.5.2 Blending with Biodegradable Polymers
Blending with biodegradable aliphatic polyesters has been found to be an effective method to improve the performance of starch-based materials [121, 184]. Aliphatic polyesters are usually biodegradable thermoplastic polymers with good processability, thermal stability, excellent mechanical properties, good water resistance, and dimensional stability [193]. In addition, some aliphatic polyesters such as poly(lactic acid) (PLA) [193, 194], poly(butylene succinate) (PBS) [195, 196] and poly(3-hydroxyalkanoates) (PHA) [197] can also be derived from renewable resources. So blending with these bio-derived aliphatic polyesters can improve performance without negatively influencing the biodegradability and reduce our dependence on fossil fuels for production of these materials. While natural polymers are usually hydrophilic, aliphatic polyesters are hydrophobic polymers, so these two polymers are usually thermodynamically immiscible, which would result in poor adhesion between the two components and hence poor performance [198]. To achieve improved properties of blends, the compatibility between natural polymers and aliphatic polyesters has to be enhanced, and considerable progress has been made in this regard [199–202].
Blending starch with PLA is one of the most promising efforts, because starch is an abundant and cheap biopolymer and PLA is biodegradable with good mechanical properties. The effect of starch moisture content is an important issue and has been investigated [203]. Starch moisture (10–20 %) had a negative effect on the interfacial bonding between starch and PLA [203]. The tensile strength and elongation of the blend both decreased as starch moisture content increased. At 20 % moisture level, starch granules embedded in the PLA matrix were observed to be swollen, resulting in poor strength properties and high water absorption in the blend. Ke and Sun [141] characterized blends of starch and PLA in the presence of various water contents. It was found that the initial moisture content of the starch had no significant effect on its mechanical properties, but had a significant effect on the water absorption of the blends. The thermal and crystallization properties of PLA in the blend were not affected by moisture content. The blends prepared by compression moulding had higher crystallinities than those prepared by injection moulding. However, the blends prepared by injection moulding had higher tensile strengths and elongations and lower water absorption values than those made by compression moulding. The crystallinities of the blends increased greatly with annealing treatment at the PLA second crystallization temperature. The decomposition of PLA indicated that PLA degraded slightly in the presence of water under the processing temperatures used.
The detailed thermal behaviours of the starch/PLA blends have been studied by DSC [204]. The experimental data was evaluated using the well-known Avrami kinetic model. Starch effectively increased the crystallization rate of PLA, even at a 1 % content, but the effect was less than that of talc. The crystallization rate of PLA increased slightly as the starch content in the blend was increased from 1 to 40 %. An additional crystallization of PLA was observed, and it affected the melting point and degree of crystallinity of PLA.
The effect of amylose content in starches on the mechanical properties of the PLA/starch blends has been studied [142]. Four dry cornstarches with different amylose content were blended at 185 °C with PLA at various starch/PLA ratios. Starch with 30 % moisture content was also blended with PLA at a 1:1 ratio. Starch was used as a filler in the PLA continuous matrix phase, but the PLA phase became discontinuous as the starch content increased beyond 60 %. Blends made with high-amylose starches had lower water absorption than the blends with normal and waxy corn-starches. On the other hand, Park and Im [205] studied blends of PLA with gelatinized starch. Starch was firstly gelatinized with various ratios of water/glycerol using a twin-screw mixer. Gelatinization of starch was found to lead to the destruction or diminution of hydrogen bonding in granules and a decrease in crystallinity of starch. DSC data showed that starch acted as a nucleating agent and glycerol as a plasticizer, contributing to an improvement in the crystallinity of the PLA blends. When the content of starch increased, the size of the spherulites in PLA blends were smaller and less regular. In the case of PLA/pure starch blends, voids appeared that were formed by the separation of starch particles from the matrix. These voids were not observed in the PLA/gelatinized starch. Similar blends were also reported by Martin and Averous [206]. The mechanical properties gave a strong indication that a low level of compatibility existed in these blends. The blends showed two distinct T g values. However, the T g due to the PLA phase shifted toward the T g of TPS with the blend composition, indicating some degree of interaction. Microscopic observations revealed non-uniformly dispersed PLA inclusions in the TPS matrix, confirming that phase separation had occurred.
Blending starch with various thermoplastic resins to produce foams using a twin-screw extruder has been reported [207]. Foams of corn-starch with PLA, poly(hydroxyester ether) (PHEE) or PHBV had significantly lower densities and greater radial expansion ratios than the control starch. Blends with other polyesters and cellulose acetate had densities and expansion ratios between those of the control starch and the other polyesters. Most of the polymer occupied spherical to elongated domains 1–10 μm long, although PLA domains were much smaller. Surface polymer concentrations were larger than the bulk, and correlated with foam expansion and resistance to fragmentation.
Various compatibilizers and additives have been investigated to improve the interfacial interactions of these blends. Wang et al. [208] used methylenediphenyl di-isocyanate (MDI) to improve the interface and studied a blend of 55/45 (%w/w) mixture of PLA and dried wheat starch in an intensive mixer with or without a low level of MDI. Blends with MDI had enhanced mechanical properties that could be explained by the in situ formation of a block copolymer acting as a compatibilizer. SEMs showed reduced interfacial tension between the two phases. The presence of MDI also enhanced the mechanical properties of the blend at temperatures above T g . Water uptake by the PLA/starch blends with and without MDI did not differ.
The blends of PLA with various levels of wheat starch and MDI that were hot mixed at 180 °C then hot-pressure moulded at 175 °C [209]. The blend with 45 % wheat starch and 0.5 wt % MDI gave the highest tensile strength. Dynamic mechanical analysis showed that storage modulus increased and tanδ decreased as starch level increased, but almost leveled off when the starch level reached 45 % or higher. Water absorption of the blends increased significantly with starch content. Yet the blend, if waterproofed on its surface, has potential for short-term disposable applications. The effect of physical aging on the properties of the blends with or without MDI was also studied [210]. In this study, blends of PLA (1/1, %w/w) and starch with or without MDI were evaluated for thermal and mechanical properties, as well as morphology, during the course of physical aging when stored for up to 12 months at 25 °C and 50 % relative humidity. The blends were prepared by thermally blending PLA with wheat starch, corn-starch and/or high amylose corn-starch, with or without MDI. All samples exhibited the phenomena of physical aging. The samples with MDI aged more slowly, showing a slower reduction rate of excess enthalpy relaxation, than those without MDI. The mechanical properties decreased slowly as aging proceeded. The microstructure of these blends showed a reduced interaction between starch and PLA around the interface with aging.
Zhang and Sun [211] used dioctyl maleate (DOM) as a compatibilizer in blends of PLA/starch. Using DOM as a compatibilizer markedly improved the tensile strength of the blend, even at low concentrations (below 5 %). When DOM functioned as a plasticizer at concentrations over 5 %, significant enhancement in elongation was observed. Compatibilization and plasticization took place simultaneously, which was indicated by the mechanical properties and thermal behaviour of the blends. With DOM as a polymeric plasticizer, thermal loss in the blends was not significant. Water absorption of PLA/starch blends increased with DOM concentration, whereas DOM leaching in an aqueous environment was inhibited.
Other compatibilizers were also studied for the starch/PLA blends, such as poly(vinyl alcohol) (PVOH) [212] and PHEE (Poly(hydroxyester ether) [213]. PVOH containing unhydrolytic residual groups of poly(vinyl acetate) was shown to have a good compatibility with starch. It was added to a starch and PLA blend (50/50, w/w) to enhance compatibility and improve mechanical properties. The increasing molecular weight of PVOH was also shown to affect water absorption. The blend containing gelatinized starch had higher tensile strength. However, gelatinized starch also resulted in increased water absorption. A study of injection moulded tensile bars composed of native corn-starch, PLA and PHEE showed that the rates of weight loss increased in the order; pure PLA (~0 %/year) < starch/PLA (0–15 %/year) < starch/PHEE/PLA (4–50 %/year), and increased with increasing starch and PHEE contents.
In addition to PLA, other polyesters have also been blended with starch. Zhang et al. [214] studied blends of poly(3-hydroxybutyrate) (PHB) and starch acetate (SA), and found that the PHB/SA blends were immiscible. Melting temperatures of PHB in the blends showed some shift with an increase of SA content. Melting enthalpy of the PHB phase in the blend was close to the value for pure PHB. The glass transition temperatures of PHB in the blends remained constant at 9 °C. FTIR absorptions of hydroxyl groups of SA and carbonyl groups of PHB in the blends were found to be independent of the second component at 3,470 and 1,724 cm−1, respectively. Crystallization of PHB was affected by the addition of the SA component, both from the melt on cooling and from the glassy state on heating. Temperature and enthalpy of non-isothermal crystallization of PHB in the blends were much lower than those of pure PHB. Crystalline morphology of PHB crystallized from the melt under isothermal conditions varied with SA content. The cold crystallization peaks of PHB in the blends shifted to higher temperatures compared with that of pure PHB. Willett et al. [215]. utilized grafted copolymers of starch and glycidyl methacrylate (starch-g-PGMA) to improve the mechanical properties of composites with PHBV. In general, the tensile and flexural strengths of the composites were greater with starch-g-PGMA compared to untreated starch, and increased with increasing graft content. Grafting did not significantly change the modulus and elongation of these blends. All samples gained weight after immersion in water for 28 days. Tensile strength and modulus decreased with water sorption, while the fracture toughness significantly increased with grafted starch. SEMs of cryogenic fracture surfaces showed improved adhesion between the starch-g-PGMA and the PHBV matrix.
Maliger et al. [216] have reported on a compatible blend of starch and polyester through reactive extrusion using maleic anhydride (MA) and dicumyl peroxide (DCP) as compatilizer and initiator, respectively. It was found that distributing di-isocyanate in the polyester phase prior to blending resulted in better mechanical properties than distribution in starch phase [194, 196].
4.6 Development of Starch-Based Composites
4.6.1 Starch/Mineral Filler Composites
The introduction of inorganic fillers to the matrix of starch-based materials can increase its strength and stiffness and sometimes creates special properties, originating from the synergetic effect between the component materials. Among inorganic compounds, special attention has been paid to clay because of their small particle size and intercalation properties. An increase of 50 % in the modulus for starch/calcined kaolin composite containing kaolin when compared with a sample prepared without calcined kaolin, was observed [217]. Dynamic mechanical analyses showed that the composite films gave rise to three relaxation processes, attributable to a transition of the glassy state of the glycerol-rich phase, to water loss including the interlayer water from the clay structure, and to the starch-rich phase.
Plasticized starch/clay composite films can be prepared by casting aqueous solutions containing oxidized corn-starch [218]. Different concentrations of glycerol as a plasticizer and 5 % clay on the basis of dry starch were investigated. Both montmorillonite (MMT) and organically modified montmorillonite (OMMT) were utilized to reinforce the thermoplastic acetylated starch (TPAS) composite [219]. After the addition of layered silicates, the restriction of the motion of the intercalated acetylated starch molecular chains by the clay layer sheets led to an increase in melt viscosity and equilibrium torque. As expected, the tensile strength and storage modulus of the TPAS composite were remarkably enhanced due to the interaction of layered silicates with the TPAS matrix, but the thermal stability of the TPAS composite was not obviously improved. The greater reinforcing effect of OMMT than that of MMT could be attributed to the better dispersion of OMMT in the TPAS matrix, resulting from the larger distance between OMMT layers after the modification by organic ammonium cations with long alkyl chains. Clay has also been widely used in starch-based compression moulded products (see Sect. 4.4.4).
4.6.2 Starch/Cellulose Fibre Composites
Cellulose has been widely used in polymeric composites to improve mechanical properties. Hydrophilic cellulose fibers are very compatible with starch-based materials. An almost linear relationship between fiber content and the tensile properties was found [220]. The unidirectional and crossed-ply arrangements act important role during processing [221]. During loading the acoustic emission (AE) was recorded. Burst type AE signal characteristics (amplitude, width) were traced to the failure mechanisms and supported by fractographic inspection. The mechanical response and failure mode of the composites strongly depended on the flax content and the flax fiber lay-up. The flax fiber reinforcement increased the tensile modulus of the pure starch by several orders of amplitude.
Unripe coconut fibers were used as fillers in a biodegradable polymer matrix of starch/ethylene vinyl alcohol (EVOH)/glycerol [222]. At low fiber content, blends were more flexible, with higher tensile strength oberved than at higher fiber levels. The temperature at the maximum degradation rate slightly shifted to lower values as fiber content increased. Comparing blends with and without fibers, there was no drastic change in melt temperature of the matrix with increase of fiber content, indicating that fibers did not lead to significant changes in crystalline structure. The micrographs of the tensile fractured specimens showed a large number of holes resulting from fiber pull-out from the matrix, which is indicative of poor adhesion between fiber and matrix. Rosa et al. [223] studied the coir fibers treated by three ways, namely washing with water, alkali treatment (mercerization) and bleaching, incorporated in starch/ethylene vinyl alcohol copolymers (EVOH) blends. All treatments produced surface modifications and improved the thermal stability of the fibers and consequently of the composites. The mercerization improved fiber–matrix adhesion, allowing an efficient stress transfer from the matrix to the fibers. The increased adhesion between fiber and matrix was also observed by SEM. Treatment with water also improved values of Young’s modulus which were increased by about 75 % as compared to the blends without the fibers. Lee et al. [224] prepared biodegradable composites of cellulose diacetate and starch. Epoxidized soybean oil, as a lubricant, and triacetine, as a plasticizer, were added to the composites.
Colloidal suspension of cottonseed linter cellulose crystallite was used as a filler to reinforce glycerol plasticized starch [225]. The cellulose crystallites, having lengths of 350 ± 70 nm and diameters of 40 ± 8 nm on average, were prepared from cottonseed linters by acid hydrolysis. It was found that the strong interactions between fillers and between the filler and starch matrix play a key role in reinforcing the resulting composites. Incorporating cottonseed linter cellulose crystallites into starch matrix leads to an improvement in water resistance for the resulting bio-composites.
Comparing with glycerol-plasticized thermoplastic pea starch (TPS)/carboxymethyl cellulose (CMC) and TPS/microcrystalline cellulose (MC) composites [226], scanning electron microscope (SEM) showed that there was good adhesion between starch and CMC or MC, but these superfluous cellulose derivatives resulted in the conglomeration in TPS matrix. MC increased the thermal stability, while CMC impaired it. DMTA revealed that the addition of CMC or MC enhanced the storage modulus and the glass transition temperature of the composites. At the low contents of cellulose derivatives (<9 wt %), the greater the content of CMC or MC, the greater the tensile strength of the composite. The values of WVP decreased with the increasing of cellulose derivatives. TPS/MC composites exhibited improved water vapor barrier properties than TPS/CMC composites. Coconut, sisal and jute fibers were added as reinforcement materials in a biodegradable polymer matrix comprised of starch/gluten/glycerol [227]. Addition of lignocellulosic fibers in the matrix decreased the water absorption at equilibrium.
Alvarez et al. [228] developed biodegradable composites based on cellulose derivatives/starch blends reinforced with sisal short fibers, by injection molding. The addition of sisal fibers to the polymeric matrix promotes a significant improvement in creep resistance of the composite. The composites with different fiber content, ranging from 5 to 20 wt %, showed a significant increase in the crack initiation resistance under quasistatic loading [229]. This was caused by the incorporation of sisal fibers to the matrix and the development of failure mechanisms induced by the presence of the fibers. On the other hand, a modest increase in resistance to crack initiation with fiber loading was detected. An improved fracture behaviour was also observed when the impact loading was parallel to the thickness direction. The composites exhibited higher values of ductility index, energy at initiation and total fracture energy than the plain matrix.
Recently, bacterial cellulose, produced by Acetobacter Xylinum, was used as reinforcement in composite materials with a starch thermoplastic matrix [230]. The composites prepared with bacterial cellulose displayed better mechanical properties than those with vegetable cellulose fibers.
4.7 Development of Starch-Based Nano-Composites
The interest in new nanoscale fillers has rapidly grown in the last two decades, since it was discovered that a nanostructure could be built from a polymer and layered nano-filler, such as nanoclay. This new technique has been widely used in starch-based materials.
4.7.1 Reinforcement by Nano-Fillers
Montrorillonite (MMT) is the most popular filler used for developing thermoplastic starch (TPS)/clay nanocomposites. Nanocomposites showed a significant improvement in tensile properties compared to the pure matrix [231]. Natural montrorillonite and organically modified MMT with methyl tallow bis-2-hydroxyethyl ammonium cations located in the silicate gallery (Cloisite 30B) were evaluted in starch-based nanocomposite [232]. It was observed that the TPS/Cloisite Na+ nanocomposites showed higher tensile strength and thermal stability, better barrier properties to water vapor than the TPS/Cloisite 30B nanocomposites, as well as the pristine TPS, due to the formation of the intercalated nanostructure. Pérez et al. [233] compared three different clays (Cloisite Na+, Cloisite 30B and Cloisite 10A) and found the best properties were achieved with Cloisite 10A due to their greatest compatibility with the matrix.
Modified kaolinite/carboxymethyl starch (CMS) nanocomposite was synthesized with a displacement method with dimethyl sulfoxide modified kaolinite as an intermediate [234]. The analyses showed that kaolinite was dispersed as nanometer-scale segments, in the CMS matrix. Several starch/poly(vinylalcohol)/montmorillonite nanocomposites have been subjected to surface modification by physical treatments such as dielectric barrier discharge (DBD) exposure and coating with proteins (albumin) or polysaccharides (chitosan), for improving their biocompatibility [235]. It has been established that enhancement of the surface characteristics depends on the type and number of incorporated nanoparticles as well as on the treatment applied. Coupling of DBD exposure and coating techniques appears to be highly efficient. Zhang et al. [236] found that the increase in d-spacing of organically modified clay was due to starch molecular intercalation while the increase in d-spacing of pristine clay was mostly caused by glycerol intercalation because of the narrow valid d-spacing of pristine clay and special ring-like monomer of starch.
Various techniques have been developed to modify MMT, in particular to exfoliate clay. Liao et al. [237] produced nanocomposites from metallocene polyethylene-octene elastomer (POE), montmorillonite and starch. It was found that organophillic clay could be well dispersed into acrylic acid grafted polyethylene-octene elastomer (POE-g-AA) in nanoscale sizes since cetyl pyridium chloride was partially compatible with POE-g-AA and allows POE-g-AA chains to intercalate into clay layers. The new partly biodegradable POE-g-AA/clay/starch hybrid could obviously improve the elongation and the tensile strength at break of the POE-g-AA/starch hybrid since the former can give the smaller starch phase size and nanoscale dispersion of silicate layers in the polymer matrix. Mathew et al. [238] reported nanocomposite materials using sorbitol plasticized waxy maize starch as matrix and tunicin whiskers as the reinforcement. The nanocomposites exhibit good mechanical strength due to the strong interaction between tunicin whiskers, matrix, plasticizer (sorbitol), and water, and due to the ability of the cellulose filler to form a rigid three-dimensional network. A decrease in crystallinity of the amylopectin phase is observed at high filler loads, due to the resistance to chain rearrangement imposed by the whiskers. The mechanical strength increased proportionally with filler loads, showing an effective stress transfer from the matrix to the whiskers.
Plasticizers used for TPS can also exfoliate clay during processing. Maksimov et al. [239] investigated an unmodified-montmorillonite (MMT)-filled nanocomposite based on plasticized starch. It is found that the resistance to water permeation of plasticized starch can be improved considerably by introducing a rather small amount of the filler into it. Ma et al. [240] prepared thermoplastic starch/montmorillonite nanocomposites plasticized by sorbitol. Dai et al. [241] reported that N-(2-Hydroxyethyl) formamide (HF) was synthesized efficiently and used as a new additive to prepare TPS/MMT. HF acted as both plasticizer for TPS and swelling agent for MMT. Two steps extrusion processing was developed to prepare TPS/glycerol modified-montmorillonite (GMMT) nanocomposites [242]. Glycerol can enlarge the d-spacing and destruct the multilayer structure of MMT) effectively using high speed emulsifying machine in the first modification step. So the enlarged d-spacing and destructed platelets of MMT are favorable to form intercalated or exfoliated TPS/GMMT nanocomposites in the second melt extrusion processing. In addition, citric acid (CA) can increase the plasticization of TPS and dispersion of MMT in nanocomposites effectively. Majdzadeh-Ardakani et al. [243] studied the starch/clay nanocomposites prepared via solution casting method and the effects of starch source, clay cation, glycerol content, and mixing mode on clay intercalation and Young’s modulus of nanocomposites. Nanocomposites prepared with MMT modified with citric acid demonstrated the highest Young’s modulus compared to pristine MMT and organoclay. A combined mechanical and ultrasonic mixing mode led to an extensive dispersion of silicate layers and thus the highest Young modulus in nanocomposites. Schlemmer et al. [244] reported starch and clay nanocomposite plasticized by pequi (Caryocar brasiliense) oil. Exfoliation is the predominant mechanism of clay dispersion for low filler loading. X-ray diffraction and transmission electron microscopy demonstrated that plasticizer could enlarge the d-spacing and destruct the layered structure of MMT effectively during the pre-processing of MMT [245]. The enlarged d-spacing and fragmentized platelets of glycerol activated-MMT were a precondition to form intercalated or exfoliated TPS-based nanocomposites during the melt extrusion processing. These highly dispersive and compatible TPS/activated-MMT nanocomposites had increased thermal stability and tensile properties as compared with non-activated composites.
Ren et al. [246] developed TPS and nanocomposite (TPS/OMMT) with 15 % carbamide, 15 % ethanolamine and different contents of organic activated montmorillonite (OMMT) by twin-screw extruder. Scanning electron microscope revealed that the lower contents of OMMT could disperse well in the matrixes of TPS. The carbamide, ethanolamine and the OMMT could destroy the crystallization behavior of starch, but only the OMMT restrained this behavior for long-term storing. Tensile strength and modulus of TPS/OMMT nanocomposites were better than those of TPS, while the elongation at break was descended with the increasing of OMMT contents. Zeppa et al. [247] investigated nanocomposites based on starch, glycerol and a urea/ethanolamine mixture. The significant reduction of oxygen permeability obtained with natural montmorillonite was related to the high dispersion state of this clay. For urea–ethanolamine composites, specific compatibilizer/clay interactions led to an improvement again in the barrier properties. Similarly Cyras et al. [248] reported glycerol-plasticized starch/clay nanocomposites films from potato starch and three different loadings of montmorillonite aqueous suspensions.
Dean et al. [111] studied a series of gelatinized starch–clay nanocomposites which exhibit intercalated and exfoliated structures. Various nanoclay dispersions were prepared (either by standard mixing or through the use of ultrasonics) prior to their combination with a high amylose content starch, using high-speed mixing and extrusion technology. A range of plasticiser levels were evaluated in conjunction with different unmodified nanoclays (sodium montmorillonite (Na-MMT) and fluorohectorite (Na-FHT)) having different cationic exchange capacities. It was shown that an optimum level of both plasticiser and nanoclay existed to produce a gelatinized starch film with the highest levels of exfoliation, resulting in superior properties. The use of ultrasonics was only advantageous in terms of clay dispersions at medium clay concentrations in the Na-MMT nanocomposites and higher clay concentrations in the Na-FHT, most probably due to the difference in cationic exchange capacity; however when the level of clay, water and starch was optimised an exfoliated structure was produced via standard mixing which exhibited comparable improvements in mechanical properties to ultrasonically treated samples. Dean et al. [249] also reported a series of thermoplastic starch/PVOH/montmorillonite micro- and nanocomposites. Fourier transform infrared spectra of the thermoplastic starch and starch nanocomposites showed a number or variants in H-bonding between starch chains, PVOH and Na-MMT during extrusion processing. The addition of small amounts of PVOH to the starch nanocomposite produced a very ordered intercalated structure. The relative concentrations of PVOH and Na-MMT could be directly correlated to changes in intergallery spacings. Although good dispersion of clay platelets was important in improving mechanical properties in these nanocomposites, the interfacial interactions of filler and matrix played just as important a role (the more agglomerated composites) containing both Na-MMT and PVOH, which showed significant increases in tensile strength and tensile modulus as compared to the more well dispersed composites without PVOH. The improvements in properties were attributed to both interfacial interactions.
Mondragón et al. [250] used unmodified and modified natural rubber latex (uNRL and mNRL) to prepare thermoplastic starch/natural rubber/montmorillonite type clay (TPS/NR/Na+-MMT) nanocomposites by twin-screw extrusion. Transmission electron microscopy showed that clay nanoparticles were preferentially intercalated into the rubber phase. Elastic modulus and tensile strength of TPS/NR blends were dramatically improved as a result of rubber modification. Properties of blends were almost unaffected by the dispersion of the clay except for the TPS/mNR blend loading 2 % MMT. This was attributed to the exfoliation of the MMT.
The performance of the TPS/MMT nanocomposities using different kinds of starch have been studied. Nejad et al. [251] developed nanocomposites through the melt intercalation of nanoclays and starch esters from high amylose starch. Starch acetates (SAs) and starch propionates (SPs) were tested in combination with glycerol triacetate (triacetin) as a plasticizer for concentrations up to 30 and 20 wt %, respectively, with different types of organomodified and unmodified montmorillonites (MMTs). Mondragon et al. [252] used three types of maize starch with different amounts of amylose and amylopectin to prepare plasticized starch/clay nanocomposite films by casting. The plasticized waxy starch molecules were the easiest of them all to be intercalated/exfoliated, which was reflected in the highest increment of the stress at peak of these nanocomposites. Moreover, the lowest water uptake was showed by the plasticized high-amylose starch/clay nanocomposites. It was concluded that varying contents of amylose and amylopectin influenced the formation of intercalated/exfoliated clay structures and also affected the interactions of clay with water. Zeppa et al. [247] investigated nanocomposites based on potato starch, glycerol and a urea/ethanolamine mixture. The significant reduction of oxygen permeability obtained with natural montmorillonite was related to the high dispersion state of this clay. For urea–ethanolamine composites, specific compatibilizer/clay interactions led to an improvement again in the barrier properties. Similarly Cyras et al. [248] developed glycerol-plasticized starch/clay nanocomposites films from potato starch and three different loadings of montmorillonite aqueous suspensions.
Other nano-fillers have also investigated. Cao et al. [253] reported the utilization of multiwalled carbon nanotubes (MWCNTs) as filler-reinforcement to improve the performance of plasticized starch (PS). The PS/MWCNTs nanocomposites were prepared by a simple method of solution casting and evaporation. The results indicated that the MWCNTs dispersed homogeneously in the PS matrix and formed strong hydrogen bonding with PS molecules. Besides the improvement of mechanical properties, the incorporation of MWCNTs into the PS matrix also led to a decrease in the water sensitivity of the PS-based materials.
4.7.2 Reinforcement by Nano-Fibres
More recently, various nano-fibre reinforced nanocomposites have been developed. Viguié et al. [254] developed nanocomposite films processed from a filler and a matrix having the same nature: waxy maize starch. The filler consists of nanoplatelet-like starch particles obtained as an aqueous suspension by acid hydrolysis of starch granules and the matrix was prepared by plasticization and disruption of starch granules with water and sorbitol. Nanocomposite films were obtained by casting and evaporating the mixture of the aqueous suspension of starch nanocrystals with the gelatinized starch. The resulting films were conditioned before testing and the effect of accelerated ageing in a moist atmosphere was investigated. Similarly, García et al. [255] reported nanocomposites of cassava starch reinforced with waxy starch nanocrystals. The materials showed a 380 % increase of the rubbery storage modulus and a 40 % decrease in the water vapor permeability. X-ray spectra show that the composite was more amorphous than the neat matrix, which was attributed to higher equilibrium water content in the composites. TGA confirmed this result and its thermal derivative suggested the formation of hydrogen bonding between glycerol and the nanocrystals. The reinforcing effect of starch nanocrystals was attributed to strong filler/matrix interactions due to the hydrogen bonding. The decrease of the permeability suggests that the nanocrystals were well dispersed, with few filler/filler interactions.
Cao et al. [256] developed nanocomposite films from a mixed suspension of hemp cellulose nanocrystals (HCNs) and thermoplastic starch by the casting. The cellulose nanocrystals dispersed in the TPS matrix homogeneously and resulted in an increase in the glass-transition temperature, which was ascribed to the fact that the flexibility of the starch molecular chains in the starch-rich phase was reduced because of the strong intermolecular interactions between the starch and stiff HCNs. The films exhibited significant increases in the tensile strength and Young’s modulus with increasing HCN content. In addition to the improvement in mechanical properties, the incorporation of HCNs into the PS matrix also led to a decrease in the water sensitivity of the final composite materials. Therefore, the HCNs played an important role in improving the mechanical properties and water resistance of the starch-based materials. Kaushik et al. [257] characterized the properties of cellulose nanofibril/TPS based nanocomposites. The cellulose nanofibrils were extracted from wheat straw using steam explosion, acidic treatment and high shear mechanical treatment. These nanofibrils were dispersed in thermoplastic starch using a Fluko high shear mixer in varying proportions and films were casted out of these nanocomposites. The fiber diameter was in the range from 30 to 70 nm. TGA depicted an increasing in residue left with increase in cellulose nanofibrils content. Mechanical properties increased with nanofiber concentration. Barrier properties also improved with addition of nanofillers up to 10 % but further addition deteriorated properties due to possible fiber agglomeration.
Grande et al. [258] reported a bioinspired bottom-up process to produce self-assembled nanocomposites of cellulose synthesized by Acetobacter bacteria and native starch. This process takes advantage of the way some bacteria extrude cellulose nanofibres and of the transport process that occurs during the gelatinization of starch. Potato and corn starch were added into the culture medium and partially gelatinized in order to allow the cellulose nanofibrils to grow in the presence of a starch phase. The bacterial cellulose (BC)–starch gels were hot pressed into sheets that had a BC volume fraction higher than 90 %. During this step starch was forced to further penetrate the BC network.
Teixeira et al. [259] reported that cellulose cassava bagasse nanofibrils (CBN) were used as reinforcing nanoparticles in a thermoplastic cassava starch matrix plasticized using either glycerol or a mixture of glycerol/sorbitol (1:1) as plasticizer through a melting process. The tensile tests depend on the nature of the plasticizer employed. For the glycerol-plasticized matrix-based composites, it was limited especially due to additional plasticization by sugars originating from starch hydrolysis during the acid extraction. This effect was evidenced by the reduction of glass vitreous temperature of starch after the incorporation of nanofibrils in TPSG and by the increase of elongation at break in tensile test. On the other hand, for glycerol/sorbitol plasticized nanocomposites the transcrystallization of amylopectin in nanofibrils surface hindered good performances of CBN as reinforcing agent for thermoplastic cassava starch. The incorporation of cassava bagasse cellulose nanofibrils in the thermoplastic starch matrices has resulted in a decrease of its hydrophilic character especially for glycerol plasticized sample.
4.8 Summary
Blending and compositing have been successfully used in starch-based materials. Starch was initially used a fillers blended with various polymers, especially with polyolefin. Blending starch with biodegradable polymers has attracted more and more attention. The interest in new nanoscale fillers has rapidly grown since it was discovered that a nanostructure could be built from a polymer and a layered nanoclay. These new nanocomposites show dramatic improvement in mechanical properties with low filler content. Cellulose is the major substance obtained from vegetable fibers, and applications for cellulose fiber-reinforced polymers have again come to the forefront with the focus on renewable feedstocks. Hydrophilic cellulose fibers are very compatible with most natural polymers.
In practice, the techniques of blending, compositing and nano-reinforcement are often used together. Thermoplastic starch/poly(vinyl alcohol) (PVOH)/clay nanocomposites exhibited the intercalated and exfoliated structures [260]. Montmorillonite (MMT) with three types of cation or modifier (Na+, alkyl ammonium ion, and citric acid) was examined. The prepared nanocomposites with modified montmorillonite indicated a mechanical improvement in the properties, in comparison with pristine MMT.
Liao et al. [261] reported biodegradable nanocomposites prepared from poly(lactic acid) (PLA) or acrylic acid grafted poly(lactic acid) (PLA-g-AA), titanium tetraisopropylate, and starch. Arroyo et al. [262] reported that thermoplastic starch (TPS) and polylactic acid (PLA) were compounded with natural montmorillonite (MMT). The TPS can intercalate the clay structure and that the clay was preferentially located in the TPS phase or at the blend interface. This led to an improvement in tensile modulus and strength, but a reduction in fracture toughness.
Multilayer co-extrusion is another technique used in the preparation of starch/synthetic sheets or films [164, 263–266], in which TPS is laminated with appropriate biodegradable polymers to improve the mechanical, water-resistance and gas-barrier properties of final products. These products have shown potential for applications such as food packaging and disposable product manufacture. Three-layer co-extrusion is most often practiced, in which a co-extrusion line consists of two single-screw extruders (one for the inner starch layer and the other for the outer polymer layers); a feedblock; a coat-hanger-type sheet die; and a three-roll calendering system [164]. Biodegradable polyesters such as PCL [164, 264], PLA [164, 263], and polyesteramide, PBSA and poly(hydroxybutyrate-co-valerate) [164] are often used for the outer layers. These new blends and composites are extending the utilization of starch-based materials into new value-added products.
Abbreviations
- BC:
-
Bacterial cellulose
- MC:
-
Moisture content
- MDI:
-
Methylenediphenyl diisocyanate
- MMT:
-
Montmorillonite
- PBSA:
-
Poly(butylene succinate adipate)
- PCL:
-
Poly(caprolactone
- PFRR:
-
Polymer from renewable recourse
- PHB:
-
Poly(3-hydroxybutyrate)
- PHBV:
-
Polyhydroxybutyrate-valerate
- PLA:
-
Poly(lactic acid)
- REX:
-
Reactive extrusion
- SA:
-
Starch acetate
- TPS:
-
Thermoplastic starch
References
Whistler, R.L., BeMiller, J.N., Paschall, B.F.: Starch: Chemistry and Technology. Academic Press, New York (1984)
Chen, P., Yu, L., Simon, G., Petinakis, E., Dean, K., Chen, L.: J. Cereal Sci. 50, 241–247 (2009)
Blazek, J., Salman, H., Rubio, A.L., Gilbert, E., Hanley, T., Copeland, L.: Carbohydr. Polym. 75, 705–711 (2009)
French, D.: Organization of starch granules. In: Whistler, R.L., Bemiller, J.N., Parschall, E.F. (eds.) Starch, Chemistry and Technology, pp. 183–247. Academic Press, New York (1984)
Qi, X., Tester, R.F., Snape, C.E., Yuryev, V., Wasserman, L.A., Ansell, R.: J. Cereal Sci. 39, 57–66 (2004)
Cameron, R.E., Donald, A.M.: Polymer 33, 2628–2635 (1992)
Kozlov, S., Noda, T., Bertoft, E., Yuryev, V.: J. Therm. Anal. Calorim. 86, 291–301 (2006)
Liu, H., Xie, F., Yu, L., Chen, L., Li, L.: Prog. Polym. Sci. 34, 1348–1368 (2009)
Atwell, W.A., Hood, L.F., Lineback, D.R., Varrianomarston, E., Zobel, H.F.: Cereal Foods World 33, 306–311 (1988)
Lelievre, J.: J. Appl. Polym. Sci. 18, 293–296 (1974)
Sullivan, J.W., Johnson, J.A.: Cereal Chem. 41, 73–77 (1964)
Yu, L., Christie, G.: Carbohydr. Polym. 46, 179–184 (2001)
Biliaderis, C.G., Page, C.M., Slade, L., Sirett, R.R.: Carbohydr. Polym. 5, 367–389 (1985)
Svensson, E., Eliasson, A.-C.: Carbohydr. Polym. 26, 171–176 (1995)
Lelievre, J.: Polymer 17, 854–858 (1976)
Russell, P.L.: J. Cereal Sci. 6, 133–145 (1987)
Olkku, J., Rha, C.: Food Chem. 3, 293–317 (1978)
Wang, S.S., Chiang, W.C., Zhao, B., Zheng, X.G., Kim, I.H.: J. Food Sci. 56, 121–124 (1991)
Lai, L.S., Kokini, J.L.: Biotechnol. Prog. 7, 251–266 (1991)
Donovan, J.W.: Biopolymers 18, 263–275 (1979)
Levine, H., Slade, L.: Influences of the glassy and rubbery states on the thermal, mechanical and structural properties of doughs and baked products. In: Faridi, H., Faubion, J.M. (eds.) Dough Rheology and Baked Product Texture, pp. 157–330. Van Nostrand Reinhold, New York (1990)
Kokini, J.L., Baumann, G.C., Bresslauer, K., Chedid, L.L., Herh, P., Lai, L.S.: A kinetic model for starch gelatinization and effect of starch/protein interactions on rheological properties of 98 % amylopectin and amylose rich starches. In: Spiess, W.E.L., Schubert, H. (eds.) Engineering and Foods, Advanced Process, pp. 109–121. Elsevier/Applied Science Publishers, New York (1990)
Herh, P.K., J.L. Kokini: The effect of pressure on gelatinization of starch using small amplitude oscillatory measurements under pressure. Paper presented at the proceedings of the institute of food technologists 51st annual meeting Anaheim, CA
Wunderlich, B.: The basis of thermal analysis. In: Turi, E.A. (ed.) Thermal Characterization of Polymeric Materials, pp. 92–234. Academic Press, New York (1981)
Burros, B.C., Young, L.A., Carroad, P.A.: J. Food Sci. 52, 1372–1376 (1987)
Wen, L.F., Rodis, P., Wasserman, B.P.: Cereal Chem. 67, 268–275 (1990)
Klingler, R.W., Meuser, F., Niediek, E.A.: Starch–Stärke 38, 40–44 (1986)
Colonna, P., Doublier, J.L., Melcion, J.P., Demonredon, F., Mercier, C.: Cereal Chem. 61, 538–543 (1984)
Liu, P., Yu, L., Liu, H., Chen, L., Li, L.: Carbohydr. Polym. 77, 250–253 (2009)
Xie, F., Liu, W.-C., Liu, P., Wang, J., Halley, P.J., Yu, L.: Starch–Stärke 62, 350–357 (2010)
Liu, P., Yu, L., Wang, X., Li, D., Chen, L., Li, X.: J. Cereal Sci. 51, 388–391 (2010)
Ma, X.F., Yu, J.G., Wan, J.J.: Carbohydr. Polym. 64, 267–273 (2006)
Yang, J.-h., Yu, J.-g., Ma, X.-f.: Starch—Stärke 58, 330–337 (2006)
Yang, J.-h., Yu, J.-g., Ma, X.-f.: Carbohydr. Polym. 66, 110–116 (2006)
Yang, J.-H., Yu, J.-G., Ma, X.-F.: Carbohydr. Polym. 63, 218–223 (2006)
Follain, N., Joly, C., Dole, P., Roge, B., Mathlouthi, M.: Carbohydr. Polym. 63, 400–407 (2006)
Thuwall, M., Boldizar, A., Rigdahl, M.: Carbohydr. Polym. 65, 441–446 (2006)
Keszei, S., Szabó, A., Marosi, G., Anna, P., Nagy, S.: Macromolecular Symposia 239, 101–104 (2006)
Ma, X.F., Yu, J.G., Ma, Y.B.: Carbohydr. Polym. 60, 111–116 (2005)
Ma, X., Yu, J.: J. Appl. Polym. Sci. 93, 1769–1773 (2004)
Rodriguez-Gonzalez, F.J., Ramsay, B.A., Favis, B.D.: Carbohydr. Polym. 58, 139–147 (2004)
Ma, X., Yu, J.: Carbohydr. Polym. 57, 197–203 (2004)
Yu, J.G., Wang, N., Ma, X.F.: Starch-Starke 57, 494–504 (2005)
Teixeira, E.D., Da Roz, A.L., de Carvalho, A.J.F., Curvelo, A.A.D.: Macromolecular Symposia 229, 266–275 (2005)
Ma, X.F., Yu, J.G., Jin, F.: Polym. Int. 53, 1780–1785 (2004)
Ma, X.F., Yu, J.G.: Acta Polymerica Sinica, 240–245 (2004)
Stepto, R.F.T.: Macromolecular Symposia 245–246, 571–577 (2006)
Stepto, R.F.T.: Macromolecular Symposia 201, 203–212 (2003)
Onteniente, J.-P., Abbès, B., Safa, L.H.: Starch–Stärke 52, 112–117 (2000)
Soest, J.J.G.V., Borger, D.B.: J. Appl. Polym. Sci. 64, 631–644 (1997)
Stepto, R.F.T.: Polym. Int. 43, 155–158 (1997)
Teixeira, E.M., Da Róz, A.L., Carvalho, A.J.F., Curvelo, A.A.S.: Carbohydr. Polym. 69, 619–624 (2007)
Da Roz, A.L., Carvalho, A.J.F., Gandini, A., Curvelo, A.A.S.: Carbohydr. Polym. 63, 417–424 (2006)
Forssell, P.M., Mikkilä, J.M., Moates, G.K., Parker, R.: Carbohydr. Polym. 34, 275–282 (1997)
Shi, R., Zhang, Z., Liu, Q., et al.: Carbohydr. Polym. 69, 748–755 (2007)
Zhang, S.-D., Zhang, Y.-R., Zhu, J., Wang, X.-L., Yang, K.-K., Wang, Y.-Z.: Starch–Stärke 59, 258–268 (2007)
Carvalho, A.J.F., Zambon, M.D., Curvelo, A.A.S., Gandini, A.: Polym. Degrad. Stab. 79, 133–138 (2003)
Altskär, A., Andersson, R., Boldizar, A., et al.: Carbohydr. Polym. 71, 591–597 (2008)
Wiedmann, W., Strobel, E.: Starch-Stärke 43, 138–145 (1991)
González, R.J., Torres, R.L., De Greef, D.M., Guadalupe, B.A.: J. Food Eng. 74, 96–107 (2006)
Walia, P.S., Lawton, J.W., Shogren, R.L., Felker, F.C.: Polymer 41, 8083–8093 (2000)
Della Valle, G., Buleon, A., Carreau, P.J., Lavoie, P.A., Vergnes, B.: J. Rheol. 42, 507–525 (1998)
Aichholzer, W., Fritz, H.-G.: Starch-Stärke 50, 77–83 (1998)
Della Valle, G., Colonna, P., Patria, A., Vergnes, B.: J. Rheol. 40, 347–362 (1996)
Valle, G.D., Boché, Y., Colonna, P., Vergnes, B.: Carbohydr. Polym. 28, 255–264 (1995)
Willett, J.L., Jasberg, B.K., Swanson, C.L.: Polym. Eng. Sci. 35, 202–210 (1995)
Lai, L.S., Kokini, J.L.: J. Rheol. 8, 1245–1266 (1990)
Valle, G.D., Vergnes, B., Tayeb, J.: Entropie 169, 59–63 (1992)
Kokini, J.L., Chang, C.N., Lai, L.S.: The role of rheological properties on extrudate expansion. In: Kokini, J.L., Ho, C.T., Karwe, M.V. (eds.) Food Extrusion Science and Technology, pp. 631-652. Marcel Dekker, New York (1992)
Tester, R.F., Morrison, W.R.: Cereal Chem. 69, 258–262 (1992)
Willett, J.L., Millard, M.M., Jasberg, B.K.: Polymer 38, 5983–5989 (1997)
Xie, F., Yu, L., Su, B.et al.: J. Cereal Sci. 49, 371–377 (2009)
Zamudio-Flores, P.B., Vargas-Torres, A., Pérez-González, J., Bosquez-Molina, E., Bello-Pérez, L.A.: Starch-Stärke 58, 274–282 (2006)
Parandoosh, S., Hudson, S.M.: J. Appl. Polymer Sci. 48, 787–791 (1993)
Otey, F.H., Westhoff, R.P., Russell, C.R.: Product R&D 16, 305–308 (1977)
Cinelli, P., Chiellini, E., Gordon, S.H., Imam, S.H.: Macromolecular Symposia 197, 143–155 (2003)
Pareta, R., Edirisinghe, M.J.: Carbohydr. Polym. 63, 425–431 (2006)
Yavuz, H., Babaç, C.: J. Polym. Environ. 11, 107–113 (2003)
Mali, S., Sakanaka, L.S., Yamashita, F., Grossmann, M.V.E.: Carbohydr. Polym. 60, 283–289 (2005)
Lawton, J.W.: Carbohydr. Polym. 29, 203–208 (1996)
Bengtsson, M., Koch, K., Gatenholm, P.: Carbohydr. Polym. 54, 1–11 (2003)
Chen, L., Imam, S.H., Gordon, S.H., Greene, R.V.: J. Environ. Polym. Degrad. 5, 111–117 (1997)
Chen, L., Imam, S.H., Stein, T.M., Gordon, S.H., Hou, C.T., Greene, R.V.: Am. Chem. Soc., Polym. Prepr., Div. Polym. Chem. 37, 461–462 (1996)
Cyras, V.P., Zenklusen, M.C.T., Vazquez, A.: J. Appl. Polym. Sci. 101, 4313–4319 (2006)
Jayasekara, R., Harding, I., Bowater, I., Christie, G.B.Y., Lonergan, G.T.: J. Polym. Environ. 11, 49–56 (2003)
Jayasekara, R., Harding, I., Bowater, I., Christie, G.B.Y., Lonergan, G.T.: Polym. Test. 23, 17–27 (2004)
Kampeerapappun, P., Aht-ong, D., Pentrakoon, D., Srikulkit, K.: Carbohydr. Polym. 67, 155–163 (2007)
Khan, M.A., Bhattacharia, S.K., Kader, M.A., Bahari, K.: Carbohydr. Polym. 63, 500–506 (2006)
Lawton, J.W., Fanta, G.F.: Carbohydr. Polym. 23, 275–280 (1994)
Lee, W.-J., Youn, Y.-N., Yun, Y.-H., Yoon, S.-D.: J. Polym. Environ. 15, 35–42 (2007)
Mali, S., Grossmann, M.V.E., García, M.A., Martino, M.N., Zaritzky, N.E.: Carbohydr. Polym. 56, 129–135 (2004)
Ramaraj, B.: J. Appl. Polym. Sci. 103, 1127–1132 (2007)
Ramaraj, B.: J. Appl. Polym. Sci. 103, 909–916 (2007)
Rioux, B., Ispas-Szabo, P., Ait-Kadi, A., Mateescu, M.-A., Juhász, J.: Carbohydr. Polym. 50, 371–378 (2002)
Thiré, R.M.S.M., Simão, R.A., Andrade, C.T.: Carbohydr. Polym. 54, 149–158 (2003)
Vorwerg, W., Dijksterhuis, J., Borghuis, J., Radosta, S., Kröger, A.: Starch-Stärke 56, 297–306 (2004)
Wu, Q., Zhang, L.: J. Appl. Polym. Sci. 79, 2006–2013 (2001)
Kalichevsky, M.T., Jaroszkiewicz, E.M., Blanshard, J.M.V.: Polymer 34, 346–358 (1993)
Poutanen, K., Forssell, P.: Trends Polym. Sci. 4, 128–132 (1996)
Shogren, R.L., Swanson, C.L., Thompson, A.R.: Starch-Stärke 44, 335–338 (1992)
Chandra, R., Rustgi, R.: Prog. Polym. Sci. 23, 1273–1335 (1998)
Coffin, D.R., Fishman, M.L.: J. Agric. Food Chem. 41, 1192–1197 (1993)
Pereira, C.S., Cunha, A.M., Reis, R.L., VÁzquez, B., San RomÁn, J.: J. Mater. Sci.: Mater. Med. 9, 825–833 (1998)
Espigares, I., Elvira, C., Mano, J.F., Vázquez, B., San Román, J., Reis, R.L.: Biomaterials 23, 1883–1895 (2002)
Arvanitoyannis, I., Biliaderis, C.G.: Carbohydr. Polym. 38, 47–58 (1999)
Lepeniotis, S., Feuer, B.I., Bronk, J.M.: Chemometr. Intell. Lab. Syst. 44, 293–306 (1998)
Zhai, M., Zhao, L., Yoshii, F., Kume, T.: Carbohydr. Polym. 57, 83–88 (2004)
Tharanathan, R.N.: Trends Food Sci. Technol. 14, 71–78 (2003)
Rindlav-Westling, A., Stading, M., Hermansson, A.-M., Gatenholm, P.: Carbohydr. Polym. 36, 217–224 (1998)
Forssell, P., Lahtinen, R., Lahelin, M., Myllärinen, P.: Carbohydr. Polym. 47, 125–129 (2002)
Dean, K., Yu, L., Wu, D.Y.: Compos. Sci. Technol. 67, 413–421 (2007)
Walenta, E., Fink, H.-P., Weigel, P., Ganster, J., Schaaf, E.: Macromol. Mater. Eng. 286, 462–471 (2001)
Walenta, E., Fink, H.-P., Weigel, P., Ganster, J.: Macromol. Mater. Eng. 286, 456–461 (2001)
Soest, J.J.G.V., Knooren, N.: J. Appl. Polym. Sci. 64, 1411–1422 (1997)
Fishman, M.L., Coffin, D.R., Onwulata, C.I., Konstance, R.P.: Carbohydr. Polym. 57, 401–413 (2004)
Chiang, B.Y., Johnson, J.A.: Cereal Chem. 54, 436–443 (1977)
Fishman, M.L., Coffin, D.R., Onwulata, C.I., Willett, J.L.: Carbohydr. Polym. 65, 421–429 (2006)
Myllymäki, O., Myllärinen, P., Forssell, P., et al.: Packag. Technol. Sci. 11, 265–274 (1998)
Matzinos, P., Tserki, V., Gianikouris, C., Pavlidou, E., Panayiotou, C.: Eur. Polym. J. 38, 1713–1720 (2002)
Matzinos, P., Tserki, V., Kontoyiannis, A., Panayiotou, C.: Polym. Degrad. Stab. 77, 17–24 (2002)
Ratto, J.A., Stenhouse, P.J., Auerbach, M., Mitchell, J., Farrell, R.: Polymer 40, 6777–6788 (1999)
Arévalo-Niño, K., Sandoval, C.F., Galan, L.J., Imam, S.H., Gordon, S.H., Greene, R.V.: Biodegradation 7, 231–237 (1989)
Fanta, G.F., Swanson, C.L., Shogren, R.L.: J. Appl. Polym. Sci. 44, 2037–2042 (1992)
Otey, F.H., Westhoff, R.P., Doane, W.M.: Ind. Eng. Chem. Res. 26, 1659–1663 (1987)
Stenhouse, P.J., Ratto, J.A., Schneider, N.S.: J. Appl. Polym. Sci. 64, 2613–2622 (1997)
van Soest, J.J.G., Essers, P.: J. Macromol. Sci., Part A: Pure Appl. Chem. 34, 1665–1689 (1997)
Shogren, R.L.: Carbohydr. Polym. 19, 83–90 (1992)
Shogren, R.L., Jasberg, B.K.: J. Polym. Environ. 2, 99–109 (1994)
Delville, J., Joly, C., Dole, P., Bliard, C.: Carbohydr. Polym. 49, 71–81 (2002)
Fishman, M.L., Coffin, D.R., Konstance, R.P., Onwulata, C.I.: Carbohydr. Polym. 41, 317–325 (2000)
Yu, L., Christie, G.: J. Mater. Sci. 40, 111–116 (2005)
Sachetto, J.-P., Stepto, R., Zeller, H.: Destructurized starch essentially containing no bridged phosphate groups and process for making same. UK Patent
Abbégs, B., Ayad, R., Prudhomme, J.-C., Onteniente, J.-P.: Polym. Eng. Sci. 38, 2029–2038 (1998)
Funke, U., Bergthaller, W., Lindhauer, M.G.: Polym. Degrad. Stab. 59, 293–296 (1998)
Avérous, L., Fringant, C., Moro, L.: Polymer 42, 6565–6572 (2001)
Averous, L., Boquillon, N.: Carbohydr. Polym. 56, 111–122 (2004)
Ramkumar, D., Vaidya, U.R., Bhattacharya, M., Hakkarainen, M., Albertsson, A.C., Karlsson, S.: Eur. Polymer J. 32, 999–1010 (1996)
Ramkumar, D.H.S., Bhattacharya, M., Vaidya, U.R.: Eur. Polymer J. 33, 729–742 (1997)
Mani, R., Bhattacharya, M.: Eur. Polymer J. 34, 1467–1475 (1998)
Mani, R., Bhattacharya, M.: Eur. Polymer J. 34, 1477–1487 (1998)
Ke, T., Sun, X. J.: Appl. Polym. Sci. 81, 3069–3082 (2001)
Ke, T., Sun, S.X., Seib, P.: J. Appl. Polym. Sci. 89, 3639–3646 (2003)
Sen, A., Bhattacharya, M.: Polymer 41, 9177–9190 (2000)
Sen, A., Bhattacharya, M., Stelson, K.A., Voller, V.R.: Mater. Sci. Eng., A 338, 60–69 (2002)
Mani, R., Bhattacharya, M.: Eur. Polymer J. 37, 515–526 (2001)
Hoseney, R.C., Zeleznak, K., Abdelrahman, A.: J. Cereal Sci. 1, 43–52 (1983)
Tiefenbacher, K.F.: J. Macromol. Sci., Part A: Pure Appl. Chem. 30, 727–731 (1993)
Haas, F., (Vienna, AT), Haas, J., (Klosterneuburg, AT), Tiefenbacher, K., (Vienna, AT).: Process of manufacturing rottable thin-walled starch-based shaped elements. US Patent
Andersen, P.J., (Santa Barbara, CA), Hodson, S.K., (Santa Barbara, CA).: Molded articles having an inorganically filled organic polymer matrix. US Patent
Shogren, R.L., Lawton, J.W., Doane, W.M., Tiefenbacher, K.F.: Polymer 39, 6649–6655 (1998)
Shogren, R.L., Lawton, J.W., Tiefenbacher, K.F., Chen, L.: J. Appl. Polym. Sci. 68, 2129–2140 (1998)
Lawton, J.W., Shogren, R.L., Tiefenbacher, K.F.: Cereal Chem. 76, 682–687 (1999)
Glenn, G.M., Orts, W.J.: Ind. Crops Prod. 13, 135–143 (2001)
Zhou, J., Song, J., Parker, R.: Carbohydr. Polym. 63, 466–475 (2006)
Kiatkamjornwong, S., Surunchanajirasakul, P., Tasakorn, P.: Plast. Rubber Compos. 30, 318–327 (2001)
Shey, J., Imam, S.H., Glenn, G.M., Orts, W.J.: Ind. Crops Prod. 24, 34–40 (2006)
Glenn, G.M., Orts, W.J., Nobes, G.A.R.: Ind. Crops Prod. 14, 201–212 (2001)
Lawton, J.W., Shogren, R.L., Tiefenbacher, K.F.: Ind. Crops Prod. 19, 41–48 (2004)
Shogren, R.L., Lawton, J.W., Tiefenbacher, K.F.: Ind. Crops Prod. 16, 69–79 (2002)
Cinelli, P., Chiellini, E., Lawton, J.W., Imam, S.H.: Polym. Degrad. Stab. 91, 1147–1155 (2006)
Shibata, S., Cao, Y., Fukumoto, I.: Polym. Testing 24, 1005–1011 (2005)
Carr, L., Parra, D., Ponce, P., Lugão, A., Buchler, P.: J. Polym. Environ. 14, 179–183 (2006)
Glenn, G.M., Orts, W.J., Nobes, G.A.R., Gray, G.M.: Ind. Crops Prod. 14, 125–134 (2001)
Martin, O., Schwach, E., Avérous, L., Couturier, Y.: Starch-Stärke 53, 372–380 (2001)
Brown, S.B., Orlando, C.M.: Reactive extrusion. In: Mark, H.F., Bikales, N.M., Overberger, C.G., Menges, G., Kroschwitz, J.I. (eds.) Encyclopedia of Polymer Science and Engineering, pp. 169–189. Wiley, New York (1988)
Carr, M.E., Kim, S., Yoon, K.J., Stanley, K.D.: Cereal Chem. 69, 70–75 (1992)
Yoon, K.J., Carr, M.E., Bagley, E.B.: J. Appl. Polym. Sci. 45, 1093–1100 (1992)
Dellavalle, G., Colonna, P., Tayeb, J.: Starch-Starke 43, 300–307 (1991)
Carr, M.E.: J. Appl. Polym. Sci. 54, 1855–1861 (1994)
Gimmler, N., Lawn, F., Meuser, F.: Starch-Stärke 47, 268–276 (1995)
Wing, R.E., Willett, J.L.: Ind. Crops Prod. 7, 45–52 (1997)
Miladinov, V.D., Hanna, M.A.: Ind. Crops Prod. 11, 51–57 (2000)
Carr, M.E., Cunningham, R.L.: Cereal Chem. 66, 238–243 (1989)
Carr, M.E., Cunningham, R.L.: Abstracts of papers of the American chemical society 203, 562-POLY (1992)
Roth, D.: Continuous process for preparing polyol glycosides. US Patent
Carr, M.E., Wing, R.E., Doane, W.M.: Cereal Chem. 68, 262–266 (1991)
Trimnell, D., Wing, R.E., Carr, M.E., Doane, W.M.: Starch-Starke 43, 146–151 (1991)
Wing, R.E., Carr, M.E., Trimnell, D., Doane, W.M.: J. Control. Release 16, 267–278 (1991)
Trimnell, D., Carr, M.E., Doane, W.M.: Starch-Stärke 43, 146–151 (1991)
Carr, M.E., Wing, R.E., Doane, W.M.: Starch-Stärke 46, 9–13 (1994)
Powers, J., (W.B., MO), Choate, D.G., (Everton, MO), Mcmasters, K.T., (Springfield, MO).: Method of and apparatus for automatically inspecting an exposed and bent lithographic plate. US Patent
Doane, W.M.: Ind. Crops Prod. 1, 83–87 (1992)
Jun, C.L.: J. Polym. Environ. 8, 33–37 (2000)
Dubois, P., Narayan, R.: Macromolecular Symposia 198, 233–244 (2003)
Bossard, F., Pillin, I., Aubry, T., Grohens, Y.: Polym. Eng. Sci. 48, 1862–1870 (2008)
Wool, R.P., Cole, M.A., Peanasky, J.S., Willett, J.L.: Abstracts of papers of the American chemical society 195, 39-MACR (1988)
Bajpai, S.K., Saxena, S.: J. Appl. Polym. Sci. 100, 2975–2984 (2006)
Rodriguez-Gonzalez, F.J., Ramsay, B.A., Favis, B.D.: Polymer 44, 1517–1526 (2003)
StPierre, N., Favis, B.D., Ramsay, B.A., Ramsay, J.A., Verhoogt, H.: Polymer 38, 647–655 (1997)
Oogbobe, Okeke, C.N., Otashu, M.: Indian J. Eng. Mater. Sci. 4, 134–138 (1997)
Lim, S.T., Jane, J.L., Rajagopalan, S., Seib, P.A.: Biotechnol. Prog. 8, 51–57 (1992)
Wu, J., Wen, Q.-Z., Xie, S.-H., Xie, B.-J.: Gaofenzi Cailiao Kexue Yu Gongcheng/Polymeric Materials Science and Engineering 21, 141–144 (2005)
Gupta, B., Revagade, N., Hilborn, J.: Prog. Polym. Sci. 32, 455–482 (2007)
Yu, L., Petinakis, E., Dean, K., Liu, H., Yuan, Q.: J. Appl. Polym. Sci. (2010)
Song, H., Lee, S.Y.: Enzyme Microb. Technol. 39, 352–361 (2006)
Yu, L., Dean, K., Yuan, Q., Chen, L., Zhang, X.M.: J. Appl. Polym. Sci. 103, 812–818 (2007)
Sudesh, K., Abe, H., Doi, Y.: Prog. Polym. Sci. 25, 1503–1555 (2000)
Yu, L., Dean, K., Li, L.: Prog. Polym. Sci. 31, 576–602 (2006)
Ohkita, T., Lee, S.H.: J. Adhes. Sci. Technol. 18, 905–924 (2004)
Nabar, Y., Raquez, J.M., Dubois, P., Narayan, R.: Biomacromolecules 6, 807–817 (2005)
Li, Y.-D., Zeng, J.-B., Wang, X.-L., Yang, K.-K., Wang, Y.-Z.: Biomacromolecules 9, 3157–3164 (2008)
Raquez, J.-M., Nabar, Y., Narayan, R., Dubois, P.: Polym. Eng. Sci. 48, 1747–1754 (2008)
Wang, H., Sun, X.Z., Seib, P.: J. Polym. Environ. 10, 133–138 (2002)
Ke, T.Y., Sun, X.Z.: J. Appl. Polym. Sci. 89, 1203–1210 (2003)
Park, J.W., Im, S.S., Kim, S.H., Kim, Y.H.: Polym. Eng. Sci. 40, 2539–2550 (2000)
Martin, O., Averous, L.: Polymer 42, 6209–6219 (2001)
Willett, J.L., Shogren, R.L.: Polymer 43, 5935–5947 (2002)
Wang, H., Sun, X.Z., Seib, P.: J. Appl. Polym. Sci. 82, 1761–1767 (2001)
Wang, H., Sun, X.Z., Seib, P.: J. Appl. Polym. Sci. 84, 1257–1262 (2002)
Wang, H., Sun, X.Z., Seib, P.: J. Appl. Polym. Sci. 90, 3683–3689 (2003)
Zhang, J.F., Sun, X.Z.: J. Appl. Polym. Sci. 94, 1697–1704 (2004)
Ke, T.Y., Sun, X.Z.S.: J. Polym. Environ. 11, 7–14 (2003)
Shogren, R.L., Doane, W.M., Garlotta, D., Lawton, J.W., Willett, J.L.: Polym. Degrad. Stab. 79, 405–411 (2003)
Zhang, L.L., Deng, X.M., Zhao, S.J., Huang, Z.T.: Polym. Int. 44, 104–110 (1997)
Willett, J.L., Kotnis, M.A., O’Brien, G.S., Fanta, G.F., Gordon, S.H.: J. Appl. Polym. Sci. 70, 1121–1127 (1998)
Maliger, R.B., McGlashan, S.A., Halley, P.J., Matthew, L.G.: Polym. Eng. Sci. 46, 248–263 (2006)
de Carvalho, A.J.F., Curvelo, A.A.S., Agnelli, J.A.M.: Carbohydr. Polym. 45, 189–194 (2001)
Yu, J., Wang, J., Wu, X., Zhu, P.: Starch-Stärke 60, 257–262 (2008)
Qiao, X., Jiang, W., Sun, K.: Starch-Stärke 57, 581–586 (2005)
Nättinen, K., Hyvärinen, S., Joffe, R., Wallström, L., Madsen, B.: Polym. Compos. 31, 524–535 (2010)
Romhány, G., Karger-Kocsis, J., Czigány, T.: Macromol. Mater. Eng. 288, 699–707 (2003)
Rosa, M.F., Chiou, B., Medeiros, E.S., et al.: J. Appl. Polym. Sci. 111, 612–618 (2009)
Rosa, M.F., Chiou, B.-S., Medeiros, E.S., et al.: Bioresour. Technol. 100, 5196–5202 (2009)
Lee, S.Y., Cho, M.S., Nam, J.D., Lee, Y.: Macromolecular Symposia 242, 126–130 (2006)
Lu, Y., Weng, L., Cao, X.: Macromol. Biosci. 5, 1101–1107 (2005)
Ma, X., Chang, P.R., Yu, J.: Carbohydr. Polym. 72, 369–375 (2008)
Corradini, E., Imam, S.H., Agnelli, J.A.M., Mattoso, L.H.C.: J. Polym. Environ. 17, 1–9 (2009)
Alvarez, V.A., Kenny, J.M., Vázquez, A.: Polym. Compos. 25, 280–288 (2004)
Alvarez, V., Vázquez, A., Bernal, C.: Polym. Compos. 26, 316–323 (2005)
Martins, I.M.G., Magina, S.P., Oliveira, L., et al.: Compos. Sci. Technol. 69, 2163–2168 (2009)
Kvien, I., Sugiyama, J., Votrubec, M., Oksman, K.: J. Mater. Sci. 42, 8163–8171 (2007)
Park, H.M., Lee, W.K., Park, C.Y., Cho, W.J., Ha, C.S.: J. Mater. Sci. 38, 909–915 (2003)
Pérez, C.J., Alvarez, V.A., Mondragón, I., Vázquez, A.: Polym. Int. 56, 686–693 (2007)
Zhao, X., Wang, B., Li, J.: J. Appl. Polym. Sci. 108, 2833–2839 (2008)
Pascu, M.C., Popescu, M.C., Vasile, C.: J. Phys. D Appl. Phys. 41, 175407–175407 (2008)
Zhang, Q.X., Yu, Z.Z., Xie, X.L., Naito, K., Kagawa, Y.: Polymer 48, 7193–7200 (2007)
Liao, H., Wu, C.: J. Appl. Polym. Sci. 97, 397–404 (2005)
Mathew, A.P., Thielemans, W., Dufresne, A.: J. Appl. Polym. Sci. 109, 4065–4074 (2008)
Maksimov, R.D., Lagzdins, A., Lilichenko, N., Plume, E.: Polym. Eng. Sci. 49, 2421–2429 (2009)
Ma, X., Yu, J., Wang, N.: Macromol. Mater. Eng. 292, 723–728 (2007)
Dai, H., Chang, P.R., Geng, F., Yu, J., Ma, X.: J. Polym. Environ. 17, 225–232 (2009)
Wang, N., Zhang, X., Han, N., Bai, S.: Carbohydr. Polym. 76, 68–73 (2009)
Majdzadeh-Ardakani, K., Navarchian, A.H., Sadeghi, F.: Carbohydr. Polym. 79, 547–554 (2010)
Schlemmer, D., Angélica, R.S., Sales, M.J.A.: Compos. Struct. 92, 2066–2070 (2010)
Wang, X., Zhang, X., Liu, H., Wang, N.: Starch-Stärke 61, 489–494 (2009)
Ren, P., Shen, T., Wang, F., Wang, X., Zhang, Z.: J. Polym. Environ. 17, 203–207 (2009)
Zeppa, C., Gouanv, F., Espuche, E.: J. Appl. Polym. Sci. 112, 2044–2056 (2009)
Cyras, V.P., Manfredi, L.B., Ton-That, M.-T., Vázquez, A.: Carbohydr. Polym. 73, 55–63 (2008)
Dean, K., My Do, Petinakis, S., Yu, L.: Compos. Sci. Technol. 68, 1453–1462
Mondragón, M., Hernández, E.M., Rivera-Armenta, J.L., Rodríguez-González, F.J.: Carbohydr. Polym. 77, 80–86 (2009)
Nejad, M.H., Ganster, J., Volkert, B.: J. Appl. Polym. Sci. 118, 503-510 (2010)
Mondragon, M., Mancilla, J.E., Rodriguez-Gonzalez, F.J.: Polym. Eng. Sci. 48, 1261–1267 (2008)
Cao, X., Chen, Y., Chang, P.R., Huneault, M.A.: J. Appl. Polym. Sci. 106, 1431–1437 (2007)
Viguié, J., Molina-Boisseau, S., Dufresne, A.: Macromol. Biosci. 7, 1206–1216 (2007)
García, N.L., Ribba, L., Dufresne, A., Aranguren, M.I., Goyanes, S.: Macromol. Mater. Eng. 294, 169–177 (2009)
Cao, X., Chen, Y., Chang, P.R., Stumborg, M., Huneault, M.A.: J. Appl. Polym. Sci. 109, 3804–3810 (2008)
Kaushik, A., Singh, M., Verma, G.: Carbohydr. Polym. 82, 337–345 (2010)
Grande, C.J., Torres, F.G., Gomez, C.M., Troncoso, O.P., Canet-Ferrer, J., Martínez-Pastor, J.: Mater. Sci. Eng., C 29, 1098–1104 (2009)
Teixeira, E., Pasquini, D., Curvelo, A.A.S., Corradini, E., Belgacem, M.N., Dufresne, A.: Carbohydr. Polym. 78, 422–431 (2009)
Majdzadeh-Ardakani, K., Nazari, B.: Compos. Sci. Technol. 70, 1557–1563 (2010)
Liao, H., Wu, C.: J. Appl. Polym. Sci. 108, 2280–2289 (2008)
Arroyo, O.H., Huneault, M.A., Favis, B.D., Bureau, M.N.: Polym. Compos. 31, 114–127 (2010)
Gattin, R., Copinet, A., Bertrand, C., Couturier, Y.: Int. Biodeterior. Biodegradation 50, 25–31 (2002)
Wang, L., Shogren, R.L., Carriere, C.: Polym. Eng. Sci. 40, 499–506 (2000)
Averous, L.: J. Macromol. Sci.-Polym. Rev. C44, 231–274 (2004)
Vidal, R., Martinez, P., Mulet, E., et al.: J. Polym. Environ. 15, 159–168 (2007)
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2013 Springer-Verlag Berlin Heidelberg
About this chapter
Cite this chapter
Yu, L., Liu, X., Petinakis, E., Dean, K., Bateman, S. (2013). Starch Based Blends, Composites and Nanocomposites. In: Thomas, S., Visakh, P., Mathew, A. (eds) Advances in Natural Polymers. Advanced Structured Materials, vol 18. Springer, Berlin, Heidelberg. https://doi.org/10.1007/978-3-642-20940-6_4
Download citation
DOI: https://doi.org/10.1007/978-3-642-20940-6_4
Published:
Publisher Name: Springer, Berlin, Heidelberg
Print ISBN: 978-3-642-20939-0
Online ISBN: 978-3-642-20940-6
eBook Packages: Chemistry and Materials ScienceChemistry and Material Science (R0)