
Abstract
Nowadays, the flow pattern and stress distribution of burden materials in blast furnace has been widely calculated by discrete element method . In this study, the influence of operation conditions such as ore batch, the root position of cohesive zone and the slope of cohesive zone on the flow pattern and stress distribution of burden materials in blast furnace were investigated. The normal stress of burden materials in deadman increases with the increase of ore batch, but the normal stress of burden materials in deadman decreases with the increase of the root position of cohesive zone and the slope of cohesive zone. The average descending velocity of burden materials increases with the increase of ore batch, but the average descending velocity of burden materials decreases with the increase of the root position of cohesive zone and the slope of cohesive zone.
Access provided by CONRICYT-eBooks. Download conference paper PDF
Similar content being viewed by others

Keywords
Introduction
Blast furnace is a complicated and closed multi-phase reaction box, which includes solid phase, liquid phase, gas phase and powder phase. The coke and ore are charged into blast furnace layer by layer, with the consumption of coke in raceway and the periodic discharge of slag and iron, the burden materials in blast furnace descends slowly. However, the stable operation of blast furnace is closely to the stable descending of burden materials, some abnormal phenomena appear when the burden materials descend unsteadily. Therefore, the motion of burden materials in blast furnace has been the research focus of scholars at home and abroad.
Most researchers are investigated the motion of burden materials by experimental study of physical model [1,2,3]; calculation of continuous quasi fluid model based on particle dynamics [4, 5] and numerical calculation of discrete element method [5,6,7,8,9]. Takahashi et al. [10] obtained the flow pattern of burden materials in raceway and deadman by cold model, three characteristic regions were determined which are dominant flow region, quasi-stagnant region and stagnant region; Natsui et al. [11] investigated the influence of number of tuyeres on the motions of burden materials and stress field based on Discrete Element Method; Zhou et al. [12] also obtained that the motion of burden materials in blast furnace could be divided into three regions, rapid flow region, slow flow region and stagnant region based on Discrete Element Method ; Yang et al. [13] investigated the influence of geometry boundary condition and simulation boundary condition on motion behaviors of burden materials in blast furnace. However, the effects of operating parameters on motions behaviors of burden materials in blast furnace are not clear. Therefore, in this study, the influence of operation conditions such as ore batch, the root position of cohesive zone (CZ) and the slope of cohesive zone on the flow pattern and stress distribution of burden materials in blast furnace were investigated.
Model Description
Mathematical Model
In DEM calculation, every individual particle is tracked and the motion is calculated by Newton’s second law of motion, and the inter-particle contact model is schematically depicted in Fig. 1, which is composed of normal spring, normal damping, slider, tangential spring and tangential damping between two particles, the governing equations for particle i contact with another particle j are as follow:
where, m i , u i , ω i , I i are the mass, velocity, angular velocity, the moment of inertia of particle i, respectively; g is the acceleration of gravity; F cn,ij , F dn,ij , F ct,ij , F dt,ij are the normal contact force, normal damping force, tangential contact force, tangential damping force, respectively; The torque acting on particle i includes a component from tangential force, T t,ij and another from the rolling friction, T r,ij ; N is total number of other particles contact with particle i.

Schematic of contact model between two particles, i and j, in DEM
Physical Model and Boundary Conditions
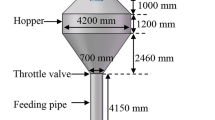
The dimension of blast furnace is shown in Fig. 2. The ore particles start to melt at the cohesive zone, and the coke particles consume in raceway and hearth at a certain rate. The length and height of raceway are 2.5 and 1 m, respectively. The diameter of coke and ore in simulation are 300 and 150 mm, respectively. The value of ore batch, root position of cohesive zone and slope of cohesive zone in different case are shown in Table 1. The physical parameters of coke and ore materials are shown in Table 2.

The dimension of blast furnace (unit mm)
Results and Discussion
Influence of Ore Batch on Flow Pattern and Stress Field of Burden Materials
Figure 3 shows the influence of ore batch on the layer structure of burden materials, the batch of ore in base case, case 1 and case 2 are 28, 22.4 and 16.8 t, respectively. As shown in figure, with the decrease of ore batch, the thickness of ore layers becomes thinner, but the layer structure of burden material almost unchanged.

Influence of ore batch on the layer structure of burden materials a base case; b case 1; c case 2
Figure 4 shows the influence of ore batch on the normal stress of burden materials. With the decrease of ore batch, the normal stress of burden materials in deadman region decreases. The reason is that the density of ore is about four times of the density of coke, therefore, the weight of burden materials in the region above the cohesive zone decreases.

Influence of ore batch on the normal stress of burden materials a base case; b case 1; c case 2
Figure 5 shows the influence of ore batch on the velocity distribution of burden materials. With the decrease of ore batch, the velocity distribution of burden materials in the upper part of blast furnace becomes smaller. The reason is that the density of ore is larger than coke, with the decrease of the number of ore particles, the gravity of burden materials in the upper part of blast furnace decreases, therefore, the descending velocity of burden materials decreases.

Influence of ore batch on the velocity distribution of burden materials a base case; b case 1; c case 2
Influence of the Root Position of Cohesive Zone on Flow Pattern and Stress Field of Burden Materials
The influence of the root position of cohesive zone on the layer structure of burden materials is shown in Fig. 6, the thickness of coke layer and ore layer are same in base case, case 3 and case 4. In base case, the root position of cohesive zone at the bottom of belly; the root position of cohesive zone at the top of hearth in case 3; and the root position of cohesive zone at the top of belly in case 4. As shown in Fig. 6, with the decrease of the root position of cohesive zone, the number of coke layer and ore layer increases, but the root position of cohesive zone has a little influence on the layer structure of burden materials.

Influence of the root position of cohesive zone on the layer structure of burden materials a base case; b case 3; c case 4
Figure 7 shows the influence of the root position of cohesive zone on the normal stress of burden materials. The normal stress of burden materials in deadman is higher when the root position of cohesive zone is higher. On the contrary, the normal stress of burden materials in deadman is lower when the root position of cohesive zone is lower.

Influence of the root position of cohesive zone on the normal stress of burden materials a base case; b case 3; c case 4
Figure 8 shows the influence of the root position of cohesive zone on the velocity distribution of burden materials. The descending velocity of burden materials becomes slower when the burden materials descend below the cohesive zone, therefore, the region of high descending velocity is larger when the root position of cohesive zone is lower. Otherwise, the region of high descending velocity is smaller when the root position of cohesive zone is higher.

Influence of the root position of cohesive zone on the velocity distribution of burden materials a base case; b case 3; c case 4
Influence of the Slope of Cohesive Zone on Flow Pattern and Stress Field of Burden Materials
Figure 9 shows the influence of the slope of cohesive zone on the layer structure of burden materials. Although the slope of cohesive zone is different, the layer structure of burden materials is almost same in different case, but the weight of ore above the cohesive zone increases with the decrease of slope of cohesive zone.

Influence of the slope of cohesive zone on the layer structure of burden materials a base case; b case 5; c case 6
Figure 10 shows the influence of the slope of cohesive zone on the normal stress of burden materials. Owing to the weight of ore above the cohesive zone is larger when the slope of cohesive zone is smaller, the normal stress of burden materials in deadman becomes larger. It could be obtained that the normal stress of burden materials in deadman becomes larger with the decrease of the slope of cohesive zone.

Influence of the slope of cohesive zone on the normal stress of burden materials a base case; b case 5; c case 6
Figure 11 shows the influence of the slope of cohesive zone on the velocity distribution of burden materials. The descending velocity of burden materials becomes smaller when the burden materials descend below the cohesive zone, therefore, the region of high descending velocity is larger when the root position of cohesive zone is lower. It could be concluded that the cohesive zone is an important boundary of high descending velocity region and low descending velocity region.

Influence of the slope of cohesive zone on the velocity distribution of burden materials a base case; b case 5; c case 6
Conclusions
-
(1)
The normal stress and average descending velocity of burden materials increases with the increase of ore batch.
-
(2)
The normal stress and average descending velocity of burden materials decreases with the increase of the root position of cohesive zone.
-
(3)
The normal stress and average descending velocity of burden materials decreases with the increase of the slope of cohesive zone.
References
Nogami H et al (2004) Cold-model experiments on deadman renewal rate due to sink-float motion of hearth coke bed. ISIJ Int 12(44):2127–2133
Zaïmi SA, Guillot JB, Biausser H (2013) “A solid flow model for blast furnace based on hypo-plasticity theory”. Ironmaking Steelmaking 6(30):475–482
Wright B et al (2011) Gas–solid flow in an ironmaking blast furnace — I: Physical modelling. Powder Technol 1(208):86–97
Nogami H, Yagi J (2004) An application of bingham model to viscous fluid modeling of solid flow in moving bed. ISIJ Int 11(24):1826–1834
Safavinick R et al (2013) Mathematical model of solid flow behavior in a real dimension blast furnace. ISIJ Int 6(53):979–987
Nouchia T, Yu AB, Takeda K (2003) Experimental and numerical investigation of the effect of buoyancy force on solid flow. Powder Technol 1–2(134):98–107
Fan ZY et al (2010) Influence of blast furnace inner volume on solid flow and stress distribution by three dimensional discrete element method. ISIJ Int 10(50):1406–1412
Zhang J et al (2011) Influence of profile of blast furnace on motion and stress of burden by 3D-DEM. J Iron Steel Res Int 11(18):01–06
Ueda S et al (2010) “Influences of physical properties of particle in discrete element method on descending phenomena and stress distribution in blast furnace”. ISIJ Int 7SI (50):981–986
Takahashi H et al (2005) Two dimensional cold model study on unstable solid descending motion and control in blast furnace operation with low reducing agent rate. ISIJ Int 10(45):1386–1395
Natsui S et al (2010) Characteristics of solid flow and stress distribution including asymmetric phenomena in blast furnace analyzed by discrete element method. ISIJ Int 2(50):207–214
Zhou ZY et al (2005) Discrete particle simulation of solid flow in a model blast furnace. ISIJ Int 12(45):1828–1837
Yang WJ, Zhou ZY, Yu AB (2015) Discrete particle simulation of solid flow in a three-dimensional blast furnace sector model. Chem Eng J 278:339–352
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2017 The Minerals, Metals & Materials Society
About this paper
Cite this paper
Xu, W., Cheng, S., Zhao, G. (2017). Influence of Operation Conditions on Normal Stress and Flow Pattern of Burden Materials in Blast Furnace Based on Discrete Element Method. In: Ikhmayies, S., et al. Characterization of Minerals, Metals, and Materials 2017. The Minerals, Metals & Materials Series. Springer, Cham. https://doi.org/10.1007/978-3-319-51382-9_75
Download citation
DOI: https://doi.org/10.1007/978-3-319-51382-9_75
Published:
Publisher Name: Springer, Cham
Print ISBN: 978-3-319-51381-2
Online ISBN: 978-3-319-51382-9
eBook Packages: Chemistry and Materials ScienceChemistry and Material Science (R0)