
Abstract
The manufacture of pulp and paper is an important branch of industry worldwide and is based on complex and multidisciplinary technology . The production and modification of cellulosic fibre , which created the foundation for this industrial sector, has had a rich and colourful history. It has gone through many eras and its development has been closely integrated with the growth of our fundamental knowledge of chemistry and other natural sciences. During the last two decades, modern pulp and paper technologies have undergone some significant developments, especially ones involving the creation of a wide range of new options for different feedstock materials. Nevertheless, the fundamental concept behind most pulp and paper technologies has remained practically the same. By the same token, there are still some major challenges to be overcome in the future, and they deal mainly with the economic production of novel by-products and their possible applications as well as environmental concerns. This chapter briefly traces the historical evolution of the development of pulp and paper technology , and also outlines its present situation.
Access provided by CONRICYT-eBooks. Download chapter PDF
Similar content being viewed by others


Keywords
1 The Origins of Turning Cellulosic Materials into Paper
The use of cellulose -containing fibrous feedstocks for papermaking was known in early Far Eastern and Near Eastern cultures, from whence this knowledge gradually spread to Europe (Atchison and McGovern 1983; Whistler et al. 1984; Lindberg 2000; Alén 2007, 2018). It is known that many such materials have long fulfilled human needs for clothing and housing. Additionally, organised societies have recorded their thoughts and ideas on myriad materials, some whose existence is ephemeral (e.g., sand and leaves) and others that are far more permanent (e.g., stone, clay tablets, bone objects, leather, fabrics and walls of caves as well as surfaces of tree bark, wood and metals or their alloys). Hence, the physical form of cellulosic fibre (collectively called “paper”) developed in China about 2000 years ago has been said to perhaps be humanity’s most important invention. Paper has been made in many ways through the ages, and all the ancient methods are still being applied. The most common writing materials have been, besides cellulosic fibre , papyrus and parchment .
Papyrus (the ancient Egyptian word “pa-per-ah” means “pharaoh’s own”) was made from veneers of the stem of a reed -type plant (a marsh grass , Cyperus papyrus) flourishing in the Nile River valley and delta in ancient times, and it was widely used to make rugs, boats and sandals. Thin veneers, as wide as possible, were first soaked and then pounded into flat “basic sheets” that were then joined with either the plant’s own “glue” or wheat starch . The final product was an even, 20 m long strip with a maximum width of about 30 cm and it was strong and flexible enough to be easily rolled into a “book”. The writing surface was treated with pumice to prevent the ink from spreading and to cause it to adsorb properly on the surface. Papyrus rolls have been found since the First Dynasty of ancient Egypt (3100–2900 BC); the most recent ones date from ca. 1000 AD. Papyrus survives well in dry climates, like the desert, but it absorbs moisture in humid climates and becomes moldy. Papyrus rolls that have not been exposed to oxygen or mold or those partially charred in fires have survived to the present time and tens of thousands of them can be seen in leading museums.
Initially, papyrus was mainly produced in Egypt and from there it spread—in spite of its “secret” method of preparation—as the preferred writing material of antiquity around the Mediterranean and nearby regions to the rest of Europe and Asia Minor . While papyrus as such cannot be fully included within the concept of paper, the word “paper”, for example, and its numerous varieties in European languages, derive from its original name. During the period of Roman Caesars, the consumption of papyrus rolls was so large that their use had to be regulated. The production of papyrus decreased in the 800s and nearly ended in the 900s. The main reason for this was probably the introduction of a substitute, parchment , and gradually also actual “modern” paper. Moreover, the papyrus plant disappeared from large areas of Egypt at the same time.
Thus, paper was traditionally made from a filament product obtained by taking plant fibres that have been chemically or mechanically separated from each other. In the oldest method of making paper in China , a fixed amount of a solution of suspended fibres was poured into a mold that was partially submerged in water. The mold consisted of a wooden frame with a coarsely woven cloth stretched across it. The water drained through the cloth, leaving a thin and uniform fibre web on top, and it could be separated and dried. Into this basic fibre material could be mixed a wide range of additives (today mineral fillers and pigments, functional chemicals and process chemicals are added) for various purposes. Although the papermaking process has come a long way from its earliest days, and there have been many inventions that have affected the quality of paper products, papermaking is still in essence a “rather simple process”. By the same token, the modern manufacture of paper embraces a wide range of technologies and fields of science, specifically surface and colloidal , organic and inorganic chemistry and even microbiology.
The actual art of papermaking apparently did not arise accidentally. According to the documents of the Chinese ruler of the time, Emperor Ho-Ti of the Han Dynasty (206 BC–220 AD), Ts’ai Lun , a court officer and scholar who entered the service in 75, introduced in 105 to the public the art of making use of a variety of raw materials to create fibre products for different purposes. However, it is also said that paper materials dated from 73 to 49 BC have been found in China . Under Ho-Ti’s systematic leadership, modern papermaking started and paper material evolved into a high-quality product; several mentions exist about its use during the following centuries. The Chinese used phloem fibres from the bark of the paper mulberry tree (silk tree, Broussonetia papyrifera ) and white mulberry tree (Morus alba) and fibres from ramie (Boehmeria nivea) , and many other fibre materials, such as old rags and fish nets, which were all usually treated with potash and refined (i.e., macerated) until each filament was completely separate.
In China papermaking evolved into a significant home industry. Old Chinese paper found an unbelievable array of uses and was clearly of better quality than Egyptian papyrus . As a novelty, toilet paper was produced for the first time for the Emperor’s court in 589, paper money used by the banks for receipts to the merchants (“flying money” that flew with the wind) in 807, playing cards in 969, casings for fireworks, banknotes for general use in ca. 1000 and paper lanterns in ca. 1100. In addition, the Chinese, since the 800s, began printing houses using wooden slabs that produced major printing works, such as the “Holy Books of the Buddha” that appeared in 972. The Chinese started using the fibres of rattan palm (Calamus rotang ) as raw material in papermaking in the 900s, and it became the final improvement of the method. Only after this advance did paper finally replace the traditional use of bamboo strips in making “bound books”.
The Chinese tried for a long time to keep their art of papermaking secret to protect their monopoly. However, it spread gradually, first to Korea in the 300s or 400s and then to Japan in ca. 610. The Japanese used the phloem layers of the mulberry tree and local mitsumata (Edgeworthia papyrifera) and gambi (Wickstroemia canhescens) bushes as raw materials. They also learned to make new products, such as silk paper , which became famous due to its excellent strength. On the other hand, the Arabs, who had created a powerful army during the Turkestan war, captured in the Battle of Talas (today it is in Kyrgyzstan ) in 751 Chinese prisoners of war who knew the art of papermaking and printing. With the prisoners’ labor, the city of Samarkand in Uzbekistan in Central Asia (southeast of Lake Aral ) became an important centre of these new arts. Although it is likely that paper was already being produced there, the Arabs were quick to realise the advantages of paper materials made from rags, flax and hemp over traditional papyrus and parchment .
Thereafter, these papermaking skills spread expeditiously into other centres of the Arab empire (Baghdad 793, Damascus and Cairo 900, Fèz 1100, Xàtiva 1139 and Córdoba 1150), thus migrating from Asia first into North Africa (Egypt and Morocco ) and then to Spain . Caliph Harun ar-Rašid (786–809), also known for his sagas, largely caused this development, as he understood the value of this knowledge obtained as war booty and decreed that papermaking was to be a state monopoly. This substantially enhanced the already powerful Arabic culture in its respect for the written word (ca. 750–1260). The Arabs further developed the techniques of rag grinding and paper sizing . They made coloured papers for various purposes, for example, blue for sorrow, yellow for riches and red for happiness and nobility.
The art of papermaking thus arrived in Europe , on one hand, from Morocco with Moor merchants and, on the other hand, with the Venetian explorer Marco Polo (1254–1324), who probably spent 17 years in the service of the Mongol emperor Kublai Khan (1215–1294) in Peking . Polo, a member of an esteemed line of merchants and aristocrats, started his journey in 1271 along the Silk Road through the enormous Mongol empire with a retinue including his father and uncle, who had travelled in the East earlier. It is reported that Polo returned to Venice in 1295, but he was taken prisoner in 1298 when Venice and Genoa were at war. He probably prepared with the help of a fellow prisoner (Rustichello da Pisa ) an accurate and extensive travelogue known as the book, Il Millione.
Although Arabian paper, among others, was in common use in many countries for a while, there was a clear trend to start independent production. The first “paper mills” were established, for example, in Spain (Xàtiva , Valencia , in 1139), France (1189), Italy (Fabriano , 1220), Germany (1390), Switzerland (1432), Austria (1463), Poland (1473), England (1490), Sweden (1565), Denmark (1573), Russia (1576), Holland (1586), Finland (1667), North America (1690) and Norway (1695), in relatively rapid succession.
A short description of the development of coated papers illustrates the early origins of papermaking chemistry and paper converting: pigment -coated papers typically consist of a base paper covered by a mixture containing at least a binder and an inert pigment . An early Chinese document dated 450 AD reported starch sizing and gypsum surface treatments to improve its properties. During the Tang Dynasty between 618 and 907 AD, paper was coated with white mineral powders and wax , which filled the cavities between fibres to increase water repellency and smoothness for fine calligraphy . Furthermore, by the eighth century, Arab cultures modified paper with talc , gypsum or chalk , which could also be mixed with rice starch to coat the paper for increased whiteness. During the Middle Ages, paper was coated with white pigments to provide an appropriate surface for metal-point drawings. After this period, there were a seemingly infinite number of instances in which papers were coated for different purposes, and the nineteenth and twentieth centuries in particular fostered the development of new coating application techniques. Modern coatings are composed not only of pigments and binders (typically 90–94% pigment and 6–10% binder ), but also additives and water. The most important pigments include clay, calcium carbonate and silicates , whereas the principal binders are either hydrophilic water-soluble colloids (e.g., starch and protein ) or resins (or latexes) and resin emulsions in an aqueous medium.
2 The Basics of Industrial Applications of Cellulose
Cellulose is the world’s most abundant natural biopolymer and this fibrous material is distributed in its natural form throughout the plant kingdom (Sjöström 1993; Alén 2000a, 2011, 2018). Almost all cellulose is formed by photosynthesis (“plant cellulose ”), but there are also microbial extracellular carbohydrates, such as “biocellulose” or “bacterial cellulose ” that are synthesised by various bacteria. The content of cellulose in plant materials and technical products (mainly containing cellulose , hemicelluloses and lignin ) varies depending on its origin (Table 2.1).
Besides cellulosic wood fibres, there is archeological evidence that cotton , consisting of nearly pure cellulose , was used in India to make cloth and yarn in ca. 3000 BC, although this use may have started in India and elsewhere as early as 6000 BC. By 1500 BC, a centre of cotton manufacture had arisen in India , from where the knowledge spread to Persia (Iran), China and Japan . According to the writings of the Greek historian Herodotus and Roman Gaius Pliny the Elder , people of their time were familiar with cotton fibres. As indicated in Table 2.1 there are numerous other plant-based fibres, such as flax , manila , esparto , hemp , jute and sisal , and gradually the art of preparing these fibres into materials for cloth was learned.
Elucidation of the chemical origin of cellulose dates back nearly two centuries. Over the course of 1837–1842, the French botanist Anselme Payen (1795–1871), an open-minded experimenter, noted that most plant materials contain a relatively resistant component with essentially the same elemental composition. This fibrous material isolated as a residue in the nitric acid treatment of plant materials was labelled “cellulose ” according to his suggestion, and this name was confirmed in 1839 by the French Academy . The incrusting material of cellulose was isolated and named “lignin ” (in Latin, “lignum” means “wood”) in 1865 by Franz Eilhard Schulze (1840–1921). This term was probably already in use in a similar context in 1819 by Augustin Pyramus de Candolle (1778–1841).
A new area of cellulose chemistry started almost 50 years ago when non-aqueous solvent systems (e.g., N-methylmorpholine N-oxide) for cellulose were discovered. Solvents for cellulose are central to the more effective preparation of cellulose derivatives, but they are also needed in laboratory work. Those conventional solvents cannot be recovered and reused. Hence, novel solvents for cellulose have been systematically sought for industrial purposes, especially for the rayon and cellophane industries (i.e., for preparing regenerated cellulose fibres).
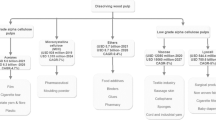
Cellulose derivatives, mainly based on the modification of dissolving pulps typically with high cellulose contents (80–90%), can be divided into cellulose esters and cellulose ethers. However, cellulose was used as a starting material for technically important derivatives even before its polymeric nature was fully understood. Already in the 1800s, it was possible, in the chemical industry, to produce nearly pure cellulose for use in the manufacture of cellulose derivatives with different properties. For example, Henri Braconnot (1780–1855) first prepared the oldest cellulose derivative of commercial importance, cellulose nitrate or nitrocellulose (“smokeless powder”), as early as 1832. The early history of this inorganic ester is related to the militaries of most European nations during the second half of the nineteenth century. In 1846, Christian Friedrich Schönbein (1799–1868) developed the preferred method of highly nitrated cellulose (“cotton powder” or “gun cotton ”) and in 1863 Frederick Abel (1827–1902) developed a method of safely handling cellulose nitrate , making possible its use as an explosive. Later in 1868, John Wesley Hyatt (1837–1920) discovered semisynthetic thermoplastic “celluloid”, by combining cellulose nitrate (“collodion”) with camphor and a minor amount of other plasticisers . This discovery was made during a public competition which had as its objective finding substitute materials for ivory in producing billiard balls. Thus, cellulose nitrate gradually became the progenitor of numerous industries, including the production of explosives, plastics, lacquers, protective coatings, photographic films and cements. The synthesis of cellulose nitrate formed the basis for the first industrial process that produced “artificial silk”.
The largest part of the cellulose -based artificial fibre , “viscose rayon ”, the first semisynthetic fibre product, is manufactured by the so-called “viscose process” originally invented in 1892 by Charles Frederick Cross (1855–1935), Edward John Bevan (1856–1921) and Clayton Beadle (1899–1976). This product was commercialised in 1894 for textile purposes. Today, rayon is used in many clothing articles; it may be the most useful synthetic fibre or filament to human beings. The corresponding production of regenerated cellulose from cellulose nitrate was already realised by Hilaire de Chardonnet (1839–1924) in 1885 (full-scale production began in 1899). This invention can even be traced back to 1850, when Joseph Wilson Swan (1828–1914) made electric lamp filaments by extrusion, and to 1855, when Georges Audemars prepared nitrocellulose-based artificial silk by a method impractical for commercial use. Due to the high flammability of this nitrogen-containing artificial silk, it was quickly taken off the market. Chardonnet’s artificial silk was exhibited at the Paris Exhibition of 1899 and it won the Grand Prix.
During the 1890s, a development was stimulated not only by scientific curiosity but also by a more practical aim to transform using modern chemistry water-insoluble cellulose into a dissolved state. The ultimate aim was to prepare artificial silk from an endless cellulose thread. Among the long list of produced cellulose derivatives of great importance, cellulose acetate was first available in the 1930s. This cellulose ester was the first ester derivative of cellulose ; it was first produced in 1865 by Paul Schützenberger (1829–1897).
3 Chemical Pulping
3.1 General Aspects
Paper and its often multi-layered stiffer variety, cardboard or paperboard (collectively called “board ”), are today among our most important and versatile products that serve us in all aspects of our lives (Atchison and McGovern 1983; Alén 2007, 2018). The distinction between paper and board has been rather vague, especially in the past when products were named according to their purported use rather than their physical properties. The world’s annual production of paper and board (including large amounts of additives and fillers) totals about 400 million tons, and the demand is expected to grow to nearly 500 million tons by 2020.
Pulping refers to the different processes that are used to convert wood or other fibrous feedstocks into a mass of liberated fibres by dissolving the lignin that binds the cellulosic fibres together; the process is thus called “delignification ” (Ritman 1968; Sjöström 1993; Sundholm 1999; Alén 2000b; Gullichsen and Fogelholm 2000). This conversion can be accomplished either chemically or mechanically or by combining these two treatments. The term “pulp ” is collectively used for chemical, semichemical, chemimechanical and mechanical pulps. Although pulps are mainly used for papermaking , some pulps (dissolving pulps) are processed into cellulose derivatives (cellulose esters and ethers) and regenerated celluloses, for example, viscose or rayon .
Table 2.2 gives a broad classification of commercial pulping processes and their yields. The average yield of chemical pulp is in the range of 45–55%. Yields of the products in dissolving pulping (i.e., pulps from acidic sulphite, multistage sulphite and pre-hydrolysis kraft methods) are generally 35–40%. Chemical pulping accounts for 70% of the total worldwide production; about 90% of chemical pulps (about 130 million tons) are currently produced in the dominant kraft (sulphate ) process. The term “high-yield pulp ” is often used for different types of lignin -rich pulps (mainly from neutral sulphite pulping ) that require mechanical defibration . The annual production of high-yield pulps is about 45 million tons. Additionally, about 150 million tons of recovered fibres (deinked pulp , DIP ) are used for papermaking , and one major trend in the industry is the growing use of recycled paper .
There are several major reasons why kraft pulping is dominant. The pulp it produces has excellent strength properties and yet it can use low quality wood as feedstock . In addition, it involves a well-established and efficient recovery of cooking chemicals, energy and by-products (i.e., crude turpentine and tall oil soap ). In this conventional process, delignification takes place at elevated temperature (160–170 °C) and pressure (7 bar) under strong alkaline conditions with an aqueous solution of sodium hydroxide and sodium sulphide . Due to the lack of selectivity in kraft pulping , roughly one half of the raw wood substance that is used degrades and dissolves into the cooking liquor (“black liquor ”). It thus contains, besides degraded lignin fragments, a substantial amount of carbohydrate -derived materials (mainly aliphatic carboxylic acids). The fundamental degradation phenomenon of wood carbohydrates was noticed in 1885, and it was named after its observers, Cornelis Adriaan Lobry van Troostenburg de Bruyn (1857–1904) and Willem Alberda van Ekenstein (1858–1937), and referred to as the “Lobry de Bruyn-van Ekenstein transformation” or the “Lobry de Bruyn-Alberda van Ekenstein transformation”.
The main by-products of softwood kraft pulping are, besides black liquor , crude sulphate turpentine and tall oil soap . The availability of these by-products in a mill strongly depends on the wood species used, the method and time of storing logs and chips and the growth conditions of the trees; even among extractives-rich pine species there is significant variation in the volume of by-products . After recovery of most extractives-based compounds, the remaining black liquor mainly contains, in addition to inorganic substances, lignin , carbohydrate degradation products and residual extractives.
Crude turpentine is recovered from the digester relief condensates. The average yield of crude turpentine of pine species is between 5 and 10 kg per ton of pulp and somewhat lower for spruce species. Crude turpentine is purified in a distillation process, whereby impurities, such as sulphur-containing compounds, are removed. Main distillation fractions from turpentine have been used as paint thinners, varnishes and lacquers, and as rubber solvents and reclaiming agents. Today, they are used for making different products for the chemical industry, for pharmaceutical purposes (liniments) and perfumery.
Tall oil soap is removed from black liquor during its evaporation process and its chemically bound sodium is liberated by adding sulphuric acid to yield crude tall oil (CTO). The average yield of CTO is in the range of 30–50 kg per ton of pulp , corresponding to 50–70% of its initial volume in the raw material that is used for pulping . CTO is normally purified and fractionated by vacuum distillation . The main fractions include light oil, fatty acids, rosin (resin acids) and pitch residue. Of these fractions, only some parts of the light oil and pitch residue are generally used for combustion, other fractions and parts are utilised for versatile chemical purposes.
Unlike the alkaline kraft process, the sulphate process covers the whole range of pH, ranging from acidic conditions (pH 1–2, acid sulphite cooking ) to alkaline conditions (pH 9–13, alkaline sulphite-AQ cooking ) (Table 2.2). This variation causes a wide variance in pulp yields and properties; the pulps extend from dissolving pulps for chemical end uses to high-yield NSSC grades used mainly for packaging purposes. Hence, the active sulphur-containing species in the sulphite process also typically vary and similarly, the active base (cations) used depends on the pH range. As in the kraft cooking , in the acid sulphite and bisulphite cooking roughly one half of the wood substance degrades and dissolves into the cooking liquor (spent liquor) that contains degraded lignin fragments (lignosulphonates) and a considerable amount of various carbohydrate -derived materials. Sulphite pulping has decreased considerably during recent decades, but it is still important in certain countries and for making certain qualities of pulp . Its advantages over the kraft process include the production of brighter unbleached pulps, higher yields at a given removal of lignin , fewer odour problems and lower costs.
Today, wood is the predominant source of cellulosic fibre for pulp and paper manufacture, representing about 90% of the total, with the rest coming from various fibrous, non-wood feedstocks. The annual production of non-wood-derived pulps is about 20 million tons. Table 2.3 shows a general comparison between the chemical composition of wood and fibrous non-wood feedstocks utilised in pulping . One of the most harmful properties of non-wood lignocellulosics in pulp production is a high content of inorganics, mainly silica (typically, 0.5–7% of the feedstock dry solids). The main organic components in non-wood feedstocks are the same as those in wood feedstocks; they are found in varying amounts depending on species (genetic differences), presence of special tissues within individual plants and growing conditions. Because non-wood feedstocks are available in various forms, their physical and mechanical properties also vary. They typically include agricultural residues (e.g., sugarcane bagasse , sorghum corn stalks , cotton stalks, rice straw and cereal straws), natural-growing plants (e.g., bamboo , esparto , sabai , elephant grass and reeds), and non-wood crops (e.g., jute , ramie, hemp , kenaf , flax tow, abaca , sisal and cotton linter) grown primarily for their fibre content.
The most traditional delignification methods for non-wood feedstocks are soda and soda -AQ processes, although various sulphite and kraft processes are used as well. Pulping of non-wood as well as wood raw materials with organic solvents (“organosolv methods ”), an approach dating back to the beginning of the 1930s (Theodor N. Kleinert and Kurt von Tayenthal ), was not seriously considered for practical applications until the 1980s. The idea was to use basically “lignin solvents” for this purpose, but the systems were systematically investigated with a view to develop new industrial pulping processes.
The main driving force for developing organosolv pulping has shifted from energy-related considerations to the possibility of operating sulphur-free, less polluting and more economical (small-size) pulp mills with a simplified chemical recovery system, as well as improved recovery and upgrading of by-product lignin and hemicelluloses. These mainly acidic processes can provide solutions to problems of conventional non-wood pulping , including those related to chemical recovery of silica . The ambitious goals have given rise to many variations of organosolv pulping with organic solvents, mainly simple alcohols and organic acids. In general, the processes have been intensively studied but only a few commercial-scale operations have emerged. Additionally, most of the relevant solvents have been used in the presence of water; the introduction of suitable catalysts as the third component of the cooking liquor has enabled the production of pulps with a satisfactory degree of delignification , yield and strength. Organosolv methods, seen as potential examples of biorefinery concepts, may attract increased interest. As the ultimate aim is not only the effective production of chemical pulp but also the utilisation of by-products (lignin and carbohydrates) without their significant degradation , organosolv methods may play a significant role in the future.
3.2 Early Approaches
This section briefly outlines the main historical stages of chemical pulp production, especially in the 1800s, when the decisive technological developments occurred (Sjöström 1993; Alén 2011, 2018). In the West, in order to obtain a uniform product, paper was made primarily from pulped flax rags until 1843–1844. During this period and unknown to each other, Friedrich Gottlob Keller (1816–1895 in Saxony, Germany ) and Charles Fenerty (1821–1892 in Nova Scotia, Canada ) produced the raw material for papermaking from pulped wood into which rag pulp was added to increase its strength. Then in the early 1850s, Heinrich Voelter (1817–1887) and Johan Matthäus Voith (1803–1874), who bought the patent from Keller in 1846 in Heidenheim , Germany , presented the principles of a grinder suitable for large-scale production of groundwood pulp . After entering commercial production, the grinder won a gold medal in 1854 in the First General German Industrial Exhibition in Munich . It also evoked great interest at the Paris Exposition the following year. Consequently, the industrial production of pulp from wood using this groundwood process developed quickly in Scandinavia and Germany in the 1860s; the first pulp mill was founded in 1861 in the city of Poix in Belgium . At the Exposition Universelle of 1867 in Paris , it was possible to exhibit a modern pulp mill that even showed techniques for sorting , reject control and drainage .
In the manufacture of traditional rag (or cotton ) paper made from cotton linterns or normally cotton rags, the collected and sorted material was reduced in size by cutting it into smaller pieces and removing buttons, pins and other foreign matter. This material was then treated with a lye solution, which removed fats and parts of dyes . Thereafter, the rags were allowed to “rot” through the retting or fermentation process at a warm temperature (the process was followed by observing the formation of mold), which caused the fibre strands to swell and become suitably brittle to enable the grinding of the material into a watery pulp . This process was first done by hand, but later stampers driven by water wheels, windmills or horses were used. The ground, watery pulp was drained to form paper sheets, the dried sheets were dipped into a solution of animal glue or starch to improve their properties and finally, they were hung on lines to dry.
The delignification from wood, the obvious and most common source of raw fibre material, proved surprisingly difficult and time consuming. In Europe at the turn of the eighteenth century, paper pulp was first made by cooking straw (its chemical defibration is easier than that of wood) in an alkaline , aqueous solution in an open vessel. Only in the early 1850s was a more efficient method (by A. Miller ) of using a closed vessel under pressure introduced, enabling the use of higher temperatures. According to a patent (by Charles Watt and Hugh Burgess ) granted in 1854, in addition to straw and other plant fibre pulps, wood raw material could also be cooked in an even stronger solution of sodium hydroxide at a higher temperature (150 °C). In this case, the losses from the cooking chemical were replaced with soda (sodium carbonate ), whence the process was called “soda pulping ”; the first factory was founded in the United States in 1854. Its patent also included chlorine-based bleaching of the product. The principles of “general chlorine bleaching ” were already established nearly 100 years earlier in 1744, when Carl Wilhelm Scheele (1742–1786) noticed the bleaching effect of the gaseous matter (containing chlorine and oxygen) he had prepared. Soon thereafter, Claude Louis Berthollet (1748–1822) used mixed chlorine gas to bleach rags of poor quality for use as raw material for making white paper, a development that also enabled the use of coloured rags. It took another 30 years before Humphry Davy (1778–1829) realised that chlorine was an element, for which he proposed the name “chloride” (in Greek “light green”).
Asahel Knowlton Eaton (1822–1906) patented in 1870 a method for replacing the sodium losses in alkaline cooking with sodium sulphate (“sulphate cooking process”). This method is normally known as “kraft cooking process” or “kraft process” and named according to the high strength of the resulting product (in German, “Kraft ” means “strength”). Finally, based on the same idea, Carl Ferdinand Dahl presented in 1884 a practical process of employing wood as raw material , which was the decisive impetus toward the rise of the modern kraft industry. This quickly led to large-scale production; the first factory was founded in Sweden in 1885. The burning and causticising of the cooking chemicals (the sodium carbonate formed in the burning is converted to “caustic soda ”, sodium hydroxide , with calcium hydroxide ) regenerates the active cooking chemicals into a mixture of sodium hydroxide and sodium sulphide formed from sodium sulphate in the reduction zone of the furnace. This method did not utilise a completely new idea because it had been observed already in the early 1800s that the addition of sulphur and sodium sulphide clearly accelerated the delignification of straw under alkaline conditions.
As shown in the sub-section entitled, “Sect. 2.2 The Basics of Industrial Applications of Cellulose ”, from 1837–1842 Anselme Payen laid the foundations for the other main line of development, acid cooking . He prepared remarkably pure cellulose by treating wood and other plant materials with acidified ammonia and concluded that cellulose formed a uniform basic component of plant cells. In terms of commercial production, Benjamin C. Tilghman patented in 1867 a method whereby the defibration of wood took place in a pressurised system of aqueous calcium hydrogen sulphite and sulphur dioxide (sulphite cooking ). This process was not immediately realised on a large scale. When the world’s first sulphite pulp factory began operating in Sweden in 1874, Carl Daniel Ekman (1845–1904) conducted pivotal research that realised the practical execution of large-scale processes. Alexandre Mitscherlich (1836–1918) also devised a similar, large-scale production method independently of Ekman. Previously, in 1851 Peter Claussen had proposed the possibility of making cellulosic fibre suitable for papermaking from wood with the help of sodium hydroxide and sulphur dioxide (this formed the precursor for neutral sulphite cooking ). Several so-called “high-yield cooking ” methods were proposed later in the 1880s, but their costs and products were found not to be very competitive in the following decades.
3.3 Recovery of Kraft Cooking Chemicals
In conventional kraft pulping , “white liquor ” is used for cooking the chips; it is an aqueous solution that contains mainly active cooking chemicals, sodium hydroxide and sodium sulphide (Alén 2000b; Gullichsen and Fogelholm 2000; Finnish Recovery Boiler Committee 2004; Vakkilainen 2007). After cooking (or digestion ) in a pressurised digester at 160–170 °C, the spent cooking liquor (black liquor ) is separated from the pulp by washing and concentrated to a 65% solids (in a modern mill over 80%) content in multiple-effect evaporators. It is then combusted in the recovery furnace to recover the cooking chemicals and to generate energy. Combustion of black liquor in the recovery furnace produces an inorganic smelt of sodium carbonate and sodium sulphide . This smelt is then dissolved in water to form “green liquor”, which is reacted in the causticising stage with calcium hydroxide to regenerate the original white liquor . Due to incomplete conversion reactions (about 90%) in the recovery cycle, white liquor also contains some dead-load inactive cooking chemicals.
The recovery boilers producing bioenergy have developed considerably in the past 80 years, culminating with units that are among the largest biofuel -fired boilers in the world. Early kraft pulp mills commonly discharged black liquor into local rivers, and it is toxic to aquatic life and fouls the water. G.H. Tomlinson invented the first industrial recovery boiler in 1934 and it was a distinct milestone in the advancement of the kraft process. This was also the first unit that had water walls (i.e., a unit with a completely water-cooled furnace) and where all combustion stages of sprayed black liquor droplets occurred in a single vessel. Typical features of the original recovery furnace have remained unchanged to this day, although many technical improvements to this technology have also emerged.
Kraft pulping would not be economically viable without chemical recovery . On the other hand, the recovery of chemicals also contributes to the capital intensity of the kraft process; in a modern pulp mill one third of the capital cost is attributed to the recovery process. As a result, significant effort has been spent on optimising the combustion of black liquor together with improving the energy efficiency of pulp and paper mills. Moreover, there has also been a major push to improve significantly the efficiency of the production of energy and chemical recovery cycle in kraft pulping by an attractive concept comprising gasification of black liquor ; this technique has the potential to achieve higher overall energy efficiency than the conventional recovery furnace. However, many of these techniques still face big challenges and have not yet been realised on a commercial scale.
3.4 Recent Trends in Kraft Pulping
Since the 1950s, the kraft process has become the dominant production method for producing chemical pulps in the world (Alén 2000b; Gullichsen and Fogelholm 2000; Whiteman 2005; Lamberg et al. 2012). The fundamental concept behind the kraft pulping has remained the same, namely the removal of lignin from feedstock materials with the simultaneous liberation of fibres by the same chemicals. During its evolution of about 160 years, however, the kraft process has changed in many ways, and the technologies involved have undergone some significant developments, thereby giving birth to several process modifications. Additionally, the latest technology itself has been developed in order to allow for different options in terms of raw materials and pulp applications. In particular, technologies involved in chemimechanical pulping of wood have undergone some remarkable developments, and these have led to the production of new pulps with improved properties.
Excessive carbohydrate dissolution and degradation results in low pulp yield from wood in conventional kraft pulping . One approach to addressing this issue has been to apply the polysulphide kraft pulping to stabilise carbohydrates against alkali. The “actual” modified kraft cooking technique was developed in the early 1980s and this technique has become popular in many mills. The principle behind it is to charge the cooking chemicals more evenly throughout the cook. The reason for leveling out the alkali concentration (e.g., alkali charge) during delignification is mainly to obtain a selective delignification and it leads to lower contents of residual lignin in pulp without increasing the loss of carbohydrates. Several new variations of kraft pulping based on the principle of alkali concentration profiling have emerged. These include continuous flow processes, such as Modified Continuous Cooking (MCC), Extended Modified Continuous Cooking (EMCC), Isothermal Cooking (ITC) and LoSolids Cooking (LSC) as well as displacement batch processes, such as Rapid Displacement Heating (RDH), SuperBatch Cooking (SB) and White Liquor Impregnation (WLI).
One of the most significant improvements dealing also essentially with kraft pulping has been so-called “oxygen delignification ” that has expanded very rapidly since the late 1960s (it was commercialised in the 1970s) and is today a well-established technique used in plants around the world (Sjöström 1993; Alén 2000b). This technique can be defined as a method in which a substantial fraction of the residual lignin in kraft pulp can be advantageously removed by oxygen and alkali prior to bleaching with more expensive chemicals. Hence, it is an environmentally friendly way of decreasing the formation of harmful bleaching effluents and an economical way of reducing the amount of expensive bleaching chemicals.
Carbohydrates and their derivatives have large potential as raw materials for making useful low- and high-molar-mass products. The primary approach of utilising wood and other carbohydrate -containing biomasses is their straightforward degradation into fermentable sugars; it can be accomplished by suitable pre-treatment followed by acid or enzymatic hydrolysis (Alén 2011, 2015). The hemicelluloses in wood are more readily hydrolysable by acids than cellulose , and their removal also enhances the reactivity of cellulose in the residual solids. The majority of hemicelluloses, along with some lignin , are dissolved into cooking liquor during chemical pulping . Thus, one potential approach is to separate a prominent part of hemicelluloses prior to delignification instead of recovering their degradation products from the spent cooking liquors. This is actually not a recent idea, as industrial pre-hydrolysis of hemicelluloses (mainly xylan ), especially prior to hardwood kraft pulping , has been used for many years in the production of dissolving pulp . The process was first used commercially in Germany during the 1940s in two-stage, kraft pulping processes.
Especially in the Northern Hemisphere , the pulp and paper industry faces major challenges and needs new products with added value in order to remain competitive. Hence, integration of various pre-treatment stages prior to pulping is an attractive possibility. In developing concepts for the potential recovery of dissolved organics during alkaline pulping , certain limiting factors, including both technical and economic factors, should be considered. In all cases, the main product is cellulosic fibre ; its strength properties must be maintained without interfering with the recovery of cooking chemicals. The extractives must also be efficiently separated. These prerequisites practically dictate that only partial recovery of the dissolved material is possible. The general aim is to maximise the recovery of carbohydrate -derived material with low heating value, while minimising the recovery of lignin -derived material with high heating value. It would also be advantageous if sulphur-free by-products could be produced by applying straightforward separation techniques. Such pre-hydrolysis processing of wood chips, belonging to the so-called “integrated forest biorefinery concept”, have been investigated under a variety of conditions from several points of view.
As mentioned above, kraft black liquor as such is the most important by-product of kraft pulping and the combustion of this heterogeneous biofuel is a significant source of energy (Alén 2000b, 2015; Gullichsen and Fogelholm 2000; Vakkilainen 2007). However, black liquor has several combined features that make its combustion different from other fuels. For example, its high contents of inorganic material (25–40%) and water (15–35%) decrease the heating value (12–15 MJ/kg dry solids) of the black liquor to a clearly lower level than that of other common industrial fuels. Hence, another modern biorefinery type concept of kraft pulping has been to recover value-added organic solids dissolved during delignification from black liquor . In a modern kraft process, when surplus energy from the burning of black liquor is available, partial recovery of dissolved organic material (<20%) is becoming more attractive and can be realised without interfering with the recovery of cooking chemicals.
The partial removal of lignin from black liquor has a long history and this technique is used in the cases where the overloaded recovery furnace is the process bottleneck. Particularly during the last decade the separation technique based on the precipitation of lignin has been developed. In addition to lignin , large amounts of aliphatic carboxylic acids are formed in the kraft pulp process and their partial recovery is an interesting alternative to using them as fuel . The basic idea behind this approach is that about two thirds of the total heat produced by the liquor originates from lignin and only one third stems from the remaining constituents, mainly aliphatic acids.
As a general trend, the products of chemical pulping have become more diversified (Alén 2018). It is already indicated in the chapter entitled “Sect. 2.3.1 General Aspects” that a relatively small amount of chemical pulps (about 3%, corresponding to less than about 4 million tons annually) with flexible fibres from dissolving pulping are used as a source of purified cellulose (dissolving pulp , cellulose content typically 80–90%) for producing mainly cellulose derivatives (e.g., cellulose esters and ethers) and regenerated celluloses (e.g., rayon fibre , annual production about 3 million tons worldwide) used mainly for the production of threads (textile fibres) and foils. Furthermore, the production of microfibrillated cellulose (MFC), microcrystalline cellulose (MCC) and nanocrystalline cellulose (NCC) offer increasing possibilities to utilise the microfibrillated and crystallised structure of cellulose .
4 Bleaching of Pulps
Bleaching can basically be defined as a chemical process applied to chemical and mechanical pulps to increase their brightness (Dence and Reeve 1996; Alén 2000b; Hart and Rudie 2012). Thus, to reach an acceptable brightness level, bleaching is performed either by removing the residual lignin in chemical pulps (“delignifying bleaching ” or “lignin -removing bleaching ”) or by converting (decolouring) chromophoric groups of mechanical pulps without loss of substance (“lignin -preserving bleaching ” or “lignin -retaining bleaching ”). In both cases, however, the obvious prerequisite is that no significant losses in pulp strength occur. Delignifying bleaching is performed in a “bleaching sequence” comprising a series of “bleaching stages” usually with intermediate washing between stages. A multistage process is necessary because it is not possible to achieve sufficient decolourisation of chemical pulp by the action of any chemical in a single stage. Depending on the case, a wide range of chemicals and bleaching systems are available. Additionally, chemical pulps are normally further purified in the oxygen delignification and the following bleaching stage where, besides the rather selective removal of residual lignin , for example, the residual extractives are also destroyed. The bleached, lignin -free chemical pulps are used as raw materials in the manufacture of paper and related products. In general, they still contain (20–30%) hemicelluloses necessary for suitable strength properties.
The current trend toward closed process-water circulation aims at a drastic decrease in the wastewater load (Alén 2000b). A totally effluent-free (TEF) mill represents the ultimate objective in pulp production. In this respect, to avoid environmental and corrosion problems caused by chlorine-containing compounds, traditionally used for more than a century, the application of oxygen-based chemicals (e.g., oxygen, ozone , hydrogen peroxide and peracids) in a totally chlorine-free (TCF ) bleaching has gradually offered a potential alternative process. The proportion of elemental chlorine-free (ECF) bleached pulp is increasing in the world’s bleached pulp production, representing today more than 50%; the corresponding TCF production is about 5%. Furthermore, ECF is acknowledged as a core component of best available technology (BAT ) for the production of pulp , paper and board . Thus, in addition to the progress in the cooking phase, major developments have also taken place, especially in bleaching pulp products.
Early notable approaches (the “pre-chlorine era”) performed by the ancient Gauls to whiten vegetable fibres were accomplished by the action of sunlight upon fibres moistened with an alkaline solution of wood-based ash (Lorås 1980; Singh 1991; Torén and Blanc 1997). Between this alkali treatment and washing, the goods were exposed on grassy meadows to the action of the sun (known as “grass bleaching ”). The entire process was repeated several times prior to final treatment with lactic acid derived from sour milk. During the eighteenth century, this rather tedious and time-consuming practice reached its zenith around Haarlem in Holland and slightly later in Scotland where Francis Home (1719–1813) in 1756 proposed the use of dilute sulphuric acid in place of the traditional sour milk; this finding reduced the time of souring to about 4% of that formerly required. However, at that time, paper was manufactured from rags. Since white paper was obtained only from materials derived from white textiles, it was shown to be too difficult and expensive to bleach enough rags to meet the increasing demand for bleached textile fibres for paper production. In general, cotton and linen cloth have been bleached since ancient times. Additionally, it is known that Japanese papermakers, for example, bleached fibres by soaking them in water drawn from high mountain streams containing ozone formed by thunder storms.
As shown in the chapter “Sect. 2.3.2 Early Approaches”, a major breakthrough was achieved a few years later after Francis Homes’ innovation in 1774 when Carl Wilhelm Scheele noticed the bleaching effect of the gaseous chlorine-containing matter (“oxygenated muriatic acid”). This revolutionary innovation started the “chlorine era” and soon thereafter, Claude Louis Berthollet commercialised the chlorine-based method. However, due to the liberation of chlorine gas , a neutral water solution of chlorine and later its alkaline solution (“eau de Javel”) were both unstable and difficult to transport and handle. Several years later in 1799, Charles Tennant (1768–1833), probably in close cooperation with Charles Macintosh (1766–1843), began to produce bleaching powder by passing chlorine into a mixture of lime (calcium hydroxide ) and water. This product, calcium hypochlorite , had the advantage of being cheaper than the one generally used at the time because it substituted lime for potash (potassium salts) and an entirely dry bleaching powder also solved the transportation difficulties. Hypochlorite became the dominant bleaching agent for textiles and also later for wood-based pulps. In the 1920s, technologies that allowed for the use of gaseous chlorine began to displace hypochlorite in the first bleaching stage of multistage bleaching systems. This was possible primarily because bleaching equipment was now manufactured out of stainless steel, thus minimising the corrosive effects of the chlorine gas . The typical bleaching sequences (H refers to the hypochlorite stage, E to alkaline extraction and C to chlorination) were in the 1880s H, in the 1890s H-E-H and in the 1930s C-E-H or C-E-H-E-H. Typically, multistage bleaching was rather successful for sulphite pulps, but conditions necessary to obtain very bright kraft pulps resulted in depolymerisation of cellulose and loss in the fibre strength.
Compared to chlorine gas , chlorine dioxide (the bleaching stage D) reacts less aggressively on the cellulose and improvements in its manufacture were developed in the 1940s. It was first synthesized in 1811 by Humphry Davy , but it was not until the 1920s that its commercial bleaching properties were investigated. This development led, for example, in the 1950s to the five-stage bleaching sequence (C-E-D-E-D) which allowed the production of high-brightness products from kraft pulp with minimal loss of pulp strength. In recent decades, a variety of different bleaching sequences have been tailored for different purposes. Besides chlorine dioxide , the use of oxygen-based chemicals has significantly increased. Additionally, bleaching technologies have also been enormously improved. Today, the lignin -preserving bleaching of mechanical pulps with sodium hydroxide and sodium dithionite is also rather effective. However, throughout the history of bleaching , the issues of its effectiveness and its impact on product quality (brightness and strength) and its cost have been important factors.
5 Development of Industrial Papermaking
5.1 Brief History of Paper Machines
The actual “machinisation” of papermaking can be said to have started in the 1670s in Holland , where a grinder called the “Hollander beater ” or the “Hollander” was developed to replace stamping machines, which had previously been used to disintegrate rags and beat pulp (Atchison and McGovern 1983; Sundholm 1999; Lindberg 2000; Alén 2018). This machine clearly expedited the production of pulp and improved its quality. The reign of rag pulp ended with the rapidly increasing demand for paper in the 1870s, when pulp makers learned to produce mechanical pulp from wood on an industrial scale. On the other hand, in 1789, along with the rapidly increasing number of newspapers during the French Revolution, a shortage of raw materials caused the price of rags to rise, rendering papermaking unprofitable. The development work of Friedrich Keller described above followed the trends of the times. It was primarily based on the sharp observation of René-Antoine Ferchault de Réaumur (1683–1757) in 1719 that wasps ( Vespa vulgaris ) made very fine, grey and paper-like material for the walls of their nests from fibres of ordinary trees with their saliva and mastication. Inspired by this same observation, it took Bavarian Jacob Christian Shäffer (1718–1790) until 1765 to describe a non-commercial process for producing fibre material suitable for papermaking from sawdust and other woodworking residues.
The production could be “theoretically increased” only after the final principle of a paper machine was invented. The credit for it goes to Nicholas-Louis Robert (1761–1828) in France (the patent was awarded in 1799), preceded by close cooperation between Robert and Didot Saint-Lėger , whom Robert hired to work in his factory in Essonnes —close to Paris —in 1793. This was the first hand-operated paper machine (the typical width of French wall paper was 64 cm, length 260 cm and the machine speed 9 m/min). It only contained a belt of wire cloth and no dryer section, which meant that the paper sheets still had to be lifted off to be hung over a rope or wooden rod to air dry.
The paper machine based on Robert’s patent remained on an experimental level for some time. The next step was taken by the English banker brothers, Henry Fourdriner (1766–1854) and Sealy Fourdrinier, together with John Gamble (the brother-in-law of Didot Saint-Léger). After acquiring the patent in question in 1803, they built in their machine workshop with Bryan Donkin (under John Hall ) a modified paper machine —one that could be seen as an improved version of Robert’s machine (width 120 cm and it included a wet press). With this machine, it was possible to produce paper continuously, and it was granted a new patent in 1807. Regarding production, a machine of this type was still rather small, and it soon proved uneconomical. However, the name of the brothers has survived in papermaking until this day; a traditional longitudinal wire papermaking machine is still called “a Fourdrinier machine ” (or, more commonly, the forming section of a paper machine is called a “fourdrinier”).
The introduction of surface sizing was another important breakthrough in papermaking from plant fibres. It enabled the production of a smooth surface on which the printing ink could be controlled. Papers made in the West were surface sized, before the introduction of large-scale starch sizing of machine papers in the early 1800s, with animal glues (gelatin sizing ) originated by the Italians by boiling bones and skins (the Arabs used traditional starch sizing ). However, the gelatin sizing method was an expensive and tedious process. Hence, in 1807, Moritz Friedrich Illig (1777–1845) in Germany published a sizing method based on rosin and alum . By the mid-1800s, this technique was in use across the world; it substantially improved the quality of printing and wrapping paper .
5.2 Current Papermaking
In spite of its lack of commercial success, the first continuously operating paper machine initiated rapid technical development that has continued until this day; the largest width of the web is now over 11 m and the driving speeds, especially in the production of LWC (“light-weight-coated”) and newsprint , are at best about 2000 m/min and are being continuously improved (Alén 2018). The pilot machines used in product development can currently be driven at about 2400 m/min. The time interval from the invention of the paper machine to its wide industrial use was about 30 years with no significant differences emerging between paper and cardboard machines. However, the methods of papermaking are developing continuously. One interesting innovation being investigated is the so-called “foam forming”, which reduces the consumption of water, energy and fibre .
Modern papermaking is a very dynamic process with a high-driving speed and all the individual phenomena occur rapidly (Alén 2007, 2018). Hence, to obtain acceptable retention (i.e., the retention of fibres and possible additives on the paper machine wire), suitable chemicals should be used. In addition to these chemicals, a wide range of other synthetic and natural additives are used for a variety of different proportions. All the chemicals are added (with the exception of fillers, generally 10–55% of the product) in proportions of up to 5% of the furnish (usually around 1%), and because of their relatively high cost in comparison to fibre and fillers, they also often represent a significant share of the total raw material cost. Papermaking additives can be divided into the following three groups: (i) mineral fillers and pigments, (ii) functional chemicals (directly affect paper quality and its other properties) and (iii) process chemicals (optimise the production process by improving “runnability” and deposit control or by reducing steam consumption). In spite of being used sparingly, chemical additives offer significant advantages in terms of productivity, quality, cost effectiveness and the environment and the intense development of even more effective additives is in progress.
The papermaking potential of pulps basically originates from the quality of the initial fibres in the raw material , but it is also largely determined by the fibres produced in various delignification or defibration operations. In general, paper can be considered to be a semisynthetic product originally based on cellulosic fibres, although its properties are basically adjusted as shown above with various additives. It is clear that the papermaking process has developed enormously during its 200-year history, but the basic phenomena of paper formation are still the same. Today, the products comprise a wide range of paper grades used, for example, for newspapers, magazines and books as well as for copying and laser or digital printing.
The industry faces several major challenges today (Whiteman 2005). The development of the modern electronic media, for example, has greatly reduced the demand for certain types of paper (e.g., newsprint ) in certain parts of the world (e.g., North America ). Another notable challenge is associated with the application of recyclable plastics, which may have an impact on cellulosic fibre -based packaging materials. On the other hand, the paper industry has numerous possible opportunities for the development of new products and the utilisation of new fibre sources, such as those based on non-wood resources. Moreover, today the demand for and production of packaging materials as well as tissue papers is increasing.
Intense international competition in the paper markets requires ever greater emphasis on the development of new products and production efficiency, including the effective use of raw materials and energy. Over the last decades there have been major technological improvements in the papermaking processes. These changes have clearly affected the end-product quality and process performance. At the same time, environmental impacts of the whole production chain are becoming important and have led to breakthroughs, such as a reduction in the consumption of fresh water by many mills. One significant factor has also been the application of sophisticated measuring and associated control systems as well as the improvement of pulp properties by means of more precise quality grading of the wood raw material .
6 Concluding Remarks
Several industries have been striving, especially during the last few decades, to promote a gradual shift toward a more efficient utilisation of different carbon dioxide-neutral lignocellulosic raw materials while simultaneously decreasing the use of fossil resources (Alén 2011, 2018). There are different opinions about how long we can continue to utilise our fossil fuels. These reserves are certainly limited and we need not only to develop new ways of producing energy but also to find alternative ways of manufacturing important chemicals and other products. The pulp and paper industry is an important branch of the global economy and its overall strategy to increase the large-scale utilisation of wood feedstocks has the potential to help significantly in changing over to an economy that is more focused on the better use of renewable, carbon resources (“biomass ”). Currently, petroleum provides about 40% of the world’s total energy consumption and about 90% of its vehicular fuel needs. For these recognised reasons and those related to environmental issues, industrial activities are occurring in a new era, the Green Industrial Revolution .
During most of our history, our survival was almost exclusively based on renewable resources; as indicated above, this changed during the first part of the nineteenth century. Production of organic chemicals and other products from fossil resources started as coal-based thermochemistry, coal carbonisation, about 150 years ago. Petroleum -based industrial chemistry followed some 60 years ago, leading to an enormous increase in the number of products. As we move toward a world of greater diversity and balance with the natural cycles of various materials, it is still important to learn the lessons from the oil refining and petrochemical industries.
The biorefinery concept can be defined as a process of fractionating and/or converting biomass , a carbon dioxide-neutral feedstock , in an eco-friendly way through advanced technologies into solid, liquid and gaseous bioproducts. The main objective is to maximise the value of the product while minimising the production of waste. In the simplest case, a biorefinery utilises only one feedstock with a single process that results in a single major product. This principle is analogous to that of petrorefineries utilising fossil resources, but biorefineries use a wider range of feedstocks and process technologies. It should be pointed out that the established conventional kraft process roughly separates, in much the same way as the new biomass processing technology (“reactive fractionation”), most lignin (dissolved into black liquor ), extractives and a significant proportion of hemicelluloses (mainly in the form of black liquor -soluble aliphatic carboxylic acids) from cellulosic fibre suitable for versatile utilisation in paper and board . Hence, it can be expected that in the near future that there will be a major trend toward full-scale chemical pulping , and that it will represent, through an increasing diversification, one of the key processes which is capable of laying a natural foundation for an integrated biorefinery with a wide spectrum of novel by-products . Additionally, the current information society with many other factors of importance results in remarkable challenges for the pulp and paper industry .
Currently, only slight modifications to the kraft fibre production process have been made to enhance the recovery of energy and chemicals. One obvious reason for this “limited” progress is that the pulp industry is capital -intensive and the equipment, once installed, must have a long life -time. Therefore, sweeping changes of any significance in mill processes are even in most cases not likely.
References
Alén R (2000a) Structure and chemical composition of wood. In: Stenius P (ed) Forest products chemistry. Fapet Oy, Helsinki, pp 11–57
Alén R (2000b) Basic chemistry of wood delignification. In: Stenius P (ed) Forest products chemistry. Fapet Oy, Helsinki, pp 58–104
Alén R (ed) (2007) Papermaking chemistry, 2nd edn. Finnish Paper Engineers’ Association, Helsinki
Alén R (ed) (2011) Biorefining of forest resources. Finnish Paper Engineers’ Association, Helsinki
Alén R (2015) Pulp mills and wood-based biorefineries. In: Pandey A, Höfer R, Taherzadeh M, Nampoothiri KM, Larroche C (eds) Industrial biorefineries & white biotechnology. Elsevier, Amsterdam, pp 91–126
Alén R (2018) Carbohydrate chemistry—fundamentals and applications. World Scientific Publishing, Singapore
Atchison JE, McGovern JN (1983) History of paper and the importance of non-wood plant fibers. In: Kocurek MJ, Stevens CFB (eds) Pulp and paper manufacture. Properties of fibrous raw materials and their preparation for pulping, vol 1, 3rd edn. The Joint Textbook Committee of the Paper Industry, TAPPI & CPPA, pp 154–156
Dence CW, Reeve DE (eds) (1996) Pulp bleaching—principles and practice. TAPPI Press, Atlanta, GA
Finnish Recovery Boiler Committee (2004) 40 years recovery boiler co-operation in Finland. In: Proceedings of 40th anniversary international recovery boiler conference. Porvoo, Finland, 12–14 May 2004
Gullichsen J, Fogelholm C-J (eds) (2000) Chemical pulping, 6A and 6B. Fapet Oy, Helsinki
Hart PW, Rudie AW (eds) (2012) The bleaching of pulp, 5th edn. TAPPI Press, Norcross, GA
Lamberg J-A, Ojala J, Peltoniemi M, Särkkä T (eds) (2012) The evolution of global paper industry 1800–2050. A comparative analysis, Springer, Dordrecht
Lindberg NJ (2000) History of papermaking. In: Paulapuro H (ed) Papermaking, Part 1, stock preparation and wet end. Fapet Oy, Helsinki, pp 56–71
Lorås V (1980) Bleaching. In: Casey JP (ed) Pulp and paper—chemistry and chemical technology. vol I, 3rd edn. Wiley, New York, NY, pp 633–764
Ritman EL (1968) History of sulphite pulping. Appita, vol 21(5), pp xvii–xxi
Singh RP (1991) Historical and introductory. In: Singh RP (ed) The bleaching of pulp, 3rd edn. TAPPI Press, Atlanta, GA
Sjöström E (1993) Wood chemistry—fundamentals and applications, 2nd edn. Academic Press¸ San Diego, CA
Sundholm J (1999) History of mechanical pulping. In: Sundholm J (ed) Mechanical pulping. Fapet Oy, Helsinki, pp 22–33
Torén K, Blanc PD (1997) The history of pulp and paper bleaching: respiratory-health effects. Lancet 349:1316–1318
Vakkilainen EK (2007) Kraft recovery boilers—principles and practice, 2nd printing. Helsinki University of Technology, Energy Engineering and Environmental Protection, Espoo
Whistler RL, BeMiller JN, Paschall EF (eds) (1984) Starch—chemistry and technology, 2nd edn. Academic Press, New York
Whiteman A (2005) Recent trends and developments in global markets for pulp and paper. In: Proceedings of Paperex’2005—international technical conference on pulp and paper industry, New Delhi, 3–5 Dec 2005
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2018 Springer Nature Switzerland AG
About this chapter

Cite this chapter
Alén, R. (2018). Manufacturing Cellulosic Fibres for Making Paper: A Historical Perspective. In: Särkkä, T., Gutiérrez-Poch, M., Kuhlberg, M. (eds) Technological Transformation in the Global Pulp and Paper Industry 1800–2018. World Forests, vol 23. Springer, Cham. https://doi.org/10.1007/978-3-319-94962-8_2
Download citation
DOI: https://doi.org/10.1007/978-3-319-94962-8_2
Published:
Publisher Name: Springer, Cham
Print ISBN: 978-3-319-94961-1
Online ISBN: 978-3-319-94962-8
eBook Packages: Biomedical and Life SciencesBiomedical and Life Sciences (R0)