
Abstract
In this work, research of reduction process was studied by means of rotary kiln (φ1.5 m × 15 m) process anatomy in order to provide fine guidance to large-scale operation. It was shown that the average reduction degree of 89.96% and metallization ratio of 85.15% were obtained at the highest temperature of 977 °C and total residence time of 90 min. The generation amount of metallic iron in section of temperature higher than 900 °C and lower than 900 °C was 34.15 and 56.38%, respectively. The section of lower temperature of 830–900 °C played an important role in formation of metallic iron, making it possible for mini-pellet to reduce quickly at lower temperature. Two main tasks were completed for mini-pellets in rotary kiln: the reduction of iron oxides in the range of 15.0–4.5 m as well as migration and beneficiation of metallic iron, facilitating the subsequent separation of iron and gangue minerals.
Access provided by CONRICYT-eBooks. Download conference paper PDF
Similar content being viewed by others

Keywords
Introduction
There are abundant resources of low-grade iron ore in China, nevertheless, it commonly has the characteristics of low iron content, fine iron minerals, complicated composition and high content of harmful elements [1, 2]. Through geological reconnaissance and exploration of the mine in Hunan Hengyang, it was found that the total reserves of iron ore in the range of iron grade from 28 to 37 were more than 0.51 billion ton. The iron grade of Hengyang iron ores is much lower and the content of silicon dioxide is much higher than that of oolitic iron ores. Moreover, the texture of stellate reticulum for the ferrum phase particles in these iron ores are quite different from that of oolitic iron ores which regarded as one of the most refractory iron ores [3, 4]. In consequence, Hengyang iron ores cannot be upgraded by conventional mineral processing methods either.
Recently, the coal-based reduction followed by magnetic separation has been proved as a feasible method to recover iron from refractory iron ores [5, 6]. Two representative methods are magnetizing roasting and coal-based direct reduction . However, magnetizing roasting method has not been realized in the industrialized production due to its equipment problems and unsatisfactory technical and economical index. On the other hand, traditional coal-based rotary kiln direct reduction process has its disadvantages over utilizing these refractory iron ores because of higher energy consumption.
An innovative coal-based direct reduction process of low-grade iron ore -coal composite mini-pellets in low-temperature rotary kiln has been developed by Central South University. In this approach, 3–8 mm pellets were made of mixture of sodium additives, iron ore and coal. Iron minerals in pellets were reduced to metallic iron at the highest temperature of lower than 1020 °C and residence time of less than 120 min. Metallic iron was then concentrated by magnetic separation after grinding and liberation. The concentrated metallic iron could be used in steel-making processes.
Many researchers have sufficiently investigated the effects of reduction conditions, such as reduction temperature, residence time, C/O ratio and different additives, on the yield and quality indicator of metallic iron, such as iron recovery, iron grade and metallization degree [7,8,9]. In general, most of these studies investigated the input materials and output products of the reduction processes. Moreover, research focused on the changes of reduction course for mini-pellets in rotary kiln was studied little. Hence, in this work the anatomy of such an innovative rotary kiln process was studied in order to provide fine guidance to subsequent commercial operation.
Experimental
Materials
The low-grade iron ore was obtained from Hunan, and coal used in this work was from Xinjiang. Chemical composition of iron ore, sodium additive and coal were shown in Tables 1, 2 and 3, respectively. The iron ore is consisted of 31.24% total Fe, 41.81% SiO2, 4.56% Al2O3 and 2.57% CaO. The industrial analysis of coal revealed 57.56% of fixed carbon, 32.78% volatile matters, 9.15% ash and 0.51% sulfur.
Electron backscatter diffraction pattern (EBSP) and iron elemental map scanning (SEM) of iron ore were shown in Fig. 1. The main iron phase is hematite and the gangue minerals include quartz and sericite. After mineralogical determination, iron ore used in this work was defined as fine-grained disseminated hematite, in which 95.73% of hematite grains were smaller than 37 μm, and 39.94% of hematite particles were smaller than 10 μm.

EBSP (A) and SEM (B) of iron ore
The ore and coal (as reductant) were both ground to 80% passing 0.074 mm. Coal injection and external coal were both crushed to 3–10 mm size.
Method
The industrial test flowsheet of the innovative one-step process included proportioning pellet feeds, grinding, balling, pre-drying, and reducing. A mixture of fixed C and total Fe in iron ore-coal particles at a mass ratio of 0.3 was used throughout the study. Green pellets were made of 4.0% sodium additive and iron ore-coal mixture in a disc pelletizer (diameter = 2000 mm, rotating = 26 rpm, angle of inclination = 45°). Then the green pellets were pre-dried in a cylinder (diameter = 1500 mm, length = 8000 mm, angle of inclination = 3°) for 18 min using hot off-gas of rotary kiln. Finally, pellets were directly put into rotary kiln (capacity = 1000 kg/h, diameter = 1000 mm, length = 15000 mm, angle of inclination = 2.86°) together with a certain proportion of external coal.
The pellets before reduction had an average compression strength of 25 N/pellet, drop strength of 10 times/0.5 m, a moisture of 8–9% and a size range of 3–8 mm which was the innovative process pellet size range.
In order to obtain detailed information of reduction for pellets along the length of rotary kiln, it was essential to carry out the anatomy of rotary kiln by several measures as follows:
-
(1)
Stopping feeding pellets, external coal, and coal injection.
-
(2)
Ceasing rotating when it was in a normal operation.
-
(3)
Injecting a certain amount of liquid nitrogen from secondary air fan holes.
-
(4)
Closing all the holes of the rotary kiln by cement.
-
(5)
Opening all the holes and taking out the pellets every 0.5 m along the length of rotary kiln when temperature of pellets reached ambient temperature several days later.
In this work, pellets reduced at different temperatures were analyzed by X-ray (XRD, D/max 2550PC, Japan) and environmental scanning electron microscopy analysis (ESEM, FEI QUANTA 200; FEI, Eindhoven) equipped with an EDAX energy dispersive x-ray spectroscopy (EDS) detector (EDAX Inc., Mahwah). Chemical composition of iron ore, sodium additive and coal ash were obtained by chemical analysis method according to the testing standard of GB/T 6730-1986. The industrial analysis of coal was obtained by fully auto-measuring industrial analyzer (SUNDY SDTGA 5000).
Results and Discussion
Reducibility of Mini-pellets in Rotary Kiln
Reduction degree of pellets along the length of the rotary kiln was presented in Fig. 2.

Variations of reduction degree of pellets along the length of rotary kiln
In Fig. 2, it is found that reduction degree increased dramatically with the pellets constantly moving forward at the initial stage. Then the reduction degree reached steady when moving to the point of 4.5 m, which indicating that reduction reactions had been basically finished.
The variations of iron grade and metallization degree along the length of rotary kiln was shown in Fig. 3, where: (1) curve-a is representing metallization degree variation, (2) curve-b is revealing TFe content changes.

Variations of iron grade and metallization degree of pellets along the length of rotary kiln
Curve-a can be divided into four distinct stages which are named stage I, II, III, and IV, respectively. As shown in Fig. 3, in stage I (from 15.0 to 11.5 m) the metallization degree is 5.86%. The length of stage I accounts for 23% of the total length of rotary kiln, and the formation amount of metallic iron in stage I makes up 6.88% of the total. Then metallization degree increased sharply from 5.86 to 79.47% in stage II, which possesses the maximum value of metallic iron formation in range of length from 11.5 to 7.5 m. In addition, the length of stage II accounts for 27% of the total length of rotary kiln, and the quantity of metallic iron in stage II makes up 86.45% of the total amount. In stage III, a small increase was obtained from 79.47 to 85.15% when pellets moving to the point of 4.5 m. This increase continued up to a maximum value at the end of stage III and basically stayed constant in stage IV. The length of stage III accounts for 20% of the total length of rotary kiln, and the formation amount of metallic iron in stage I makes up 6.67% of the total amount. The length of stage IV accounts for 30% of the total length of rotary kiln, nevertheless, metallic iron is no longer generated at this stage. In consequence, the main reduction time of creating metallic iron occurs in range of length from 11.5 to 7.5 m, which only accounts for 27% of the total residence time. On the other hand, reduction reactions took place in stage I, II and III of rotary kiln, and hence the efficient production time made up 70% of the total residence time.
Similar results can be observed in case of TFe content variations. Hence, curve-b can also be divided into four stages similar to that of curve-a. As pellets moving from the point of 15.0 to 12.5 m, then to 9.0 m, and then to 5.5 m at each stage, the TFe content of pellets changes from 26.59, to 26.65%, then to 35.45%, and then to 36.05%, respectively. Variations of Fe grade in pellets indicated that the reactions of carbon gasification and iron oxides reduction mainly occurred in the same range of rotary kiln, ensuring the formation of metallic iron quickly and efficiently.
Effect of Temperatures on Metallic Iron Formation
Temperatures along the length of rotary kiln were detected and recorded every half an hour. The relationship between metallic iron and reduction temperature along the length of rotary kiln was presented in Fig. 4.

The relationship between metallization degree and reduction temperature along the length of rotary kiln
As shown in Fig. 4, the maximum value of reduction temperatures in rotary kiln was only 977 °C, which was much lower than that of traditional coal-based rotary kiln direct reduction process. Reduction temperature raised gradually from 714 to 977 °C in range of length from 15.0 to 7.5 m; subsequently decreased sharply from 977 to 773 °C in range of length from 7.5 to 2.0 m, and it then increased to 867 °C at rotary kiln head. From Fig. 4, metallic iron occurred for the first time when temperature reached 830 °C, and the increment of metallic iron in stage I, II, III and IV was 4.88, 89.14, 5.97 and 0 by percentage accounting for the total iron quantities, respectively.
It should be noticed that the generating rate of metallic iron decreased sharply with the decrease of reduction temperature in range of length from 7.5 to 4.5 m, which was one of the important reasons of leading to a decrease of reduction reactions rate. As a consequence, one of the effective measures of enhancing the metallization degree of pellets is to keep the temperature constant in range of length from 7.5 m to kiln head.
Figure 4 also revealed that there were two different temperature sections in rotary kiln in range of length from 11.5 to 4.5 m where the metallic iron was generated. The range of length from 9.5 to 5.5 m is the section of temperature higher than 900 °C, and the range of length from 11.5 to 9.5 m and 5.5 to 4.5 m are the section of temperature lower than 900 °C. The generation amount of metallic iron in section of temperature higher than 900 °C accounts for 34.15% of the total.
Phase Transferring and Beneficiation Characteristic
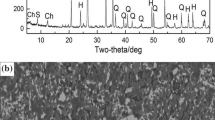
The XRD patterns of low-grade iron ore and pellets at different locations in rotary kiln were presented in Figs. 5 and 6, respectively. The electron backscatter diffraction patterns (EBSP) with EDS for pellets along the length of rotary kiln was depicted in Fig. 7.

XRD patterns of iron ore

XRD patterns of pellets along the length of rotary kiln


Electron backscatter diffraction patterns (EBSP) with EDS for pellets along the length of rotary kiln. A-14.0m; B-9.5m; C-7.0m; D-0.5m
It was shown that pellets before reducing were mainly composed of hematite (Fe2O3), and minor amount of magnesium ferrite (MgFe2O4), fayalite (Fe2SiO4) and magnetite (Fe3O4). At the point of 14.0 m, the weight of Fe2O3 and MgFe2O4 decreased, and the weight of magnetite (Fe3O4) increased sharply. Additionally, wüstite (FeO) occurred. At the point of 12.0 m, metallic iron occurred, and the weight of FeO increased further; Fe2O3, FeO, Fe2SiO4, Fe and minor MgFe2O4 coexisted, a situation continuing up to the point of 7.0 m.
Figure 7a showed that the dissemination size of iron oxides in pellets at the point of 14.0 m was very fine that hematite and silicon dioxide intertwined closely with each other which much higher content of silica than that of iron element in the iron phase. As the reduction proceeded, the reduction degree of pellets increased at the point of 9.5 m. Additionally, it was found that the content of iron element in the iron phase increased in Fig. 7b. After determined by EDS, the content of iron element raised from 13.22 to 77.22% in range of length from 14.0 to 9.5 m. Moreover, the content of silica element decreased from 17.71 to 13.93% in the same range. Figure 7c showed that there were a mass of metallic iron generated in form of water dripping shape and worm-like in pellets at the point of 7.0 m. The maximum size of metallic iron particle was larger than 50 μm which was suitable for grinding-magnetic separation. As shown in Fig. 7d, it was observed that the content of iron element increased from 79.71 to 90.20% in range of length from 7.0 to 0.5 m, and the content of silica element and oxygen element decreased significantly. Figure 7d also showed that the metallic iron particles were inclined to migrating and aggregating, thus creating a favorable condition for subsequent milling-magnetic separation.
Conclusions
-
(1)
The average reduction degree of 89.96% and metallization ratio of 85.15% were obtained at the highest reduction temperature of 977 °C and the total residence time of 90 min.
-
(2)
The maximum value of metallic iron formation occurred in range of length from 11.5 to 7.5 m. One of the effective measures of enhancing the metallization degree of pellets was adjustment of temperature by maintaining stability in range of length from 7.5 m to kiln head.
-
(3)
The generation amount of metallic iron in section of temperature higher than 900 °C and lower than 900 °C was 34.15 and 56.38% in range of length from 11.5 to 4.5 m, respectively. The section of temperature lower than 900 °C played a critical role in the formation of metallic iron, which was one of the important reasons for completing reduction reactions rapidly under a relatively low temperature.
-
(4)
The reduction reactions of iron oxides were completed in range of length from 15.0 to 4.5 m in rotary kiln. In range of length from 4.5 to 0 m, migrating and aggregating of metallic iron was obtained, thus creating a favorable condition for subsequent milling-magnetic separation.
References
Man Y, Feng JX, Li FJ, Ge Q, Chen YM, Zhou YZ (2014) Influence of temperature and time on reduction behavior in iron ore–coal composite pellets [J]. Powder Technol 256:361–366
Park H, Sahajwalla V (2014) Effect of alumina and silica on the reaction kinetics of carbon composite pellets at 1473 K [J]. ISIJ Int 54(1):49–55
Sun YS, Han YX, Li YF, Li YJ (2017) Formation and characterization of metallic iron grains in coal-based reduction of oolitic iron ore [J]. Int J Miner Metall Mater 24(2):123–129
Weissberger S, Zimmels Y, Lin IJ (1986) Mechanism of growth of metallic phase in direct reduction of iron bearing oolites [J]. Metall Mater Trans B 17B(9):433–442
Sun YS, Han YX, Wei XC, Gao P (2016) Non-isothermal reduction kinetics of oolitic iron ore in ore/coal mixture [J]. J Therm Anal Calorim 123:703–715
Park H, Sahajwalla V (2014) Reduction behavior of carbon composite pellets including alumina and silica at 1273 K and 1373 K [J]. ISIJ Int 54(6):1256–1265
Sun YS, Gao P, Han YX, Ren DZ (2013) Reaction behavior of iron minerals and metallic iron particles growth in coal-based reduction of an oolitic iron ore [J]. Ind Eng Chem Res 52:2323–2329
Murakami T, Kasai E (2011) Reduction mechanism of iron oxide–carbon composite with polyethylene at lower temperature [J]. ISIJ Int 51(1):9–13
Li GH, Zhang SH, Rao MJ, Zhang YB, Jiang T (2013) Effects of sodium salts on reduction roasting and Fe–P separation of high-phosphorus oolitic hematite ore [J]. Int J Miner Process 124:26–34
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2018 The Minerals, Metals & Materials Society
About this paper

Cite this paper
Liang, Z., Huang, Z., Yi, L., Zhong, R. (2018). Study on Direct Reduction of Low-Grade Iron Ore-Coal Mini-pellets in Coal-Based Rotary Kiln. In: Hwang, JY., et al. 9th International Symposium on High-Temperature Metallurgical Processing. TMS 2018. The Minerals, Metals & Materials Series. Springer, Cham. https://doi.org/10.1007/978-3-319-72138-5_46
Download citation
DOI: https://doi.org/10.1007/978-3-319-72138-5_46
Published:
Publisher Name: Springer, Cham
Print ISBN: 978-3-319-72137-8
Online ISBN: 978-3-319-72138-5
eBook Packages: Chemistry and Materials ScienceChemistry and Material Science (R0)