
Abstract
Methods of vibration diagnostics have been widely used throughout many years for early detection of the failures of rolling element bearings. This method is based on the comparison of the results of vibration measurements (e.g. certain scalar values over a pre-determined frequency range, or time signals, or frequency spectra, etc.) against rules, and threshold values recommended by international standards. Depending on the results of the comparison the state of the bearing is considered as good, as acceptable or as not acceptable. This is a simple, but not always efficient method to detect faults, especially in early stage of bearing damage. This is the reason why other methods, including detailed vibration signature analysis, etc. have been developed and used all over the world. These methods of vibration analysis usually need the identification of the so called bearing defect frequencies, which can be calculated using mathematical formulas. The goal of our research was to verify the accuracy of calculation of these bearing defect frequencies, using artificial faults made on both the inner and outer rings of the bearing. For the tests 6 pieces of deep groove ball bearings (of type 6205), mounted in a test rig, driven by a variable speed electromotor rig have been used. Vibration signals have been recorded in three directions (axial, horizontal, and vertical), at three different rotational speeds (500 rpm, 1000 rpm and 1500 rpm), using Envelope Acceleration, HFD (High Frequency Detection) and SEE (Spectral Emitted Energy) methods, and 17 different measurement setups. Altogether 918 measurements have been carried out. The results were evaluated on time signal records, vibration spectra, including waterfall diagrams and Palograms. As a conclusion, it was found that the accuracy of bearing defect frequencies is acceptable, and the best method for an early warning of potential bearing failure is the so called Envelope Acceleration signal.
Access provided by CONRICYT-eBooks. Download conference paper PDF
Similar content being viewed by others


Keywords
- Rolling element bearing
- Vibration diagnostics
- Spectrum
- Bearing defect
- Maintenance based on condition monitoring
1 Introduction
The reasons and methods of rolling element bearing failures can be classified in several ways. According to the study of one of the major manufacturers [1] there are primary and secondary damages. Primary damages are: smearing, indentations, damages due to electric current wear, while secondary damages are: damages of the cage, pitting, etc. Damages, that can be detected during montage and disassembly, are usually secondary damages. They are the results of deterioration and propagation of primary damages.
The goal of condition based maintenance is the detection of primary damages in the earliest possible date. For this purpose, there are several methods available. One of them is the vibration diagnostics, the essence of which is the analysis of measured vibration signals, and the comparison of the time signals, spectra to the templates available in the literature. In the decision situation we have to give an answer on the question whether the machine can be operated further with the given bearing, or an immediate stop and a bearing replacement is necessary.
In this paper the results of a special research shall be reported, during which the vibration measurement data of bearings (time signals, spectra, etc.) shall be compared to the templates, and explanations available in the literature.
2 Tools, Used During the Research Work
During the measurements the test rig, together with the accessories, available in the laboratory of the Óbuda University, Faculty of Mechanical Engineering and Safety, Department of Vehicle Technology have been used. (See Fig. 1)

Measurement setup, used for the research work.
Parts of the bearing test rig are as follows:
-
the three bearing housings, with the bearings,
-
the shaft,
-
the baseplate, and finally
-
the loading module.
Material of the bearing housings is steel, that can be magnetized, and consequently the sensors can be mounted to them using magnetic plates. The so called loading module, which is on the lower part of the bearing housings, acts on the outer rings of the bearings.
For the series of experiments deep grove ball bearings of type 6205 have been used (Fig. 2). The bearings have been damaged artificially in the following way:

The 6205 deep groove ball bearing used for the series of experiments. (A) new good bearing, (B) the corrosion-damaged gearbox bearing.
-
pitting on the runway of the outer rings (by using a multi-function tool),
-
pitting on the runway of the internal rings (by using a multifunction tool),
-
indentation on the inner ring (due to extreme forces),
-
powder protection contacting the rolling elements (due to the warping of the powder protection).
Apart from the others, a bearing of a gear box damaged by corrosion has been tested. However, the corrosion was a natural process without manual intervention. You can see the wrong bearing from the gearbox on the Fig. 2. Theoretically, damage of the cage could be an option. However, tests with such damages had to be avoided due to safety reasons (high speed, open bearing housing).
Although all the three bearing housings are suitable for the measurements, all the tests have been carried out on the bearing housing Nr. 1, containing a bearing of type 6205 (Fig. 3). The other two bearing housings can be used for comparison of various lubrication methods (e.g. oil and grease), and for the vibration test of loaded and deformed element.

Bearing housing and the loading module.
The vibration measurements have been carried out by a CMVA60 Microlog data collector and vibration analyzer, and a CMSS 786 M piezoelectric accelerometer. (Both are manufactured by SKF.) Data processing was carried out by the Prism4 for Windows software, manufactured also by SKF.
3 Planning the Measurements
According to the recommendations of the international standards the measurements have to be carried out at all the 6 bearings, and at two different load conditions (under load and without load). This means altogether 8 objects, and three directions (Fig. 4) and at three different rotational speed (500 rpm, 1000 rpm and 1500 rpm). Rotational speed was setup to a desired value by a variable frequency drive. After the measurement at one condition the bearing was replaced, and then followed by another set of measurements.

Various directions of measurements.
For the processing of vibration signals, the following methods have been used:
-
vibration velocity measurement according to ISO 10816,
-
vibration acceleration measurement,
-
ENVELOPE acceleration detection,
-
HFD (High Frequency Detection) technology,
-
SEE (Spectral Emitted Energy) technology.
These methods are described in detail in the [2,3,4] literature.
In order to prepare a better survey of condition, various measurement parameters have been setup, e.g.
-
measured vibration variable, i.e. acceleration, velocity, displacement;
-
various frequency ranges,
-
various filter setups, FFT resolution, etc.
This all means another 17 more cases. The total number of measurements altogether is 8 objects × 3 directions × 3 speeds × 17 setups = 1224. This is the theoretical database used for the testing. Out of these “theoretical” cases most of them (918) have been realized. However, due to the problems of the large volume, only the most informative ones shall be demonstrated. Part of them in the form of a table (effective value of vibration velocity, according to ISO), other part of them in the form of individual vibration spectra, or in blocks of spectra, called waterfall diagram or Palogram®. Description of these phenomena can be found in a series of literature, e.g. in [5, 6].
An overview of the structure of measurements and measurement conditions can be seen in the Table 1. In order to give a precise definition of the conditions it has to be emphasized, that to each of the value given in the table belong 17 various parameter setups (vibration signal, frequency range, filters, number of averages, etc.). Nearly all of them have been used, but only a tiny part of the measurements shall be shown here
4 Evaluation on the Basis of ISO 10816 Standard
General conditions of the vibration measurements, and the aspects of data processing and evaluation are described in the ISO 10816 standard. Regarding the details of the method described in the literature [3] has been applied. Therefore, data were collected at each bearing in 3 directions, and the data (RMS value of vibration velocity) shall be compared to the values recommended by the standard. Unfortunately, the test rig does not fit into the frames given by the standard neither from the size, nor from the power point of view. It is too small even for the smallest class of the standard. Moreover, the 500 rpm speed is also out of the common range of the standard (usually above 600 rpm). This is the reason why the evaluation can only be regarded as a rough guidance. All this has to be taken into account for the evaluation of the measured data.
In this paper the following method has been used. The smallest machine category regarding both size and power have been selected (I. class, less than 15 kW) and our data have been compared to those values in this standard. According to the standard if the effective value of the vibration velocity in the given frequency range (between 2–1,000 Hz, and 10–1,000 Hz respectively, depending on the rotational speed) is
-
below 0,71 mm/sec, then the machine is in good condition (e.g. a new machine),
-
between 0,71–1,8 mm/sec, then the condition of the machine is acceptable,
-
between 1,8–4,5 mm/sec, then the condition of the machine is not satisfactory,
-
above 4,5 mm/sec, then the condition of the machine is dangerous.
The color signed condition (green = good, yellow = acceptable, orange = not satisfactory, red = dangerous) can be seen in the Tables 2, 3 and 4.
Regarding the overall values, higher vibrations occur at higher speeds both in horizontal and axial directions, and especially under load condition.
Regarding the measurement values it can be seen, that the overall values of the faulty bearings in nearly all cases (M1, M2, M3, M4, M5) are higher, than the vibration level of the good bearing (M0). An increase of the vibration level can be easily observed, if the speed is higher. However, a reliable relation (multiplication factor) obviously cannot be found upon so few data. In case of loaded bearings the vibration severity is higher first of all in axial direction.
Vibration spectra in the range given by the standard have also been collected during the tests carried out on the test rig. Comparing these data we can see, that there are more peaks in the spectra of faulty bearings. However, no answer is given to the question where these vibrations are coming from. Consequently, we came to a conclusion, that vibration measurements based on the ISO 10816 do not give enough information about the reason of the faults. Judging the condition upon the data it can be concluded that there is some problem, but no information is available about its nature.
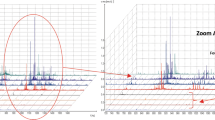
There were attempts to take measurements beyond the values of the frequency range given in the ISO 10816 standard (0–3,000 Hz), but they did not provide any new information. As it was expected theoretically, in the higher frequency range the level of the vibration signal went below the noise level (Fig. 5).

Comparisions of spectra of the vertical measurements (ISO 10816) at 1500 rpm.
5 Evaluation Based on Vibration Acceleration
According to the observations based upon acceleration measurements it became obvious, that the signals measured on faulty bearings are stronger, than signals measured on new bearings. Useful information was collected first of all from the spectra taken at 1500 rpm in horizontal directions (Fig. 6). There is a large difference between the spectra taken at the M1, M1 TRH, M2 TRH and M3 bearings. It can be observed, that there is a group of vibration components between 1500–3000 Hz, which can be a consequence of bearing failures. Another observation is, that the amplitudes are increasing due to the load acting ont he bearings. (See M1 TRH and M2 TRH bearing conditions).

Spectra of vibration acceleration at 1500 rpm, in horizontal direction.
6 Evaluation of Measurement Results Based on Vibration Acceleration Envelop Technique
6.1 Comparative Measurement Using Envelope Methods
The so called Envelope technique was developed definitively in order to detect bearing defects. However, the method is effective only, if we select the proper filter.
Results of measurements, taken by various filters can be seen on the Figs. 7, 8 and 9. It can be seen, that only the ENV 3 filter is applicable, because the other two give hardly observable information.

The effect of various filters using the same measurement conditions, (M1 bearing, vertical direction, same frequency range, different filters)

Spectra of a perfect (M0) bearing and one with faulty outer ring (M2) (vertical direction, 1500 rpm, filter Nr3 used in Envelope technology)

Comparative representation of good and bad bearings Envelope spectrum of perspective “Waterfall” chart. (Horizontal direction, 1500 rpm)
A spectrum of a bearing with faulty outer ring has been compared to the spectrum of a good bearing. Amplitudes are higher is this case as well.
6.2 Envelope Technique – Evaluation of Individual Spectra
The so called Envelope technique can provide information not only about the general condition of the bearing, but also can inform us about the internal conditions of the bearings. In order to make this visible the measurements of M1 and M2 will be presented. In these cases artificial inner, and outer ring faults have been generated in order to test the appearance of vibration components in the spectra.
The bearing fault frequency components shall be designated as inner ring defect (BPFI) together with side bands of cage frequencies (FTF). The damage, and the spectra can be seen on Fig. 10. During the analysis of vibration spectra (at 1500 rpm, vertical direction, under load, envelope technique) the outer ring defect frequencies (BPFO) shall appear on the spectra (BPFO, Fig. 11).

Inner ring defect (M1) Envelope spectrum, under load (Horizontal direction, 1500 rpm, filter Nr3).

Envelope spectrum of a bearing with outer ring defect (M2) under load (Vertical direction, 1500 rpm, filter Nr3 of Envelope).
7 Further Techniques, Detecting Bearing Failures
Before creating artificial faults in the bearings the original lubricating grease has been removed in order to make the process easier. Before carrying out the measurements all the bearings have been filled with grease, except for the M0 one. After this the so called SEE measurements were carried out (SEE = Spectral Emitted Energy, trade mark of SKF). Unfortunately, these measurements did not have a positive result. There were no significant changes in the amplitudes at none of the rotational speeds. Consequently, we were unable to detect bearing defect frequencies by using this method. It can be supposed, that the considerable post-greasing can be a reason for that.
Also, measurements using the HFD technique have been carried out [4]. Despite of all the large number of measurements no useable data were collected by this method. The only positive conclusion of the test was that the HFD value is higher in case of faulty bearings, than in case of good bearings. It has been observed, that increasing the revolution speed the measured values will increase, too. However, they will not reach the alarm limits given is literature, although the bearings are obviously faulty. Consequently, the application of the method of HFD was not successful in our tests.
8 Conclusions
A conclusion was drawn from the measurements based on ISO 10816, that the vibration severity level is increasing under load, especially in horizontal and axial direction. A widely accepted rule has been confirmed. According to this the measurements based on ISO 10816 reflect the state of technical condition in a reliable way, but are not suitable to predict the damage of rolling element bearings in an early stage.
According to another observation the bearing faults can have a considerable effect on the vibration acceleration spectra in both the lower and the higher range of frequency. The presence of bearing faults can be seen in the spectra as discrete components in the range of 200–500 Hz, and as a noise in the range of 1500–3000 Hz.
In case of vibration velocity spectra the effect of bearing faults can be observed as well. However, in contrary of the acceleration spectra there is no considerable increase in the range of around 600 Hz, or above 1,000 Hz respectively.
Also it has been found, that the so called Envelope acceleration technique can detect the bearing faults in early stages if the filters are selected properly. Using this method a fault can be detected at both low and high frequencies with high accuracy. Moreover, it has an advantage, that not only the fact of bearing fault is predicted, but also the location of the fault can be identified.
References
SKF Bearing Failures and their causes (1994)
Dombai, B.: Experimental tests having a goal to detect bearing faults using vibration diagnostics, T-000137/FI12904/B, Óbuda University (2015)
Berry, J.E.: Proven method for specifying both 6 spectral alarm bands as well as narrowband alarm envelopes using today’s predictive maintenance software systems. Technical Associates of Charlotte (1992)
Dömötör, F.: Elements of Vibration Diagnostics. SKF Hungary, Budaörs (1996)
Dömötör, F. (Edited by): Vibration Diagnostics, Volume I and II (In Hungarian), published by Dunaújváros University (2008)
Szabó, J.Z.: Research on the application of vibration diagnostics in defense industry, Ph.D. theses, Budapest (2010)
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2018 Springer International Publishing AG, part of Springer Nature
About this paper

Cite this paper
Szabó, J.Z., Dömötör, F. (2018). Verification of Rolling Element Bearing Defect Frequencies by Vibration Measurements on Bearings with Artificial Faults on the Outer/Inner Rings. In: Jármai, K., Bolló, B. (eds) Vehicle and Automotive Engineering 2. VAE 2018. Lecture Notes in Mechanical Engineering. Springer, Cham. https://doi.org/10.1007/978-3-319-75677-6_38
Download citation
DOI: https://doi.org/10.1007/978-3-319-75677-6_38
Published:
Publisher Name: Springer, Cham
Print ISBN: 978-3-319-75676-9
Online ISBN: 978-3-319-75677-6
eBook Packages: EngineeringEngineering (R0)