
Abstract
Aluminum smelters generate a considerable amount of spent potlining (SPL), which results from the chemical and mechanical degradation of carbon, refractory and insulating materials used to isolate them from a high-temperature and chemically aggressive process of electrolysis. The specific amount of generated SPL is 18–40 kg/t Al, and it depends on the life of the cell, which varies from 5 to 7+ years. Besides considerable expenses for cell relining, SPL has a negative impact on the environment due to fluorine compounds and cyanides, and for this reason it is classified as a hazardous waste. There are two most evident ways of minimizing the above negative impact from SPL: a decrease in the amount of SPL, and SPL re-processing, including SPL neutralization and the production of sub-products such as fluorine, carbon and aluminosilicates. These materials can either be used in-house or sold to third parties. This paper covers RUSAL’s efforts aimed at developing and implementing a technology to recycle and re-process SPL.
Access provided by CONRICYT-eBooks. Download conference paper PDF
Similar content being viewed by others


Keywords
Introduction
SPL has the potential to be a future-proof feedstock to extract essential constituents from it for the conversion into products to be used in aluminium smelters as well as at the other industries. Several technical solutions for the precipitator’s dust, scrubber’s slurry leaching, flotation tailing, spent pot lining recycling and recovery are available at the moment. Of those a substantial number of the technical solutions and projects are found to be cost intensive technologies [1, 2].
Environment friendly and cost efficient waste recycling is an issue that concerns all the smelters, but what has changed is that the problem has become acute in Russia. A solution must be found soon.
One of the first large scale SPL processing plants in the world is that of Alcoa located in Gums Springs, Arkansas, USA. A mixture of pre-grinded spent pot lining, lime and anticaking agent (calcium silicate) is loaded into a rotary kiln 75 m long and with a diameter of 2.7 m and is treated at 650–815 °C. The main goal of this process is detoxification of SPL with the aim of producing a byproduct that is stored in a special landfill.
In 2008 Rio Tinto Alcan put into operation the integrated spent pot lining recycling plant in Québec with capacity of 80,000 ton per year at an estimated capital cost $226.8 mln. Recycling is based on a hydrometallurgical route of low-caustic leaching and liming process (LCLL process). The plant produces mainly chemicals (NaOH, CaF2, NaF) and pure carbon materials. As per the method the pot lining is delivered in specially designed water-proof and well ventilated containers. At the first stage the material is sorted out and metal inclusions (aluminium and iron) are separated. The SPL is then sized in a grinding mill. After grinding the material undergoes a two-stage leaching process by water and soda liquor where fluorides and cyanides from the spent pot lining are dissolved. The mixture is filtered and the filtrate goes to a flash tank and the residue is sent to a washing stage. The filtrate goes to the crystallizer where the water is evaporated and sodium fluoride contained in the solution is crystallized. According to the market requirements the method provides for CaF2 and NaOH production with the introduction of lime into the NaF solution. The downside of the method is a large recycling flow of water, emission of toxic and explosive gases, a large volume of aggregates in the process and its requirement to be attached to the alumina refinery because of the large amount of the alkali that is produced.
Secondary cryolite production from a pot lining production facility in Russia was designed and put into operation in 1972 at Achinsk Alumina Refinery basing on the technological process developed by Klimenko V.P. (fluorides lab). The technology and the project were developed by the Irkutsk branch of VAMI (Russian Aluminium and Magnesium Institute). Ground pot lining material with a grain size <0.2 mm was treated after mixing with a caustic soda solution at 80 °C in a stirred tank reactor. The solution after filtration was sent to the carbonization to extract fluorides as cryolite. For several years the facility had been recycling and treating pot lining of the smelters located in Siberia.
The leaching technology was surpassed by another process involving the application of spent potlining in steelmaking as a replacement for fluorspar: in 1989 IF VAMI together with UralNIIChM conducted the research program “Fluoride carbon waste of aluminium cell application in steelmaking”. Based on the developed technology the smelters introduced grinding of first cut spent lining (carbon only), grading and delivery to ZapSIB (West-Siberian Metallurgical Plant) starting from 1993.
UC RUSAL is deeply concerned by environmental issues in general, and aims to minimize impact of the facilities certified according to ISO 14001 (environmental management system) on the environment.
Environmental policy of UC RUSAL approved by Act NRGM-11-P029 dd. 26.10.2011 involves all Company divisions. As per the above policy the environmental activity of the Company is aimed to the consistent environmental parameters improvement engaging the best available techniques and methods to increase waste recycling and recovery as well as their safe storage [3].
SPL Recycling Technology
Laboratory Investigation Stage
First cut of SPL recycling technology was developed within the scope of RUSAL environmental policy. Analytical research was performed at the initial stage of the development based on the investigation of the main physicochemical properties of SPL.
The following reactions are essential in alkaline leaching of SPL:
The probability of the reactions and exothermic properties are determined by thermodynamic calculations specified in Table 1.
Calculations were performed as per the standard methods. Gibbs thermodynamic potential change (∆GT) was calculated according to the first approximation equation of Ulich [4]. WebBook Nist [5] reference data were used for the calculation. The calculations were performed for the reference temperature and the research temperature of 363 K (900 °C) is not believed to influence the results substantially. It is generally accepted to designate heat of process as ∆H; if ∆H > 0 the process is endothermic, if ∆H < 0 the process is exothermic. ∆S is entropy change, ∆G is Gibbs thermodynamic potential that is in charge of the process spontaneity: if ∆G < 0 the process is executable, if ∆G > 0 the reaction is not executable.
Samples for the test were taken from the carbon layer of the spent pot lining of the cell bottom, cell type C8BM installed at the Krasnoyarsk smelter with a cell lifetime of 68 months (Fig. 1). Test results were processed by modern methods of analysis: X-ray fluorescence analysis, X-ray diffraction analysis, SEM, crystal optic analysis was applied in part.

Cell switched off for re-lining
The samples were taken from the cell bottom by core drilling whereby the bottom area was fully included as per the total bottom block thickness (12 drill samples with dia. 30 mm). Drill samples were crushed to a grain size <0.2 mm, then mixed and after that average sample was made for the test samples to be taken from. The sample were taken after wet cell de-lining i.e. after cathode filling with water.
Main parameters of the of the SPL carbon layer recycling process technology are provided below. The lining is crushed followed by milling to a grain size <200 µm. This to increase the specific surface and thus the reactive power of the processed material to provide for its further separation from solution phase on industrial suction-type filters or centrifuges. In case of insufficient milling (grain size bigger than 200 µm) effective constituents are recovered only in part and the overall process efficiency decreases. At fine milling (less than 50 µm) the required efficiency increase is not yet reached but power consumption for milling exponentially grows in the meantime. First cut spent pot lining is milled in aquatic medium at temperature up to 60 °C and pH 6–8 to prevent dusting of the milled material and premature start of the abovementioned reactions of hydrogen (6) and methane release (6) as well as to provide for the process safety. The pulp is later treated by caustic soda solution at Na2Ocaustic = 17.5 g/dm3 at temp 80–90 °C within 120 min. At these process data the solution is desilicated and the maximum fluoride extraction efficiency is obtained.
In the course of the lab tests cyanide containing compounds that were accumulated in the pot lining during operation were studied. The data show that:
-
The amount of cyanides and rhodanites in the refractory lining is low (CN− + CNS− = 0.002% mass);
-
In the side wall point sample of the lining it is high (CN− + CNS− = 0.11–0.14% by mass);
-
In the representative sample without chamotte it is extremely high (CN− + CNS− = 0.14–0.16% mass);
-
In the representative lining sample with chamotte content 20% (CN− + CNS− = 0.12% by mass).
Approximately 95% of the cyanide and rhodanite transfers into the solution during leaching. So their content in the carbon material is extremely small (CN− + CNS− = 0.002–0.003% mass).
Cyanides and rhodanites transferred into liquor in the course of cryolite precipitation stay in the liquor to be used for soda liquor preparation and they are transferred to the wet scrubber gas treatment system where they are mixed with the rest of soda liquor flow and undergo multiple dilutions. Cyanides are not volatile in alkaline medium.
After alkaline leaching of two tonnes per hour of SPL produced 15.5 m3/h of solution that contains 42 ÷ 55 mg/l of CN-ion. The mass balance calculations show that taking into account the obtained soda solution mixing with the general flow supplied to gas treatment center (~450 m3/h), that the actual solution supplied to the wet scrubbers contains CN-ion ((42 ÷ 55) * 15.5)/450 = 1.45 ÷ 1.89 mg/l. Mud water volume at Krasnoyarsk smelter is 190 thousand m3 so cyanide dilution and partial oxidizing by air oxygen will take place on mud storage area. So the residual cyanide concentration ((1.45 ÷ 1.89) * 450)/190,000 = 0.0034 ÷ 0.0045 mg/l in the mud water will be lower than the permissible concentration limit for portable water. Also, in case of increasing concentration in the mud water there are following ways for detoxing cyanides: thermal hydrolyze, transformation CN-ion to non-toxic SCN-ion using elementary sulfur and oxidation using hydric dioxide or peroxosulfuric acids in alkaline medium.
As per the results of the lab tests performed the recovery of three useful compounds as follows:
-
1.
Fluoride (F): 82–84% (of lining content). Non-recoverable fluoride loss is due to the presence of calcium oxide 4.3 ± 0.3% mass in fluoride form in the lining. Fluorine recovery reduction can be caused by solution concentration drop as per Na2Ocaustic lower than 10 g/dm3, leaching by high alumina concentration solutions and by high sulfates concentration solutions;
-
2.
Sodium (Na): 88–90% (of lining content). Non-recoverable sodium loss is due to the presence of two sodium-containing phases: β-Na2O × 11Al2O3 and NaAlSiO4 that are not released in the atmospheric leaching environment by weak liquors;
-
3.
Aluminium (Al): 48–52% (of lining content). Non-recoverable aluminium loss is due to the presence of two Al-containing phases: β-Na2O × 11Al2O3 and NaAlSiO4 that are not decomposed at out-of-autoclave leaching by weak liquors (Fig. 2).
Fig. 2 
XRD—pattern of the average pot lining sample

The solutions obtained after leaching contain fluorine at levels of 10–16 g/dm3 or in terms of NaF 22–36 g/dm3, 1–2 g/dm3 Na2SO4, less 0.1 g/dm3 SiO2 and 4–6 g/dm3 Al2O3. Such type of solution allows for secondary cryolite recovery with an acceptable quality. Carbon material obtained after leaching and filtration can be used as a flux for cement production, as it contains 68–71% mass carbon and 2.8–3.5% mass fluoride.
Process Development
As per the lab test results process flow diagram for spent pot lining recovery was developed (Fig. 3).

Process flow diagram (Color figure online)
The process flow diagram that is developed requires that the existing hydrate storage area and Fluorides Production Shop equipment need to reconstructed on Krasnoyarsk Smelter site (on Fig. 3 this equipment is colored red), as well as for refurbishing some other equipment (colored green).
The refurbished equipment belongs to the suspended production line for recovered cryolite production. Only a flotation type cryolite is now produced at Krasnoyarsk smelter by froth treatment.
Using existing systems and equipment allows us to implement the process flow diagram on site at the Fluorides Production Shop with the installation of some new equipment such as pumps, valves, flow sensors, level sensors and temperature sensors.
Pilot Testing
The goal of the pilot testing was to prove the data obtained from our research and laboratory tests. 120 ton of sodium hydrate, 30 ton of aluminium trihydrate were delivered and 300 ton of carbon lining with refractory inclusions were crushed and milled to specification for testing (Fig. 4).

Work station at automatic process control system visualization
Pilot testing was performed according to the developed schedule.
Pilot testing of the carbon pot lining recovery technology for cryolite and carbon material production included the following stages:
-
Grading, crushing and piling at crushing shop 300–350 t of carbon lining;
-
Carbon pot lining transportation to Fluorides Production Shop;
-
Alkali and aluminate liquor solutions preparation at hydrate storage area of Fluorides Production Shop;
-
Start-up and commissioning of pot lining recovery equipment for Cryolite and carbon material production;
-
Crushing, leaching, digestion, and filtration with the production parameters adjustment;
-
Test lot of cryolite and carbon material production;
-
Process technical and economic indexes analysis.
The main production process parameters for pot lining recovery to produce cryolite and carbon are provided in Table 2.
Samples are taken from all of the flows during the pilot testing by laboratory assistants of the Krasnoyarsk smelter laboratory.
Results
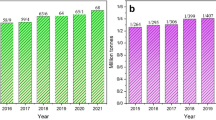
Pilot tests performed for spent pot lining recovery showed high fluoride transition into solution. Fluoride losses are connected with fluorspar presence in the pot lining (CaF2). The tests revealed the importance of the total amount of the milled carbon pot lining pulp to be leached for the whole period of time for fluoride extraction as well as the particle size. As it can be seen from the provided data, well crystallized cryolite with fluorine content ~43% by mass and negligible impurities is produced as a result of pot lining treatment with weak alkali liquor and further cryolite production by aluminate liquor (Figs. 5 and 6).

Cryolite produced

Fluoride mass fraction comparison of the produced cryolite and cryolite from the other company plants
Re-processing Technology of Refractory Parts of SPL
Lining materials need to be recycled , otherwise they have to be disposed of in some other way, such as in a landfill. Rusal proposed a process that uses highly dispersed shapeless lining materials, which can be recycled. The process results in a multi-layered compacted base to support a structure on top of it made from various types of highly dispersed lining materials prepared and laid in the cells using special equipment, such as a mixer, an installer, and a vibration packer (Fig. 7). The process compacts the shapeless lining materials to such an extent that in terms of their refractory and heat insulation properties they are just as good as molded refractory and heat insulation materials. This process is being introduced at the company’s smelters, enabling them to reduce the amount of spent materials they have to dispose of by 70–80%. The process also includes efficient methods for disposing of those spent materials that cannot be recycled . At the moment, the company has over 100 reduction cells in operation that have been lined with recycled materials using this method.

Recycling of spent pot lining materials: mixer (a), installer (b), and packer (c)
Conclusions
Rusal is focused on improving its environmental friendliness and reducing accumulated environmental damage in the territories where it has its production sites. Taking into account the experience and efforts the company is directing at resolving the environmental issues, it is clear that Rusal has great potential when it comes to developing the use and recycling of production waste. In fact, the company already views its waste disposal areas as man-made deposits of raw materials. However, this approach requires the introduction of best practices for separation and storage of production waste. The company is investing a portion of its profit every year to continue to explore projects aimed at improving the environmental situation and developing new processes for recycling production waste.
References
G. Holywell, R. Breault, An overview of useful methods to treat, recover, or recycle spent potlining. JOM 65(11), 1441–1451 (2013)
B.P. Kulikov, S.P. Istomin, Aluminium Smelting Wastes Treatment and Recovery, 2nd edn. (St Petersburg MANEB, 2004), 480 p
A.A. Zhuhovitskiy, L.A. Shvartzman, Physical Chemistry (Metallurgy, Moscow, 1976), 545 p
Acknowledgements
The authors wish to thank technology department of alumina production RUSAL ETC (St. Petersburg) and personally to Dr. A. Suss which supported us in during laboratory stage of SPL processing.
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2017 The Minerals, Metals & Materials Society
About this paper
Cite this paper
Mann, V., Pingin, V., Zherdev, A., Bogdanov, Y., Pavlov, S., Somov, V. (2017). SPL Recycling and Re-processing. In: Ratvik, A. (eds) Light Metals 2017. The Minerals, Metals & Materials Series. Springer, Cham. https://doi.org/10.1007/978-3-319-51541-0_71
Download citation
DOI: https://doi.org/10.1007/978-3-319-51541-0_71
Published:
Publisher Name: Springer, Cham
Print ISBN: 978-3-319-51540-3
Online ISBN: 978-3-319-51541-0
eBook Packages: Chemistry and Materials ScienceChemistry and Material Science (R0)