
Abstract
In this study, an AlMg8Si9Cu10Zn10 (in wt%) alloy is fabricated with a high volume fraction of coarse secondary phases, which is higher fraction than in the conventional piston alloys. Ingots are cast in a permanent mold after an ultrasonic melt treatment for 60 s at the temperature range of 750–700 °C. Microstructure of AlMgSiCuZn alloy consists of Si, Zn, Mg2Si, Q-Al5Cu2Mg8Si6, and θ-Al2Cu phases. By the heat-treatment at 440 °C, Q-phase at the vicinity of blocky Mg2Si phase grows and the roundness of the second phases increases with respect to the heat-treating time. Compared with the as-cast specimen, room-temperature ultimate compressive strength of the heat-treated specimens increases. However, maximum compressive stress at 350 °C is slightly decreased by heat treatment. The formation of fine clusters increases the ultimate compressive strength, while the spheroidization of bulky secondary phases during heat treatment deteriorates the ultimate compressive strengths.
Access provided by CONRICYT-eBooks. Download conference paper PDF
Similar content being viewed by others


Keywords
Introduction
Recently, much research has been put forth on the high entropy alloys (HEAs) due to their extraordinary high strength and thermal stability at elevated temperatures [1, 2]. Studies on low-density multicomponent alloys have been already started and Yang et al. reported that Al80Li5Mg5Zn5Cu5 (at.%) alloy consisted of Al solid-solution and intermetallic compounds (IMCs) exhibiting excellent room-temperature compressive strength despite of the low ΔSconf value (0.78R). [3]. Coarse IMCs act as main sites of stress concentration and thus deteriorate the mechanical properties [4,5,6]. Hence, the IMCs needs to be refined for further improving the mechanical properties of low-density multicomponent alloys. Ultrasonic melt treatment (UST) is known to reduce the casting defects [7] with refining the microstructure [5]. The solution treatment can also affect mechanical properties of low-density multicomponent alloys, since it changes constituent phases and modifies the morphology of IMCs [8, 9].
In the present study, the effect of heat treatment on the microstructure and mechanical properties of sonicated multicomponent Al70Mg10Si10Cu5Zn5 alloy were analyzed. Furthermore, the mechanical properties of Al70Mg10Si10Cu5Zn5 alloy were compared to those of commercial Al alloys for piston applications.
Experimental
A 1.5 kg of Al70Mg10Si10Cu5Zn5 alloy melt was produced at 800 °C in an induction melting furnace using high-purity (99.9 wt%) metals (Al, Mg, Zn) and master alloys (Al-25Si, Al-30Cu). The melt was sonicated for 60 s at the temperature range of 750–700 °C using a Ti sonotrode [10], and followed by casting in a permanent mold at 700 °C. The sonicated Al70Mg10Si10Cu5Zn5 alloy was heat-treated at 440 °C for various holding times (1–10 h).
Microstructures were observed using an optical microscope and a scanning electron microscope equipped with an energy dispersive X-ray spectroscope. The grain structure was examined using an electron backscatter diffraction (EBSD) instrument installed in a field emission scanning electron microscope. The precipitates were examined using a field emission transmission electron microscope. Cylindrical samples (Ø8 × 12 mm) were prepared for compression tests. The compression tests were performed at 25 °C using an Instron 5982 universal testing machine with a strain rate of 5 × 10−4 s−1. Compression tests were also conducted at elevated temperatures ranging from 100 to 350 °C up to strain of 0.5 using a Thermecmastor-Z testing machine with a strain rate of 5 × 10−3 s−1.
Results and Discussions
Several secondary phases are observed in the as-cast alloy (Fig. 1a) and are identified as Mg2Si, Q, Si, θ and Zn by analyzing their chemical compositions. Q phases are observed adjacent to Mg2Si particles and Zn phases are observed near θ particles. This is probably related to the serial formation of secondary phases; Q and Zn phases are formed after Mg2Si and θ phases, respectively. By the heat treatment, both area fraction and size of primary Mg2Si particles are decreased, while area fraction of Q phase increases (Fig. 1b). The secondary phases are spheroidized during the heat treatment.

SEM micrographs of a as-cast alloy and b heat-treated alloy for 10 h
Table 1 shows the size and area fraction of secondary phases in Al70Mg10Si10Cu5Zn5 alloy with respect to the heat treatment time at 440 °C. The area fraction of Mg2Si phase deceases gradually from 10.3 to 6.0% with increasing heat treatment time. At the same time, the area fraction of Q increases from 11.5 to 14.3%. This is due to the transformation from unstable Mg2Si phase to stable Q during heat treatment. The area fractions of θ and Si phases in the as-cast alloy are 7.1 and 3.3%, and these values are not much changed during the heat treatment. During the heat treatment, the total area fraction of secondary phases remains to similar values (30.4–32.2%). The size of Mg2Si phase decreases from 20.6 to 14.2 µm due to the dissolution of Mg2Si during the heat treatment, while the sizes of Q, Si and θ phases are not much changed.
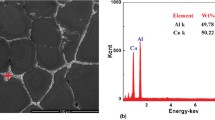
Needle-like precipitates are observed in the Al matrix of as-cast alloy (Fig. 1a), which are found to be Q and θ′ phases through the EDXS analysis (Fig. 2). Their size is in a wide range of 10–1000 nm. However, the needle-like Q and θ′ phases are not observed in the heat-treated alloys and very fine precipitates less than 10 nm are present.

TEM micrographs of a, b as-cast alloy and c heat-treated alloy for 4 h [11]
Thermal analysis via differential scanning calorimetry reveals that the as-cast alloy contains both ellipsoidal GP zones and θ′ phase (Fig. 3). On the other hand, the heat-treated alloy contains both spherical and ellipsoidal GP zones (Zn clusters). The heat treatment also causes the dissolution of θ′ and θ phases into the Al matrix and then probably Cu clusters can form at room temperature. The DSC measurements confirm that the fine precipitates observed in the heat-treated alloy are spherical and ellipsoidal GP zones as well as Cu clusters (GP zones). Such a formation of Zn and Cu clusters during holding at room temperature (i.e. natural aging) results from the high Zn (~15 wt%) and Cu (~3 wt%) concentrations of the Al matrix in the heat-treated alloy enough for them to precipitate even at room temperature [12,13,14].

DSC curves of as-cast alloy and solution-treated alloy at 440 °C for 4 h [11]
The compressive yield strengths (σ0.2) of heat-treated alloys for 1, 4 and 10 h are 417, 417 and 406 MPa, respectively. It is thought that the yield strength was not significantly affected by heat treatment, considering as-cast alloy (414 MPa). The σmax value shows a maximum of 744 MPa at the heat treatment time of 1 h, which is attributed to the enhanced solid-solution hardening by Zn and Cu atoms and/or clustering hardening by GP zones. With further heat treatment time, the σmax value was gradually decreased to 742 MPa at 4 h and 723 MPa at 10 h.
At the elevated temperature of 350 °C, the σmax value decreases gradually from 121 to 113 MPa with increasing heat treatment time. Particularly at high temperatures when the Al matrix are getting softer, the interconnected network structure of rigid phases plays a crucial role in mechanical properties by transporting external load from soft Al matrix to rigid secondary phases [8, 9]. Therefore, the decreased σmax value at 350 °C with increasing heat treatment time is most likely due to the partial break-up of network structures of rigid phases caused by their spheroidization (Table 2).
Conclusions
In this study, the multicomponent Al70Mg10Si10Cu5Zn5 alloy was successfully fabricated by commercial Al casting procedure combined with ultrasonic melt treatment . The effects of heat treatment on the microstructure and mechanical properties at room and elevated temperatures were examined. The formation fine clusters such as spherical or ellipsoidal GP zones increased the ultimate compressive strength at room temperature. During the heat treatment, the phase transformation from Mg2Si to Q phase gradually occurred along with the spheroidization of secondary phases. The spheroidization of secondary phases occurring during heat treatment deteriorated the ultimate compressive strengths.
References
J.W. Yeh, Alloy design strategies and future trends in high-entropy alloys. JOM 65, 1759–1771 (2013)
Y. Zhang et al., Microstructures and properties of high-entropy alloys. Prog. Mater. Sci. 61, 1–93 (2014)
X. Yang et al., Phase stability of low-density, multiprincipal component alloys containing aluminum, magnesium, and lithium. JOM 66, 2009–2020 (2014)
M. Emamy, N. Nemati, A. Heidarzadeh, The influence of Cu rich intermetallic phases on the microstructure, hardness and tensile properties of Al–15%Mg2Si composite. Mat. Sci. Eng. A 527, 2998–3004 (2010)
M.E. Moussa, M.A. Waly, A.M. El-Sheikh, Effect of high-intensity ultrasonic treatment on modification of primary Mg2Si in the hypereutectic Mg-Si alloy. J. Alloys Compd. 577, 693–700 (2013)
J. Zhang et al., Microstructure and mechanical properties of in situ Al-Mg2Si composites. Mat. Sci. Tech. 16, 913–918 (2000)
H. Xu, Q. Han, T.T. Meek, Effects of ultrasonic vibration on degassing of aluminum alloys. Mater. Sci. Eng., A 473, 96–104 (2008)
Z. Asghar, G. Requena, E. Boller, Three-dimensional rigid multiphase networks providing high-temperature strength to cast AlSi10Cu5Ni1-2 piston alloys. Acta Mater. 59, 6420–6432 (2011)
G. Requena et al., The effect of the connectivity of rigid phases on strength of Al-Si alloys. Adv. Eng. Mater. 13, 674–684 (2011)
J.-G. Jung et al., Combined effects of ultrasonic melt treatment, Si addition and solution treatment on the microstructure and tensile properties of multicomponent Al-Si alloy. J. Alloys Compd. 693, 201−210 (2017)
E.-J. Baek et al., The effects of ultrasonic melt treatment and solution treatment on the microstructure and mechanical properties of low-density multicomponent Al70Mg10Si10Cu5Zn5 alloy. J. Alloys Compd. 696, 450−459 (2017)
X.J. Jiang et al., Differential scanning calorimetry and electron diffraction investigation on low-temperature aging in Al-Zn-Mg alloys. Metall. Mater. Trans. A 31A, 339–348 (2000)
M. Murakami, O. Kawano, Y. Murakami, The formation and reversion of Guinier-Preston zones in an aluminium-6.7 at.% zinc alloy and the effects of small concentrations of magnesium and silver. Acta Metall. 17, 29–40 (1969)
S.K. Son et al., Precipitation behavior of an Al-Cu alloy during isothermal aging at low temperatures. Mater. Lett. 59, 629–632 (2005)
Acknowledgements
This study was supported by a grant of Main Research Program (PNK4560) and Strategical Materials Program (No. 10062304) funded by the Korea Institute of Materials Science and Ministry of Trade, Industry and Energy, respectively.
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2017 The Minerals, Metals & Materials Society
About this paper
Cite this paper
Euh, K., Jung, JG., Baek, Ej., Lee, JM., Kim, HW. (2017). Effect of Heat-Treatment on Microstructure and Mechanical Properties of Sonicated Multicomponent AlMgSiCuZn Alloy. In: Ratvik, A. (eds) Light Metals 2017. The Minerals, Metals & Materials Series. Springer, Cham. https://doi.org/10.1007/978-3-319-51541-0_47
Download citation
DOI: https://doi.org/10.1007/978-3-319-51541-0_47
Published:
Publisher Name: Springer, Cham
Print ISBN: 978-3-319-51540-3
Online ISBN: 978-3-319-51541-0
eBook Packages: Chemistry and Materials ScienceChemistry and Material Science (R0)