
Abstract
The purpose of this paper is to investigate the impact of the tool plunge depth on the mechanical properties of friction stir welding (FSW) of AA6061 and mild steel. In FSW, welding is performed using a non-consumable rotating tool that is allowed to plunge in between two plates in a butt joint and travel along the abutting line. The tool plunge depth determines how deep the pin and shoulder of the tool penetrates the surface of the plates. Tensile testing was performed to determine the influence of plunge depth at different tool travel speeds on joint failure strength. Also, the formation of defects and its relationship with plunge depth were also investigated. Vickers microhardness testing was also done on weld cross sections to study plunge depth’s effect on hardness.
Access provided by CONRICYT-eBooks. Download chapter PDF
Similar content being viewed by others


Keywords
1 Introduction
Friction stir welding (FSW) is a solid-state welding process that is mainly used in joining materials with low melting temperature such as aluminum and copper alloys [1]. Compared to other welding techniques commonly available, it consumes less energy, no filler metals are used during welding and no hazardous conditions such as dangerous fumes and extreme brightness emitted from the welding arc [2,3,4]. The process was firstly introduced by The Welding Institute (TWI), United Kingdom in 1991, with initial works mainly on joining aluminum alloy. Currently, the friction stir welding process has now seen developments in joining different types of materials such as copper, magnesium, steel and dissimilar alloys and materials.
One such example of a FSW joint is the welding of dissimilar materials of aluminum alloy and steel. Trying to create aluminum alloy and steel joints using conventional or even advanced fusion welding techniques is a really difficult task. The complicatedness arose from the tendency to form a brittle intermetallic compound (IMC) layer at the interface [5]. These brittle layers severely deteriorate joint strength as it acts as stress concentration points while also reduces the welded area between the two interfaces. Since FSW is a solid-state process where the process temperature does not reach the melting point, IMC layers grow at a lower rate compared to other welding techniques that involve elevated process temperatures which promotes its growth. It is desirable to investigate the welding parameters while carrying out FSW and its effect on mechanical properties of the welded joint. While a lot of studies have been done on parameters such as tool rotational speed and travel speed, investigation on plunge depth has been lacking especially in aluminium-steel FSW.
In this paper, FSW of dissimilar material between the aluminum alloy 6061 and mild steel plates in butt joint configuration is studied. AA6061 is a precipitation hardened Al–Mg-Si alloy with excellent weldability and corrosion resistance, while mild steel is a commonly used material in various manufacturing industries due to its cheap cost and strength. The relationship between tool plunge depth and mechanical properties of the friction stir welded joint is discussed.
2 Experimental Setup
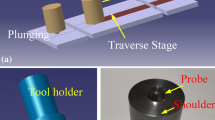
Friction stir welding was the chosen technique to fabricate the joint between the aluminum alloy 6061 and S235JR mild steel plate of 5 mm thickness. The welding was executed by a rotating tool made out of H13 tool steel (Fig. 1). The tool went through a heat treatment process to increase its hardness to 52 HRC. The shoulder diameter of the tool was 20 mm, while the pin diameter was 5 mm. FSW was performed on a conventional milling machine.

Shoulder and pin of the FSW tool

Milling machine used for FSW
Welding parameters such as tool plunge depth, tool rotational speed, tool travel speed and tool offset used to perform FSW throughout this study were tabulated in Table 1. Tool plunge depth is defined as the depth of penetration by the tool shoulder into the weld piece. For better visualization of the plunge depth parameter, Fig. 3 demonstrates how it is defined. The plunge depth parameter was controlled by the ascending of the milling machine table. Figure 2 shows the conventional milling machine used to perform the friction stir welding process. Table 2 illustrates the specimen labels and the welding parameters used for each specimen.

Definition of tool plunge depth
Welded plates were machined into tensile testing specimens using a wire cut electrical discharge machine (EDM). The tensile testing specimens were cut according to the dimensions stated in the ASTM E8/E8 M-13a for sheet-type standard specimen. Specimens were tested using a universal testing machine (UTM) with crosshead speed of 1 mm/min. Side profiles of the tensile specimens before and after tensile testing were taken via a digital microscope. Vickers microhardness values were also measured at mid thickness of the joint across the joint interface. The indenter, which was a square-based diamond pyramid was applied at a load of 200 N for 15 s.
3 Results and Discussion
3.1 Effect of Tool Plunge Depth on Macrostructure of FSW Joint
3.1.1 Bondline Formation
Figure 4 shows the cross section of the FSW joints, namely S11, S12, S21 and S22. It can be seen that for samples welded with tool plunge depth of 0.5 mm (S11 and S21), there were excessive interaction between the weldpiece’s top surface and tool shoulder. This can be seen by the deformed steel at the interface close to the top surface, where the mild steel was seen to deform towards the aluminum matrix. This was caused by the downward pressure exerted by the tool shoulder surface onto the weldpiece.

Cross section of the welded joints
For samples welded with tool plunge depth of 0.1 mm (S12 and S22), no such deformation was seen on the cross section at the steel interface close to the top surface. The interface was seen as a straight line as opposed to the interface seen in S11 and S12 where the bond line got slightly distorted as it approached the top. Therefore, in terms of macrostructure of the welded joint, from cross sectional diagram it can be said that increasing the tool plunge depth parameter deforms the joint interface close to the tool shoulder due to the increase of tool shoulder/workpiece interaction.
3.1.2 Tunnel Defect Formation
Figure 5 shows the absence and presence of tunnel defects in S11, S12, S21 and S22 respectively. In this study, all welded specimens except S11 exhibited tunnel defects with varying sizes and positions. The tunnels present in the welded joints are highlighted with a red circle for better visualization. Tunnel defect formed in sample S12 was the smallest out of all the tunnel defects seen. Sample 22 also was affected by tunnel defect, which was the largest out of the samples. The tunnel defect was seen close to the interface, and shaped such that it was elongated in the thickness direction. On the other hand, sample S21 contained two small tunnel defects separated in the direction perpendicular to the thickness.

Absence and presence of tunnel defects in welded joints
For samples welded with tool plunge depth of 0.1 mm (S12, S22), tunnels were formed approximately at mid thickness, close to the faying surface of the joint. This can be attributed to lower downwards pressure by the tool shoulder which affected material flow [6]. During consolidation, plasticized material was pushed down by the tool shoulder to fill in the void left by the advancing tool pin. Less plunge depth meant less pressure to push the material, thus increasing the likelihood of any tunnel defects to form. Compare this to the tunnel defect formed for the joint welded with a tool plunge depth of 0.5 mm (S21). Notice that the tunnel defect was smaller in size, and was formed further down, away from the tool shoulder. This can be attributed to the improved downwards pressure thus enhanced ability to push plasticized materials into voids. The result is also in agreement with Zhang’s model for tunnel defect formation, where an increase in applied pressure, rotational speed and shoulder diameter improves material consolidation to eliminate voids [7]. As sample S11 and S21 demonstrated, it is possible to reduce and even eliminate the tunnel defect formation by increasing the tool plunge depth. Hence, increasing the tool plunge depth improved downwards pressure onto plasticized material, consequently reducing the tunnel defect formation in FSW joints.
Figure 6 shows the side profile view of tensile specimens following tensile testing. It can be seen that the tunnel defect in S12 and S21 were not big enough to influence the failure location. The failure location in these samples took place at the joint interface, away from the tunnel defects. A similar phenomenon was seen by a previous researcher where failure did not happen at tunnel position, but instead occurring at the interface [8]. However, the failure in sample S22 was seen to happen at the tunnel defect position. The tunnel’s big size and elongated shape affected its tensile strength thus made it the weakest point in the welded joint. For this reason, tensile failure occurred at the tunnel defect site.

Side profile view of welded joints after tensile testing
3.2 Effect of Tool Plunge Depth on Tensile Strength of FSW Joint
Figure 7 shows the ultimate tensile strength of samples recorded during tensile testing. The samples are categorized according to tool plunge depth of 0.1 and 0.5 mm. Sample S11 is labelled in bold because it was the only sample that did not show evidence of tunnel defects. The strongest sample was S12, followed by S22, S11 and S21.

Ultimate tensile strength of tensile specimens
From the results, it can be seen that increasing the tool plunge depth and reducing travel speed had negative effects on the joint strength. This may be caused by the higher contribution towards heat generation by these two parameters, which in turn promoted more growth of brittle IMC layers that compromised the joint strength. The heat input equation proposed by Frigaard to describe the generated heat, Q during the friction stir welding process is as follows [9]:
where μ is the friction coefficient between the tool and workpiece surface, P is the axial load, ω is the tool rotational speed and Rs is the radius of the tool shoulder. To investigate the influence of the tool travel speed, the heat input per unit length of the weld or Q/v can be evaluated where v is th etool travel speed. Consequently, Eq. (1) can be described as follows:
The axial force was not measured directly in this study, however it was controlled by the tool plunge depth parameter given that increasing plunge depth causes an increase in axial load as shown from a previous study [10].
It is shown from Eq. (2) that reducing the tool travel speed and increasing the tool plunge depth produces more heat generation in FSW, which promoted brittle IMC layer growth at the interface.
Figure 5 shows that sample S11 was the only sample without tunnel defect due to the extra downwards pressure by the 0.5 mm plunge depth. However, based on UTS results this joint was weaker than the joints produced using 0.1 mm plunge depth. Since S11 experienced more heat input, a thicker IMC layers can grow thus deteriorating the joint strength [11].
Samples welded with tool plunge 0.1 mm (S12, S22) had better joint strengths even though tunnel defects were present. The tunnel defect in S22 was formed such that it was elongated in the thickness direction, which reduced the effective bond area of the joint at the interface. Tunnel defect seen in S12 was smaller than the one seen in S22. As can be seen in Fig. 6, S12’s tunnel did not influence failure as it happened away from it, whereas failure of S22 took place at tunnel defect. It is seen that the tunnel defect size in S12 was small enough such that it did not serve as the weakest point for the sample during tensile testing. Therefore from the tensile testing results, it can be said that for FSW of aluminum alloy and mild steel, increasing the tool plunge depth may get rid of tunnel defects, but the resulting increase in heat generation worsens the joint strength due to IMC layer formation. Thus, there exists a give and take situation caused by the tool plunge depth parameter.
3.3 Effect of Tool Plunge Depth on Hardness of FSW Joint
The hardness profiles of sample S11 and S12 are demonstrated in Fig. 8 to show the influence of the tool plunge depth on hardness profiles of FSW joints. As can be seen in the figure, no considerable difference was seen between the two hardness profiles. Similar patterns and values were observed in the two profiles, with both S11 and S12 recording maximum HV at the interface due to work hardening of mild steel by the tool shoulder [12].

Hardness profile
Slight spreading of HV was seen in the nugget zone due to scattering of steel particles into the aluminum matrix and dispersion of intermetallics in the nugget zone. The minimum HV for both profiles were seen at the heat affected zone (HAZ). This can be attributed to the dissolution and coarsening of hardening second phase particles in 6xxx aluminum alloys, as well as larger grain size typically seen in HAZ of FSW of 6xxx aluminum alloys [13, 14].
4 Conclusion
In this paper, the effect of tool plunge depth on the joint strength and hardness of dissimilar FSW joint of AA6061 and mild steel was investigated. From the results, the following conclusions were made:
-
1.
Increasing the plunge depth increases the shoulder/workpiece interaction as can be seen by the deformation of the steel at the top surface. This in turn increases the axial force exerted by the shoulder downwards unto the workpiece, increasing heat generation thus promoting IMC layer growth.
-
2.
A low plunge depth means less axial force to push the material into voids thus creating tunnel defect. Increasing the pd increases the force to push the material thus solving this problem.
-
3.
From tensile testing, increasing plunge depth and reducing travel speed have a deteriorating effect on the joint strength. The strongest joint was created at low plunge depth and high travel speed.
-
4.
In terms of hardness, not much difference can be seen caused by the variation of tool plunge depth. Both recorded hardness profiles demonstrated similar patterns and minima/maxima values.
-
5.
A high plunge depth eliminates the tunnel defect problem but produces more frictional heat due to increased shoulder/workpiece interaction, whereas a low plunge depth reduces heat generation but causes tunnel defects to form. Therefore, it can be seen that in FSW of aluminum alloy to steel, the plunge depth is an important parameter.
References
McPherson, N.A., Galloway, A.M., Cater, S.R., Osman, M.M.: A comparison between single sided and double sided friction stir welded 8 mm thick DH36 steel plate. Trends In Welding Research 2012: Proceedings of the 9th International Conference (2012)
Barnes, S.J., Steuwer, A., Mahawish, S., Johnson, R., Withers, P.J.: Residual strains and microstructure development in single and sequential double sided friction stir welds in RQT-701 steel. Mater. Sci. Eng. A 492(1–2), 35–44 (2008)
Kumar, N., Mishra, R.S.: Friction stir welding and processing. (2014)
Othman, N.H., Shah, L.H., Ishak, M.: Mechanical and microstructural characterization of single and double pass Aluminum AA6061 friction stir weld joints. IOP Conf. Ser. Mater. Sci. Eng. 100, 12016 (2015)
Kimapong, K., Watanabe, T.: Friction stir welding of aluminum alloy to steel. Weld. J. 277–282 (2004)
Kim, Y.G., Fujii, H., Tsumura, T., Komazaki, T., Nakata, K.: Three defect types in friction stir welding of aluminum die casting alloy. Mater. Sci. Eng. A 415(1–2), 250–254 (2006)
Zhang, H., Lin, S.B., Wu, L., Feng, J.C., Ma, S.L.: Defects formation procedure and mathematic model for defect free friction stir welding of magnesium alloy. Mater. Des. 27(9), 805–809 (2006)
Dehghani, M., Amadeh, A., Mousavi, S. A.: Investigations on the effects of friction stir welding parameters on intermetallic and defect formation in joining aluminum alloy to mild steel. Mater. Des. 49, 433–441 (Aug 2013)
Frigaard, Ø., Grong, Ø., Midling, O. T.: A process model for friction stir welding of age hardening aluminum alloys. 32, (May 2001)
Kumar, K., Kailas, S.V.: On the role of axial load and the effect of interface position on the tensile strength of a friction stir welded aluminium alloy. Mater. Des. 29(4), 791–797 (2008)
Tanaka, T.H.T., Morishige, T.: Comprehensive analysis of joint strength for dissimilar friction stir welds of mild steel to aluminium alloys. Scr. Mater. 61(7), 756–759 (2009)
Kakiuchi, T., Uematsu, Y., Suzuki, K.: Evaluation of fatigue crack propagation in dissimilar Al/steel friction stir welds. Procedia Struct. Integr. 2, 1007–1014 (2016)
Uzun, H., Dalle Donne, C., Argagnotto, A., Ghidini, T., Gambaro, C.: Friction stir welding of dissimilar Al 6013-T4 To X5CrNi18-10 stainless steel. Mater. Des. 26(1), 41–46 (2005)
Krasnowski, K., Hamilton, C., Dymek, S.: Influence of the tool shape and weld configuration on microstructure and mechanical properties of the Al 6082 alloy FSW joints. Arch. Civ. Mech. Eng. 15(1), 133–141 (2015)
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2018 Springer International Publishing AG
About this chapter

Cite this chapter
Wan Sulong, W.M.S., Rojan, M.A., Mazlee, M.N. (2018). Influence of Tool Plunge Depth on the Joint Strength and Hardness of Friction Stir Welded AA6061 and Mild Steel. In: Öchsner, A. (eds) Engineering Applications for New Materials and Technologies . Advanced Structured Materials, vol 85. Springer, Cham. https://doi.org/10.1007/978-3-319-72697-7_30
Download citation
DOI: https://doi.org/10.1007/978-3-319-72697-7_30
Published:
Publisher Name: Springer, Cham
Print ISBN: 978-3-319-72696-0
Online ISBN: 978-3-319-72697-7
eBook Packages: EngineeringEngineering (R0)