
Abstract
The purpose of the work is to select materials and develop a technology for welding them with single-crystal sapphire disks at a temperature not exceeding 1200 °C and a compression pressure of not more than 14.7 MPa. The kinetics of dissimilar materials bond strengthening has been analyzed based on the data on the kinetics of micro-asperity plastic deformation forming of physical contact and fractography of welded surfaces of titanium, iron–nickel 50N alloy and synthetic single-crystal sapphire. The specificity of producing a vacuum-tight permanent connection of single-crystal sapphire with titanium and 50N alloy (for devices of electronic equipment) at temperatures not more than 1200 °C and compression pressure up to 14.7 MPa was considered.
Access provided by Autonomous University of Puebla. Download conference paper PDF
Similar content being viewed by others
Keywords
- Kinetic
- Plastic deformation
- A vacuum-tight permanent connection
- Sapphire
- Titanium
- Iron–nickel alloy
- Pressure welding with heating
1 Introduction––The Experiment Methodology
Known methods for producing of vacuum-tight joint of corundum (sapphire) and ceramic materials (mostly made on the base of aluminum oxide) with metals apply either mechanical compaction of the ceramics by pressing of polished high purity plane-parallel sapphire disc against metal surface or by active soldering method with previous metallization or by soldering through layers of compact metal (hard solders PZlN825V, copper MB, PMN75, etc.) [1,2,3]. A common disadvantage of these compounds is a low reliability at high temperatures and in aggressive environments; at that fusion welding of corundum single crystal and metals is not possible.
In some sources, just fragmentary data on welding of ceramics in hydrogen atmosphere and in vacuum at very high temperatures (1700–1800 °C) and specific compression pressure from 39.24 to 82.4 MPa can be found [4, 5]. Results of studies on joining of materials with different crystal lattice bonding nature allow application of technological process of pressure welding with heating to obtain permanent vacuum-tight joint of corundum single crystal with metals.
2 The Work Purpose
The main goal of this work is to select materials and to develop welding technology for these materials joining with single-crystal sapphire disks at a temperature not exceeding 1200 °C and compression pressure not more than 14.7 MPa (there is no significant volumetric deformation of parts at such process parameters). With regard to the conditions of devices operation, titanium (VT1–1) and iron—nickel 50N alloy were chosen, welding surfaces of these materials were machined to roughness of Ra = 0.8–1.25 µm (∇7). Welded plane-parallel disc surfaces of sapphire (ø 10–20, thickness—4–6 mm) were machined to roughness of RZ = 0.06–0.08 µm (∇13). Welding was performed in the vacuum furnace with mechanical loading system (vacuum was in the range of 133 × 10−5 to 133 × 10−4 Pa).
Rates of the samples heating and cooling were equal to 10–20°/min. Experimental studies were carried out in the temperature range of 800–1200 °C and compression pressure—of 4.9—14.7 MPa. Due to the fact that the process progress can be defined at arbitrary moment of time by areas of the resulting physical contact, we carried out experiments to evaluate temperature and pressure effect on the kinetics and intensity of physical contact forming and micro-asperities smoothing in the course of titanium and 50N alloy welding with sapphire. The experiments were performed according to the profilography of the “fixed part” method [6]. Fractographic studies were performed with use of electron microscope.
3 The Experiment’s Results and Discussion
It can be concluded from the analysis of the presented kinetic curves for physical contact formation and micro-asperities smoothing in titanium—sapphire and 50N alloy–sapphire joints (Fig. 1) that their behavior follows basic principles described in papers [6, 7].

Kinetics of the physical contact forming at sapphire–titanium welding (a) and micro-asperities smoothing for 50N alloy (b, c): a P = 14.7 MPa, T = 900 (1), 850 (2), 800 °C (5); P = 4.9 MPa, T = 900 (3), 850 °C (4); b P = 4.9 MPa, T = 900 (1), 1000 (2), 1200 °C (3); c P = 9.81 MPa, T = 900 (1), 1150 (2), 1200 °C (3)
3.1 Specificity of 50N Alloy–Sapphire Welding Process
Analysis of the profilography results (Fig. 2a–c) and fractographic studies of the 50N alloy welded surfaces confirmed existence of four stages of plastic micro-asperities squeezing in inactive metals (copper, nickel, 50N alloy, etc.) at contact with a superhard synthetic material under conditions of pressure welding with heating. It should be noted that the surface of the contact areas on micro-asperities of 50N alloy is smooth and after welding with sapphire shows mirror gloss. At continuous process of sapphire and 50N alloy (and other inactive metals) welding, intensive growth of the bonding strength begins when the area of physical contact reaches more than 60% and the third stage the micro-asperities squeezing begins. This is due to the specificity of plastic metals micro-asperities smoothing and development of the reaction zone on the contact areas surface. Upon reaching ~60% physical contact (by nominal value), welding of separate micro-asperities (two to four) is observed in the contact zone; joining of flat contact areas with juvenile surface and forming of separate areas and metal flow on the surface under the action of shear stresses (a complex stressed state of the metal micro-asperities occur).

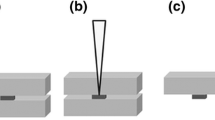
Behavior of profilograms in the contact areas of iron–nickel 50N alloy micro-asperities (a–d; T = 1473 K, P = 98.1 MPa) after contact with sapphire (WU—10,000 times, PG—800) and behavior of profilogram in the titanium micro-asperity contact surface before (a) and after (b–d) contact with sapphire, at long exposure when welding under pressure (e, f) and at the connection self-destruction. On titanium: (a) initial; (b) 30 s; (b) 450 s; (c) 1050 s; P = 4.9 MPa, T = 1173 K.; (d, e) P = 14.7 MPa; T = 1123 K.; (e) 420 s; (f) 3600 s; WU—20,000 times, GU—200
In conditions of pressure welding with heating (in these experiments: T = 900–1200 °C; P = 4.9 and 9.81 MPa, vacuum—133 × 10−5 Pa), such contact flow of the metal facilitates removing of oxygen sorbed layers, activation of the connected surfaces and forming of chemical bonds between the surface layer atoms of 50N alloy and sapphire that is possible only when the activated contact area free of chemically sorbed ions of oxygen, which are able to partially compensate Me–n ions, is more than 60% [8].
3.2 Specificity of Titanium–Sapphire Welding Process
Analysis of the data (see in Fig. 1a) on the kinetics of physical contact forming when titanium micro-asperities are smoothing shows that change in T and P had no significant effect on the speed of the process, while this takes place for the 50N alloy (see Fig. 1b, c). The same three main stages similar to those observed the 50N alloy and other plastic metals can be seen in the kinetic curves of physical contact forming.
Comparison of the data on intensity of physical contact forming when welding titanium and sapphire, with data on 50N alloy micro-asperities smoothing (see Fig. 1b, c) shows that, despite the higher level of stresses in the titanium–sapphire contact area, the speed of the physical contact forming process (5 × 10−9 s−1) at steady creep flow stage is significantly lower than for 50N alloy (5 × 10−3 to 1 × 10−5 s−1). Calculation of the duration of the complete physical contact forming for titanium–sapphire welding was carried out for the following process parameters: T = 80–900 °C, P = 49.05 × 105 and 147.15 × 105Pa, Ra = 0.8–1.25 µm (∇7) and not taking into account chemical interaction in the contact area; the calculation shows that exposure of a few hours is necessary to complete physical contact. In contrast to the joining of the similar and dissimilar metals, cyclic change of pressure at titanium–sapphire welding (time from 30 to 36 min) did not lead to significant increase in the area of physical contact (Fig. 1 a) and to increase the process intensity as a whole [6, 7, 9].
Comparison of the profilography results for welded titanium (see Fig. 2a–f) and sapphire surfaces, and also results of fractographic studies of sapphire surface (Fig. 3) makes it possible to suggests that the difficulty of titanium micro-asperities smoothing and obtaining of physical contact is caused by high chemical activity of titanium–sapphire in the contact area. It was established experimentally that the relative values of the sapphire seizure bridges area and summed values of contact pad areas on microvascular titanium coincide. Formation of strong chemical bonds between the sapphire and titanium surface atom layers was occurred only on deformed micro-asperities in the titanium contact area. Long-time (60 min) samples holding at pressure (49.05 × 105 and 147.15 × 105 Pa, T = 800–900 °C) did not lead to a noticeable increase of the contact area and increase in the connection strength, despite the fact that the volumetric deformation of the titanium sample reached 30–50%.

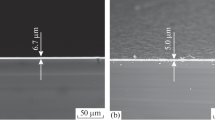
Fractographic picture of the sapphire surface with titanium after destruction of the joint (T = 850 °C; P = 14.7 MPa, t = 7 min, ×450)
It was found out during the sapphire–titanium welding experiments that after holding at the temperature of welding and subsequent cooling when removing the pressure from samples of mechanically non-compensated compound [10,11,12,13,14], the joint is self-destroyed along the contact layer of titanium. The profilograms processing showed that the titanium layer thickness remaining on the sapphire was from 0.4 to 2.0 µm, regardless the duration of the welded samples holding under the pressure. Measurements of the contact layer hardness for some metals (copper, nickel, titanium, 50N alloy, etc.) showed that during high-temperature deformation in conditions of pressure welding with heating a lowered strength “soft layer” is formed at a depth up to 3–5 µm. It seems probable that the reasons for the titanium–sapphire connection destruction can be active binding of the components at the stages of noticeable plastic flow of the micro-asperities tops (loading period and phase of unsteady creep flow) together with the difficulty of joining titanium in the hollows between micro-asperities and formation of the “soft layer” in the contact layer. A ratio of yield stress and elastic limit which is close to unit also contributes to this phenomenon.
The fact of intensive binding of titanium and sapphire in the case of pressure welding with heating can be explained by the mutual filling of not fully saturated bonds in the atoms of titanium and sapphire surface layers and formation of strong covalent bonds due to sapphire oxygen. Titanium ions can partially compensate not saturated bonds of ions O2− in the lattice of sapphire. This strong interaction prevents further widening of the micro-asperities and increase of the contact area [10, 15,16,17,18,19,20].
3.3 Results of the Experimental Study
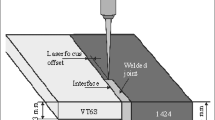
The results of experimental study on welding of titanium and 50N alloy with sapphire show that, at compliance with the known techniques of designing of metal–dielectric connections of butt type (matching of materials according to temperature expansion coefficient, selection of aspect ratio and geometric forms), it is possible to obtain uncompensated 50N alloy connection with sapphire. But performing of titanium–sapphire welding for uncompensated connection is impractical due to the above-mentioned specificity of their interaction. In this regard, variant of the compensated unit—ring cap in which the joining was carried out simultaneously in two planes: metal-to-sapphire and metal-to-metal was proposed. During cooling after welding and removing the pressure, the sapphire remains in the compressed state and the connection is not destroyed.
Two mechanisms of sapphire interaction with metals can be suggested based on the experimental data analysis: for active metals––mutual filling of not completely saturated bonds in the surface layers of titanium and sapphire (forming of stable chemical bonds, mainly covalent due to the oxygen sapphire; relaxation processes may followed), for inactive metals—electrostatic interactions or forming of weak chemical bonds (for stage 1) and forming of strong (chemical) bonds of the mixed type (2 stage).
The results of the experimental studies have shown prospects of application of the method of pressure welding with heating and small volumetric deformation of the metal to obtain a vacuum-tight metal–sapphire connections at temperatures not more then 1200 °C and compression pressure of 19.62 MPa [21].
References
Reshetnikov AM (1966) Technology for production of vacuum-tight ceramics to metal joints. In: Proceedings of the conference on electronic engineering, vol 1
Nikiforova ZV Rumyantseva SP, Sokolov MM (1971) Development of technology for sapphire membranes soldering in the housing made of a VT-15metal alloy. Novel materials and soldering technologies in mechanical engineering. In: Proceedings of the 5th all-union seminar on soldering, Moscow
Popov VF, Presnov VI, Kirsanova IN (1968) On reliability of vacuum-tight titanium-sapphire window connections. In: Electronic equipment, series 1: microwave electronics, vol 12
Scott William D (1967) Fabrication of bicrystals of aluminum oxide. Trans Brit Ceram Soc 66(7)
Kaynarski IS, Degtyareva EV, Boyarinova IL (1968) Diffusion welding of aluminum parts. Refractory 10
Abramov VV (1973) Kinetics of copper and nickel microasperity plastic deformation at welding in solid state under pressure with heating. Weld Prod 2
Kolmogorov GD et al (1974) Change of form and plastic deformation of copper microasperity at semiconductor devices assembly under pressure with heating. Electronic equipment, series 7: technology, organization and equipment, vol 5
Abramov VV (1975) Solid-phase connections of single crystal corundum with titanium. Weld Prod 11
Abramov VV, Karakozov ZC, Petrov VA (1970) Kinetics of the joint forming at welding in solid state by static and cyclic loading with heating. Phys Chem Mater Process 4
Kasyan MV et al (1975) On mechanization of contact interaction of sapphire tool with metals in the course of the tool finishing. Cutting of hard materials, vol 4
Redford KC, Pratt PL (1970) In: Proceedings of British Ceramic. Society, vol 15, p 185
Wiederholn SM, Hochey BJ, Roberts DE (1972) Am Ceram Soc Bull 51:335
Kvapil J (1971) Kristall und Technik, vol 6, p 1
Tabor D, Wilson JM, Bastow TI (1971) Surf Sci. 26(2):471–476
Wachtman JB, Maxwell LH J (1959) Am Ceram Soc 42:432
Kronberg ML (1962) Am Ceram Soc 45:274
Conrad HJ (1965) Am Ceram Soc 48:195
Goodman L (1962) Contact stress analysis of normally loaded spheres. Appl Mech Trans 74:515–522
Ekobory T (1971) Physics and fracture mechnics and strength of solids (trans. from English). Metallurgy, Moscow, 264p
Abramov VV, Rakunov YuP, Batishchev VV (2010) Contact mechanism sapphire tools with metals in the process of finishing treatment. Problems of stability and security of the life support system in the housing sector. Boundary, Moscow, pp 29–43
A Sealing Method for Sapphire Windows (1973) Inventor’s certificate USSR 400488, Bulletin No. 40
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2019 Springer Nature Switzerland AG
About this paper

Cite this paper
Abramov, V.V., Rakunov, Y.P. (2019). Kinetics of Contact Interaction Between Dissimilar Solid Materials by Pressure Welding with Heating. In: Radionov, A., Kravchenko, O., Guzeev, V., Rozhdestvenskiy, Y. (eds) Proceedings of the 4th International Conference on Industrial Engineering. ICIE 2018. Lecture Notes in Mechanical Engineering. Springer, Cham. https://doi.org/10.1007/978-3-319-95630-5_263
Download citation
DOI: https://doi.org/10.1007/978-3-319-95630-5_263
Published:
Publisher Name: Springer, Cham
Print ISBN: 978-3-319-95629-9
Online ISBN: 978-3-319-95630-5
eBook Packages: EngineeringEngineering (R0)