
Abstract
In the area of medical textiles, several applications necessitate conductive sensors, such as ECG or pulse measurements, breathing sensors, etc. Additionally, connections between electronic elements, data transfer units, and other parts of sensor networks need conductive paths. The resistance of conductive yarns or coatings against mechanical and chemical influences, however, is often low. Silver particles in coatings or on yarns, e.g., can oxidize during washing. Thin coatings can easily be abraded and offer only a low conductivity due to low layer height, while thicker coatings can be stiff and break during bending. In a recent project, we evaluate different coatings with respect to their resistance against mechanical stress due to abrasion against diverse materials, as a typical demand of sensory shirts or other medical textiles. Conductive silicone rubber, as well as graphite-polyurethane dispersions with different graphite concentrations, were coated on diverse textile fabrics in a defined height. Abrasion tests were performed on these samples using a linear abrasion tester. The electrical resistance of the conductive coatings was measured after each test cycle. Additionally, confocal laser scanning microscopy was used to detect micro-cracks or modifications of the coating surface. The article gives an overview of the results and depicts the advantages and challenges of the conductive coatings under examination.
Access provided by CONRICYT-eBooks. Download chapter PDF
Similar content being viewed by others


Keywords
These keywords were added by machine and not by the authors. This process is experimental and the keywords may be updated as the learning algorithm improves.
1 Introduction
Conductive yarns or textile coatings have diverse applications in the area of smart textiles [1]. They are necessary to measure vital signs, e.g., ECG or pulse [2,3,4,5,6,7,8,9,10,11,12,13], pressure [14, 15] or elongation [16,17,18,19,20,21,22]. Besides these sensory applications, they are also used to transfer energy or data through conductive transmission lines [23,24,25] or through textile antennas to an external receiver [26].
The main issue in using conductive yarns or textile coatings is their resistivity against mechanical and chemical impacts, i.e., abrasion and washing. This is why novel conductive textile coatings are investigated in many research groups, e.g., consisting of carbon nanofibers [27], reduced graphene oxide, and silver nanoparticles [28], or graphene/poly(vinyl alcohol) [29]. For reduced graphene, another examination found satisfying washing resistance [30]. Nevertheless, it should be mentioned that sodium hydrosulfite, a noxious chemical which can explode, is needed for converting graphene oxide into reduced graphene. Less dangerous coatings, such as Poly(3, 4-ethylenedioxythiophene)-poly(styrenesulfonate) (PEDOT:PSS), are known to not withstand UV radiation [31,32,33].
An alternative to expensive conductive materials, such as noble metals, oxidizing, or other instable materials, such as other metals, or dangerous materials is carbon in the forms of carbon black or graphite. Nevertheless, only little research is published on the influence of mechanical or chemical impact on carbon-based conductive coatings [34, 35].
This is why graphite-polyurethane coatings were prepared on diverse textile materials in a recent project and tested with respect to their abrasion fastness. As a comparison, a commercially available conductive silicone rubber is used which has to be polymerized at high temperatures and is thus not usable on each textile fabric.
2 Experimental
For the graphite-polyurethane (PUR) coatings, dispersion were prepared using bredderpox®R15 GB-Flex PUR resin, bredderpox®R15 GB-Flex PUR hardener and diluting agent Verdünner XA (Breddermann Kunstharze, Schapen/Germany). Graphite particles with diameters 3–5 µm (Algin, Neustadt Glewe/Germany) were added in concentrations of 25% and 29%, respectively, since lower graphite concentrations resulted in significantly increased electrical resistances, while higher graphite concentrations led to brittle coatings. In all coatings, 10% silicone oil was added to increase the flexibility of the final layer.
Additionally, the conductive silicone rubber Powersil 466 A + B (Wacker Chemie AG, Munich, Germany) was tested after curing in an oven at 200 °C for 2 h.
All coatings were applied using a doctor’s knife. The coating dimensions of 10 mm width and 150 mm length, as well as the coating layer height, were defined by adhesive tape glued on the textile fabrics.
Two samples were prepared per coating and base fabric on which three different ranges of 100 mm length each were marked so that each result was averaged over six measurements.
Table 1 shows the four woven fabrics used in this investigation. Material, thickness and areal weight are varied.
Abrasion tests were performed by a sliding block test according to DIN EN ISO 13427. The standard abrasive material, sandpaper with grain size 100, was exchanged by a sandpaper grain size 400 as well as the jeans and the viscose fabrics defined in Table 1 to investigate more realistic situations. Additionally, each coating was abraded against itself.
Resistance measurements were performed using a Mastech PM334 digital multimeter with a maximum measurable resistance of 30 MΩ. All resistances are measured between two points in a distance of 100 mm.
A confocal laser scanning microscope (CLSM) VK-9700 by Keyence was used for microscopic examination of the coatings before and after rubbing fastness tests. All CLSM images depicted in this article have the same nominal magnification of 2000 x.
3 Results and Discussion
One of the biggest challenges in the examination of conductive textile coatings is the measurement of the electrical resistance. Opposite to hard, flat surfaces, such as plastics or metals, measurements on textile surfaces usually depend strongly on the contact area, contact pressure, and also on a possible movement or bending of the conductive fabric. This is why in a first test series three different contacting methods were tested: small (crocodile) clamps with “teeth” pressed into the conductive coatings; large clamps with broad, flat contact areas pressed on the conductive coatings; and conductive Cu-Zn bands which were glued onto a table in the desired measurement distance and on which the sliding block with the fabric under examination below was placed.
Figure 1 depicts the results of these measurements, performed on the three different coatings described above. Comparing all results, it is obvious that the Powersil coating gives relatively high resistances and standard deviations, as expressed by the error bars. For the PUR coating with 29% graphite, all measurements show significantly reduced standard deviations, with the smallest values being measured using the Cu-Zn band. Only for the measurement of the coatings with 25% graphite included, a significant difference between the contacting methods is visible. Here, the measurements with the Cu-Zn band show very small error bars, while measurements with both clamps result in visibly larger standard deviations.

Comparison of different electrical connection methods for measurements, tested for graphite/PUR and Powersil coatings on jeans, abraded against jeans. All graphs are depicted with double-logarithmic axes, meaning that apparently linear correlations are in reality exponential
This is why the following tests were performed using the Cu-Zn band.
Next, different rubbing partners were tested: the jeans fabric and the viscose fabric (cf. Table 1) as well as a sandpaper grain size 400. Figure 2 shows the results of these experiments. Again, the coatings with 29% graphite showed the most stable measurements. In all three cases, a slight decrease of the resistance is visible with increasing numbers of rubbing cycles.

Comparison of different abrasion partners, tested for graphite/PUR and Powersil coatings on jeans, measured on Cu-Zn band
For 25% graphite content in the PUR coating, rubbing against jeans or viscose resulted in a resistance decrease again, while rubbing against sandpaper resulted in increased error bars and approximately constant resistance values. Apparently, for this coating, the sandpaper is too harsh.
In the case of the Powersil coating, rubbing against all three materials of choice supported the decrease of the electrical resistance. Only for jeans as rubbing partner, however, the error bars became acceptable after 5000 rubbing cycles. Since this material also showed good results in the tests of the graphite-PUR coatings, it was chosen as rubbing partner for the examination of the conductive coatings on different textile substrates.
In Fig. 3, the results of these experiments are shown. All three coatings were tested on the four textile substrates, rubbed against jeans and measured using the Cu-Zn band.

Comparison of different textile substrates, tested for graphite/PUR and Powersil coatings abraded against jeans, measured on Cu-Zn band
Again, the Powersil coatings showed the highest standard deviations, with this coating on viscose giving the best and most stable results. For large numbers of rubbing cycles, however, both the resistances and their standard deviations decrease significantly.
For the more stable measurements on the graphite coatings, it becomes obvious that the resistances on jeans are higher than on the other (thinner and finer) textile substrates. Apparently, not only the coating but also the chosen substrate strongly influences the resulting resistance values. Comparing the three finer fabrics, however, does not reveal significant differences. All of them show an approximately exponential decrease, in the double-logarithmic plots used here visible as apparently linear correlations.
Finally, all three coatings on fine cotton were tested using the respective identical samples as rubbing partners, modeling a situation where such conductive coatings are used as switches, etc. The results are shown in Fig. 4. For both graphite coatings, the resistance is now approximately constant, with a slight increase toward larger numbers of rubbing cycles. For the Powersil coating, the situation is worse—the resistances, as well as their standard deviations, remain high, until after approx. 200 rubbing cycles, the cotton fabrics were partly destroyed, and the experiment had to be stopped.

Comparison of the coatings under examination on fine cotton, abraded against themselves, measured on Cu-Zn band
Destroying of this fabric was due to the high friction between both Powersil layers—this resulted in the fabrics being moved with respect to the rough surfaces of the sliding and the rubbing block, leading to destroying them from the backsides.
To understand the influences of these rubbing processes better, Figs. 5, 6 and 7 depict the coating surfaces before the abrasion processes and after 5000 rubbing cycles against jeans. Both graphite coatings show typical graphite flakes on the surfaces before the abrasion tests which are nearly vanished after the 5000 test cycles.

Graphite 25% in PUR before abrasion (left panel) and after 5000 rubbing cycles against jeans

Graphite 29% in PUR before abrasion (left panel) and after 5000 rubbing cycles against jeans

Powersil before abrasion (left panel) and after 5000 rubbing cycles against jeans
Apparently, the abrasion cycles rub off all loose material, i.e., especially the graphite flakes laying on the surface. While this seems to be counterproductive at first glance, we assume that it helps contacting the graphite which is really fixed in the conductive layer and has contact to the percolation paths inside the coating, while the original outer layer seems to consist of pure graphite with less contact to the actual conductive bulk material.
For Powersil, another surface modification takes place. Here, rubbing results in a riffle structure which may be attributed to a stick-slip friction effect between the Powersil surface and the textile rubbing partner. We assume that, opposite to the graphite coatings, the positive effect of rubbing can be attributed to opening the surface toward the more conductive bulk material.
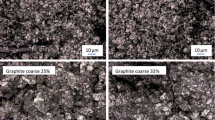
Finally, Fig. 8 depicts images of the graphite coatings rubbed against themselves. Apparently, instead of removing all non-fixed material, here mostly small parts of graphite flakes are exchanged between both rubbing partners, prohibiting the advantageous “cleaning” of the conductive surface.

Graphite 25% (left panel) and graphite 29% (right panel) in PUR after 5000 rubbing cycles against the identical coatings
4 Conclusion
In a recent project, rubbing tests were performed on three different conductive materials, coated on four textile fabrics each. Tests revealed that measurements gave most reliable results when performed with the coating under examination being placed on conductive Cu-Zn bands in a defined distance under a defined pressure. Both graphite-PUR coatings showed more stable results than the commercially available, flexible Powersil coating. Additionally, our experiments showed that rubbing the conductive coatings against a suitable partner material supports the absolute values as well as the stability of the conductivity.
References
Schwarz-Pfeiffer, A., Obermann, M., Weber, M. O., & Ehrmann, A. (2016). Smarten up garments through knitting. In IOP Conference Series: Materials Science and Engineering (Vol. 141, p. 012008).
Hertleer, C., Grabowska, M., van Langenhove, L., Catrysse, M., Hermans, B., Puers, R., Kalmar, A., van Egmond, H., & Matthys, D. (2004). The use of electroconductive textile material for the development of a smart suit. In 4th AUTEX Conference, Roubaix 2004.
Mühlsteff, J., Such, O., Schmidt, R., Perkuhn, M., Reiter, H., Lauter, J., Thijs, J., Musch, G., & Harris, M. (2004). Wearable approach for continuous ECG and activity patient-monitoring. In Proceedings of the 26th Annual International IEEE EMBS Conference 2004 (pp. 2184–2187).
Coosemans, J., Hermans, B., & Puers, R. (2006). Integrating wireless ECG monitoring in textiles. Sensors and Actuators A, 130–131, 48–53.
Pacelli, M., Loriga, G., Taccini, N., & Paradiso, R. (2006). Sensing fabrics for monitoring physiological and biomechanical variables: E-textile solutions. In Proceedings of the 3rd IEEE-EMBS International Summer School Symposium Medical Devices and Biosens (pp. 1–4).
Habetha, J. (2006). The MyHeart project—Fighting cardiovascular diseases by prevention and early diagnosis. In Proceedings of the 28th Annual International IEEE EMBS Conference 2006 (pp. 6746–6749).
Luprano, J., Sola, J., Dasen, S., Koller, J. M., & Chetelat, O. (2006). Combination of body sensor networks and on-body signal processing algorithms: The practical case of MyHeart project. In Proceedings of the International Workshop Wearable Implantable Body Sensor Networks 2006 (pp. 76–79).
Luprano, J. (2006). European projects on smart fabrics, interactive textiles: Sharing opportunities and challenges. In Workshop Wearable Technology Intelligent Textiles, Helsinki/Finland 2006.
Weber, J. L., & Porotte, F. (2006). Medical remote monitoring with clothes. In International Workshop on PHealth, Luzern/Switzerland 2006.
Kim, S., Leonhardt, S., Zimmermann, N., Kranen, P., Kensche, D., Müller, E., & Quix, C. (2008). Influence of contact pressure and moisture on the signal quality of a newly developed textile ECG sensors shirt. In Proceedings of the 5th International Workshop on Wearable and Implantable Body Sensor Networks, Hong Kong/China 2008.
Xu, P. J., Zhang, H., & Tao, X. M. (2008). Textile-structured electrodes for electrocardiogram. Textile Progress, 40, 183–213.
Silva, M., Catarino, A., Carvalho, H., Rocha, A., Monteiro, J., & Montagna, G. (2009). Textile sensors for ECG and respiratory frequency on swimsuits. In Intelligent Textiles and Mass customization International Conference, Casablanca/Morocco (pp. 301–310).
Aumann, A., Trummer, S., Brücken, A., Ehrmann, A., & Büsgen, A. (2014). Conceptual design of a sensory shirt for fire-fighters. Textile Research Journal, 84, 1661–1665.
Tillmanns, A., Heimlich, F., Brücken, A., & Weber, M. O. (2009). Weft knitted spacer fabrics as pressure sensors. Technical Textiles, 52, E207.
Meyer, J., Arnrich, B., Schumm, J., & Tröster, G. (2010). Design and modeling of a textile pressure sensor for sitting posture classification. IEEE Sensors Journal, 10, 1391–1398.
Farringdon, J., Moore, A. J., Tilbury, N., Church, J., & Biemond, P. D. (1999). Wearable sensor badge and sensor jacket for context awareness. In The Third International Symposium on Wearable Computers 1999 (pp. 107–113).
Catrysse, M., Puers, R., Hertleer, C., van Langenhove, L., van Egmond, H., & Matthys, D. (2004). Towards the integration of textile sensors in a wireless monitoring suit. Sensors and Actuators A, 114, 302–311.
Zhang, H., Tao, X., Yu, T., & Wang, S. (2006). Conductive knitted fabric as large-strain gauge under high temperature. Sensors and Actuators, A: Physical, 126, 129–140.
Zieba, J., & Frydrysiak, M. (2006). Textronics—Electrical and electronic textiles. Sensors for breathing frequency measurement. Fibers and Textiles in Eastern Europe, 14, 43–48.
Ehrmann, A., Heimlich, F., Brücken, A., Weber, M. O., & Haug, R. (2014). Suitability of knitted fabrics as elongation sensors subject to structure, stitch dimension and elongation direction. Textile Research Journal, 84, 2006–2012.
Atalay, O., & Kennon, W. R. (2014). Knitted strain sensors: Impact of design parameters on sensing properties. Sensors, 14, 4712–4730.
Atalay, O., Atalay, A., Gafford, J., Wang, H., Wood, R., & Walsh, C. (2017). A highly stretchable capacitive-based strain sensor based on metal deposition and laser rastering. Advanced Materials Technologies, 1700081.
Kuhn, H. H., & Child, A. D. (1998). Electrically conducting textiles. In T. A. Skotheim, R. L. Elsenbauer, & J. R. Reynolds (Eds.), Handbook of Conducting Polymers (pp. 993–1013). New York: Marcel Dekker.
Kirstein, T., Cottet, D., Grzyb, J., & Tröster, G. (2002). Textiles for signal transmission in wearables. In Proceedings of ACM of First Workshop on Electronic Textiles, San Jose/California 2002.
Lesnikowski, J. (2011). Textile transmission lines in the modern textronic clothes. Fibres and Textiles in Eastern Europe, 19, 89–93.
Locher, I., Klemm, M., Kirstein, T., & Tröster, G. (2006). Design and characterization of purely textile patch antennas. IEEE Transactions on Advanced Packaging, 29, 777–788.
Shi, M. J., Yang, C., Song, X. F., Liu, J., Zhao, L. P., Zhang, P., et al. (2017). Stretchable wire-shaped supercapacitors with high energy density for size-adjustable wearable electronics. Chemical Engineering Journal, 322, 538–545.
Babaahmadi, V., Montazer, M., & Gao, W. (2017). Low temperature welding of graphene on PET with silver nanoparticles producing higher durable electro-conductive fabric. Carbon, 118, 443–451.
Li, X. T., Hua, T., & Xu, B. G. (2017). Electromechanical properties of a yarn strain sensor with graphene-sheath/polyurethane-core. Carbon, 118, 686–698.
Cao, J. L., & Wang, C. X. (2017). Multifunctional surface modification of silk fabric via graphene oxide repeatedly coating and chemical reduction method. Applied Surface Science, 405, 380–388.
Choi, C. M., Kwon, S. N., & Na, S. I. (2017). Conductive PEDOT:PSS-coated poly-paraphenylene terephthalamide thread for highly durable electronic textiles. Journal of Industrial and Engineering Industry, 50, 155–161.
Tadesse, M. G., Loghin, C., Chen, Y., Wang, L. C., Catalin, D., & Nierstrasz, V. (2017). Effect of liquid immersion of PEDOT: PSS-coated polyester fabric on surface resistance and wettability. Smart Materials and Structures, 26, 065016.
Alamer, F. A. (2017). A simple method for fabricating highly electrically conductive cotton fabric without metals or nanoparticles, using PEDOT:PSS. Journal of Alloys and Compounds, 702, 266–273.
de Oliveira, C. R. S., Batistella, M. A., de Souza, S. M. A. G. U., & de Souza, A. A. U. (2017). Development of flexible sensors using knit fabrics with conductive polyaniline coating and graphite electrodes. Journal of Applied Polymer Science, 134, 44785.
Topp, K., Haase, H., Degen, C., Illing, G., & Mahltig, B. (2014). Coatings with metallic effect pigments for antimicrobial and conductive coating of textiles with electromagnetic shielding properties. Journal of Coatings Technology and Research, 11, 943–957.
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2018 Springer International Publishing AG
About this chapter

Cite this chapter
Schäl, P., Juhász Junger, I., Grimmelsmann, N., Meissner, H., Ehrmann, A. (2018). Washing and Abrasion Resistance of Conductive Coatings for Vital Sensors. In: Kyosev, Y., Mahltig, B., Schwarz-Pfeiffer, A. (eds) Narrow and Smart Textiles. Springer, Cham. https://doi.org/10.1007/978-3-319-69050-6_21
Download citation
DOI: https://doi.org/10.1007/978-3-319-69050-6_21
Published:
Publisher Name: Springer, Cham
Print ISBN: 978-3-319-69049-0
Online ISBN: 978-3-319-69050-6
eBook Packages: Chemistry and Materials ScienceChemistry and Material Science (R0)