
Abstract
In order to investigate the relationships between microstructure and mechanical properties of extruded Mg–9mass%Al–1mass%Zn–2mass%Ca (AZX912) alloy, the AZX912 alloy ingots with and without solution treatment (ST) were extruded at a low temperature of 523 K, and some extrusions were subsequently annealed at 473–573 K. The as-extruded bar exhibited dynamically recrystallized fine grains, and the amount of fine Mg17Al12 precipitates in grains. Grain coarsening occurred with an increased grain size from ~2 to ~8 μm after annealing. Solution treatment seems to affect grain coarsening during extrusion. All extruded bars exhibited basal texture, and the extruded bar annealed at 573 K exhibited slightly lower texture intensity than the others. The extruded bar exhibited high mechanical strength of 377 MPa and medium elongation of 6.6%, when solution treatment before extrusion and final annealing were not applied. The high mechanical strength was likely attributed to the small grain size, large work hardening and a great amount of fine Mg17Al12 precipitates in the extrusions.
Access provided by CONRICYT-eBooks. Download conference paper PDF
Similar content being viewed by others

Keywords
Introduction
Mg alloys are attractive for applications in transportation and electronics for weight-saving as structural metals due to their low densities and high specific strength. However, easy ignition of Mg alloys induces safety problem especially for aerospace application [1]. It is therefore important to develop flame retardant Mg alloys with excellent mechanical properties . It has been found that the addition of Ca exceeding 1mass% into Mg alloys can improve ignition resistance significantly [2]. However, the formation of large amount of Ca-containing interrmetallic compounds deteriorates deformation capability and workability [3].
It has been reported that fine-grained microstructure obtained by a combination of low extrusion temperature and artificial cooling [4] or slow speed [5] during extrusion due to the restriction of grain growth, resulted in the remarkable enhancement of mechanical strength for AZ31 and AZ80 alloys. Tensile ductility is also sensitive to grain size, texture , precipitates [6,7,8,9]. It is therefore possible to improve mechanical properties remarkably by the optimization of microstructure. Deformation at low temperature tends to increase the possibility of cracking in metals. Compared with the other processing methods such as rolling, extrusion may restrict the occurrence of cracking due to compressive stress state [3]. This enlarges the range of available processing conditions, resulting in fine-grained microstructures without cracking. Flame retardant Mg alloys (Mg–Al–Ca alloys) contain a great amount of intermetallic compounds. Solution treatment possibly reduces the amount of intermetallic compounds and annealing can change grain size after processing. This results in a variation in microstructure and thus may affect mechanical properties. However, little work has been done on the effects of solution treatment and final annealing on the microstructures and mechanical properties of flame retardant Mg alloys.
In this study, AZX912 alloy (Mg–9Al–1Zn–2Ca–0.2Mn in mass%) was extruded at a low extrusion temperature of 523 K, and effects of solution treatment before extrusion and effects of final annealing on the microstructures, textures and mechanical properties of the as-extruded bars were investigated, aiming at the achievement of superior mechanical properties with both high mechanical strength and high ductility.
Experimental Procedure
AZX912 alloy ingots were extruded to the round bars with a diameter of 6 mm at an extrusion ratio of 44 using a die with a diameter of 40 mm. The extrusion was carried out at a temperatures of 523 K, which was measured by a thermocouple in the die. The ram speed was 2 mm/min corresponding to 89 mm/min for extrusion exit speed. In order to investigate effects of microstructural variations on mechanical properties , the ingots with and without solution treatments (ST), in which the ingots were homogenized at 693 K for 48 h and followed by water quenching, were used for the extrusion. In addition, after the extrusion, some extrusions were subjected to the final annealing, in which the extrusions were annealed at 473, 523 and 573 K for 1 h.
The microstructures and tensile properties of the extruded bars were investigated. The samples with a length of 10 mm in the extrusion direction (ED) were cut from the extruded bars, and were further cut to be two pieces along the central line parallel to the ED. The cutting surfaces (i.e. the middle sections of the extruded bars) were investigated by optical microscopic observation and X-ray measurement after polishing. The X-ray measurements were carried out using a Rigaku RINT2000, in order to obtain macro-textures. Transmission electron microscope (TEM) observation was carried out to investigate second-phase particles using a JEM-2010, which was operated at 200 kV. The compositions of some second-phase particles were analyzed by qualitative energy-dispersive spectroscopy (EDS) during TEM observation. The tensile samples were machined with a gauge length of 14 mm parallel to the ED and a cross-sectional diameter of 2.5 mm. The tensile tests were performed using an Instron 5565 with an initial strain rate of 2.4 × 10−3 s−1 at room temperature.
Results and Discussion
Optical micrographs of AZX912 alloy ingots without and with ST are shown in Fig. 1. The ingot without ST exhibited mainly two kinds of intermetallic compounds, i.e. large Mg17Al12, Al2Ca compounds with morphology of large network. After ST, the Mg17Al12 phase disappeared due to solid solution into α-Mg matrix. However, the Al2Ca compounds still maintained the network-like morphology with a distribution along interdendritic regions. The width of network morphology was about 50–100 μm, and there was no difference in the width between the AZX912 ingots without and with ST.

Optical micrographs of AZX912 alloy ingots without and with solution treatment
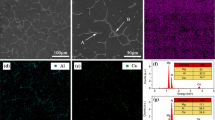
Optical micrographs with a horizontal ED of extruded AZX912 alloy bars without and with ST and without and with final annealing are shown in Fig. 2. Coarse Al2Ca particles in cast structure were broken during extrusion , and the fragmented particles were aligned parallel to the ED for all extruded bars. The particles existed in the interior of grains and also grain boundaries. There was no distinct difference in the size and distribution of Al2Ca particles among the extruded bars. As shown in Fig. 2, the grain size of the as-extruded bar was significantly refined due to the occurrence of dynamic recrystallization (DRX) during extrusion. Some unDRXed grains elongated in the ED were observed in the as-extruded bar. It is noted that grain coarsening occurred with an increased grain size from ~2 to ~8 μm after annealing. Solution treatment seems to affect grain coarsening during extrusion, since the Mg17Al12 compounds, which likely became nucleation sites of dynamically recrystallized grain, disappeared.

Optical micrographs with a horizontal extrusion direction (ED) of AZX912 alloy bars extruded at 523 K without solution treatment (left part) and with solution treatment (right part) before extrusion. The conditions of subsequent annealing are shown in the upper left part of the micrographs. The grain sizes are shown in the lower right part of the micrographs
Figure 3 shows TEM images of the extruded bars with ST and without final annealing. As indicated in Fig. 3, dynamically precipitated particles with much smaller sizes of 50–200 nm and a spherical shape were observed. The composition of the precipitation particles was Mg17Al12 as confirmed by EDS analysis. The extruded bar exhibited a great amount of Mg17Al12 precipitates, which dispersed densely both at grain boundaries and in the interiors of grains.

TEM micrograph of AZX912 alloy bars extruded at 523 K with solution treatment and without final annealing
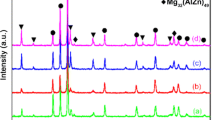
X-ray analyzed (0002) pole figures of extruded AZX912 alloy bars without and with ST and without and with final annealing are shown in Fig. 4. All specimens exhibited basal textures with basal planes roughly parallel to the ED and the large spread of (0002) orientation in the radial direction of bar (the TD here), which is often observed for extruded Mg alloys . As shown in Fig. 4, almost no change occurred for the basal texture distribution and intensities between the extruded bar without and with ST. It is noted that the basal texture intensity slight decreased with annealing at 573 K. The slightly weaker texture for the annealed bar is likely related to static recrystallization of remanent unDRXed grains, because DRX-ed grains are suggested to exhibit a weaker texture compared with that associated with deformed parent grains in the extruded Mg alloys [10].

(0002) pole figures of AZX912 alloy bars extruded at 523 K without solution treatment (a, c, e) and with solution treatment (b, d, f) before extrusion . The condition of subsequent annealing is shown in the upper part of the pole figure, and the basal texture intensity is shown in the bottom part of the pole figure
The results of tensile tests including ultimate tensile strength (UTS), 0.2% offset yield strength (YS), and fracture elongation (FE) are summarized in Fig. 5. It is obvious that the as-extruded bars exhibited high mechanical strength and medium elongation, while the extruded bar annealed at high temperature (573 K) exhibited low mechanical strength. In addition, the extruded bar with ST exhibited lower mechanical strength compared with those without ST. The excellent mechanical strength and medium elongation of the extruded bar without ST and without annealing is attributed to the smaller grain size, large work hardening and a great amount of fine Mg17Al12 precipitates.

Results the tensile tests of AZX912 alloy bars extruded at 523 K
It is known that YS is affected by grain size for poly crystalline metals, and a smaller grain size leads to a higher YS [11]. The relationship between YS and grain size for the extruded bars is shown in Fig. 6. The variation in YS roughly obeyed the Hall-Petch law at small grain size. However, it did not obey at large grain size, indicating that the decreased YS for the bar annealed at 573 K can not be only explained by the effect of grain size. The first reason is due to the decreased amount of dislocation density, and the second reason is suggested to be due to the decreased amount of fine Mg17Al12 precipitates, which make the movement of dislocation easy and thus soften materials. Another reason can be likely attributed to the weak basal texture , which induces material softening by the promotion of basal slip.

Variation in YS against d−1/2 (d: grain size). The dotted lines serve as guided to the eye
Anyway, it is demonstrated that the bar extruded at low temperature of 523 K exhibited excellent mechanical strength of 377 MPa and medium elongation of 6.6%, when solution treatment before extrusion and final annealing were not applied, since smaller grain size, large work hardening and a great amount of fine Mg17Al12 precipitates were attained.
Summary
Effects of solution treatment before extrusion and effects of final annealing on the microstructures, textures and mechanical properties of the AZX912 alloy extruded at 523 K were investigated. As a result, it was revealed that the extruded bar exhibited high mechanical strength of 377 MPa and medium elongation of 6.6%, when solution treatment before extrusion and final annealing were not applied. The high mechanical strength was likely attributed to the small grain size, large work hardening and a great amount of fine Mg17Al12 precipitates in the extrusions.
References
F. Czerwinski, Controlling the ignition and flammability of magnesium for aerospace applications. Corros. Sci. 86, 1–16 (2014)
M. Sakamoto, S. Akiyama, K. Ogi, Suppression of ignition and burning of molten Mg alloys by Ca bearing stable oxide film. J. Mater. Sci. Lett. 16, 1048–1050 (1997)
H. Watanabe, M. Yamaguchi, Y. Takigawa, K. Higashi, Mechanical properties of Mg–Al–Ca alloy processed by hot extrusion. Mater. Sci. Eng., A 454–455, 384–388 (2007)
B. Kim, C.H. Park, H.S. Kim, B.S. You, S.S. Park, Grain refinement and improved tensile properties of Mg–3Al–1Zn alloy processed by low-temperature indirect extrusion. Scr. Mater. 76, 21–24 (2014)
H. Yu, S.H. Park, B.S. You, Development of extraordinary high-strength Mg–8Al–0.5Zn alloy via a low temperature and slow speed extrusion. Mater. Sci. Eng., A 610, 445–449 (2014)
H. Ding, L.F. Liu, S. Kamado, W.J. Ding, Y. Kojima, Study of the microstructure, texture and tensile properties of As-extruded AZ91 magnesium alloy. J. Alloy. Compd. 456, 400–406 (2008)
X.S. Huang, Y. Chino, M. Mabuchi, M. Matsuda, Influences of grain size on mechanical properties and cold formability of Mg–3Al–1Zn Alloy sheets with similar weak initial textures. Mater. Sci. Eng., A 611, 152–161 (2014)
X.S. Huang, K. Suzuki, A. Watazu, I. Shigematsu, N. Saito, Mechanical properties of Mg–Al–Zn alloy with a tilted basal texture obtained by differential speed rolling. Mater. Sci. Eng., A 488, 214–220 (2008)
X.S. Huang, Y. Chino, M. Yuasa, H. Ueda, M. Inoue, F. Kido T. Matsumoto, To be submitted
Y.Z. Du, M.Y. Zheng, C. Xu, X.G. Qiao, K. Wu, X.D. Liu, G.J. Wang, X.Y. Lv, Microstructures and mechanical properties of as-cast and as-extruded Mg-4.50Zn-1.13Ca (wt%) alloys. Mater. Sci. Eng., A 576, 6–13 (2013)
W. Yuan, S.K. Panigrahi, J.-Q. Su, R.S. Mishra, Influence of grain size and texture on hall-petch relationship for a magnesium alloy. Scr. Mater. 65, 994–997 (2011)
Acknowledgements
This proceeding is based on results obtained from Future Pioneering Program “Innovative Structural Materials Project” commissioned by the New Energy and Industrial Technology Development Organization (NEDO), Japan.
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2017 The Minerals, Metals & Materials Society
About this paper
Cite this paper
Huang, X., Chino, Y., Ueda, H., Inoue, M., Kido, F., Matsumoto, T. (2017). Enhanced Mechanical Properties of Extruded Mg–9mass%Al–1mass%Zn–2mass%Ca Alloy. In: Solanki, K., Orlov, D., Singh, A., Neelameggham, N. (eds) Magnesium Technology 2017. The Minerals, Metals & Materials Series. Springer, Cham. https://doi.org/10.1007/978-3-319-52392-7_39
Download citation
DOI: https://doi.org/10.1007/978-3-319-52392-7_39
Published:
Publisher Name: Springer, Cham
Print ISBN: 978-3-319-52391-0
Online ISBN: 978-3-319-52392-7
eBook Packages: Chemistry and Materials ScienceChemistry and Material Science (R0)