
Abstract
NdFeB permanent magnets are the best available magnets used in many technology applications. However, at their end-of-life (EoL) most of magnets and the contained REEs are lost during the recycling of the bulk metals. The REEs are classified as the most critical raw materials in the European Union, and recycling of REEs from EoL products will reduce their criticality and contribute to the sustainability of REE. Various technological routes have been reported, but most of the methods are effective for highly concentrated magnets or magnet scrap, which is greatly dependent on expensive pre-dismantling processes. This paper presents various innovative metallurgical solutions to the effective REE recovery from current industrial practice for WEEE recycling , including the ferrous scrap from WEEE shredder products and shredder residues from computer hard disk drives. Both hydrometallurgical and combined hydro- and pyrometallurgical REE recovery routes are developed after demagnetization and physical upgrading.
Access provided by CONRICYT-eBooks. Download conference paper PDF
Similar content being viewed by others

Keywords
Introduction
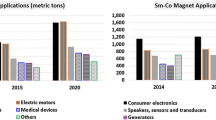
Rare earth elements (REEs) are used in a variety of green technologies, such as permanent magnets , electric vehicles, Ni–MH batteries , among others, and are instrumental in the progression towards a low carbon economy [1, 2]. REEs are in demand from growing clean energy sector and the supply chain for REEs is fragile due to monopolistic supply conditions. Thus, REEs are classified as critical metals [3,4,5]. Magnet recycling and REEs recovery from end-of-life (EoL) products can mitigate the supply risks and help formulate a circular and sustainable economy [6, 7]. Neodymium iron boron (Nd2Fe14B or NdFeB for short) magnets have a very high energy density, are the strongest permanent magnets currently available, and 22% of rare earth oxides produced globally in 2014 were consumed for the production of these magnets [8]. Consequently, they are widely used in wind turbines, hybrid and electric vehicles (HEVs and EVs), household electrical appliances, computer hard disk drives (HDDs), and many small consumer electronic devices.
NdFeB permanent magnets have different life cycles, depending on their applications: from as short as 2–3 years in consumer electronics to 20–30 years in wind turbines. The size of the magnets range from less than 1 g in small consumer electronics to over 1 kg in EVs and HEVs, and can be as large as 1000–2000 kg in the generators of modern wind turbines. NdFeB magnet contains about 31–32 wt% REEs, mainly Nd and Pr plus a few minor, but expensive, heavy REEs (HREEs), such as Dy, Tb and Gd. Recycling of REEs contained in this type of magnets from the EoL products will play an important and complementary role for the primary supply of REEs in the future. However, collection and recovery of the magnet from small consumer electronics imposes great social and technological challenges. To date, no commercial operation is identified to recycle REEs from EoL products. It is simply cheaper to buy REE metals from the primary production than to reprocess the complex scrap material from recycled resources [9, 10], especially for small-sized products where manual separation of the magnets is challenging. In industrial practice, most household electrical and electronic devices are currently shredded, and their magnetic content, mainly iron and neodymium, tends to end up in the ferrous scrap stream, which is too dilute and difficult for economically feasible REE recovery .
At present, no mature and economically feasible technologies have been identified for recycling EoL NdFeB permanent magnets and the recovery of the associated REEs. Most of the processing methods are still at different levels of development stage, as revealed by recent reviews [11, 12]. Selective extraction of REEs over iron is the major objective of NdFeB recycling processes. Pyrometallurgical pre-treatment steps such as oxidation , sulfation , and nitration roasting enable selective extraction of REEs into solution. Iron in the NdFeB magnet is converted to its Fe(III) form in this pre-treatment step. Subsequently REEs are leached into the solution using acid or water leaving iron oxide /hydroxide in the residue. Though these processes are quite effective, they often have very high operational temperature and are thus, energy intensive [13,14,15]. In contrast, wet chemical recycling processes take place at room temperature . In wet chemical processes, magnet waste is completely dissolved into the solution. Then, a selective precipitating agent, such as NaOH, Na2SO4, or HF is added to selectively precipitate REEs as sulfates or fluorides [16]. However, these processes consume non-recyclable chemicals, such as sulfuric acid , HF, and NaOH, generating a large amount of wastewater .
Figure 1 presents the suggested strategy for technological solutions of magnet recycling and REE recovery from EoL magnet wastes. From the circular economy perspective, reuse and/or remanufacturing, as well as direct magnet recycling (magnet to magnet) are always recommended. However, only the relatively pure and clean manufacturing magnet wastes or large magnets from EoL wind turbines or electric motors (EV/HEVs) are suitable for this type of short/direct route. However, the real challenge is the recycling of small permanent magnets from a large variety of electrical and electronic equipment and devices. A short life-span combined with a large number of available sources makes the recycling and/or REE recovery from this stream a very important contribution to the secondary REE resources for permanent magnet sector. In this paper, three different types of NdFeB magnet wastes were targeted for the development of different metallurgical REE recovery processes: (1) ferrous stream from shredding mixed WEEE (product level); (2) computer hard disk drive (HDD) shredder residue (component level); and (3) relatively pure manually dismantled NdFeB magnets (magnet level)

Recommended REE recycling strategy for EoL permanent magnets
REE Recovery from WEEE Shredder Scrap
REEcover Project
The REEcover recycling project (http://reecover.eu) was started in the wake of the 2011 REE price spike [17]. The EU has no active domestic production of REEs and is entirely dependent on imports to meet its demands. The sudden change in the REE market made it clear that the EU was unprepared to deal with a potential shortage in REEs. REEcover was started as a means to tackle this challenge by establishing a domestic source of REEs through the recycling of high-volume low-grade REE-containing waste products. The project identified the iron ore mine tailings from the LKAB mine in Kiruna, Sweden (https://www.lkab.com/en), and shredded WEEE (Waste Electrical and Electronic Equipment ) from Indumetal Recycling , Spain (http://www.indumetal.com), as the two most promising waste steams for REE recycling . In this paper, only REE recovery from the shredded WEEE will be described and discussed.
The Shredded WEEE Scrap
One of the primary applications of REEs is high strength permanent magnet for high tech devices. While some of these devices are being collected at their EoL for recycling , the majority ends up in the general WEEE streams, to be shredded. A survey of the WEEE shredder fractions of the WEEE recycling company INUDMETAL Recycling shows that the ferrous shredder fractions contain fragments of high strength REE magnets , specifically NdFeB magnets . These fragments are physically attached to the steel parts in the stream due to their strong magnetic properties. If these fragments are demagnetized, they can be recovered through grinding and sieving the shredded material. Therefore, an upgrading process was developed with the project partner Lulea University of Technology based on thermal demagnetization, followed by grinding and sieving to produce a REE rich concentrate from the ferrous WEEE shredder fraction. The produced concentrates are 20 times richer in Nd than the non-upgraded ferrous scrap materials and its chemical composition is shown in Table 1.
Hydrometallurgical Route for REE Recovery
Figure 2 shows the flowsheet of the hydrometallurgical recycling process developed for the shredded WEEE during the REEcover project. The recycling process focuses on the oxidation of the demagnetized and upgraded WEEE scrap, which enables the selective leaching of the REEs using diluted H2SO4. After leaching the leach liquor is treated with Na2SO4 to precipitate and recover the REEs as double sulfates. The oxidation of the WEEE is key to suppress the co-dissolution of Fe, the main component of the WEEE. Oxidation is achieved through water based corrosion . This is made possible through the intense grinding of the WEEE scrap during the physical upgrading at the project partner’s research lab at Lulea University of Technology. With a particle size of less than 75 µm, full oxidation can be achieved within 24 h by mixing upgraded WEEE in aerated water at 80 °C. This oxidation method is a lot less energy intensive and greener than the roasting process that is traditionally used to oxidize the ferrous fraction of the magnet scrap.

Hydrometallurgical recycling flowsheet for shredded WEEE scrap
The leaching of the oxidized WEEE is conducted using a 3% H2SO4 with a L/S ratio of 5 at room temperature . It is found that under these leaching conditions the extraction rate of Nd (~90%) is considerably higher than that of Fe (ca. 20%) and that if the reaction is run for only a limited time (5–10 min) a very high selectivity for Nd can be achieved. Once the REEs have been leached they can be recovered via precipitation , while the iron -bearing residue can be used as the secondary materials for ironmaking. Overall the process achieves over 90% recovery of REEs, while limiting the extraction of the other elements below 5%.
Combined Pyro- and Hydrometallurgical Route for REE Recovery
In parallel to the development of the hydrometallurgical recycling process a pyrometallurgical process was developed as an alternative. This pyrometallurgical process was developed by our project partners at NTNU (http://ntnu.no) and was based on the high oxygen affinity of the REEs. The pyrometallurgical process aims to produce REE rich slags that are highly upgraded in REE concentration to serve as an alternative to the thermal demagnetization upgrading process. These slags are then sent to TU Delft for hydrometallurgical processing to extract the REEs.
A combined pyro- and hydrometallurgical process was developed in co-operation with NTNU and Elemetal (http://www.elemetal.eu) to recover the REEs from the ferrous shredded WEEE. In the pyrometallurgy part, the ferrous shredded WEEE was smelted at 1650 °C to produce a ferrous metallic phase and a REE-containing slag phase (ca 1.5% total REE in Ca3B2O6 mineral phase). The REE-bearing slag phase is then hydrometallurgically leached with a 2 M HNO3 solution to extract over 99% the REEs from the slag phase at 80 °C (L/S = 5, 6 h). The leach residue of 60% of the total slag is basically MgAl2O4 mineral phase. The leach liquor is then purified with solvent extraction using D2EPHA and kerosene to remove co-dissolved impurities (Al, Ca, Mg, and Mn). This is followed by oxalic acid precipitation and calcination to produce nearly pure REO mixture of Nd, Pr, and Dy. The developed flowsheet is shown in Fig. 3.

Developed pyro-hydrometallurgical flowsheet for recycling REEs from ferrous WEEE
The REEcover project was successful in designing the processing routes through the lab scale and demonstrated at pilot scale, and the technology is viable for further upscaling for the recovery of REEs from low REE concentration waste stream in the existing WEEE shredding plant. The demonstrated hydrometallurgical WEEE recycling process above is very efficient and requires only a minimal amount of chemicals to recover the REEs. The combined pyro- and hydrometallurgical route can recover both ferrous scrap and iron in the NdFeB magnet as iron -based alloy and the REE species through the formed slag . The major cost is attributed to energy consumption for the smelting of the WEEE waste at high temperature which may however be compensated by the resource savings through production of the crude iron .
REE Recovery from HDD Shredder Residue
Present Industrial Practice
This study is targeted for the REE recovery from separately shredded computer hard disk drives (HDDs) in a current industrial practice [18]. Pre-dismantling of computer HDDs have been reported by some companies mainly for data security reasons, although this is not a standard practice for normal personal computers from offices and homes. The dismantled hard disk drives are shredded, and normally, the ferrous and nonferrous scraps as well as the printed circuit boards (PCBs) are sold as raw materials for further metal recovery in smelters. In most cases, the REE magnet particles after shredding are not recovered although the REE concentration is much higher than those in the shredded ferrous products from the whole EoL product (e.g., computers). In the Netherlands, Van Gansewinkel Group (VGG, now Renewi) operates a small plant for HDD shredding and data destruction. The generated magnet residue in the shredder was used in the present study on REE recovery .
Mechanical Upgrading
In the present study, it was found that a feasible REE-recovery process is dependent on an efficient liberation and separation of the magnets from the other components of the HDDs, thereby minimizing the amount of bulk contaminations. The study indicates that when a coarse shredder was used for this purpose, magnets were poorly liberated from other components. When a fine shredder was applied, magnets were broken into small particles, and the 30 mm steel grate was revealed as an effective tool to retain the magnetic content while still allowing continuous flow of nonmagnetic materials into the outlet stream. Even in this case, however, the as-collected grate residue still contains some nonmagnetic metallic pieces (mostly steel ). The total mass ratio of magnet to non-magnet pieces was approximately 2.2 through hand sorting. With this approach, approximately 70% of the magnet particles were collected in the grate for further processing.
The separately collected magnet residues go through a thermal demagnetization process followed by grinding and screening. After a mild grinding and screening, the magnet-concentrated particles of less than 1 mm in diameter represent approximately 63% of the total collected shredder residue, and a total recovery rate of 95% has been achieved for all the REEs in the collected residues through physical processing. The concentration of REEs (Nd and Pr) was upgraded from 5–7% in the as-collected fine shredder residues to about 17–20% after the above-mentioned physical processing.
Metallurgical REE Recovery
The highly concentrated magnet particles separated from the ductile metal pieces can go through either hydrometallurgical extraction or first with pyrometallurgical slag extraction followed by hydrometallurgical leaching . The REE product of fluoride or oxide (REF3 or RE2O3) can be produced based on a double sulfate precipitation , the two common raw materials in the production of rare earth metals. Figure 4 illustrates the developed processing flowsheet [18].

Proposed processing routes for REE recovery from EOL computer HDDs
As for the metallurgical recovery , the two tested methods both have their advantages. Pyrometallurgical treatment with slag extraction showed that both CaO–SiO2–Al2O3, and CaO–CaF2 slag systems are suitable for full extraction of the rare earths from the magnet scrap into the slag , yielding two products: a concentrated RE-containing slag and an iron -based alloy ingot with more than 99% rare earths and iron recovery . This iron -based alloy is a good source of scrap for steelmaking . Although the recovery of REEs from the slag by leaching with 2.0 M H2SO4 is not yet as efficient as direct leaching , the results are promising for further investigation and optimization . In the second route, the upgraded scrap was directly leached to dissolve 97% rare earth content, under the conditions of 2.0 M H2SO4 at liquid-to-solid ratio of 20, and with mechanical agitation for 8 h at room temperature . The combination of the different steps makes it possible to obtain high recovery of a relatively pure rare earths double sulfate (NaNd(SO4)2.H2O) of 98.4% purity.
After assessing the complete recovery routes, experimental results currently are in favor of the direct hydrometallurgical route. Additionally, this route provides the opportunity to collect recoverable amounts of valuable metals , such as Cu, Ni, Ag, and sometimes Au and Pd through the leach residues, making it a valuable by-product. Many impurities (primarily iron ) are dissolved in sulfuric acid , and these will be removed after the precipitation of rare earths. While fine-tuning will be necessary before this processing route can be implemented commercially, the route developed in this study provides a feasible transition into commercial recovery operation that can positively influence the current European market dynamics of critical metals supply. The choice of using the existing industrial machinery will significantly reduce new investment costs for equipment and operation for the industry. In addition, as shredding is not specially designed for HDDs, the developed route is also suitable for the treatment of other waste streams (EoL products) that contain NdFeB magnets . This makes the developed processing route increasingly more attractive in the future.
REE Recovery from Magnet Waste Using Electrochemical Oxidation
EREAN Project
This research is part of the EU project EREAN (http://erean.eu). EREAN (European Rare Earth Magnet Recycling Network) is the FP7 Marie-Curie Initial Training Network Project, focusing on the recycling of NdFeB permanent magnets . Research challenges include the development of efficient extraction of rare earth containing materials from electronic waste scrap, removal of exogens by pyro- and hydrometallurgical methods to produce a concentrate of rare earths, new separation methods, direct electrochemical reduction of rare-earth oxides into metals, and the preparation of new magnets . The present work focuses on electrochemical dissolution of rare earths in the permanent magnets to generate REE-bearing iron -free solutions for RE oxide preparation. The result presented in this part of the paper is one of the technology routes: combined chemical and electrochemical process.
Materials and Method
For relatively pure and less contaminated magnet wastes, e.g. magnets received from manual dismantling, we have developed a combined chemical and electrochemical process to effectively recover REEs from these types of NdFeB magnet waste at room temperature . The composition of the magnet waste is given in Table 2.
REE Recovery Flowsheet
The complete flowsheet of the process is presented in Fig. 5. Detailed information about the experimental setup and all the steps involved were published elsewhere [19]. Firstly, the magnets were completely dissolved in HCl acid. Then, an electrochemical reactor was used to in situ electrochemically oxidize more than 99% of Fe(II) to Fe(III) selectively, because the Fe(II) oxidation with air or pure oxygen is kinetically very slow. The possible anodic reactions in such an un-divided reactor are:

An electro-oxidative approach to recycle NdFeB magnet scrap
Monitoring of anode potential over time revealed that the anodic oxidation of Fe(II) was the predomination mechanism, while in cathode hydrogen evolution was the predominant reaction. Back reduction of Fe(III) to Fe(II) in cathode was avoided by choosing a large ratio between anode area to cathode area. The overall energy consumption of this process was around 1.4 kWh/kg of iron .
In the parallel route, the leachate was neutralized with ammonia to remove iron from the leachate completely as Fe(OH)3 precipitate. A pink leachate was produced rich in REEs and cobalt . Subsequently, oxalic acid was added to this leachate at a ratio of 2:1 to selectively precipitate REEs leaving cobalt in the solution. The precipitated rare earth oxalates were calcined to obtain rare earth oxides of high purity (99.5%). It was also demonstrated that it is feasible to recover cobalt from the solution as metallic cobalt through an electrowinning process.
In the direct precipitation route, an excess of oxalic acid was necessary to recover REEs. However, it produced no acid waste and ferric chloride produced can be directly sold as chemical by-product. Unlike the direct precipitation route, the neutralization route involves multiple steps and consumes ammonia , which cannot be recycled. However, the neutralization route also provides the possibility to obtain the additional valuable metal in the form of pure cobalt solution or metallic cobalt .
In addition to the above mentioned electro-oxidation route, another electrochemical process was developed through selective extraction of REEs from NdFeB magnet waste at room temperature . A two-chamber membrane electrochemical reactor was used for REE recovery with an anion exchange membrane in between the compartments [21]. The kinetics of the extraction can be enhanced with increasing current density. HCl used in the leaching step can be recovered back after the oxalic acid precipitation step making the whole process closed-loop and environmentally friendly.
Concluding Remarks
REEs are the most critical materials in Europe and the world. Increasing demand for NdFeB permanent magnets will cause potential shortage of REE supply in the future. Magnet recycling and REE recovery from magnet wastes and EoL products will mitigate the future supply shortage. However, there have been no commercial magnet and REE recycling from EoL electrical and electronic products, due mainly to technological and economic reasons. At present, there have been no economically viable technologies available for magnet recycling from EoL products. WEEE is the main source of small sized NdFeB permanent magnet applications, and is very difficult to recycle the magnets and the contained REEs. The present REE market with relatively low prices is not in favor of the recycling operation.
The small sized NdFeB magnets in electrical and electronic products are not suitable for reuse or remanufacturing and direct magnet recycling , unless the clean magnets could be effectively liberated. The three research examples described in this paper demonstrate strategies for efficient REE recovery from EoL permanent magnets based on present industrial practice of WEEE shredding, before cost efficient magnet liberation technologies are developed. Different shredding practices generate REE magnet bearing waste streams at different concentration levels. The magnet residues from the ferrous scrap stream could be collected for REE recovery (Nd, Pr, Dy, Tb, etc.) through physical upgrading and metallurgical recovery . Direct hydrometallurgical, combined pyro- and hydrometallurgical, as well as the electrochemical routes have been developed with different merits. The key to success is the selective REE extraction over the iron and other transition metals in the magnet and the waste residues. The other challenges are to reduce the use of chemical reagents, minimize effluent generation, and improve the total resource recovery of other non-REE constituents (steel and other transition metals).
References
Alonso E et al (2012) Evaluating rare earth element availability: a case with revolutionary demand from clean technologies. Environ Sci Technol 46:3406–3414. https://doi.org/10.1021/es203518d
Nansai K et al (2014) Global flows of critical metals necessary for low-carbon technologies: the case of neodymium, cobalt, and platinum. Environ Sci Technol 48(3):1391–1400. https://doi.org/10.1021/es4033452
Goodenough KM, Wall F, Merriman D (2018) The rare earth elements: demand, global resources, and challenges for resourcing future generations. Nat Resour Res 27(2):201–216. https://doi.org/10.1007/s11053-017-9336-5
Gemechu ED et al (2016) Import-based indicator for the geopolitical supply risk of raw materials in life cycle sustainability assessments. J Ind Ecol 20(1):154–165. https://doi.org/10.1111/jiec.12279
European Commission (2017) Report on the critical raw materials for EU, report of the Ad hoc working group on defining critical raw materials. European Commission, Enterprise and Industry, Brussels
Sprecher B et al (2017) Novel Indicators for the quantification of resilience in critical material supply chains, with a 2010 rare earth crisis case study. Environ Sci Technol 51(7):3860–3870. https://doi.org/10.1021/acs.est.6b05751
Nlebedim IC, King AH (2018) Addressing criticality in rare earth elements via permanent magnets recycling. JOM 70(2):115–123. https://doi.org/10.1007/s11837-017-2698-7
Gutfleisch O et al (2011) Magnetic materials and devices for the 21st century: stronger, lighter, and more energy efficient. Adv Mater 23(7):821–842. https://doi.org/10.1002/adma.201002180
Schüler D, Buchert M, Liu R, Dittrich S and Merz C (2011) Study on rare earths and their recycling—final report for the Greens/EFA Group in the European Parliament, Öko-Institute e.V
Moss RL et al (2011) Critical metals in strategic energy technologies: assessing rare metals as supply-chain bottlenecks in low carbon energy technologies. Eur Comm JRC Inst Ener Transp. https://doi.org/10.2790/35716
Binnemans K et al (2013) Recycling of rare earths: a critical review. J Clean Prod 51:1–22. https://doi.org/10.1016/j.jclepro.2012.12.037
Yang Y et al (2017) REE recovery from end-of-life NdFeB permanent magnet scrap: a critical review. J Sustain Metall 3(1):122–149. https://doi.org/10.1007/s40831-016-0090-4
Vander Hoogerstraete T et al (2014) From NdFeB magnets towards the rare-earth oxides: a recycling process consuming only oxalic acid. RSC Adv 4(109):64099–64111. https://doi.org/10.1039/C4RA13787F
Önal MAR et al (2017) Recycling of NdFeB magnets using nitration, calcination and water leaching for REE recovery. Hydrometallurgy 167(1):115–123. https://doi.org/10.1016/j.hydromet.2016.11.006
Önal MAR et al (2015) Recycling of NdFeB magnets using sulfation, selective roasting, and water leaching. J Sustain Metall 1(3):199–215. https://doi.org/10.1007/s40831-015-0021-9
Lyman JW, Palmer GR (1993) Recycling of rare earths and iron from NdFeB magnet scrap. High Temp Mater Process (London) 11(1–4):175–187. https://doi.org/10.1515/HTMP.1993.11.1-4.175
Massari S, Ruberti M (2013) Rare earth elements as critical raw materials: focus on international markets and future strategies. Resour Policy 38(1):36–43. https://doi.org/10.1016/j.resourpol.2012.07.001
Abrahami ST, Xiao Y, Yang Y (2015) Rare-earth elements recovery from post-consumer hard-disc drives. Miner Process Extr Metall 124(2):106–115. https://doi.org/10.1179/1743285514Y.0000000084
Venkatesan P, Sun Z, Sietsmaa J, Yang Y (2018) An environmentally friendly electro-oxidative approach to recover valuable elements from NdFeB magnet waste. Sep Purif Technol 191:384–391. https://doi.org/10.1016/j.seppur.2017.09.053
Yang Y, Wang X, Wang M (2015) Recovery of iron from red mud by selective leach with oxalic acid. Hydrometallurgy 157:239–245. https://doi.org/10.1016/j.hydromet.2015.08.021
Venkatesan P et al (2018) Selective electrochemical extraction of REEs from NdFeB magnet waste at room temperature. Green Chem 20(5):1065–1073. https://doi.org/10.1039/C7GC03296J
Acknowledgements
The research presented in this paper has received the funding from the two EU FP7 funded projects MC-ITN EREAN (project no. 607411) and REEcover (project no. 603564), as well as the industrial funding from Van Gansewinkel Group (now Renewi) in the Netherlands.
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2018 The Minerals, Metals & Materials Society
About this paper

Cite this paper
Peelman, S., Venkatesan, P., Abrahami, S., Yang, Y. (2018). Recovery of REEs from End-of-Life Permanent Magnet Scrap Generated in WEEE Recycling Plants. In: Davis, B., et al. Extraction 2018. The Minerals, Metals & Materials Series. Springer, Cham. https://doi.org/10.1007/978-3-319-95022-8_221
Download citation
DOI: https://doi.org/10.1007/978-3-319-95022-8_221
Published:
Publisher Name: Springer, Cham
Print ISBN: 978-3-319-95021-1
Online ISBN: 978-3-319-95022-8
eBook Packages: Chemistry and Materials ScienceChemistry and Material Science (R0)