
Abstract
Exothermic riser sleeves are important tools to increase solidification duration, particularly for iron-steel casting. Increasing the time to solidus improved casting product quality by minimizing cavities. Therefore, process costs were significantly reduced. In comparison with the use of unsleeved risers, exothermic riser sleeves retain up to 30–35% of the heat and increase the duration to solidus by nearly 50%. Exothermic riser sleeves are a mixture of metallothermic-based exothermic and insulating materials that are manufactured in different sizes and shapes. Various suppliers produce these sleeves in different compositions. However, the designers must clearly understand the thermochemical and thermophysical properties. The purpose of the present study was to experimentally determine the effects of varying experimental parameters such as reaction duration, flammability and temperature change etc. on selected exothermic sleeves. The results were compared with thermodynamical simulations which were performed using the contents and the corresponding thermophysical properties of exothermic sleeves.
Access provided by CONRICYT-eBooks. Download conference paper PDF
Similar content being viewed by others

Keywords
Introduction
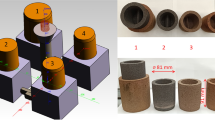
A riser is the final part of a casting to solidify. It thereby causes to feed the other parts of a casting product to remove porosities and related defects. It is sometimes necessary to place an insulating or exothermic sleeve, around the riser to extend solidification time, particularly when casting steel or ductile iron casting. Exothermic riser sleeves that consist of thermit powder mixtures have heat-sealing properties superior to those of insulating sleeves and unsleeved risers. Thus, they significantly reduce process costs to produce sound, high quality castings [1,2,3,4]. The exothermic riser sleeves are depicted in Fig. 1.

Accounts in the literature state that exothermic riser sleeves can increase solidification time by nearly 50%. Moreover, these riser sleeves retain up to 30–35% of the heat from casting . Exothermic riser sleeves are composed of a mixture of metallothermic -based exothermic materials (e.g. Al) and insulating materials such as Al2O3, Fe2O3 and SiO2. Exothermic sleeves are produced in different sizes and shapes (cylindrical, oval cylindrical, conic etc.) [1,2,3,4]. Various suppliers produce exothermic sleeves in different compositions that are marketed under their commercial names; the basic properties are shared with customers only when it is necessary for the designers to understand their themochemical and thermophysical properties.
In this study, selected commercial exothermic sleeves were evaluated to determine the effect of experimental parameters reaction duration, flash point, and temperature change as a function of the weight of the sleeves. The experimental results were compared to thermodynamical simulations.
Theoretical Background
The main reaction in exothermic sleeves is based on the “Goldschmidt Reaction,” which is given as Eq. 1. The composition of products change with the change in the aluminium ratio; aluminium is used to reduce iron to the stoichiometric ratio. If there is excess aluminum, silicon may be reduced under the prevailing conditions [1]. The data in Table 1 compare exothermic riser sleeve compositions (A and B, suggested by Wlodawer) with their respective thermodynamic properties. They change in terms of Al content and, their corresponding thermochemical properties were calculated by using HSC Chemistry 6.12 database.
For the reactant compositions A and B, the predicted products were thermodynamically modelled and their equilibrium compositions are plotted as a function of temperature in Fig. 2. It is evident that the metallic silicon and aluminum content of the products increased due to the increase in aluminium in the reactants. A slight amount of SiO2 appeared in reaction products after nearly 1700 °C for the composition B.

The change of reaction products for the compositions a and b with the increase in reaction temperature (HSC Chemistry 6.12, Equilibrium Compositions Module)
Experimental
Five commercial exothermic riser sleeves manufactured by Smart Engineering (Ukraine) were selected for experimental studies. The sleeves had different sizes and weights. Four of sleeves were cylindrical and the other had an oval cross-section. Detailed information about the sleeves is presented in Table 2.
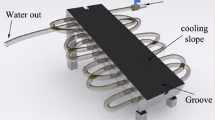
Sleeves were put in a muffle furnace which was maintained at 1000 °C and atmospheric pressure. The change of sleeve temperature versus (increasing) time was recorded to document the flash point, reaction duration and the highest temperature. Following the conclusion of each experiment, the sleeves were removed from the furnace after they had cooled to 1000 °C. Photographs taken prior to and during the experiments appear in Fig. 3.

Photographs of exothermic riser sleeves before performance tests and some pictures from the tests; a riser sleeve in the chamber furnace, b riser sleeve during cooling period
Results and Discussion
The sleeves started to burn once they were put in the muffle furnace, providing evidence that the furnace temperature exceeded the flash point of the sleeves. Maximum reaction temperature ranged from 1352 to 1670 °C; for cylindrical sleeves in particular, it was determined that the higher reaction temperatures were attained as the sleeve weight increased. The reaction duration and the cooling period were also with increasing sleeve weight. An exception was the cooling duration of the sleeve coded (IV). Although sleeve (IV) exhibited the highest reaction temperature of the cylindrical sleeves, it cooled more rapidly than two lighter sleeves, which were coded (II) and (III). It is believed that the rapid cooling was due to structural degradation caused by the very high reaction temperature (Fig. 4 and Table 3).

The relationship between size-weight of the sleeves and reaction time
The sleeve coded (V) had the greatest mass (800 g). This sleeve retained more heat than the other specimens; its peak temperature of 1505 °C was lower than those of the lighter sleeves, and it cooled to below 1000 °C in 15 min. The experimental results provide evidence that increasing sleeve weight increases the peak temperature and extends the cooling period due to surface effect. Because the solids lose heat from their surfaces, increased mass decreases the specific surface area for heat loss, thereby accounting for the greater degree of heat retention.
Conclusion
Exothermic riser sleeves are important to production of sand castings that do not have cavity-like defects. These sleeves consist of an exothermic reactant powder mixture to retain heat in the riser part of castings by providing an exothermic reaction during casting operation. In the present study, five different commercial sleeves, in terms of size and shape, were evaluated to determine their thermal properties.
Thermochemical modelling was done prior to the experimental studies. It was determined that increasing the percentage of aluminium in the sleeve composition elevated the Gibbs free energy, enthalpy and specific heat values. Moreover, metallic silicon and aluminium were predicted to be present in the reaction products as a result of the excess aluminium. During the experimental studies, it was observed that increasing sleeve weight caused an increase in the peak reaction temperature and extended the cooling duration. It was thought that the heat retention was explained by the reduction in specific surface area of the sleeve, which in turn reduced radiative heat loss.
References
Wlodawer R (1966) Directional solidification of steel castings. Pergamon, Oxford
Hardin RA et al (2013) Riser sleeve properties for steel castings and the effect of sleeve type on casting yield. Paper presented at the 67th SFSA technical and operating conference, Chicago, IL, USA
Burns TA (1986) The Foseco foundryman’s handbook. Pergamon, Oxford
Campbell J (2004) Castings practice: the 10 rules of castings. Butterworth Heinemann, Oxford
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2018 The Minerals, Metals & Materials Society
About this paper

Cite this paper
Yücel, O., Turan, A., Candeğer, K.C. (2018). Optimization of Exothermic Riser Sleeve Design Parameters. In: Hwang, JY., et al. 9th International Symposium on High-Temperature Metallurgical Processing. TMS 2018. The Minerals, Metals & Materials Series. Springer, Cham. https://doi.org/10.1007/978-3-319-72138-5_35
Download citation
DOI: https://doi.org/10.1007/978-3-319-72138-5_35
Published:
Publisher Name: Springer, Cham
Print ISBN: 978-3-319-72137-8
Online ISBN: 978-3-319-72138-5
eBook Packages: Chemistry and Materials ScienceChemistry and Material Science (R0)