
Abstract
Spent pot lining (SPL) is a well-known waste product from the aluminium electrolytic cell. The SPL generation rate is approximately 1–1.5 million tons per annum, and this is a significant environmental burden to the aluminium industry. Previous reports indicated that more than half of the total amount of SPL generated is stored in lined/ unlined sites/buildings, waiting for further treatment. At the University of Toronto, the Process Metallurgy and Modelling Group (PM2G) is working extensively to understand the chemistry of SPL and find alternate applications of SPL. Some of the potential applications of SPL conceptualized at the University of Toronto are: (a) as a flux in the non ferrous industry, (b) as an alternate to coal in ironmaking blast furnaces. Experimental and mathematical modeling techniques have been used to test these ideas, and the results are discussed in detail.
Access provided by CONRICYT-eBooks. Download conference paper PDF
Similar content being viewed by others


Keywords
Introduction
SPL is a hazardous solid waste discharged from the aluminum smelter, and has a capacity of 1–1.5 million tons per annum [1]. Soluble fluoride and cyanide inside SPL makes this industrial waste toxic, and difficult for direct recycling [2]. Treatment of SPL is costly, the unit treatment prices of SPL generally ranged from $400–$1200 per ton in 2009 [3]. As a result, most SPL is currently stored at the aluminum smelter sites or placed in landfills. The storage of this hazardous waste may have environmental impacts as it will contaminate the earth’s crust and underground water [4, 5]. At the University of Toronto, Process Metallurgy and Modelling Group (PM2G) is working extensively to understand the chemistry of SPL through thermochemical simulations and advanced characterisation techniques. Additionally, they have developed potential alternate applications including (a) as an alternate to coal in ironmaking blast furnaces; (b) as a flux in the non ferrous industry. Experimental and mathematical modeling techniques have been used to test these ideas and the results are discussed in detail.
SPL as an Alternative Fuel in the Blast Furnace
Environmental concerns like global warming presents an urgency for decreasing the emission of greenhouse gases (GHG), and ironmaking furnaces are a major contributor to GHGs [6]. In the iron and steel industry, the production of coke creates excessive emission of greenhouse gases, and energy wastage every year. Coke ovens are considered to be a major source of pollution in the steel plants, and metallurgical coke is expensive constituting more than 60% of the total burden cost [7]. The market price of coke has varied from $130 to $800/ton in 2010 [8]. The most promising trend to reduce greenhouse gas emissions is the replacement of coke by other carbonaceous materials, which include PCI (Pulverised Coal Injection), NG (Natural Gas), Hydrogen and Oil [9, 10]. Parts of the SPL , namely the first cut, is one of the carbonaceous material as it contains nearly 50% carbon [11]. The carbon inside SPL is graphitic carbon, which can be recycled as an alternative fuel in the blast furnace. Combustion of SPL ensures the destruction of the cyanides into Carbon and Nitrogen which reduces the toxicity of this industrial waste. Energy released during combustion can be utilized by the furnace. Moreover, injecting this industrial waste as an alternative fuel can also reduce coke rates, which is essential to reduce production costs and green gas emissions during ironmaking.
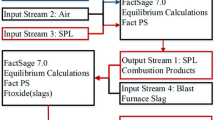
In this paper the possibility of utilizing SPL as an alternative fuel is demonstrated, and investigated by mathematical modelling and thermodynamic calculations. The combustion of SPL was predicted by thermodynamic calculations using FactSage 7.0. The calculation results illustrated the adiabatic flame temperature, and products of SPL combustion, and these were compared against the burning of pulverized coal. Chemical reactions between SPL combustion products, and blast furnace slag were also considered in the simulation. To account for the kinetics and mass transfer aspects of SPL combustion, a CFD model was developed by ANSYS, and SPL burnout in the tuyere region was predicted. The compositions of SPL and Air considered in this study are listed in Tables 1 and 2 respectively.
Thermodynamic Predictions
The peak flame temperature for the combustions of different SPL cases are shown in Fig. 1. SPL samples with a mass weight of 100 g were combusted under different air weight ratios X. The X was defined as the ratio of the fuel sample weight to the air weight. When the fuel sample fully oxidizes, the air weight ratio is defined as 1. From Fig. 1, the combustion of SPL samples can achieve a peak adiabatic flame temperature of 2171 °C, and the air weight ratio X is between 0.8 and 1.0. On comparing with coal combustion as shown in Fig. 2, the peak flame temperature is around 2800 °C, which means that SPL combustion has the potential to be used as an alternative fuel of coal in the blast furnace. The slightly lower flame temperature for SPL, can be compensated by blending SPL with other types of coal or natural gas during injection. Besides, pre-treatment like leaching will increase the graphitic carbon quality of SPL, which may also increase the flame temperature. This assumption was predicted by thermodynamic calculation results of SPL-washed case (Table 3) combustion.

Peak flame temperature of SPL combustion, a Aircase 1, b Aircase 2, c Aircase 3, d Aircase 4

Peak flame temperature of coal combustion
Fluorides Reaction with Slag
The reactions between the products of combustion from SPL and blast furnace slag are presented in Tables 4 and 5, respectively. The cyanides were decomposed during burning, and fluorides in the off-gas can reach up to 1.46 (wt%) which is believed to be an environmental concern. However, on reaction with blast furnace slag, the fluorides existing as off-gasses were decreased as shown in Fig. 3a. From Fig. 3b, it is clear that this decrease is caused by the formation of NaF, CaF2, MgF2 and FeF2 in the slag phase. The capacity of fluoride absorption is proportional to the slag input in a considerable range, which means that the effect of fluorides can be minimized if SPL was mixed with other fuels. Capturing the fluorine in blast furnace slag is an innovative way to abate fluoride emissions; however, its effect on blast furnace slag viscosity, surface tension, liquidus temperature and refractory erosion needs to be investigated both experimentally and by thermodynamic calculations [12,13,14]. This is outside the scope of this study, and is an ongoing research activity.

Fluorides in the products: a gas products; b slag components
Validation of the CFD Model
The kinetic aspects of the SPL combustion were considered by the CFD model. Burnout results obtained using the described model were compared with the experimentally reported burnout values of a ‘High vol’ coal for a bench scale injection rig. The injection rig basically is a horizontal cylindrical reactor tube maintained at 1350 °C temperature where coal is injected at a rate of 1.2 kg/h using carrier N2 at a flow rate of 0.4 Nm3/h in an air flow of 10 Nm3/h. The air is preheated to around 800 °C.
Figure 4 shows the burnout comparison at different oxygen levels [15]. The mathematical predictions were in close agreement with experimental results, and thus gives confidence on the ability of the model to predict burnout results for an actual ‘Tuyere-raceway’ system.

Measured burnout versus CFD calculated burnout for ‘High vol’ coal at different oxygen level
Combustion of SPL in the Blast Furnace
The different simulation conditions along with their burnout values at the end of the domain are compiled in Table 6. Calculation of burnout was carried out using Eq. 1:
From the computed values for ‘High vol’ coal (Base Case) and ‘SPL washed’ (Case1), it is clear that ‘SPL washed’ will leave the raceway practically unburnt (2.89%). With higher density and heat capacity compared to ‘High vol’ coal, ‘SPL washed’ particles do not get enough time to get heated in the short residence period in ‘Tuyere-Raceway’ system. This is evident from the computed temperature difference shown in Fig. 5 for ‘Base Case’ of ‘High vol’ coal and ‘Case1’ of ‘SPL washed’.

Variation of average particle temperature with distance from injection point
To promote the heat transfer, a few conditions with different combinations of natural gas with carrier nitrogen, and different oxygen levels were investigated. From Fig. 6, it is clear that natural gas increases the burnout of ‘SPL washed’, which is evident from Table 6.

Variation of ‘SPL washed’ particle burnout at different conditions in a simulated 2D tuyere region
It was also observed that though gas temperature in raceway increases with higher amount of natural gas injection in ‘Case5’, the burnout practically remained identical compared to ‘Case4’. The probable cause is the deficiency of the presence of oxygen to help the burning process. This is evident from Fig. 6. Increase in oxygen percentage in ‘Case6’ increases the burnout significantly.
This preliminary study shows that with proper proportion of natural gas injection along with ‘SPL washed’ and oxygen enrichment, there is a potential to increase the burnout of ‘SPL washed’ in’Tuyere-Raceway’ system. Further studies are required for estimating the burn out of different types of SPL .
SPL as Flux for the Non Ferrous Industry
In a nickel smelter, a molten matte product typically containing 15–40% Ni, 20–40% Fe, and 20–25% S from electric or flash smelting is further converted in a Pierce-Smith converter [16, 17]. Partial removal of Fe and S is achieved in the converter by injecting air or oxygen-enriched air into the molten matte to form oxidative products which reports to the molten silicate slag (FeO) and off gas (SO2). Due to the high oxygen potential, metal losses are high in the converter slag in the form of entrained matte droplets and dissolved oxides. The predominant form of metal loss is dissolved oxides. It was reported by Toscano and Utigard [18] that as much as 76 wt% of nickel in the slag occurred as dissolved nickel oxide, and 98 wt% cobalt loss in the slag is in the form dissolved oxides. The converter slag is thus processed in an electric settling furnace (also called slag-cleaning furnace) for further metal recovery . By providing enough residence time for settling (2–4 h [17]) and adding reductant (coke [17]) to create an reducing environment, nickel and cobalt can be recovered in metallic or sulfide forms which settle to the bottom of the furnace. The aim of this study is to investigate the addition of spent potlining (SPL ) as a fluxing material into the settling furnace in placement of coke as the reductant for metal recovery.
The effect of the addition of SPL first cut was evaluated by equilibrating varying amounts (0–5 g) of the first cut with 100 g converter slag at 1200 °C. The mass distribution of phases at equilibrium is plotted in Fig. 7. Two stages can be seen from this figure. For SPL first cut addition from 0 to 1.25 wt%, the formation of spinel (Fe3O4) was greatly reduced to almost nil. This is because the spinel was gradually reduced by the carbon in the SPL first cut forming FeO, which was then dissolved in the molten slag phase. This is represented by the reaction (Eq. 2). The second stage started when more than 1.25 wt% SPL first cut was added. In this stage, the mass of the molten slag decreased with the addition of more SPL first cut because the dissolved iron oxides in the molten slag was gradually reduced by carbon, which was then absorbed by the matte phase. In fact, the Fe concentration in the matte phase increased from 20 wt% at 1.25 wt% first cut addition to 67 wt% at 5 wt% first cut addition. The mass increase of matte in the second stage is greatly attributed to the reduction of dissolved iron oxides from the molten slag. A small amount of nepheline (NaAlSiO4) was also formed in the second stage.

Mass distribution of phases after equilibrating varying amounts of SPL first cut with 100 g nickel converter slag at 1200 °C
Compositions of the offgas from the addition of varying amounts of SPL first cut into the converter slag are plotted in Fig. 8. As can be seen, CO2 was the major gaseous product in the first stage. There was also formation of SO2 from the reaction between the matte and the oxides. These indicate that the oxygen potential in the first stage was still relatively high. The increasing CO/CO2 ratio shows that the oxygen potential in the system decreased with the further addition SPL first cut. In the second stage, the formation of CO started to predominate. And this highly reducing environment, introduced by the presence of more carbon from SPL first cut, resulted in the higher concentrations of Fe in the matte which has been mentioned earlier. There are also minor amounts of HF, H2O, S2 and N2 formed in the offgas. The formation of N2 is due to the complete decomposition of cyanide.

Compositions of the offgas after equilibrating varying amounts of SPL first cut with 100 g SPL first cut at 1200 °C
With the addition of SPL firs cut, dissolved oxides of Ni and Co in the molten converter slag were gradually reduced and absorbed in the matte phase, which could be recovered when the matte droplets settle to the bottom of the electric settling furnace. Recoveries of Ni and Co from the converter slag due to reduction of the dissolved oxides are plotted in Fig. 9. As discussed earlier, the main reaction in the first stage was the reduction of spinel (Eq. 2). In this stage, the recovery of Ni reached about 42 wt%. This is because a substantial amount of Ni was present in the form of spinel (e.g. FeNi2O4, NiFe2O4). The recovery of Ni in the first stage was attributed to the reduction of the nickeliferous spinel. The increase in the recovery of Ni when the addition of SPL first cut was more than 1.25 wt% is due to the reduction of the dissolved NiO in the molten silicate slag. More than 90 wt% of Ni can be recovered by adding 3 wt% SPL first cut. The recovery of Co is much lower compared with that of Ni. This can be explained by the findings by Toscano and Utigard [23] that the distribution coefficient of Ni (i.e. [wt% Ni]matte/[wt% Ni]slag) is at least one order of magnitude higher than that of Co under the same conditions.

Ni and Co recoveries from the molten converter slag by adding varying amounts of SPL first cut at 1200 °C
Viscosity of the converter slag greatly affects the settling efficiency of the matte droplets through the molten converter slag, which can be expressed by Eq. 3.
The viscosities of the molten slag were calculated as a function of the addition of the SPL first cut and are plotted in Fig. 10. Due to the presence of solid phases (i.e. spinel and nepheline) in the melt, the viscosity became substantially greater. The viscosity of the melt + crystal system can be calculated with the Einstein-Roscoe equation:

Effect of the addition of SPL first cut on the viscosity of the molten slag at 1200 °C
The difference between the two curves in Fig. 10 is due to the presence of those solid phases. As can be seen, the viscosity of the slag system reduced from 2.6 poise to 0.4 poise in the first stage because: (1) the spinel was reduced by the carbon in the SPL first cut; and (2) the fluorides dissolved in the molten slag which further reduced the viscosity of the molten slag. In the second stage, the viscosity increased slightly due to the formation of small amounts of nepheline (Fig. 7). From the analysis on the viscosity, it can be expected that the settling of the matte droplets through the molten converter slag could be greatly accelerated by the addition small amounts of SPL first cut (>1 wt%).
Conclusions
Through the thermodynamic predictions, SPL was proved to have the potential to release enough energy during combustion as an alternative fuel. High temperature during combustion also ensures the destruction of cyanides which will reduce the toxicity of this industrial waste, and the fluorides inside the products will be absorbed by the metallurgical slag. Nevertheless, thermodynamic calculation was found to have the limitation as it ignores the kinetics of combustion. Thus, the kinetics were captured by the CFD model, which was validated against experimental results for a standard high volatile coal. The combustion of SPL was found to have some prerequisites like blending with natural gas. It should be emphasized that the burnout rate of SPL is encouraged by oxygen enrichment which is required to be examined in further detail in studies to follow.
The addition of SPL as a flux into the nickel converter slag for metal recovery was investigated by performing simulation work with FactSage. Results show that the addition of SPL first cut was effective in improving metal recovery by (1) reducing the dissolved oxides of Ni and Co and (2) greatly reducing the viscosity of the converter slag. By adding 3 wt% SPL first cut, metal recoveries of 90 wt% Ni and 50 wt% Co could achieved, and the viscosity could decrease from 2.6 poise to 0.4 poise.
The process metallurgy and modelling group (PM2G) at the University of Toronto, looks at SPL as a strategic material as opposed to a hazardous waste. In the 21st century, better waste management procedures are required to deal with SPL, rather than procedures like landfilling and seawater leaching. The way forward will be to use SPL in value added applications, ensuring proper waste handling and disposal and making the environment cleaner and safer.
References
D. Yu, V. Mambakkam, A.H. Rivera, D. Li, K. Chattopadhyay, Spent potlining (SPL): a myriad of opportunities. Alum. Int. Today 5, 1–4 (2015)
T.K. Pong, R.J. Adrien, J. Besida, T.A. O’Donnell, D.G. Wood, Spent potlining—a hazardous waste made safe. Process Saf. Environ. Prot. 78, 204–208 (2000)
J.D. Indurkar, Mtech (Research) Thesis, Department of Chemical Engineering National Institute of Technology, Rourkela, Odisha, India, 2014
Z. Shi, W. Li, X. Hu, B. Ren, B. Gao, Z. Wang, Recovery of carbon and cryolite from spent pot lining of aluminium reduction cells by chemical leaching. Trans. Nonferrous Met. Soc. China 22, 222–227 (2012)
D.H. Kang, S. Hyun, J. Kim, S. Kim, Adsorptive removal of aqueous fluoride and ferrocyanide by liner minerals from SPL landfill leachate: Effect of pH and adsorptive competition. Desalination 267(1), 82–87 (2011)
W. Xu, W. Cao, T. Zhu, Y. Li, B. Wan, Material flow analysis of CO2 emissions from blast furnace and basic oxygen furnace steelmaking systems in China. Steel Res. Int. 86(9), 1063–1072 (2015)
A. Ghosh, A. Chatterjee, Iron Making and Steel Making: Theory and Practice (PHI Learning Private Limited, 2008), p 118
R. Kramer, Coking/Coal Gasification Using Indiana Coal for the Environmentally Clean Production of Metallurgical Coke, Liquid Transportation Fuels, Fertilizer, and Electric Power (Report, Energy Efficiency and Reliability Center, Purdue University Calumet Hammond, Indiana, Dec 2010)
L. Garcla, V. Nozdrachev, A. Formos, Co-injection of noncoking coal and natural gas in blast furnace. ISIJ Int. 39(3), 229–238 (1999)
J. Li, P. Wang, L. Zhou, M. Cheng, The reduction of wustite with high oxygen enrichment and high injection of hydrogenous fuel. ISIJ Int. 47(8), 1097–1101 (2007)
D. Miksa, M. Homsak, N. Samec, Spent potlining utilisation possibilities. Waste Manag Res 21(5), 467–473 (2003)
S. Mostaghel, T. Matsushita, C. Samuelsson, B. Björkman, S. Seetharaman, Influence of alumina on physical properties of an industrial zinc-copper smelting slagPart 1—viscosity. Miner. Process. Extr. Metall. 122(1), 42–48 (2013)
S. Mostaghel, T. Matsushita, C. Samuelsson, B. Björkman, S. Seetharaman, Influence of alumina on physical properties of an industrial zinc–copper smelting slag Part 2—apparent density, surface tension and effective thermal diffusivity. Miner. Process. Extr. Metall. 122(1), 49–55 (2013)
S. Mostaghel, T. Matsushita, C. Samuelsson, B. Björkman, S. Seetharaman, Influence of alumina on physical properties of an industrial zinc–copper smelting slag Part 3—melting behaviour. Miner. Process. Extr. Metall. 122(1), 56–62 (2013)
L. Gao, S. Mostaghel, S. Ray, K. Chattopadhyay, Using SPL (spent pot-lining) as an alternative fuel in metallurgical furnaces. Metall. Mater. Trans. E 3E, 179–188 (2016)
F.K. Crundwell et al, Converting—final oxidation of iron from molten matte, in Extractive Metallurgy of Nickel, Cobalt and Platinum (Group Metals, Elsevier, New York, 2011), pp. 233–246
A.E.M. Warner, C.M. Díaz, A.D. Dalvi, P.J. Mackey, A.V. Tarasov, R.T. Jones, JOM world nonferrous smelter survey Part IV: nickel: sulfide. JOM 59(4), 58–72 (2007)
P. Toscano, T.A. Utigard, Nickel, copper, and cobalt slag losses during converting. Metall. Mater. Trans. B 34B(1), 121–125 (2003)
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2017 The Minerals, Metals & Materials Society
About this paper
Cite this paper
Yu, D., Mambakkam, V., Li, D., Chattopadhyay, K., Gao, L. (2017). Alternative Applications of SPL: Testing Ideas Through Experiments and Mathematical Modeling. In: Ratvik, A. (eds) Light Metals 2017. The Minerals, Metals & Materials Series. Springer, Cham. https://doi.org/10.1007/978-3-319-51541-0_72
Download citation
DOI: https://doi.org/10.1007/978-3-319-51541-0_72
Published:
Publisher Name: Springer, Cham
Print ISBN: 978-3-319-51540-3
Online ISBN: 978-3-319-51541-0
eBook Packages: Chemistry and Materials ScienceChemistry and Material Science (R0)