
Abstract
Most biorefinery processes are still in an early stage of development. Some pilot and demonstration plants exist, but little or no information is available from real installations at commercial scale, which is needed to determine their economic and environmental feasibility. Process simulation is a powerful tool to address this issue, since it is possible to determine mass and energy balances without the necessity of those industrial facilities. From this information, consumption of biomass and other chemicals or auxiliary services can be estimated, and plant equipment can be sized, allowing the identification of the main drawbacks and bottlenecks, the necessity of layouts modification and their optimization. This chapter reviews the different stages to carry process simulation out. As well, the main thermochemical (combustion, pyrolysis, and gasification), biochemical (fermentation) and chemical (fractionation, lignin depolymerization, and platform molecules obtaining) processes for biomass processing are discussed in terms of best approaches to simulate them. Finally, some common aspects like pinch analysis, process optimization, and upscaling are studied.
Access provided by CONRICYT-eBooks. Download chapter PDF
Similar content being viewed by others

Keywords
These keywords were added by machine and not by the authors. This process is experimental and the keywords may be updated as the learning algorithm improves.
6.1 Introduction
Traditionally, fossil resources (coal , natural gas , and mainly oil ) have been the most important feedstock to produce fuels , energy , and a wide variety of chemical products . Environmental concerns, such as greenhouse gases emissions due to the combustion of fossil fuels and their future shortage are increasing the interest in their substitution by renewable energy sources (Sarma et al. 2015). The European Commission has been very active on this side, releasing two European Directives during the past years: the Directive on the promotion of biofuels (2003/30/EC) (2003), which specified the replacement targets to be reached, the Renewable Energy Directive (2009/28/EC) (2009), which amends the previous one and, most recently, the Directive 2015/1513 (2015). According to this one, the transport sector has to reach a 10% share of renewable energy and the greenhouse gas emissions saving must be at least 60% for biofuels and bioliquids produced in installations in which production started on or after October 5, 2015 in comparison with fossil ones. For installations already operating on this date, the reduction must be at least 35% until December 31, 2017, and 50% from January 1, 2018.
In this scenario, biomass arises as an option for the production of alternative fuels . Bioethanol , biodiesel , and biogas are the main renewable fuels obtained from biomass, but it can also be used for the production of other high value chemicals . In this way, biorefining appears as a potential alternative to petroleum-based refineries. Among the existing definitions of biorefinery , the most accepted one has been proposed by the IEA Bioenergy Task 42 (2009), Cherubini (2010): “Biorefining is the sustainable processing of biomass into a spectrum of marketable products and energy.” Then, a biorefinery comprises a range of technologies to separate biomass into their building blocks (carbohydrates , proteins , triglycerides , etc.), which can be converted in other products , biofuels , and chemicals (Cherubini 2010). One of the most important challenges for biorefineries is to reach a cost-effective and efficient production of these energy and chemical products, and process integration is an interesting strategy to reduce costs and increase the overall efficiency .
6.2 Biomass Conversion Processes
A variety of biomass conversion processes may be involved in the operation of a biorefining facility. They may be divided into three main categories: thermochemical , biochemical , and chemical processes (Fig. 6.1).

Available biomass conversion processes involved in a biorefinery
Thermochemical biomass conversion processes include the direct combustion, pyrolysis , gasification and torrefaction of biomass feedstock (Kücük and Demirbas 1997; Kihedu 2015). Direct combustion provides heat, which can be used for steam production and electricity generation. Pyrolysis is the thermal decomposition of biomass in the absence of oxygen (Bridgwater 2012). This decomposition leads to the production of bio-oil , a brown liquid which has a heating value of about a half of conventional fuel oil . In this process, also char and a gaseous fraction are formed (Bridgwater and Peacocke 2000). Gasification is the conversion of biomass into a combustible gas mixture at high temperature by means of a partial combustion , with a controlled amount of oxygen and/or steam. The resulting gas is called syngas , and it can be used as a fuel or to produce other chemicals, such as methanol , hydrogen, or synthetic fuels. Torrefaction is a biomass treatment technology to improve its properties and allow easier processing. This treatment consists of a mild thermal treatment under moderate temperatures, around 200–300 °C under very low or no oxygen environment (Kihedu 2015). The moisture content is reduced, what improves the heating value and grindability of biomass and makes it easier to store, because torrefied biomass is hydrophobic. Torrefaction processes may be intended as pretreatment for other thermochemical processes.
Chemical conversion processes are commonly based on the acid degradation of lignocellulosic material, which leads to hexoses , pentoses , and lignin . The depolymerization of biomass macromolecules may lead to the production of platform molecules or other high value chemicals (Gallezot 2012). These products may be processed in conventional chemical facilities to obtain a variety of end-products, such as alcohols , ketones, acids, hydroxymethylfurfural, levulinic acid , polyols, phenol derivatives, hydrocarbons, etc. (Kücük and Demirbas 1997).
Biochemical processes convert biomass into liquid products (ethanol , butanol , acetone ), gases (carbon dioxide , methane ) and a solid waste which can be used as fertilizer , compost or other by using microorganisms (Kücük and Demirbas 1997). Biomass fermentation may be aerobic (in the presence of oxygen ) or anaerobic (in the absence of oxygen).
6.3 Process Simulation
Most biorefinery processes are still in an early stage of development. Some pilot and demonstration plants exist, but little or no information is available from real installations at commercial scale. For the design of this processes and the proposal of modifications or improvements, it is necessary to obtain representative plant data. Process simulation allows data acquisition in these cases, and it is a common strategy in research and industry for process design and optimization . With process simulation, it is possible to determine mass and energy balances without the necessity of a real facility. From this information, consumption of biomass and other chemicals or auxiliary services can be estimated, and plant equipment can be sized, allowing the economic, thermodynamic , or environmental assessment of the plant .
Commercial process simulation software allows the calculation of any considered scenario. The first step to build a simulation model is the definition of the involved components and the process layout (process flowsheet ). Once the process flow sheets has been defined and specifications of each block have been entered, the software is able to perform all the calculations and give the output data (mass and energy balances, equipment sizing , auxiliary services consumption, etc.). It is possible to run the model with variations in the input data, to study the influence of each variable on final results. Thus, sensitivity analysis can be easily performed. It is also possible to define the value of an output variable as a design requirement, and modify an input variable to meet this specification.
A variety of commercial process simulation software is available, and the final election depends on the kind of process that is being studied. For instance, Aspen Plus and Aspen HYSYS have been specifically developed for the petrochemical industry, and they are powerful tools for the simulation of chemical processes.Footnote 1 There are other simulation software suites such as ProSim,Footnote 2 CHEMCAD, Footnote 3 and TRNSYS,Footnote 4 which may also be used for the modeling and simulation of chemical processes. These commercial suites contain databases of chemical compounds and property estimation modules, to calculate stream properties and chemical reactions. Usually, nonconventional products, such as biomass or lignin , are not included in databases. However, they can be manually defined and properties can be specified to use them in a simulation model.
6.4 Simulation in Biorefinery Processes
In this section, a general description of the necessary steps for the building of a simulation model is given, starting with the model and components selection, and ending with the custom calculations and the introduction of design specifications.
6.4.1 Property Model Selection
To build a simulation model of any kind of process in a simulation software suite, the first step is the selection of the thermodynamic model. This is an important decision , because this model is used to perform all calculations related to phase equilibrium and component properties. The involved components and process conditions have to be taken into account in order to choose the most adequate model. Usually, a guide for the model selection may be found in the software manual.
6.4.2 Components Specification
The next stage toward the simulation model is the selection of the components or chemical compounds involved in the simulation. These components are selected from the software databanks, where conventional components and its physical properties are listed. However, not all the possible components are included in these databanks. This problem is especially important when working with biomass . It is a complex material, mainly composed of three biopolymers (cellulose , hemicellulose , and lignin ), whose structure and composition vary widely, depending of the origin and the pretreatment of the feedstock . Thus, these products do not exist in the databanks and, to obtain the required physical properties, are entered as user-defined components. In these cases, the component structure must be defined manually, and required data include chemical formula, boiling point, or vapor pressure . A frequent assumption is that all C6 polysaccharides have the same properties as cellulose, and C5 polysaccharides have the same properties as xylan.
It is also possible to specify components without the knowledge of its molecular structure or composition, defining them as nonconventional components. These components are heterogeneous solids that do not participate in chemical or phase equilibrium , and the only physical properties that are calculated are enthalpy and density (2010).
For instance, in Aspen Plus , properties of nonconventional components are estimated based on the component attributes, which usually are proximate, ultimate, and sulfur analysis . Proximate analysis details biomass (or any other nonconventional component) composition according to the next categories: moisture , fixed carbon, volatile matter, and ash content . For ultimate analysis , ash content, and elemental composition are specified, and sulfur analysis details the type of sulfur functional groups present in the component.
6.4.3 Flow Sheet Definition
Once the property model has been selected and the involved components have been specified and defined (if necessary), the next step is the definition of the layout of the process. The flow sheet is built using a library of unit operation blocks (mixers, separators, pumps, heat exchangers, reactors, columns, etc.), which may be combined and connected with material and energy streams in order to build the process flow sheet.
6.4.4 Streams Specification
Once the process flow sheet has been built and components have been specified, it is necessary to supply data for the inlet streams. Total flow and composition must be detailed, and pressure , temperature and vapor fraction (only two of the last three variables are independent, the third one is automatically fixed when two of them are specified).
6.4.5 Blocks Specification
Individual unit operations are represented by blocks in process simulation software . Each type of block demands a different set of specifications. For instance, in a distillation column it is possible to specify the number of equilibrium stages, position of inlet and outlet streams, reflux rate, etc.; or it is possible to define a reactor by specifying the chemical reactions involved and fractional conversions or calculate the product distribution by minimizing the free Gibbs energy .
6.4.6 Inline Calculations and Design with Specifications
At this point, it is possible to run the process model and get the simulation results. Since all inlet data has been specified, the simulation software is able to run the model and complete the calculation of each block. However, it is possible to refine the simulation. For instance, some inlet variables may be coupled, so it would be possible to determine some of them from the values of others. Although all inlet values are specified in order to run the model , some of them can be recalculated according to some conditions. Then, the recalculated value overwrites the initially entered value, fulfilling the specified conditions. For instance, if the mass flow ratio of two streams must be equal to a certain value, it is possible to calculate one of the mass flows from the other taking into account this ratio. Thus, the mass flow of the second stream will be recalculated and overwritten before running the simulation model.
It is also possible to define a value for an outlet stream as a design specification. Then, an input value (block or stream variable) can be modified to tune the model until the fulfillment of that specification.
The combination of these strategies allows the definition of highly complex models , where different variables are related according to the real process needs, making this simulation software a powerful tool to study the behavior of a plant or to design and optimize a plant meeting the product and process specifications.
6.5 Simulation of Biorefinery Processes
In this section, a variety of biorefinery processes will be described. Due to the high amount of possible biorefinery processes, a representative selection of them has been selected.
6.5.1 Direct Combustion of Biomass
Direct combustion of biomass maybe the simplest process which can be considered in a biorefinery. It consists on the oxidation of a biomass feedstock with air, and this reaction provides heat for the generation of steam and/or electricity as the final products . Figure 6.2 shows a block diagram of the direct combustion of biomass.

Block diagram of the direct combustion of biomass to produce steam and/or electricity
To build a simulation model of a direct biomass combustion process , some information about the biomass characterization is needed. Depending on this information, different approaches may be employed.
One of the scenarios is the definition of the biomass feedstock as a nonconventional component. In this case, the attributes of this component (proximate analysis , ultimate analysis , and sulfur analysis) must be manually defined. Then, the heating value of the considered biomass may be estimated from these data, or if this value is available it may be supplied as an input data instead.
If biomass composition and structure is well known, it is possible to define the chemical formula and structure of its components, such as cellulose , hemicellulose , lignin , ash , etc. Known components may be defined as solids, specifying its composition and structure, and properties may be calculated from these data. However, for some fractions of the biomass feedstock (ash, for instance), nonconventional components may be defined if detailed structure is unknown.
For this section, a biomass feedstock whose detailed composition and structure is not known will be considered, and component attributes are the only available information. Thus, biomass will be defined as a nonconventional component, and its attributes (proximate, ultimate, and sulfur analysis) will be manually defined by the user. Biomass properties will then be estimated with simulation software from this information. It is also necessary to define another nonconventional component to model the ash which is formed in the combustion process .
Before the combustion , a drying process is needed to reduce moisture content of biomass. This drying process is modeled as a chemical reaction, where raw biomass reacts to form dry biomass and water, and the moisture content of biomass is adjusted to 12%. The amount of released steam is determined by a mass balance, and heat for the drying process is provided by the exhaust gases from the combustion process.
The combustion process has been modeled using an equilibrium reactor , where the product distribution is calculated by minimizing the Gibbs free energy . This kind of reactor is not able to deal with nonconventional components. Thus, before this block has been included a yield reactor, where biomass is decomposed into its constituting elements. In this reactor, the product distribution of the outlet stream is specified by the user, but it is necessary to fulfill the atomic balance. It is possible to specify the product distribution fulfilling the atomic balance by calculating the product yields from the composition of biomass. This composition is known and is detailed in the ultimate analysis attribute. This calculation may be done with a Fortran subroutine or an Excel spreadsheet, whose input data is the atomic composition of the biomass, and the output data are the product yields for this reactor. A pseudo-code for the determination of the product yields and the description of how it works is shown below:
In this code, MOIST, ASH.IN, C.IN, H.IN, N.IN, CL.IN, S.IN, and O.IN are the input variables. MOIST is the moisture content of the biomass feedstock , and ASH.IN, C.IN, H.IN, N.IN, CL.IN, S.IN, and O.IN are the values for the ash content and atomic composition (C, H, N, Cl, S, and O) of the biomass, which are obtained from ultimate analysis .
X is the conversion factor used to convert the atomic composition from a dry basis to a wet basis, calculated from the moisture content of biomass feedstock . Output variables are H2O, ASH, C, H2, N2, CL2, S, and O2, which represent the mass yields of each product of the reactor . In this way, product yields are recalculated from biomass composition and the atomic balance is always fulfilled. Carbon dioxide is not included in this code, because it is not necessary for the decomposition of biomass. This component is later formed in the combustion reactor where the decomposed biomass is fed.
Biomass combustion has been modeled using a combination of unit operation blocks. The first one is the biomass decomposition process, and the product stream of this block is sent to the combustion reactor, where it is mixed with an air stream and the combustion reactions take place. The temperature of the gases stream has been fixed at 800 °C, but to model boiler efficiency , the reactor has been considered to work in isothermal conditions. It is important to include a heat stream from the decomposition reactor to the combustion one, because the heat of reaction involved in the decomposition has to be taken into account. Another heat stream, which represents the total heat of combustion, exits the combustion reactor and enters a splitter, which represents thermal losses. This heat of reaction is then used to raise the temperature of the products of the combustion reactor until the fixed temperature (which is controlled with the air flow fed to the combustion reactor). This step is modeled using a heat exchanger, whose inlet streams are the combustion products (material stream) and the heat of reaction (energy stream). Finally, a separator block is used to obtain a gas stream and a solid stream, which contains the ash , defined as a nonconventional component as detailed above.
Combustion gases are fed to a set of heat exchangers to generate high pressure steam. Heat exchangers are a reheater, where saturated steam is reheated, an evaporator, where saturated liquid is converted to saturated vapor, and an economizer, where the liquid water is heated until its saturation temperature. The hot combustion gases stream enters the reheater, then the evaporator and then the economizer, and finally the flue gases are released to the atmosphere.
The high pressure steam generated is then fed to a steam turbine, where electricity is generated and the pressure of the steam decreases. Then, steam is condensed, pressurized and a make-up of water is added in order to compensate the possible leaks. This liquid stream is sent again to the heat exchangers to generate steam.
6.5.2 Biomass Pyrolysis and Bio-Oil Refining Modeling
In this section, a description of a biomass fast pyrolysis simulation model is presented. This model has been developed in the working group of the authors, using the simulation software suite Aspen Plus . The process is divided in several sections (pyrolysis , hydrotreating , distillation and hydrocracking and steam reforming), which are described in the next paragraphs.
6.5.2.1 Pyrolysis Section
The modeling of a biofuel production process based on fast pyrolysis of hybrid poplar and hydroupgrading of the bio oil (Peters et al. 2014a) is described in this section, with the layout of current existing pyrolysis plants (Anex et al. 2010; Peters et al. 2014b; Jones et al. 2009; Laclaire and Barrett 2002; Ringer et al. 2006). Raw biomass is converted into bio-oil and char in the pyrolysis section of the plant. Figure 6.3 shows a block diagram of the pyrolysis plant , and the main unit operation blocks are specified.

Block diagram of the pyrolysis plant
Biomass is defined as a mix of cellulose , hemicellulose , lignin , ash , moisture and other components, such as extractives . Lignin is assumed to be formed by three different monomers with variations in atomic composition . The process begins with the pretreatment of the raw biomass, adjusting the moisture of the feedstock and the particle size to the pyrolyzer requirements. The first step of the pretreatment is a drying process, where moisture content of biomass is adjusted to 7%, as required by the pyrolysis reactor. This operation is modeled using a heat exchanger, where the heat is provided by the exhaust gases from the gas and char combustor. The next step in the pretreatment is the particle size reduction, which is modeled with a grinder. This unit operation block needs a parameter to characterize the biomass (grindability index), which is obtained from bibliography to estimate the energy consumption of this step. Biomass particle size is reduced to 3 mm in this block.
Then, it enters the pyrolysis reactor , where it is decomposed into bio-oil , char, and gas. Typical conditions for a circulating fluidized bed reactor (520 °C, 2 s bed residence time, 0.5 s vapor residence time) are selected (Jones et al. 2009; Iribarren et al. 2012). The pyrolysis reactor is defined with a kinetic reaction model with over 150 decomposition reactions implemented (Peters et al. 2014a). The implementation of the primary pyrolysis reactions was based on the work of Ranzi et al. (2008), Faravelli et al. (2010), Calonaci et al. (2010) and Dupont et al. (2009). Secondary reactions (mainly condensation and polymerization) are modeled in another reactor before the previous one, where yields are determined and fixed according to the work of Hoekstra et al. (2012), due to the lack of kinetic data. This model allows the predictive calculation of the bio-oil composition when different kinds of biomass feedstock and reactor conditions are considered, and it has been validated against literature (Peters et al. 2013) and experimental data (Peters et al. 2014c), showing a high degree of correlation . A set of 31 model compounds are considered in order to give a detailed description of the bio-oil composition, and char is modeled as a nonconventional component.
After the pyrolyzer, char is separated in a cyclone and the gaseous fraction is quenched with a stream of cold bio-oil . The temperature reduction must be quick in order to stop the decomposition reactions, which may lead to the formation of secondary products . Later, the quenched bio-oil is further cooled with cooling water (modeled with a standard heat exchanger block) to maximize the liquid recovery in a flash separator (described as bio-oil condensation in Fig. 6.3). In this unit, the condensable fraction is separated from the light gases. A fraction of these gases are recirculated to the reactor for the bed fluidization.
A fraction of the light gases stream and the char which is obtained as a side product are burned in a combustion chamber, to provide the necessary thermal energy for the biomass drying and the pyrolysis reactor.
6.5.2.2 Hydrotreatment Section
The bio-oil produced in the pyrolysis section presents a high oxygen content, which cannot be used directly because it is a corrosive liquid with a high viscosity and it tends to polymerize. So, the next step of the process is the reduction of this oxygen content , to convert the bio-oil into an almost oxygen-free product. The layout for this section is shown in Fig. 6.4. This transformation is carried out in a two-stage catalytic hydrotreatment (described in Fig. 6.4 as stabilization and deoxygenation), using commercial Co–Mo catalyst (Choudhary and Phillips 2011; French et al. 2010; Venderbosch and Heeres 2011). Hydrotreated bio-oil has been modeled by 52 compounds with chain lengths between C4 and C18 (Peters et al. 2014a).

Block diagram of the hydrotreatment section
The first step of the hydrotreatment is the stabilization of the bio-oil, which takes place at 270 °C and 170 bar, and produces a bio-oil stream with an oxygen content of about 30%. The second reactor , operating at 350 °C and 150 bar, yields a deoxygenated bio-oil, with an oxygen content below 2%. Both blocks are modeled as yield reactors, and product distribution is determined by a linear regression algorithm based on literature data.
The stabilized bio-oil is cooled down in a heat exchanger after the reaction steps, and an aqueous and an organic fraction are separated in a flash unit (described in Fig. 6.4 as organic/aqueous separation).
6.5.2.3 Distillation and Hydrocracking Section
The organic fraction of the bio-oil is separated into different fuel fractions by distillation , and the heavier products are sent to a hydrocracking reactor to increase the yield in light products, as it is shown in Fig. 6.5.

Block diagram of the distillation and hydrocracking section
Distillation products of the first column are a gas fraction , gasoline ,and a heavier product, which is sent to a vacuum distillation column, where it is separated into a diesel fraction and a heavy fraction in the bottom, which is sent to the hydrocracker reactor. Simulation software allows the detailed modeling of these distillation columns, to determine number of stages, reflux ratio and energy consumption of boilers and condensers.
The hydrocracking unit has been modeled as a stoichiometric reactor based on literature data (Peters et al. 2014a). The product is recirculated to the organic fraction and sent to the distillation columns to be separated into different fuel fractions.
6.5.2.4 Steam Reforming Section
In this process , a hydrogen supply is needed by the hydrotreaters and the hydrocracker. This hydrogen is produced by a steam reforming process of the light hydrocarbons of the gas stream from the distillation section. A block diagram of the steam reforming section is shown in Fig. 6.6. The gas stream is mixed with water and natural gas , heated and fed to the steam reforming reactor, which has been modeled as an equilibrium reactor. It calculates the product distribution by minimizing the Gibbs free energy .

Block diagram of the steam reforming section
The stream that exits the steam reforming reactor is cooled down and sent to a water gas shift reactor , which has also been modeled to calculate the product distribution by minimizing the Gibbs free energy . This reactor increases the hydrogen produced by converting carbon monoxide and water to carbon dioxide and hydrogen . The products are cooled and sent to a flash, where water is separated from the gases, and a PSA, which has been modeled as a selective separator, separates hydrogen from the gases stream. The off-gas stream from the PSA is mixed with the gas stream from the distillation section and sent to a combustor, to generate the heat required by the steam reforming reactor.
6.5.3 Biomass Gasification
Gasification is a thermochemical conversion process for the generation of syngas from a solid fuel. It takes place at high temperature, and the main involved reactions include partial oxidation with a limited amount of oxidant, which can be air, oxygen or steam (Heidenreich and Foscolo 2015; Iribarren et al. 2014). The composition and properties of the syngas depend on the biomass feedstock , the gasifier type, and the gasification conditions.
Gasification is considered one of the most promising technologies for the conversion of biomass into electricity , heat, and chemical compounds (Iribarren et al. 2014). For instance, this process may be used to produce hydrogen and liquid fuels . Hydrogen is usually produced by steam methane reforming (from natural gas ), but biomass gasification is attracting scientific interest due to sustainability concerns. In this section, a simulation model for a biomass gasification process using a typical fluidized bed gasifier is presented, based on the experience of the authors. For the construction of this model, Aspen Plus simulation software has been used.
6.5.3.1 Fluidized Bed Gasifier
Biomass gasification occurs at high temperature (500–1400 °C), and it is a two-stage process: pyrolysis takes place in first place, and then gasification. As shown, pyrolysis consists of the thermal decomposition of the biomass into volatile hydrocarbons and char , while gasification is the conversion of these products into syngas . Gasification pressure may vary between atmospheric pressure and 33 bar (Ciferno and Marano 2002), and depending of this pressure the size and the efficiency of process equipment may vary.
Depending of the heat demand, it is possible to distinguish between two types of gasification: direct (or autothermal) gasification, and indirect (or allothermal) gasification. In the first case, the partial oxidation of biomass is able to cover the heat demand of the process, and it is the most common scenario. In the second one, an external energy supply (e.g., natural gas or biomass) is used to cover the energy needs.
The modeling of a biomass gasification process in an indirect fluidized bed gasifier is described below. Gasification reactions take place in a circulating fluidized bed, and the used catalyst enters a combustion chamber where char is burned and the catalyst is regenerated. Then, it is sent back to the gasifier , providing energy from the combustion of the char. A block diagram of this process is shown in Fig. 6.7.

Block diagram of a biomass gasification plant (fluidized bed gasifier )
The first stage of the process is the biomass pretreatment section, where the moisture of the feedstock is decreased to meet the gasifier requirements. Biomass is defined as a nonconventional component, specifying its attributes to estimate the component properties. Biomass drying is defined as a chemical reaction, where biomass forms more biomass (with lower moisture content) and water, and the moisture content of the new biomass is adjusted to fulfill mass balances . Then, free water is separated from biomass, which is fed to the gasifier .
As it has been stated before, Aspen Plus software is not able to deal with chemical equilibrium of nonconventional components such as biomass. In order to model the gasification reactions, it is necessary to include a decomposition step in the gasifier , where biomass is decomposed into its elemental constituents. The methodology for the modeling of this decomposition is similar to the one described in the direct combustion process. The decomposition products are fed to the gasification reactor, where the product distribution is determined according to literature (Spath et al. 2005), by means of a Fortran subroutine. Products from gasifier are char and a syngas stream, which enters a tar reforming unit, where tars are reformed in order to increase hydrogen production. The tar reforming unit is modeled as an equilibrium reactor, where product distribution is determined by the minimization of the Gibbs free energy . Char is sent to a combustion chamber, which has been also modeled as an equilibrium reactor, where it is burnt with air in order to regenerate the catalyst and provide the necessary heat to the gasification reactions.
After the tar reforming, the syngas stream is cooled down and washed with water , to remove particles , chlorine compounds, ammonia, and residual tar. The clean syngas is then compressed and fed to a LO-CAT unit, where hydrogen sulfide is absorbed in an iron catalyst solution and oxidized to elemental sulfur .Footnote 5 The LO-CAT reactor is modeled as a stoichiometric reactor , where hydrogen sulfide reacts with oxygen and is completely converted to solid sulfur and water.
Once sulfur has been removed, the temperature of the syngas is increased and it is sent to a water gas shift reaction process . This stage is modeled considering two steps at different temperatures (the former at 350 °C and the latter at 220 °C) in order to increase hydrogen production. These reactors have been modeled as equilibrium reactors, where the products distribution is determined by minimizing the Gibbs free energy. Finally, syngas is cooled down to condense water and the gaseous fraction is sent to a PSA, modeled as a separator with hydrogen purity and recovery from literature.
The off-gas from the PSA unit contains hydrogen , carbon monoxide , carbon dioxide , methane , and other combustible gases. This stream is fed to a combustor and the flue gases are used to generate steam. With this steam, electricity is produced in a steam turbine to cover the process requirements.
6.5.3.2 Biomass-Coke Co-gasification
Another possibility to integrate a gasification process into a biorefinery is the co-gasification of biomass with petroleum coke. Simulation model of a co-gasification plant allows studying the influence of the biomass to coke ratio in the plant performance, attending to economic, efficiency or environmental concerns.
Biomass and coke are defined as nonconventional components, with the same procedure that has been already specified. A block diagram of the considered co-gasification process is shown in Fig. 6.8.

Block diagram of a biomass and coke co-gasification process
Biomass and coke are fed to the gasifier together with oxygen and water and steam. In this operation unit, gasification reactions take place at a temperature of 868 °C and a pressure of 2.5 bar (Hannula and Kurkela 2012). In this case, gasification reactions have been modeled using a yield reactor. In this kind of reactor , individual product yields are specified for each component. A Fortran subroutine based on bibliographic data is used to determine product yields (Hannula and Kurkela 2012), fulfilling the atomic balances . The gas stream that exits the gasifier enters a tar reforming step, similar to the previously described one, where hydrogen content of the syngas is increased.
After the tar reforming, the syngas cleaning steps take place, in the same way described in the previous process (scrubber, sulfur removal) and a two-step water gas shift reactors are modeled (equilibrium reactors) in order to increase hydrogen content of syngas before entering the PSA unit, where high purity hydrogen is separated, and the off-gas is burnt to cover the heating needs of the process .
6.5.4 Biochemical Processes: Biofuels Production via Fermentation
The most important product from biochemical processes in a biorefinery is ethanol (bioethanol) , which is usually obtained by hydrolysis and fermentation of the biomass feedstock , but also other chemicals can be synthesized via fermentation processes, such as acetone or butanol. Biochemical processes take place at lower temperatures compared to thermochemical ones, due to the presence of enzymes and microorganisms , and so, reaction rates are also lower (Cherubini 2010). In this section, the modeling of a bioethanol production process via fermentation is described. Figure 6.9 shows a block diagram of this process, which includes the following stages: biomass pretreatment, hydrolysis , fermentation, and bioethanol purification via distillation . In this layout, solid residues are sent to a combustion unit, and hot gases are used to generate steam and electricity to cover the energy needs of the process . This hot gases stream is further employed in the drying of the solid fraction that exits the filtration stage before the combustion . A more detailed description of the involved stages is presented below.

Block diagram of a bioethanol production process via fermentation
6.5.4.1 Biomass Pretreatment
In biochemical processes, the main objective of the biomass pretreatment is to make carbohydrates more accessible to enzymes used for hydrolysis , by opening the lignocellulosic structure . The economic feasibility of the process depends on the ability to achieve a high yield in the carbohydrates hydrolysis, because this is necessary to achieve a high efficiency and reduce the bioethanol production costs (Jacquet et al. 2011).
One of the most extended pretreatments is steam explosion . This process consists of treatment of biomass with high-pressure steam, followed by a rapid decompression (Martín-Sampedro et al. 2012). These steps lead to the explosion of the lignocellulosic material into separated fibers , and to hydrolysis reactions which result in a loss of hemicellulose and, to a lower extent, cellulose . These sugars can be recovered in the liquid fraction. The steam explosion process has low environmental impact , investment costs , and energy consumption compared with other pretreatment methods (Li et al. 2007). However, the degradation of sugars leads to the formation of side products which can act as inhibitors in the subsequent steps of the process .
An alternative to steam explosion for the pretreatment of lignocellulosic biomass is liquid hot water (LHW). Biomass is treated with water at high temperature (140–180 °C) and pressure (20 bar) for a relatively short time of reaction (5–20 min) (Imman et al. 2014). Reactions taking place with this pretreatment lead to improved cellulose hydrolysis. The LHW pretreatment presents some advantages compared with other options, as the reduced production of inhibitory by-products (furfural and hydroxymethylfurfural), and the addition of extra chemical compounds is not necessary.
Most publications dealing with biomass pretreatment are based on experimental results, but the reaction mechanisms are not well established, and there is a lack of publications dealing with the modeling of these steps. These data are necessary to build a simulation model able to predict reaction yield s and product distribution, but it is possible to develop a model based on experimental data (not predictive ). Thus, experiments must be carried out with the selected biomass feedstock in order to determine the pretreatment conditions. From product distribution, it is possible to define the chemical reactions which are taking place and fractional conversions. Pretreatment can be modeled with a stoichiometric reactor, defining chemical reactions and conversions, or with a yield reactor , where product distribution must be specified (it is important to take care to fulfill the atomic balance of each element). When biomass is specified as a nonconventional component, an equilibrium reactor is not able to simulate the reactions that occur in this step.
6.5.4.2 Carbohydrates Fermentation
The main components of the biomass feedstock are carbohydrates and lignin . Bioethanol is obtained from carbohydrates present in biomass, which may be converted to sugar via hydrolysis , and later to bioethanol via a fermentation step.
The hydrolysis reactions may be modeled in stoichiometric reactors, where chemical reactions and conversions are manually defined. The modeling of the fermentation step is more complex, mainly due to the kinetic equations used to describe this process (Jin et al. 2012; Slininger et al. 1990, 2014).
Simulation software suites contain a variety of templates to simulate chemical reactors with kinetic data. However, due to the particularities of the kinetic expressions of biochemical processes, their use cannot be always possible.
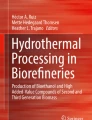
A strategy for the simulation of processes involving microorganisms growth and fermentation reactions is the definition of a completely customized kinetic model externally, for instance using an Excel spreadsheet, and then linking this model to simulation software (Fig. 6.10).

Linking of simulation software with an externally defined model
The external model must read the input variables from the simulation software, perform the calculations, and return the output values to the simulation software, which uses them to calculate product distribution. The chemical reactor may be modeled as a stoichiometric reactor, defining the chemical reactions that take place. Reaction conditions and the composition of the feed streams are sent to the external model, and after calculating the product distribution, fractional conversion of each reaction is determined. These values are sent to simulation software, and they are used for the modeling of the fermentation reactions. Thus, product distribution obtained in simulation software fits the external kinetic model . However, some information can be obtained from simulation software: since the involved components are included in component databanks of simulation software and its properties are known, it is possible to estimate the heat duty of the reactor , and the outlet stream conditions.
Once the reactor has b een modeled, further separation and purification stages are needed in order to obtain a product which fulfills the specifications. Unit operations as distillation , filtration , absorption , etc. may be modeled conventionally, using the operation models present in the software libraries.
As it has been already mentioned, other chemical compounds can be produced via fermentation. For instance, the ABE production process is utilized to obtain acetone , butanol , and ethanol (Morales-Rodriguez et al. 2014). This process consists of various stages, and the general layout is similar to the one described for bioethanol production: initially, a pretreatment step is needed to leave the cellulose available for enzymatic hydrolysis . Then, enzymatic hydrolysis takes place to release the glucose . After the hydrolysis, glucose enters the ABE fermentation , where it is transformed into acetone , butanol , and ethanol . The last step of the process is product purification and reactant recovery. A variety of mathematical models describing the ABE fermentation step can be found in the literature (Leksawasdi et al. 2001). Pretreatment and enzymatic hydrolysis stages can be easily modeled in simulation software by specifying reaction conversions in stoichiometric reactors, while the ABE fermentation step may be modeled externally. Product distribution may be calculated from kinetic models using an Excel spreadsheet or any software able to solve numeric models, such MATLAB or Fortran. The output values of these models must be fermentation reactions conversions, which are then sent to simulation software to perform the whole process simulation. Subsequent purification steps consist of mainly distillation processes, which can be modeled in a conventional way. Process simulation software allows the rigorous design and optimization of these steps.
6.5.4.3 Lignin Valorization via Combustion in Biochemical Processes
Just sugars are used for bioethanol manufacturing. Lignin is not hydrolyzed nor fermented in this process , so it remains as a solid residue after the fermentation stage. A common pathway to integrate the lignin into the process is the combustion of this solid residue, to provide heat requirements of the biochemical process (biomass preheating, drying , reheaters of distillation columns, etc.) without an external energy source, reducing the total production cost of ethanol . This process may be modeled in simulation software in a way similar to that described for the direct biomass combustion (Fig. 6.2). Thus, lignin attributes must be specified and a decomposition reactor (yield reactor) may be used to transform lignin into its constituent elements. After this stage, a combustion reactor (equilibrium reactor) is added, and biomass is burnt with air until complete combustion. The hot gas stream which exits the reactor is used to generate steam, reducing its temperature, and with this steam it is possible to generate electricity in a steam turbine and cover power and heat needs of the process.
6.5.5 Chemical Processes
An alternative pathway to thermochemical and biochemical processes for biomass valorization in the framework of a biorefinery is chemical processing .
6.5.5.1 Biomass Fractionation
As it has been already stated, biomass is a complex material mainly formed by cellulose , hemicellulose ,and lignin . These components are polymers, constituted by the repetition of different units (monomers).
A usual pathway to increase the efficiency of the biomass feedstock processing is biomass fractionation . This process allows a more efficient use of each of the constituent fractions of the biomass, obtaining valuable products from each fraction in the framework of a biorefinery concept . Among the most usually used pretreatments, organosolv is one of the most important ones. In this process , an aqueous organic solvent mixture is used as the pretreatment medium, and biomass is fractionated into its main components (Sannigrahi and Ragauskas 2013). Usually, ethanol is used as the solvent and sulfuric acid as the delignification catalyst, especially for the production of bioethanol . Biomass components are fractionated into different streams: hemicellulose and sugar degradation products are obtained in a liquid stream, since these components are water -soluble. A solid lignin fraction and a cellulose-rich solid are also obtained in this process (Sannigrahi and Ragauskas 2013; Johansson et al. 1987). Figure 6.11 shows a block diagram of the organosolv pretreatment using ethanol as solvent.

Block diagram of the organosolv process with ethanol
The organic solvent is used to solubilize both lignin and hemicellulose fractions, and they are then separated from the cellulose fraction which remains as a solid. Later, the liquid fraction is diluted with acidified water in order to precipitate and recover the lignin fraction.
The organosolv process leads to a lower average molecular weight of cellulose fragment, resulting in high yields in subsequent hydrolysis and fermentation processes for the production of bioethanol fuel.
The main chemical reactions which take place in the organosolv process are the hydrolysis of lignin-hemicellulose linkages and internal lignin bonds, which lead to lignin and hemicellulose solubilization, the degradation of monosaccharides to furfural , hydroxymethylfurfural ,and other products such as levulinic and formic acids , and lignin condensation reactions (Sannigrahi and Ragauskas 2013). Due to the high complexity level of the feedstock and the variety of operating conditions, solvents and catalysts, the modeling of this step must be supported by experimental results. Thus, the process model is not able to predict the yields and the products distribution, but they can be manually entered into the simulation software using data from experimentation, and use the model to determine mass and energy balances (Kautto et al. 2013). With these data, it is possible to perform the economic, environmental or energy analysis of this pretreatment process (García et al. 2011).
Cellulose and hemicellulose obtained via biomass fractionation are suitable for its use in bioethanol production via fermentation. Once lignin fraction has been separated from them, it can be used for the synthesis of a variety of chemical products , with applications in a wide range of processes .
6.5.5.2 Lignin Depolymerization
There has been research into lignin valorization since the 1980s, but there have been very few successful examples of its conversion into high value aromatic products (Bugg and Rahmanpour 2015). Lignin valorization processes must face a series of challenges, such as difficult hydrolysis , low solubility , heterogeneous and variable structure, repolymerization reactions or the complex composition of the depolymerization product stream. The utilization of microorganisms with capability to break down lignin has been proposed as an alternative to convert polymeric lignin into chemicals. Modified microorganisms may have the capability to degrade lignin by producing high value chemicals (Bugg and Rahmanpour 2015).
Lignin separated from the remaining fractions of biomass feedstock is still a material with a polymeric structure . Nowadays, most lignin is used as an energy source in combustion processes (Wang et al. 2013; Chávez-Sifontes and Domine 2013), but it is also a potential resource of chemical products via depolymerization . Its main objective is the conversion into small molecules for the synthesis of other chemical products . Thermochemical (pyrolysis , gasification ) and biochemical (fermentation) processes can be intended as a lignin depolymerization pathways . However, the chemical treatment of lignin has some advantages related to reaction control and selectivity. A wide variety of chemical lignin depolymerization processes are available, and a brief overview (Wang et al. 2013) of them will be given in this section.
-
Base catalyzed lignin depolymerization .
This process consists on the treatment with sodium hydroxide at high temperature (270–330 °C), obtaining phenol and phenol derivatives. The most abundant components formed with this treatment are catechol, syringol and derivatives.
-
Acid catalyzed lignin depolymerization .
Acid catalyzed depolymerization is carried out using different combinations of acids and alcohols , such as HCl/ethanol and formic acid /ethylene glycol and a wide range of temperature. The main components produced are methoxyphenol, catechol and phenol.
-
Metallic catalyzed lignin depolymerization .
The objective of metallic catalysts is the increase of selectivity. The introduction of these catalysts decreases the activation energy , allowing milder reaction conditions, and the major products vary depending of the origin of the treated lignin and the selected catalyst.
-
Ionic liquids assisted lignin depolymerization.
Ionic liquids have been used for the separation of lignin and cellulose from raw lignocellulosic biomass . Some ionic liquids are appropriate solvents for lignin dissolution, and Bronsted acid associated with ionic liquid catalyzes the depolymerization reaction. However, the use of ionic liquids for these reactions is limited due to its high cost and difficulty in separation of ionic liquid and lignin derivative molecules. Major products vary in function of the selected ionic liquid, being the most frequent guaiacol and benzoquinones.
-
Supercritical fluids-assisted lignin depolymerization .
Lignin depolymerization using a supercritical fluid as the medium for the reaction may be interesting due to its good properties as a lignin solvent. Hydrogen sources for the hydrolysis usually are acids and alcohols. Despite the good performance of these fluids, its application is limited due to the high cost. Major products obtained from lignin depolymerization with supercritical fluids are catechol, phenol, cresol, syringol or guaiacol, but product distribution depends on the specific biomass, supercritical fluid and reaction conditions used.
Due to the wide variety of depolymerization processes available, depending of the solvent and catalysts used and the reaction conditions (pressure , temperature, pH, contact time, etc.), the proposal of a general mechanism to build a simulation model able to predict product distribution is not affordable. Information about these processes can be found in literature, but it is essentially based on experimental results. However, simulation is a powerful tool to calculate mass and energy balances of a process, with reaction data gathered from experimental results, allowing the energy integration and process optimization in order to increase the overall efficiency .
6.5.5.3 Applications of Polymeric Lignin
Polymeric lignin has some industrial applications, and the development of more applications is an interesting research field, since lignin is produced at high scale not only in biorefineries, but in the paper industry. For instance, it is possible to obtain phenol-formaldehyde adhesives or phenolic resins from lignin (Ramires et al. 2010). Other applications include the fabrication of polyurethane foams (Pan and Saddler 2013), carbon fiber (Baker and Rials 2013) or porous carbon (Jeon et al. 2015). The conversion of lignin over alumina supported molybdenum catalyst has also been studied, leading to C6–C11 molecules, such as alcohols , esters, phenols, benzyl alcohols and arenes (Ma et al. 2015).
However, all this alternatives are currently in a very early stage of development, and the construction of predictive simulation models is not still viable. With the advance in the knowledge of lignin depolymerization and transformation reactions, it will be possible to propose kinetic or equilibrium based reaction schemes. These schemes would allow the construction of more powerful simulation models, with predictive capabilities.
6.5.5.4 Biomass Valorization via Chemical Processes. DIBANET Process
DIBANET process is a pathway for the production of levulinic acid from lignocellulosic biomass (Hayes 2013). Biomass is mixed with a sulphuric acid catalyst solution, and this mixture is sent to a tubular reactor, which operates at a temperature of 210–220 °C and a pressure of 30 atm, with a residence time of 12 s. In this reactor , the carbohydrates are hydrolyzed into their monomers. The product of this reactor is fed to a second one, which operates at a temperature of 190–200 °C and a pressure of 12–14 atm, with a residence time of 20 min. In this reactor, formic acid an furfural are obtained in a vapor product stream, which is condensed to recuperate them, and levulinic acid is obtained in the liquid outlet stream. Finally, solid products are separated from levulinic acid by means of a filtration step. Figure 6.12 shows a block diagram of the DIBANET process .

Block diagram of the DIBANET process
Several improvements of the DIBANET process have been studied, as the effective and sustainable utilization of the solid residues of the hydrolysis steps, integrating it with fast pyrolysis for the production of biofuels or proposing the use of biochar as a plant growth promoter (Hayes 2013).
Levulinic acid and furfural are valuable platform chemicals , which have a wide range of applications directly or through the catalytic conversion to other chemicals (Patel 2006). For instance, levulinic acid may be used for the production of ethyl levulinate, an ester of levulinic acid and ethanol , which may be used as a diesel additive.
Process simulation software allows the determination of mass and energy balances of this process , to perform energy, environmental or economic assessments. It is possible to model the purification steps in a strict way, based on phase equilibria, but the modeling of the reactors must lean on experimental results to determine reaction conversion and product yields. In this way, the reaction steps of the DIBANET process may be modeled with stoichiometric reactors , where reaction conversions are defined by the user. These values must be calculated from experimental data, because equilibrium-based reactors are not able to deal with biomass reactions due to its complexity.
6.6 Process Optimization
Process optimization is a very important task in the design of a chemical process, and for the transition from laboratory to commercial scale . Optimization methodologies are widely employed in all areas of engineering . Efficiency is a key issue in the development of any chemical process, and this affirmation includes biorefinery processes. The goal of the optimization of any given process consists of the determination of the best possible solution, taking into account the existing constraints . Some elements are needed to perform an optimization task (Biegler 2010):
-
An essential aspect in any system optimization is the selection of an objective function , whose result is the value that must be maximized or minimized. Depending on the optimization criteria , this function can be the unitary production cost , the process efficiency , product purity, emissions to the environment, etc. It is also possible to define the objective function as a combination of some indicators , giving each one a specific weight.
-
A model able to describe the behavior of the studied process. This model allows the evaluation of the objective function under different conditions, to obtain characteristic curves describing the change in the objective function when the process conditions are changed. Preferably, this model must be predictive , but optimization can also been performed with experimental data based models.
-
The model calculates the objective function in terms of the values of a set of variables, which affect the final result. It is necessary to identify these variables and its valid value ranges, to maximize or minimize the objective function within these ranges.
The development of a chemical process involves a sequence of steps, beginning with the laboratory scale experimentation, and leading to the construction of a commercial scale plant. In each stage of this work, some variables are studied. For instance, reaction conditions (pressure , temperature), feed composition, catalysts, solvents and other major variables are fixed at laboratory scale, and kept constant during the scale-up process .
Once these variables have been fixed, the next step of the development may be the pilot-plant scale, where a small size plant of the proposed process is constructed, allowing the study of the performance of a real plant. Other option is the direct development of a mathematical model of the process , without the construction of the pilot-plant scale facility.
Information obtained from laboratory or pilot-plant scale may be used for the development of a mathematical model of the process, to describe the observed phenomena and replicate the plant behavior before its construction. This process may be implemented using process simulation software , and simulation results may be used to carry out the optimization of the plant performance. Depending of the selected objective function , different optimization scenarios may be considered. For instance, it is possible to define as an objective the maximization of the energy or exergy efficiency of the plant , the minimization of the environmental impacts , the minimization of the unitary production cost, or a combination of them. The optimization methodology consists of the performance of a set of simulations with variations in the studied input variables, evaluating the objective function . Depending of the definition of this function, the optimum point may correspond to a maximum or to a minimum of its value.
One of the most accepted criteria for process optimization is exergy analysis . With this analysis, the objective function is the exergy efficiency of the process , which must be maximized, reducing exergy destruction and losses. The authors’ group has developed an exergy analysis software, which has been named ExPE (Exergy Performance Evaluation),Footnote 6 which may be linked with Aspen Plus simulation software to analyze the exergy performance of any simulated process. This program is able to read the conditions and compositions of every single stream of the process, and perform exergy balances . In exergy balances, exergy of fuel (inlet streams), exergy of product (outlet streams), and exergy destruction are determined at a unit operation block level. It is also possible to perform the global exergy balance of the process, determining the exergy of fuel, exergy of product, exergy destruction and exergy loss. Thus, it is possible to optimize the exergy performance of a single unit operation block or for the whole process , selecting the appropriate objective (which would be the exergy efficiency of the considered unit operation block or the global exergy efficiency, respectively).
6.6.1 Process Integration
Process integration is one of the key actions in order to improve the efficiency of any chemical process, in economic, environmental ,or energetic terms.
Process integration is defined as follows (Gundersen 2000): “Systematic and General Methods for Designing Integrated Production Systems, ranging from Individual Processes to Total Sites, with special emphasis on the Efficient Use of Energy and reducing Environmental Effects.” Thermal integration of a plant is one of the most important ways to increase its efficiency . In a biorefinery (or any other conventional plant), there is a set of material streams, transporting gases, liquids, or solids between different unit operations , and these streams have different conditions (pressure , temperature, state of aggregation). Most unit operations of the plant are carried out at fixed conditions. Therefore, heating and cooling steps are necessary to adapt the outlet stream of a unit operation to the conditions of the next one. The temperature change of the process streams is associated to an energy consumption, which may be provided by cooling water (or any other refrigeration service) in the case of temperature decrease, or by steam (or any other heating service, such as oil or hot gases) for the temperature increases.
The simplest design of the plant is the consideration of all these heating or cooling steps independently. Thus, for instance, if in the considered plant the only refrigeration service is cooling water and the only heating service is steam, all cooling steps are carried out using cooling water and all heating steps are carried out with steam. Due to its simplicity, the first version of a model is usually built in this way, which is called “linear,” because there is no energy integration between the different streams of the process. The main disadvantage of this design is the high energy consumption associated with temperature changes, because all steps involving a cooling or heating process represent additional energy consumption , reducing the efficiency of the process , and increasing the unitary production cost .
Once the conditions of each unit operation block have been established, the necessary changes in the process layout are introduced to the model, to take advantage of the temperature difference between the material streams of the plant . For instance, it is possible to cool down a hot stream, and use this thermal energy for the heating of a cold stream. This modification reduces both cooling and heating needs, because energy is being transferred between streams into the plant, but it needs an additional heat exchanger to perform this operation . Thus, the global process efficiency is increased (by the reduction in its energy needs), but equipment cost is also increased (due to the additional heat exchanger).
Process integration scheme may be trivial in a simple model, with a relatively low number of unit operations and temperature change steps, but this problem increases in complexity as the number of unit operations considered increases. As the simulation model complexity increases, the amount of possible alternatives of thermal integration also increases. Thus, the simulation of all the possibilities in order to determine the optimum configuration is not an affordable problem. In this kind of processes is necessary the application of a normalized methodology, in order to propose a heat exchangers network configuration to increase the process efficiency .
Pinch analysis is a methodology for the development of process integration schemes in relatively complex plants , where the most appropriate configuration may be not obvious.
6.6.2 Pinch Analysis
Pinch analysis provides a systematic methodology for energy saving in chemical processes (March 1998), proposing a thermal integration scheme. A pinch analysis starts with the mass and energy balances of the considered process or system , and its objective is the design of a heat exchanger network in order to minimize the global energy consumption of the process (heating and cooling).
The first step of the pinch analysis is the identification of the hot streams, that need cooling, and the cold streams, that need heating. Necessary data are the initial and final temperature of each stream and its heat capacity, needed to determine the enthalpy change of each stream.
Once the streams have been identified, pinch analysis continues with the construction of the composite curves (temperature-enthalpy change), representing the enthalpy change of each stream against its initial and final temperature (Fig. 6.13).

Example of the construction of a composite curve
Two composite curves must be constructed in order to perform the pinch analysis : the hot curve (with hot streams) and the cold curve (with cold streams). Both curves can be represented in the same graph, being separated by the minimum temperature difference selected (a lower value leads to a higher process efficiency and lower energy needs, but also to an increase in the total area of the needed heat exchangers). The point where the minimum temperature difference occurs is called the pinch point , and divides the process into two separate systems : above the pinch point, which requires a net heat input, and below this point, which is a net heat source and needs a cooling service (March 1998; Klemeš and Kravanja 2013). Figure 6.14 shows an example of hot and cold composite curves.

Example of hot and cold composite curves in a Pinch analysis
After the construction of the composite curves, the determination of the pinch point and the selection of the pinch temperature, it is possible to propose a heat exchanger network in order to reduce the global heating and cooling needs, taking into account the next considerations (March 1998):
-
Heat must not be transferred across the pinch point .
-
There must be no external cooling above the pinch point.
-
There must be no external heating below the pinch point.
When using pinch analysis to optimize the energy consumption of any given process , it is important to notice that the technical optimum may not be the same as the economic one. The technical optimum corresponds to the point where both cooling and heating services consumption is minimal, but to reach these conditions, a high number of heat exchangers can be needed. This situation results in a decrease in the global energy consumption, which means a decrease in production cost, but capital costs are increased due to the additional necessary equipment, and the overall effect in the total production cost may be positive or negative. Thus, pinch analysis may be applied to increase the efficiency of a process, but it must not be applied in a too much strict way, because depending of the considered objective function for the optimization , the optimum point may vary.
As explained, the application of the Pinch analysis methodology results in the proposal of a heat exchangers network to reduce the energy consumption of the considered plant . So, it is possible to refine the thermal integration scheme of the simulation model, implementing the proposed changes in the simulation software to improve its overall efficiency .
6.6.3 Process Scale-up
Scale-up is defined as the process of increasing the plant capacity of a considered plant, moving to one stage of development for the next one. When moving from a research and development (laboratory scale) to a commercial scale, usually it is necessary to have an intermediate step (pilot or demonstration scale), in which the full commercial process that is proposed is replicated but with a small plant capacity (Levin 2001). This intermediate step is representative of the commercial scale process , and allows the production of the final products in order to make analysis and check if they are under specifications. It also gives information about the plant behavior, and makes possible the building of simulation models closer to the real commercial plant. These models may be implemented using process simulation software, in order to perform economic, environmental ,or efficiency assessments before the plant construction. Thus, it is possible to improve the process integration in order to increase the overall efficiency and reduce the production cost by introducing modifications in the simulation model, and take these modifications into account for the construction of the commercial scale plant . In this way, process scale-up reduces the costs of the development of a new process, allowing the implementation of a simulation model to describe the process gathering data from a plant with a small capacity.
Notes
- 1.
Aspen Technology—Aspentech [Internet]. Available from: http://www.aspentech.com/products/aspen-plus.aspx.
- 2.
ProSim [Internet]. Available from: http://www.prosim.net/.
- 3.
CHEMCAD [Internet]. Available from: http://www.chemstations.com/.
- 4.
TRNSYS [Internet]. Available from: http://www.trnsys.com/.
- 5.
Merichem Company. LO-CAT process for cost-effective desulfurization of all types of gas streams.
- 6.
ExPE software. Exergy Performance Evaluation. Systems Analysis Unit, IMDEA Energy Institute.
References
Anex RP, Aden A, Kazi FK, Fortman J, Swanson RM, Wright MM et al (2010) Techno-economic comparison of biomass-to-transportation fuels via pyrolysis, gasification, and biochemical pathways. Fuel 89:S29–S35
Aspen Plus Help (2010) Getting started modeling processes with solids
Baker DA, Rials TG (2013) Recent advances in low-cost carbon fiber manufacture from lignin. J Appl Polym Sci 130(2):713–728
Biegler LT (2010) Introduction to process optimization. In: Nonlinear programming: concepts, algorithms, and applications to chemical processes. Society for Industrial and Applied Mathematics—Mathematical Optimization Society, Philadelphia, pp 1–16
Bridgwater AV (2012) Review of fast pyrolysis of biomass and product upgrading. Biomass Bioenergy 38:68–94
Bridgwater AV, Peacocke GVC (2000) Fast pyrolysis processes for biomass. Renew Sustain Energy Rev 4(1):1–73
Bugg TD, Rahmanpour R (2015) Enzymatic conversion of lignin into renewable chemicals. Curr Opin Chem Biol 29:10–17
Calonaci M, Grana R, Barker Hemings E, Bozzano G, Dente M, Ranzi E (2010) Comprehensive kinetic modeling study of bio-oil formation from fast pyrolysis of biomass. Energy Fuels 24(10):5727–5734
Chávez-Sifontes M, Domine ME (2013) Lignina, estructura y aplicaciones: Métodos de despolimerización para la obtención de derivados aromáticos de interés industrial. Av en Ciencias e Ing 4(4):15–46
Cherubini F (2010) The biorefinery concept: using biomass instead of oil for producing energy and chemicals. Energy Convers Manag 51(7):1412–1421
Choudhary TV, Phillips CB (2011) Renewable fuels via catalytic hydrodeoxygenation. Appl Catal A Gen 397(1–2):1–12
Ciferno JP, Marano JJ (2002) Benchmarking biomass gasification technologies for fuels, chemicals and hydrogen production
Directive 2003/30/EC D. On the promotion of the use of biofuels or other renewable fuels for transport
Directive 2009/28/EC D. On the promotion of the use of energy from renewable sources and amending and subsequently repealing Directives 2001/77/EC and 2003/30/EC
Directive (EU) 2015/1513. On the promotion of the use of energy from renewable sources and amending Directive 98/70/EC relating to the quality of petrol and diesel fuels and amending Directive 2009/28/EC
Dupont C, Chen L, Cances J, Commandre J-M, Cuoci A, Pierucci S et al (2009) Biomass pyrolysis: kinetic modelling and experimental validation under high temperature and flash heating rate conditions. J Anal Appl Pyrolysis 85(1–2):260–267
Faravelli T, Frassoldati A, Migliavacca G, Ranzi E (2010) Detailed kinetic modeling of the thermal degradation of lignins. Biomass Bioenergy 34(3):290–301
French RJ, Hrdlicka J, Baldwin R (2010) Mild hydrotreating of biomass pyrolysis oils to produce a suitable refinery feedstock. Environ Prog Sustain Energy 29(2)
Gallezot P (2012) Conversion of biomass to selected chemical products. Chem Soc Rev 41(4):1538–1558
García A, Alriols MG, Llano-Ponte R, Labidi J (2011) Energy and economic assessment of soda and organosolv biorefinery processes. Biomass Bioenergy 35(1):516–525
Gundersen T (2000) A process integration PRIMER. International energy agency report
Hannula I, Kurkela E (2012) A parametric modelling study for pressurised steam/O2-blown fluidised-bed gasification of wood with catalytic reforming. Biomass Bioenergy 38:58–67
Hayes D (2013) DIBANET process report. Report on optimal use of DIBANET Feedstocks and Technologies
Heidenreich S, Foscolo PU (2015) New concepts in biomass gasification. Prog Energy Combust Sci 46:72–95
Hoekstra E, Westerhof RJM, Brilman W, Van Swaaij WPM, Kersten SRA, Hogendoorn KJA et al (2012) Heterogeneous and homogeneous reactions of pyrolysis vapors from pine wood. AIChE J 58(9):2830–2842
IEA Bioenergy Task 42 (2009) Biorefineries: adding value to the sustainable utilisation of biomass
Imman S, Arnthong J, Burapatana V, Champreda V, Laosiripojana N (2014) Influence of alkaline catalyst addition on compressed liquid hot water pretreatment of rice straw. Chem Eng J 278:85–91
Iribarren D, Peters JF, Petrakopoulou F, Dufour J (2012) Well-to-wheels comparison of the environmental profile of pyrolysis based biofuels. In: 20th European biomass conference and exhibition
Iribarren D, Susmozas A, Petrakopoulou F, Dufour J (2014) Environmental and exergetic evaluation of hydrogen production via lignocellulosic biomass gasification. J Clean Prod 69:165–175
Jacquet N, Quiévy N, Vanderghem C, Janas S, Blecker C, Wathelet B et al (2011) Influence of steam explosion on the thermal stability of cellulose fibres. Polym Degrad Stab 96(9):1582–1588
Jeon J-W, Zhang L, Lutkenhaus JL, Laskar DD, Lemmon JP, Choi D et al (2015) Controlling porosity in lignin-derived nanoporous carbon for supercapacitor applications. ChemSusChem 8(3):428–432
Jin H, Liu R, He Y (2012) Kinetics of batch fermentations for ethanol production with immobilized saccharomyces cerevisiae growing on sweet sorghum stalk juice. Procedia Environ Sci 12:137–145
Johansson A, Aaltonen O, Ylinen P (1987) Organosolv pulping—methods and pulp properties. Biomass 13(1):45–65
Jones SB, Valkenburg C, Walton CW, Elliott DC, Holladay JE, Stevens DJ et al (2009) Production of gasoline and diesel from biomass via fast pyrolysis, hydrotreating and hydrocracking : a design case. Energy
Kautto J, Realff MJ, Ragauskas AJ (2013) Design and simulation of an organosolv process for bioethanol production. Biomass Convers Biorefinery 3(3):199–212
Kihedu J (2015) Torrefaction and combustion of ligno-cellulosic biomass. Energy Procedia 75:162–167
Klemeš JJ, Kravanja Z (2013) Forty years of heat integration: pinch analysis (PA) and mathematical programming (MP). Curr Opin Chem Eng 2(4):461–474
Kücük MM, Demirbas A (1997) Biomass conversion processes. Energy Convers Manag 38(2):151–165
Laclaire CE, Barrett CJ (2002) Technical, environmental and economic feasibility of bio-oil in New Hampshire’s North Country
Leksawasdi N, Joachimsthal EL, Rogers PL (2001) Mathematical modelling of ethanol production from glucose/xylose mixtures by recombinant Zymomonas mobilis 1087–1093
Levin M (2001) Pharmaceutical process scale-up. Marcel Dekker, Inc., New York
Li J, Henriksson G, Gellerstedt G (2007) Lignin depolymerization/repolymerization and its critical role for delignification of aspen wood by steam explosion. Bioresour Technol 98(16):3061–3068
Ma X, Cui K, Hao W, Ma R, Tian Y, Li Y (2015) Alumina supported molybdenum catalyst for lignin valorization: effect of reduction temperature. Bioresour Technol 192:17–22
March L (1998) Introduction to pinch technology. Northwich, Cheshire, England
Martín-Sampedro R, Eugenio ME, García JC, Lopez F, Villar JC, Diaz MJ (2012) Steam explosion and enzymatic pre-treatments as an approach to improve the enzymatic hydrolysis of eucalyptus globulus. Biomass Bioenergy 42:97–106
Morales-Rodriguez R, Rodriguez-Gomez D, Sales-Cruz M, de los Reyes-Heredia JA, Pérez Cisneros ES (2014) Model-based analysis for acetone-butanol-ethanol production process through a dynamic simulation. Comput Aided Chem Eng 33:133–138
Pan X, Saddler JN (2013) Effect of replacing polyol by organosolv and kraft lignin on the property and structure of rigid polyurethane foam. Biotechnol Biofuels 6(1):12
Patel M (2006) BREW project report. Medium and long-term opportunities and risks of the biotechnological production of bulk chemicals from renewable resources—The Potential of White Biotechnology
Peters JF, Iribarren D, Dufour J (2013) Predictive pyrolysis process modelling in Aspen Plus. In: 21st European biomass conference and exhibition, Copenhagen
Peters JF, Iribarren D, Dufour J (2014a) Simulation and life cycle assessment of biofuel production via fast pyrolysis and hydroupgrading. Fuel 139:441–456
Peters JF, Petrakopoulou F, Dufour J (2014b) Exergetic analysis of a fast pyrolysis process for bio-oil production. Fuel Process Technol 119:245–255
Peters JF, Banks SW, Susmozas A, Dufour J (2014c) Experimental verification of a predictive pyrolysis model in Aspen Plus. In: 22nd European biomass conference and exhibition, Hamburg, Germany
Ramires EC, Megiatto JDJ, Gardrat C, Castellan A, Frollini E (2010) Valorization of an industrial organosolv-sugarcane bagasse lignin: characterization and use as a matrix in biobased composites reinforced with sisal fibers. Biotechnol Bioeng 107(4):612–621
Ranzi E, Cuoci A, Faravelli T, Frassoldati A, Migliavacca G, Pierucci S et al (2008) Chemical kinetics of biomass pyrolysis. Energy Fuels 22(6):4292–4300
Ringer M, Putsche V, Scahill J (2006) Large-scale pyrolysis oil production: a technology assessment and economic analysis
Sannigrahi P, Ragauskas AJ (2013) Fundamentals of biomass pretreatment by fractionation. Aqueous pretreatment of plant biomass for biological and chemical conversion to fuels and chemicals, pp 201–222
Sarma SJ, Pachapur V, Brar SK, Le Bihan Y, Buelna G (2015) Hydrogen biorefinery: potential utilization of the liquid waste from fermentative hydrogen production. Renew Sustain Energy Rev 50:942–951
Slininger PJ, Branstrator JE, Lomont JM, Dien BS, Okos MR, Ladisch MR et al (1990) Stoichiometry and kinetics of xylose fermentation by Pichia Stipitis. Ann N Y Acad Sci 589(1):25–40
Slininger PJ, Dien BS, Lomont JM, Bothast RJ, Ladisch MR, Okos MR (2014) Evaluation of a kinetic model for computer simulation of growth and fermentation by Scheffersomyces (Pichia) stipitis fed D-xylose. Biotechnol Bioeng 111(8):1532–1540
Spath P, Aden A, Eggeman T, Ringer M, Wallace B, Jechura J (2005) Biomass to hydrogen production detailed design and economics utilizing the Battelle Columbus Laboratory indirectly-heated gasifier
Venderbosch R, Heeres H (2011) Pyrolysis oil stabilisation by catalytic hydrotreatment. Biofuel’s Engineering Process Technology, pp 385–410
Wang H, Tucker M, Ji Y (2013) Recent development in chemical depolymerization of lignin: a review. J Appl Chem 2013:1–9
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2017 Springer International Publishing AG
About this chapter
Cite this chapter
Sanz, A., Susmozas, A., Peters, J., Dufour, J. (2017). Biorefinery Modeling and Optimization. In: Rabaçal, M., Ferreira, A., Silva, C., Costa, M. (eds) Biorefineries. Lecture Notes in Energy, vol 57. Springer, Cham. https://doi.org/10.1007/978-3-319-48288-0_6
Download citation
DOI: https://doi.org/10.1007/978-3-319-48288-0_6
Published:
Publisher Name: Springer, Cham
Print ISBN: 978-3-319-48286-6
Online ISBN: 978-3-319-48288-0
eBook Packages: EnergyEnergy (R0)