
Abstract
The article describes the experimental installation developed on the basis of Hermle C22 processing centre. The information and measuring system for data processing and analysis has been developed. The paper discloses the mechanism for obtaining a complete set of data on dynamic processes flowing in the elastic system of the installation given. The recommendations on positioning strain gauges and vibration acceleration sensors are outlined. A specific application area for the experimental installation has been proposed.
Access provided by Autonomous University of Puebla. Download conference paper PDF
Similar content being viewed by others


Keywords
1 Introduction
The most important characteristic of a metal-cutting machine is its productivity. The main factor limiting the productivity growth is self-excited vibration of the supporting system, which causes the machine to lose stability during the cutting process. The increase of productivity can also be achieved by the use of modern technologies, one of which is high-speed machining (HSM).
HSM is understood as a processing technology, in which a small cross section is obtained at a high cutting speed and with a minute feed. The main advantages are high quality of the treated surface, which, in turn, entails the decrease in finishing operations and small cutting forces that allow for processing of non-rigid parts and increase the tool life.
1.1 Relevance
At present, the urgent task of aerospace industrial enterprises is to increase the efficiency of part manufacturing from aluminium alloys, aimed at rational use of available equipment and tooling through the search for optimal parameters of mechanical processing. The most frequent reason for lower productivity and unsatisfactory quality of treated surfaces is vibration of the main machine mechanisms, which involves the change in the movement trajectory of a cutting tool, resulting in greater depth of microroughness, characterizing the surface roughness. The insufficient productivity of metal-cutting tools as well as low quality of the treated surface due to vibrations, occurring during processing, results in the need for using additional methods of experimental research. When implementing HSM, physical simulation is one of the most advisable auxiliary means for investigating the dynamic properties of a machine.
High cutting speeds are accompanied by active development of various physical and mechanical processes in the cutting zone and dynamic processes in the elastic system of a machine [1]. Due to insufficient knowledge of these processes, the relevant tasks are: experimental and calculated determination of dynamic characteristics and parameters of dynamic quality of metal-cutting machines, the development of methods and systems of technical diagnostics, the provision of required parameters of productivity and metal consumption at the design stage [2].
1.2 Task Definition
As a rule, the productivity of metal-cutting machines is limited by their vibration resistance, the evaluation of which requires the knowledge of dynamic characteristics of the supporting system and the machine as a whole. The main difficulty in modelling supporting systems consists in the construction of an adequate model, allowing for using the similarity coefficients to transfer the results obtained with a physical model.
Obtaining a full range of information on the cutting process during high-speed machining will allow for more precise definition of optimal mode parameters and conditions of cutting. The possibility to vary the rigidity of the clamping device in the automatic mode by means of CNC machines which will not only improve the surface quality of the treated part, but also shorten the time of its machining by using previously inaccessible, higher cutting speeds and, accordingly, spindle rotation frequencies. Also, the reduced vibration during processing will favourably impact the tool life and service life of the main working machine parts. The introduction of zero-point systems will reduce the auxiliary processing time by reducing the time of workpiece reinstallation and due to the possibility of housing and installing of a workpiece in the device outside the machine.
Of all factors, affecting the operation of a metal-cutting machine, the following ones must be singled out as informative, namely cutting forces and vibrations of the elastic system due to multiple causes and application points of physical quantities. To obtain sufficient and reliable data on the cutting process, it is necessary to develop the experimental installation that will reproduce the cutting process in specified conditions and reflect the information about the process parameters in the form, convenient for analysis.
2 Experimental Installation
In a simplified way, the structure of the experimental installation can be represented as a system of data collection, i.e. the set of tools automatically implementing the collection of data on physical parameter values at given points of the object of study from analogue or digital signal sources, as well as initial processing, accumulation and transfer of data.
Of all factors, affecting the operation of a metal-cutting machine, the following ones must be singled out as informative, namely cutting forces and vibrations of the elastic system due to multiple causes and application points of physical quantities.
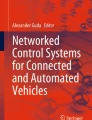
The experimental installation is developed on the basis of the Hermle C22 processing centre. Figure 1 presents the general view of the experimental installation.

The experimental installation based on the general-purpose milling machine Hermle C22: 1 a general-purpose milling machine Hermle C22, 2 a spindle unit, 3 a piezoelectric accelerometer, 4 a workpiece, 5 a mandrel with a thermo clamp, 6 a tool, 7 a strain-gauge sensor, 8 a piezoelectric accelerometer, 9 a piezoelectric accelerometer, 10 a bed plate, 11 a zero-point system, 12 a strain-gauge sensor, 13 a strain-gauge sensor, 14 a piezoelectric accelerometer
Owing to high rigidity and stability, the machines of the Hermle C22 series provide high-performance milling, maximum processing reliability and excellent precision. The layout of the Hermle C22 processing centre is represented in Fig. 2.

The layout of Hermle C22
High dynamics of this machine is achieved due to acceleration of idling up to 30 m/min, axial acceleration up to 8 m/s2, the optimized masses of supports along the axes X/Y and the slide along the axis Z. The monolithic non-metal frame makes it possible to elevate the damping bed.
The motor spindle of the given processing centre possesses the following characteristics: 30,000 rev/min/38 kWt/33 Nm/HSK-40. The diagram of power and torque versus rotation frequency for a given spindle is presented in Fig. 3.

The diagram of the dependence of power and torque upon the frequency of spindle rotation
A workpiece is fixed in the vice, which, in turn, is installed in the zero-point system (ZPS). The ZPS represents the system for quick change of devices. To reduce the vibrations, occurring during processing, it is possible to use ZPS as a damper with adjustable parameters.
The use of balls as clamping elements allows the force to be transferred to the clamping elements by the three-point principle. The optimal, symmetrical force distribution eliminates the shearing loads on the balls. Also, the balls are freely located in their channel. With each cycle of clamping, they occupy a new position, which allows for increasing the life of clamping elements due to more uniform wear [3].
3 The Information and Measuring System for Investigating the Cutting Process
To investigate the cutting process, the information and measuring system is developed, the block diagram of which is presented in Fig. 4.

The block diagram of the information and measuring system: O the object of research; O1 a spindle unit; O2 a half nut; O3 a half nut; O4 a bed plate; T1, T2, T3 strain gauges based on MT-EA-06-3.18AD-120; A1, A2, A3 piezoelectric accelerometers 356A34; A4 a piezoelectric accelerometer 356A61; I1, I2, I3, I4 electronic integrators A5970AD; M1, M2, M3 measurement modules ZET 7111; SA a signal amplifier AP5200-8-19; ADC an analogue-digital converter LTR24; Com a switch; ZET 7174
The system of sensors (A1…A4 and T1…T3) accepts the measured values and generates the output electrical signals, u1…u7, depending on measured values x1(t)…x7(t) and aggregate interference. The principle of sensor operation, its construction and ultimate sensitivity are determined by interaction of the sensor element with the object. The output analogue signals of various sensors can have significantly different voltage levels and various frequency ranges [4].
For measuring the cutting forces, the system of strain-gauge sensors is used which helps to measure the degree of deformation, caused by the action of cutting forces. The operation of a strain-gauge sensor is determined by a strain gauge and the resistance of which varies depending upon its deformation. The strain-gauge sensors, used in the experimental installation, are composed of strain-gauges MT-EA-06-3.18AD-120, connected in the bridge circuit.
The strain-gauge sensors, installed on clamp spindles of ball screws, are used to measure the components of cutting forces along the X and Y axes, and the one mounted on the front spindle support performs the same along the axis Z.
In the initial state, the bridge consisting of strain gauges is balanced. When the resistance of the strain gauge is changed, the bridge gets unbalanced and the potential difference (voltage) appears, proportional to the changing degree of strain-gauge deformation. To eliminate the errors in measuring cutting forces caused by temperature deformations of the front support of the spindle unit, the strain-gauge sensor requires the use of the bridge circuit for mounting strain gauges with temperature compensation.
In Fig. 5, R—constant resistance, Rg1—an active strain gauge, Rg2—a compensating strain gauge. The output of strain-gauge bridge circuits is represented as units of deformation (με), or the output voltage (mV/V or μV/V) with respect to voltage of the bridge power supply. These values are correlated according to the following formula:

The bridge pattern of strain-gauge connection MT-EA-06-3.18AD-120 with temperature compensation
where \(K_{S}\)—K-factor; \(\varepsilon_{0}\)—deformation; \(E\)—power supply of the bridge; \(e_{0}\)—output voltage.
If the bridge power supply \(E = 1\,{\text{V}}\) and the K-factor \(K_{S} = 2\), then
Thus, the strain output will be two times greater than the output bridge voltage [5].
The signal from a strain-gauge sensor is fed into the measurement module ZET 7111 Tensometer-CAN. The measuring module converts the input signal (voltage) into a measured value and transmits the results in the digital form. The combination of ZET 7111 modules constitute the measuring network based on intelligent sensors, which is interlinked with the help of ZET 7174, connected to the PC via the USB interface.
To assess multiple vibration processes, occurring during cutting, electromechanical sensors is mounted on the outer ring of the spindle’s front support, on clamp spindles of ball-screw gears of feed drives and on the bed plate.
The use of piezoelectric accelerometers, converting mechanical vibrations into electrical signals, allows for conducting high-precision measurements and analysis of mechanical vibrations with the help of measuring instruments. The line of the sensor action is determined with respect to axes of the support (for example, in the axial or radial direction). The measured value is the radial or axial vibration component of the outer bearing ring. The default parameter is the average quadratic value of vibration velocity, (μm/s) [5]. The comparison of metrological and operational properties of vibration velocity sensors and accelerometers shows that they are higher in accelerometers for almost all parameters. Therefore, to measure vibration velocity, accelerometers are most often used with subsequent integration of the signal [6].
The measurement of vibrations on a clamp spindle is carried out along the X, Y and Z axes, using the accelerometer 356A34. The presence of three independent sensitive elements provides the simultaneous measurement of vibrations and shock interactions in three orthogonal directions. The measurement of vibration velocity on the bed plate is performed using an accelerometer 356A61.
Three-component devices are used to determine the volumetric phase portrait of vibration velocities on the object at the fixing point. These devices combine high values of inherent frequency, shock resistance and axial sensitivity with a built-in preamplifier and low inherent noise. Most preamplifiers provide not only the impedance conversion, but also the amplification and shaping of the electric signal delivered by the accelerometer.
Piezoelectric vibration sensors have a significant increase in the amplitude-frequency response at their own resonant frequency. The resonant level can exceed the one of the operational area by more than 50 dB. In the presence of input effects on the sensor by components with frequencies close to resonant ones, or under impacts, high-amplitude signals are generated by increasing the amplitude-frequency characteristic at the resonance. This increase causes an overload of the input amplifier, at which it gets saturated, which disturbs the proper feedback operation of this amplifier [6].
All electromechanical sensors are connected to the amplifier AP5200-8-19 to increase the reliability of functioning and expand the dynamic range of the measured parameters. Electronic integrators act as an intermediate link between the accelerometer and the amplifier. Their use allows us to obtain the signals of vibration velocity and displacement, converted from those of accelerometers, which transmit a signal, proportional to acceleration. The amplifier has a calibrated and adjustable gain factor, and amplifies the signal to the level required for measuring, analysing or recording equipment. In turn, the amplifier is connected to a corresponding analogue-digital converter, which compares the input quantity with a certain base value (usually, with a reference voltage).
The input of the ADC is supplied with rated analogue voltage un(t), previously amplified to the required level and having the limited spectrum in the high-frequency range to reduce the sampling error [4].
In this case, a sigma-delta ADC LTR24 is used. The choice of the sigma-delta ADC is determined by high accuracy due to extremely low level of inherent noise. This ADC represents a feedback system, based on the fact that the input voltage is compared with the one accumulated by the integrator. Depending upon comparison results, the pulses of positive or negative polarity are supplied to the integrator input. As a result, the combination of single pulses is obtained at the comparator output [7, 8].
4 Practical Significance
Together with the server part, equipped with specialized software, the system of data collection constitutes the information and measuring system (IMS). On the basis of IMS, various automated control systems can be created, providing the opportunity for analysing complete information about the state of the technological process, obtained using sensors, by means of an external server (Fig. 6). The automation of registration, processing and storage of measuring information leads to increased accuracy and reliability of experimental data.

The structure of the technological process management
The recommendations are developed on the rational application area for various methods of experimental investigation of the bearing system of metal-cutting machine tools (using the vibrator, immediately when cutting, with the use of physical simulation).
The recommendations are developed on practical application of the basic elements of heavy milling machines, manufactured from polymer concrete and obtained from rolled steel by welding.
5 Conclusions
The developed experimental installation makes it possible to conduct the following studies in conditions, as close as possible to those of industrial operation of metal-cutting equipment [9]:
-
1.
The force sensor and the accelerometer, connected with the analyzer, allow for simultaneous measurement of dynamic driving force and resulting mechanical vibrations of the structure under investigation.
-
2.
To investigate the change in cutting forces depending on the change of cutting speed; to assess the degree of vibration depending on the depth of cutting and the frequency of spindle rotation; to assess the degree of vibration and cutting force, depending on the trajectory of the tool movement; to determine the optimal technological processing modes for various materials.
-
3.
To investigate the dynamic processes in the processing centre at high frequencies of spindle rotation, to evaluate the damping capacity of ZPS, depending on the material of clamping elements. The use of ZPS in the presented experimental installation helps to further evaluate the effect of various installation modules on the dynamic properties of a machine and its vibration resistance.
-
4.
To use the present information and measuring system for adaptive control of the technological machining process, as to increase the productivity and quality of the treated surface through rational management of the system of automation for industrial physical processes and related processes, integrated into the unified information space.
-
5.
The information and measuring system presents the experimental data on dynamic cutting forces, suitable for numerical simulation of dynamic metal-cutting during milling in a broad range of cutting speeds, feed rates, depths of cutting, amplitudes and frequencies of external vibration.
References
Basharov RR, Kudoyarov RG (2012) Issledovanie processa frezerovanija koncevoj frezoj pri vysokih chastotah vrashhenija shpindelja stanka (Investigating the process of milling with an end mill at high frequences of machine spindle rotation). The Bulletin of Ufa State Aviation Technical University, Ufa
Chernykh DM, Trofimov VV (2013) Instrument dlja vysokoskorostnoj obrabotki aljuminievyh splavov (A tool for high-speed machining of aluminium alloys). The Inter-University Collection of Scientific Papers, Voronezh
Chernykh DM, Krupenin MV (2015) Osobennosti sistem chpu dlja vysokoskorostnoj obrabotki (Features CNC systems for high speed machining). Sputnik+, Moscow
Kuzovkin VA (2010) Osobennosti razrabotki jelektronnyh sredstv dlja jeksperimental’nogo issledovanija processov obrabotki na metallorezhushhih stankah (The features of developing E-means for experimental investigation of processing by metal-cutting machine tools). The Bulletin of MSTU “Stankin”, Moscow
Smirnov SI (2014) The formation of strain-gauge bridge circuits http://www.zetlab.ru/support/articles/tenzo/tenzo_shemi.php. Accessed 12 Jan 2017
Petrukhin VV, Petrukhin SV (2010) Osnovy vibrodiagnostiki i sredstva izmerenija vibracii (The fundamentals of vibrodiagnostics and means of vibration change). Infra-Inzheneriya, Moscow
Radchik II, Tarakanov VM, Skvortsov OB, Morev VI, Korolev SA, Guzeev AN, Tikhomirov VN, Ustinov RA, Yanchich VV, Ivanov AA, Smirnov SI, Likhtansky SV (2010) The charge amplifier for a piezoelectric vibration sensor. Patent 2391770, Sept 2010
Samokhina NS (2017) Analog-digital conversion for beginners. http://habrahabr.ru/post/125029/. Accessed 01 Dec 2017
Gorshkov BM, Remneva OY, Vylegzhanin DV, Samokhina NS (2011) Opytno-jeksperimental’naja ustanovka dlja ocenki jeffektivnosti povyshenija tochnosti koordinatno-rastochnyh stankov (The experimental installation for evaluating the efficiency of greater accuracy of coordinate boring machines). Vektor Nauki of TSU, Tomsk
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2019 Springer Nature Switzerland AG
About this paper

Cite this paper
Krasnova, M.N., Safonov, S.V., Chernykh, D.M. (2019). Experimental Installation for Analysing the Dynamics of Cutting Forces and Vibrations at High Frequencies of Machine Spindle Rotation. In: Radionov, A., Kravchenko, O., Guzeev, V., Rozhdestvenskiy, Y. (eds) Proceedings of the 4th International Conference on Industrial Engineering. ICIE 2018. Lecture Notes in Mechanical Engineering. Springer, Cham. https://doi.org/10.1007/978-3-319-95630-5_209
Download citation
DOI: https://doi.org/10.1007/978-3-319-95630-5_209
Published:
Publisher Name: Springer, Cham
Print ISBN: 978-3-319-95629-9
Online ISBN: 978-3-319-95630-5
eBook Packages: EngineeringEngineering (R0)