
Abstract
Machine tools cannot produce accurate parts if performance degradation due to wear in their subsystems (e.g., spindle units) is not identified and controlled. Appropriate maintenance actions delay possible deterioration and minimize machining system stoppage time that leads to lower productivity and higher production cost. Measuring and monitoring machine tool condition has become increasingly important because of the introduction of agile production and increased requirements for product accuracy. Condition Based Maintenance (CBM) techniques, such as vibration monitoring, are becoming a very attractive method for companies operating high-value machines and components. One of the most common problems of rotating equipment, such as machine tool spindle units, is the condition of bearings. Vibration analysis can diagnose bearing damage by measuring the overall vibration of a spindle or, more precisely, by high-frequency techniques such as enveloping. This paper focuses on the use of vibration analysis to monitor and analyse the condition of machine tool spindle units. The aim of the paper is to present the important factors in a vibration analysis of machine tool spindle units. The method is a case study at an automotive manufacturing company in Sweden. CBM, using vibration monitoring, is implemented on different types of machine tools, including turning machines, machining centres, milling machines and grinding machines. The results of the implementation, as well as a vibration analysis of a spindle unit and its cost effectiveness, are presented in the paper. The results indicate that detecting faults or damages by vibration monitoring of complex structures, such as spindle units, is challenging because there are different sources of frequencies from spindle bearings, gearboxes, gear meshes, etc. However, with help of advanced vibration analysis, such as high-frequency measuring methods, it is possible to detect bearing damage in spindle units from a very early stage of the damage.
Access provided by Autonomous University of Puebla. Download conference paper PDF
Similar content being viewed by others


Keywords
These keywords were added by machine and not by the authors. This process is experimental and the keywords may be updated as the learning algorithm improves.
1 Introduction
To be competitive, it is possible to reduce fabrication downtime by applying CBM techniques such as vibration analysis. Measuring and monitoring machine tool accuracy and capability have become increasingly important because of increasingly stringent accuracy requirements for industrial products and the products’ functional and legislative requirements [3]. According to ISO 230 [2], machine tool vibration must be controlled to mitigate the types of vibration that produce undesirable effects such as “unacceptable cutting performance with regard to surface finish and accuracy, premature wear or damage of machine components, reduced tool life, unacceptable noise level, physiological harm to operators” (p. vi). The increased capabilities of manufacturing in measuring and monitoring will provide fewer machine failures, smaller spare parts inventories, and reduced production and maintenance costs [1].
The spindle system is one of the critical subsystems of a machine tool, which supplies the necessary power to the cutting process [1]. The spindle is a high-precision component comprised of several parts, including the rotor shaft, bearings, and the clamping system. In the majority of spindles, high-precision bearings with built-in preloads are used to enhance the stiffness of the bearing arrangement and increase running accuracy. The spindle bearings operate without load, or under very light load, and at high speeds. In such cases, the preload in high-precision bearings serves to guarantee a minimum load on the bearings, prevents bearing damage resulting from sliding movements and prolongs service life [12]. However, because the lifespan of spindle bearings is unknown for different machines, and each machine is in a different work environment, it is difficult to plan for spindle renovation. According to Randal [7], one of the principal techniques for obtaining information on internal conditions is vibration analysis. A machine in standard condition has a certain vibration signature; the growth of a fault changes that signature in a way that can be linked to the fault. Vibration analysis can diagnose spindle bearing damage and prevent the undesirable consequences of that damage.
As extensions to the previous studies by Rastegari et al. [11], further studies were performed on the vibration analysis of machine tool spindle units. The case studies were performed in a large automotive manufacturing company in Sweden. The company’s product is gearboxes, with a production volume of 135,000 pieces per year. The company operates with approximately 800 medium-size CNC machine tools. The CBM, using vibration monitoring technique was implemented on different types of machine tools, including turning machines, machining centres, milling machines and grinding machines. The aim of this paper is to present the important factors in a vibration analysis of machine tool spindle units and the results of the analysis.
2 Rolling Element Bearing Vibration Analysis
One of the most common concerns of rotating equipment such as machine tool spindles is the bearing condition. Bearing failure can cause major damage to shafts, rotors, and housings. The majority of bearings fail before the natural fatigue limit of the bearing steel has been reached [6]. The most common causes of bearing damage are inappropriate lubrication, fatigue due to normal and parasitic loads, poor installation, and contaminations [4]. Bearing condition monitoring provides information about the condition of bearing lubrication, possible bearing damage, and the need for special maintenance or bearing replacement. Vibration analysis is a common bearing condition monitoring technique. In rotating equipment, vibration analysis can diagnose failures by measuring overall machine vibration or, more precisely, frequency analysis [13]. Vibrations are measured with an accelerometer. The vibration velocity parameter is measured as the broadband vibration magnitude in mm/s rms (root mean square). The vibration acceleration parameter is measured in mm/s2 rms. Vibration measurement can be performed either by portable analysers or online continuous monitoring systems.
It is necessary to analyse spectrum and time waveforms when there is any suspicion of a fault condition. The spectrum is a summary of the vibration within the machine. Fast Fourier Transform (FFT) uses the time waveform to calculate how much of each frequency is present and displays that as a line in the spectrum. The time waveform is a record of what occurred from moment to moment as the shaft turns, the gears mesh, and the rolling elements roll around the bearing. Each minute change that results from impacts, rubs, scrapes, rattles, surges, etc. is recorded in the time waveform and then summarized in the spectrum [5]. For example, if there is damage on the inner race of a bearing there will be an impact each time the ball or roller comes into contact with the damaged area. It will be seen in the spectrum as harmonics of a frequency that is not a multiple of the shaft turning speed (non-synchronous harmonics) with sidebands. Impacts are also observable in the time waveform [5].
Ball pass frequency, inner race (BPFI) is the rate at which a ball or roller passes a point on the inner race of the bearing [4]. If there is damage on the inner race, a periodic pulse of vibration is observed at this rate. Ball pass frequency, outer race (BPFO) is the rate at which a ball or roller passes a point on the outer race of the bearing [4]. If there is damage on the outer race, a periodic pulse of vibration is observed at this rate. FTF is the fundamental train frequency, and BSF/RSF is the ball/roller spin frequency [8].
Rolling bearing damage in the early stages can be detected by using high-frequency measuring methods for the analysis, such as enveloping or demodulation, shock pulse method (SPM) and PeakVue. Enveloping and demodulation are two names referring to the same technique. These techniques use the high-frequency vibrations that are observed as bearing damage and make them available as low-frequency vibrations that can be analysed [4]. The SPM monitors and analyses the high-frequency compression (shock) waves created by a rotating bearing [6]. Damage to the bearing surface causes a significant increase in shock pulse strength that can be seen by SPM. Shock pulses are measured with a transducer with a natural frequency of 32 (kHz) [14]. The PeakVue method uses a signal processing technique to detect signs of bearing wear using a technique similar to acceleration enveloping. It samples the vibration at a very high rate (102.4 kHz) to detect any short duration stress waves that occur in the earliest stage of bearing fault [4]. Similar to the enveloping technique, the PeakVue method involves a filter setting suitable for the application based on machine speed and type.
The bearing wear or failure process can be described in four stages [15]. At the first signs of minor bearing damage, the vibration amplitude will be very low. The vibration generated will be very high frequency—possibly over 10 kHz. Vibration spectrum analysis and time waveform techniques will not detect the fault. Only spectrum from the high frequencies will reveal a fault. High-frequency techniques such as enveloping, SPM, and PeakVue may detect the fault in stage one, but only if the filter is set correctly and the accelerometer or shock pulse sensor is properly mounted. As the bearing fault develops, high-frequency techniques will be more effective. However, it is questionable if a linear velocity spectrum will indicate the fault. The fault is more likely to be seen in the acceleration spectrum. The time waveform in units of acceleration will demonstrate signs of the defect, especially when applied to slow-speed machines [5]. At this stage, measurement should be planned more often. When the bearing fault reaches stage three, the damage is more severe and will be visible if the bearing is removed. The velocity spectrum can be used to detect the fault in addition to the time waveform (in velocity or acceleration units) and high-frequency techniques [5]. At this stage, replacement should be planned soon. Bearing damage at this stage in a spindle unit can affect the quality of the work piece, or it can cause damage to the other machine components such as the cutting tool. When the bearing fault reaches stage four, the bearing has major damage and should be replaced as soon as possible. As the condition deteriorates, high-frequency techniques become less effective. Vibration levels will increase, and the velocity spectrum will indicate the fault. The non-synchronous harmonics and sidebands will disappear in the spectrum, and the spectrum will be very noisy. As vibration becomes noisier, the waveform will become noisier and less effective [5].
3 Findings
Part of the results of the studies, including a vibration analysis of machine tool spindle units and its cost effectiveness, are presented in this section.
3.1 Implementation of Vibration Analysis on Machine Tool Spindle Units
In previous studies performed by Rastegari, the implementation process and strategy of vibration measurement on spindle housings are presented [9, 11]. Some of the important factors of the vibration measurement of spindle units are summarized in Table 1 [11, 16].
The following items are relevant:
-
If the machine is in the warrantee period, the machine manufacturer should be informed of any change in the machine for measurement.
-
The sensors should be calibrated after five years of use to make sure they function properly. Consider using close contact to install sensors in a wet condition.
-
Techniques such as the bump test can be used to find the resonance areas to avoid measuring machine vibrations in the resonance areas. It is best to measure at the machine’s operational speed to avoid resonance frequencies. Background vibrations should be removed while measuring. Background vibrations can emanate from nearby machines.
-
The frequency range of measurements varies for different spindle speeds, bearing types, numbers of gear teeth and different measuring methods for the analysis. Vibration velocity parameters can be measured within a frequency range of 100 times the operational speed frequency (e.g., a spindle with an operational speed of 3000 rpm and 50 Hz can be measured in the frequency range of 10–5000 Hz). However, high frequency techniques, such as enveloping, use filter settings to detect bearing damages; i.e., a frequency range of 0.5–10 and 5–40 kHz are used in the enveloping technique.
-
In online measurement, a measuring unit/analyser should be installed on the machine, and the machine should be programmed to activate the measuring unit to start and stop the measurement at a specific time interval. The machine should be programmed to run the measurement according to the required factors such as constant spindle running speed and no-load condition.
-
Different types of machines with different criticalities should be measured at different time intervals, i.e., slow-moving machines only measured once a month. Very fast machines and the most important machines should be measured more often or be provided with online vibration monitoring.
-
All measurements should be documented and a trend analysis should be performed. In the case of unacceptable vibration levels, the cause must be found immediately by using spectrum analysis and time waveform analysis with different methods such as high-frequency methods. The types of the rolling bearings should be known in order to ease finding bearing damage.
3.2 Vibration Analysis of a Machine Tool Spindle Unit with Bearing Damage
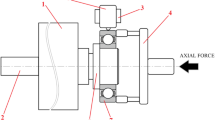
By performing vibration analysis on a hard-turning machine’s spindle with integral drive, damage was found in a N1018 bearing at the non-drive end of the spindle. As indicated in Fig. 1, an accelerometer was installed in the axial direction on the spindle housing close to the bearing location.

Hard-turning machine spindle
The spindle has an operational speed of 1100 rpm and 18.33 Hz that was measured in the frequency range of 5–2500 Hz. Figure 2 shows the spectrum analysis of the vibration velocity and acceleration parameters of the spindle. In the spectra, non-synchronous harmonics and shaft-rate sidebands are seen. The higher peaks in the spectrum correspond with Ball Pass Frequency Inner Race (BPFI), which equals 253.08 Hz and 13.80 orders for the N1018 bearing. Since periodic pulses of vibration are observed at this rate, there is damage on the inner race because the impact harmonics of the BPFI frequency are seen in the spectrum.

Spectrum analysis of the spindle with bearing damage in inner race using vibration velocity unit (on the left) and vibration acceleration unit (on the right); frequency range of 5–2500 Hz
Since a spall travels around the bearing once per revolution, the impacts will not be equal in amplitude. Therefore, in an inner race defect, there are shaft rate sidebands in the spectrum, as indicated in Fig. 3.

BPFI with sidebands
By observing the damage in the velocity spectrum, the possible actions are to plan for spindle replacement and, in the meantime, monitor more frequently.
The damage was clearly observed using high-frequency techniques, including enveloping, SPM and PeakVue. As shown in Figs. 4 and 5, the non-synchronous harmonics in the spectra clearly correspond with the BPFI.

Spectrum analysis of the spindle with bearing damage in the inner race using enveloping method; frequency range of 0.5–10 kHz (on the left) and 5–40 kHz (on the right)

Spectrum analysis of the spindle with bearing damage in the inner race using SPM (on the left) and PeakVue (on the right)
As indicated in Fig. 6, the time waveform also shows inner race damage with a clear impact. The typical pattern in the time domain is a result of the damage on the inner race entering and leaving the loaded zone. The pattern in the time domain is repeated for every revolution (B2-B1); the distance between the small peaks equals BPFI (A2-A1). The carrier frequency is BPFI, and it is modulated by the shaft turning speed.

Time waveform analysis of the spindle with bearing damage in the inner race
3.3 Bearing Damage and Failure Analysis
By considering these analyses, the spindle bearing fault was successfully diagnosed, and the spindle has been replaced. In addition, the bearing was removed from the spindle for further analysis. Figure 7 shows the damage on the inner race of the bearing in the rolling element contact area.

Wear on the inner race of the cylindrical roller bearing
The early diagnosis was false brinelling damage due to vibrations during standstill. This occurs when vibrations from nearby machines travel through the bearing of the stationary machine and damage it. However, the machine does not have long enough stops for this type of damage. Therefore, further analysis shows that the root cause of the damage was that the spindle had the same start and stop geometry position. This means that the spindle has always been stopping in the same position when changing the work piece. The bearing has also been stopping in the same place. This is the root cause for wear on the inner race in the rolling element contact areas. The recommended action was to re-program the machine to have different stopping positions for the spindle.
3.4 Cost Effectiveness of Vibration Analysis of Machine Tool Spindle Units
The initial reason for troubleshooting the machine was a quality issue, which caused an extra 10 s for each work piece. Therefore, other actions were taken to fix the problem with the machine, such as changing the ball-screws and pulleys at a cost of 150 KSEK. These actions required 50 h of production time with the loss of at least 50 KSEK for production. However, the main issue with the machine was not solved. Vibration analysis was then performed, and the bearing damage was found in the spindle. The spindle was replaced and the root cause of the bearing damage was eliminated. Therefore, the probability of the same problem occurring in the spindle is quite low, and the company can avoid a 350 KSEK cost for spindle renovation in the near future. As a result, the cost avoidance with vibration analysis is estimated as at least 550 KSEK in this case. According to Rastegari and Bengtsson [10], there are other indirect costs that are not considered in this estimation such as quality loss. Production time is reduced by 10 s per work piece and tool life is increased; these are not estimated in the cost avoidance.
The cost effectiveness of vibration analysis of spindle units in general is considered in the following objectives; reduced risk of safety issues, reduced risk of scrap or low-quality products, increased tool life, reduced costs for troubleshooting, reduced costs of spare spindles in the warehouse, using the maximum life length of the spindle unit instead of replacing it by planned maintenance when it is not needed, and reduced downtime due to acute breakdowns. Vibration analysis can also be very cost effective on machines that “cannot/do not have to” have unplanned stops in the production line due to high production volume. Machines should be measured and analysed before being entered into service. In the case of identified deviations, the machine users can demand actions by the machine manufacturers, such as free machine renovation, free warrants/upgrades for some years and prolonged guarantees.
4 Conclusions
The aim of this paper is to present the important factors in a vibration analysis of machine tool spindle units and the results of the analysis. Detecting faults or damages by vibration monitoring of complex structures, such as spindle units, is challenging because there are different sources of frequencies from spindle bearings, gearboxes, gear meshes, etc. However, with help of advanced vibration analysis, such as high-frequency measuring methods, it is possible to detect bearing damage in spindle units from a very early stage of the damage. This results in shorter maintenance cycles and lower costs because of lower downtime, lower catastrophic failures, lower secondary damage and reduced parts inventory. By increasing competence in this area, it is expected that machine condition monitoring systems using vibration analysis will enable companies to increase productivity, maintain quality and improve technical availability.
References
Abele E, Altintas Y, Brecher C (2010) Machine tool spindle units. CIRP Ann Manuf Technol 59(2):781–802
ISO/TR 230-8:2009 (2009) Test code for machine tools—part 8: vibrations
Martin KF (1994) A review by discussion of condition monitoring and fault diagnosis in machine tools. Int J Mach Tools Manuf 34(4):527–551
Mobius Institute (2016) Vibration analysis training course book
Mobius Institute (2017) Vibration analysis definitions. Available at: http://mobiusinstitute.com/
Morando L (1996) Technology overview: shock pulse method. In: Proceedings of a joint conference, Mobile, Alabama
Randall RB (2011) Vibration-based condition monitoring: industrial, aerospace and automotive applications. Wiley
Randall RB, Antoni J (2011) Rolling element bearing diagnostics—a tutorial. Mech Syst Signal Process 25(2):485–520
Rastegari A, Bengtsson M (2014) Implementation of condition based maintenance in manufacturing industry. In: IEEE international conference on prognostics and health management, Washington, USA
Rastegari A, Bengtsson M (2015) Cost effectiveness of condition based maintenance in manufacturing industry. In: IEEE 61st annual reliability and maintainability symposium, Florida, USA
Rastegari A, Archenti A, Mobin M (2017) Condition based maintenance of machine tools: vibration monitoring of spindle units. In: IEEE 63nd annual reliability and maintainability symposium, Florida, USA
SKF General (2003) Principles of bearing selection and application, Catalogue
Starr A (2000) A structured approach to the selection of condition based maintenance. In: 5th international conference on factory, pp 131–138
Sundström T (2010) An introduction to the SPM HD method. An SPM Instrument White Paper, SPM Instrument AB
Sundström T (2013) The shock pulse method and the four failure stages of rolling element bearings. Technical report, SPM Instrument AB
Swedish Standard 2014. 728000-1:2014: machine tool spindles—evaluation of machine tool spindle vibrations by measurements on spindle housing—part 1: spindles with rolling element bearings and integral drives operating at speeds between 600 min-1 and 30 000 min-1
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2019 Springer Nature Switzerland AG
About this paper

Cite this paper
Rastegari, A. (2019). Vibration Analysis of Machine Tool Spindle Units. In: Mathew, J., Lim, C., Ma, L., Sands, D., Cholette, M., Borghesani, P. (eds) Asset Intelligence through Integration and Interoperability and Contemporary Vibration Engineering Technologies. Lecture Notes in Mechanical Engineering. Springer, Cham. https://doi.org/10.1007/978-3-319-95711-1_51
Download citation
DOI: https://doi.org/10.1007/978-3-319-95711-1_51
Published:
Publisher Name: Springer, Cham
Print ISBN: 978-3-319-95710-4
Online ISBN: 978-3-319-95711-1
eBook Packages: EngineeringEngineering (R0)