
Abstract
Cutting tool wear is a natural consequence of the engagement of cutting tool and workpiece. This phenomenon can progress in a slower or quicker rate and can be attributed to various reasons, such as abrasion, adhesion, chemical reaction, thermal or mechanical phenomena, depending on machining conditions and material properties of cutting tool and workpiece. As the replacement of worn tools is directly related to the cost of machining processes, it is important to select favorable process parameters in order to avoid high wear rates, especially when machining hard-to-cut materials. The experimental determination of tool wear during machining of various materials is a costly and time-consuming process, as it requires carrying out experiments at several cutting speeds until a tool failure criterion is reached each time. In the present work, a novel method for conducting tool wear experiments at various cutting speeds at a single experiment is proposed and applied to a case of milling an Inconel 718 workpiece. Experiments were performed for three different cutting tools and for cutting speeds in the range of 90–170 m/min, at constant feed rate, axial and radial depth of cut values. The results indicate that the proposed methodology can successfully provide an indication of the performance of various cutting tool types during machining of hard-to-cut materials.
Access provided by Autonomous University of Puebla. Download conference paper PDF
Similar content being viewed by others


Keywords
1 Introduction
Machining processes, such as turning and milling are considered as one of the most important categories of manufacturing processes in industrial practice. These processes are long established, but everyday new challenges are arising for the machinists, as it is required to process new materials, with complex thermophysical behavior or create more complex shapes without increasing considerably the manufacturing costs. One of the most important problems in cutting processes is the wear of cutting tool, directly related to the manufacturing cost. When the wear of the cutting tool exceeds a specific limit, it is replaced by a new cutting tool; tool wear is accelerated, when unfavorable machining conditions are used, especially for special categories of workpiece material, such as hardened steel, titanium or nickel alloys, composite materials and ceramics.
In particular, when machining Inconel 718, a widely used nickel superalloy for aerospace applications special attention should be paid in order to prevent premature tool failure. This alloy, has increased strength, is corrosion and creep resistant up to relatively high temperatures, has low thermal conductivity and is rapidly hardening under specific conditions [1,2,3]. In the relevant literature several researchers have dealt with the prevention of tool wear during machining of Inconel 718. Li, Zeng and Chen et al. [1] conducted experiments of up and down milling at two different cutting speed. They concluded that mechanism of tool wear was flank wear and chipping, that during up milling more rapid progression of tool wear was observed and that tool wear led to a gradual increase of all forces components. Sugihara, Nishimoto, Enomoto et al. [2] conducted high speed machining experiments on Inconel 718 workpieces. They found that, at the early stages of tool wear, the predominant mechanism was diffusion wear and at the later stages chipping and proposed the use of textured cutting tools for high-speed machining of nickel superalloys. Grzesik et al. [3] conducted turning experiments with three different coated cutting tool inserts at 5 different cutting speeds in the range of 65–125 m/min. It was found that the predominant wear mechanism was notch wear and correlations between wear, cutting forces, friction coefficient as well as specific energy were established.
Xavior et al. [4] performed a comprehensive study of Inconel 718 machining with three different cutting speed, depth of cut and feed values, as well as three different insert types and cooling conditions. D’Addona, Raykar, Narke [5] employed a carbide cutting tool at four different cutting speeds and observed cutting tool wear, cutting forces and surface roughness. It was found that the lowest surface roughness was obtained with 190 m/min cutting speed and that notch wear was the predominant wear mechanism. Cantero et al. [6] investigated the effect of using different carbide tools under dry and wet machining conditions at two different cutting speeds and were able to detect the wear mechanism and tool life for each case. Hadi et al. [7] performed up and down milling tests at three different cutting speeds, feeds and depths of cut. Their findings indicated that tool wear is larger during up-milling, notch wear is the main wear mechanism and that different chip morphology is obtained in up and down milling (segmented and discontinuous, serrated chip, respectively). Li et al. [8] conducted end milling experiments with cutting tools at three levels of initial wear and various machining conditions. Apart from other findings, they showed that fatigue life of machined parts in not significantly affected when cutting tool has VB value lower than 0.2 mm. Liao, Lin and Wang [9] investigated the tool wear during slot and side milling of Inconel 718 workpieces with two different feed speeds with regard to cutting temperature, plastic deformation and chip morphology.
In the present work, milling experiments of an Inconel 718 workpiece are conducted with a view to validate a novel approach regarding the tool wear experiments. More specifically, the proposed method offers a reliable way to conduct tool wear experiments at multiple cutting speeds with a single cutting tool, in order to obtain results regarding both tool quality and recommended cutting speed range for each tool. This method is finally applied to milling cases with three different cutting tools in order to be verified.
2 Materials and Methods
2.1 Description of the Proposed Method
The basic idea behind the proposed method is that it could be possible to perform tool wear tests under various machining speeds with a single cutting tool instead of using one cutting tool for each test, thus increasing considerably the cost of experiments. For this to be implemented it should be taken into consideration that wear progression is very different for different cutting speeds and it not directly proportional to the cutting speed. So, it is desired to conduct first the experiments at lower cutting speeds at a longer duration and progressively perform the tests at an increased cutting speed, paying attention not to exceed the tool wear limit, e.g. 0.3 mm flank wear. A reasonable way to calculate the machining time for the tests under each cutting speed is to define the machining times with a geometric progression with first value the machining time under the lowest cutting speed and a suitable geometric progression ratio, denoted as R. As it becomes obvious, due to the various requirements set for the calculation of machining time for each test it is possible to formulate this problem as an optimization problem and solve it by an appropriate optimization method, such as Genetic Algorithms.
For the optimization problem, the design variable is the geometric progression ratio (R). For this variable, the lower and upper bounds have been selected as 0.001 and 1, respectively, as the value of R needs to be below 1 in order for the terms of the geometric progression to be descending and it should not reach 0 as it is used as a denominator. The objective function of this problem is related to the wear limit criterion as the wear at the end of all tests should be marginally equal to limit value in order to cover exactly the whole range of acceptable tool wear values. It is to be noted that instead of flank wear (VB) values, average torque values were employed as an indicator of cutting tool wear because it was observed that flank wear was not representative of the tool wear to a large extent. The limit value was experimentally determined as 1.8 Nm. after preliminary tool wear tests, so the objective function is formulated as:
The value of the final average torque value is computed by an appropriate algorithm which is employed in the optimization process. This algorithm, presented also with the flowchart in Fig. 1, requires the definition of some basic inputs such as the machining time for the first cutting speed, the number of cutting speeds used in the tests and machining parameters e.g. feed. Then, the average torque value at the end of the last pass conducted at each speed is calculated using a regression formula derived from preliminary tests and progressively the final average torque value is calculated. When the optimum value for R, leading to a final torque value near 1.8, is determined the optimization process is completed and details about the realization of the “accelerated” method such as machining time for each cutting speed can be computed.

Flowchart of the optimization process.
2.2 Test Stand and Experimental Conditions
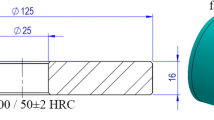
In order to verify the applicability of the methodology described above and to compare the performance of each cutting tool, experimental studies were carried out. The three different cutting tools are denoted symbolically as A, B and C, respectively and tool B is adopted as a reference for the development of torque model. The cutting tools were prepared as a part of previous grinding research [10]. The study was carried out using a DMU 80P milling machine, as presented in Fig. 2. Measurements of cutting torque and cutting force components were made using the Kistler rotary dynamometer. Wear of flank surface of cutting tool was determined using a digital microscope. The preliminary experiments for the determination of regression formulas for average torque were carried out with the cutting parameters specified in Table 1 and workpiece material was Inconel 718.

Experimental results of average torque for the “accelerated” experiment in the range of cutting speed of 90–170 m/min for tool A.
After the preliminary experiments were conducted and the regression models are developed, the optimization approach is applied to determine the characteristics of the “accelerated” experiment. Finally, milling experiments with three different tools are carried out in order to verify the proposed experimental method.
3 Results and Discussion
3.1 Development of Tool Wear Model
After the preliminary tests are conducted, a mathematical model for tool wear for the reference cutting tool (B) was developed. For the model used to determine the wear of the flank surface of the milling tool after milling of Inconel 718, the following relationship was initially assumed:
where: Mc is the average torque value, d is a constant that takes into account the influence of feed and depth of cut and all other factors not included in the formula; b and c are power exponents determining the impact of cutting speed vc and cutting time tc. Based on experimental studies, it is assumed that the cutting torque for the new tool is approximately 1 Nm.
Moreover, taking into account the following relationship:
the model for torque is finally formulated as follows:
The coefficients of Eq. 4 were obtained by the preliminary experimental results by non linear regression. Since all values for parameter b are almost equal to 1, the model described by Eq. 4 was simplified to a linear model as follows:
Further analysis was conducted to obtain the values for parameter a for each cutting speed. According to this analysis, a correlation between a and vc was obtained:
Finally, the formula for average torque is formulated as follows:
3.2 Results of Optimization Process and Comparison of Tool Quality Between the Three Different Cutting Tools
Using the values for the milling experiment, the optimization run was completed after 51 iterations and the value of R which led to minimization of the objective function was equal to 0.541. Consequently, the machining period for each cutting speed could be determined. Afterwards, based on the developed methodology of testing the wear of cutting tools, tests for verification of this methodology, as well as comparing the quality of three different types of cutting tools were carried out. In Figs. 2, 3 and 4, the results of the measurements of torque and images of the surface of worn cutting tools are depicted for the full cutting speed range for tools A, B and C. These results are important not only for the determination of tool life but also to investigate the possibility of using higher cutting speed ranges.

Experimental results of average torque for the “accelerated” experiment in the range of cutting speed of 90–170 m/min for tool B.

Experimental results of average torque for the “accelerated” experiment in the range of cutting speed of 90–170 m/min for tool C.
In the case of tool A, a favorable curve of average torque values in respect to machining time was obtained but however for the cutting speed of 170 m/min, the cutting edge was damaged. In the case of tool B the results were able to be compared with the predicted values from the developed model. As it can be seen from Fig. 3, a good compatibility with the experimental results was shown. Although the tool life results are slightly worse than for tool A, as at the same machining time average torque value is larger, uniform wear of cutting edge was observed in this case.
Finally, for the third cutting tool, tool life was shown to be much shorter as the value of 1.7 Nm is reached earlier than in the cases of the previous two cutting tools, as can be seen from Fig. 4.
4 Conclusions
In the present work, a new method for conducting tool wear experiments at multiple cutting speeds with a single cutting tool was proposed, based on experimentally derived regression models and an optimization approach. Milling experiments for Inconel 718 workpieces were at first conducted, in order to derive the regression models and then, experiments with three different cutting tools were used to verify the developed model.
It was determined that a wear indicator on the flank surface is difficult to apply for evaluation of the milling tool with complex geometry. In this case, the average cutting torque is better.
In the case of tool B, the results of experimental studies were compared with the predicted values from the developed model. Good compatibility with the results has been shown.
From these results, it was found that the proposed method can successfully provide conclusions about tool life using average torque as wear indicator, as well as indicate the suitable range of cutting speeds for obtaining lower wear rates.
References
Li, H.Z., Zeng, H., Chen, X.Q.: An experimental study of tool wear and cutting force variation in the end milling of Inconel 718 with coated carbide inserts. J. Mater. Process. Technol. 180(1–3), 296–304 (2006)
Sugihara, T., Nishimoto, Y., Enomoto, T.: Development of a novel cubic boron nitride cutting tool with a textured flank face for high-speed machining of Inconel 718. Precis. Eng. 48, 75–82 (2017)
Grzesik, W., Nieslony, P., Habrat, W., Sieniawski, J., Laskowski, P.: Investigation of tool wear in the turning of Inconel 718 superalloy in terms of process performance and productivity enhancement. Tribol. Int. 118, 337–346 (2018)
Xavior, M.A., Manohar, M., Jeyapandiarajan, P., Madhukar, P.M.: Tool wear assessment during machining of Inconel 718. Procedia Eng. 174, 1000–1008 (2017)
D’Addona, D.M., Raykar, S.J., Narke, M.M.: High speed machining of Inconel 718: tool wear and surface roughness analysis. Procedia CIRP 62, 269–274 (2017)
Cantero, J.L., Diaz-Alvarez, J., Miguelez, M.H., Marin, N.C.: Analysis of tool wear patterns in finishing turning of Inconel 718. Wear 297(1–2), 885–894 (2013)
Hadi, M.A., Ghani, J.A., Che Haron, C.H., Kasim, M.S.: Comparison between up-milling and down-milling operations on tool wear in milling Inconel 718. Procedia Eng. 68, 647–653 (2013)
Li, W., Guo, Y.B., Barkey, M.E., Jordon, J.B.: Effect tool wear during end milling on the surface integrity and fatigue life of Inconel 718. Procedia CIRP 14, 546–551 (2014)
Liao, Y.S., Lin, H.M., Wang, J.H.: Behaviors of end milling Inconel 718 superalloy by cemented carbide tools. J. Mater. Process. Technol. 201(1–3), 460–465 (2008)
Habrat, W.F.: Effect of bond type and process parameters on grinding force components in grinding of cemented carbide. Procedia Eng. 149, 122–129 (2016)
Acknowledgements
The author would like to acknowledge, that this research has been carried out as part of a project funded by the Polish National Centre for Research and Development. Project No. INNOLOT/I/2/2013.
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2019 Springer Nature Switzerland AG
About this paper

Cite this paper
Habrat, W., Krupa, K., Karkalos, N.E. (2019). Accelerated Method of Cutting Tool Quality Estimation During Milling Process of Inconel 718 Alloy. In: Hloch, S., Klichová, D., Krolczyk, G., Chattopadhyaya, S., Ruppenthalová, L. (eds) Advances in Manufacturing Engineering and Materials. Lecture Notes in Mechanical Engineering. Springer, Cham. https://doi.org/10.1007/978-3-319-99353-9_22
Download citation
DOI: https://doi.org/10.1007/978-3-319-99353-9_22
Published:
Publisher Name: Springer, Cham
Print ISBN: 978-3-319-99352-2
Online ISBN: 978-3-319-99353-9
eBook Packages: EngineeringEngineering (R0)