
Abstract
For the worldwide technology of heat exchangers, Nocolok® flux is used to remove aluminium oxide during brazing under controlled atmosphere. This flux is known to react with corrosion inhibitors from coolant by creating silicate paste. Coolant flows in heat exchangers: several temperature cycles, coolant ageing, inhibitors consumption will enhance this phenomenon. By this way, heat exchangers are losing thermal performance. That is the reason why car manufacturers ask to reduce residual flux amount. This presentation deals with different existing methods to evaluate heat exchangers cleanliness: how can be measured the residual flux amount? Different processes used by Valeo to reduce the initial flux amount will be also presented. The main difficulty of this study is to minimize the flux quantity while maintaining a good brazing quality. Flux amount reduction cannot be done by sacrificing heat exchangers robustness and reliability. Customer’s specifications are staying at a high requirement level.
Access provided by CONRICYT-eBooks. Download conference paper PDF
Similar content being viewed by others


Keywords
1 Introduction
Valeo Thermal Systems is dedicated to produce heat exchangers for automotive industry. In La Suze sur Sarthe, we develop and produce heater cores for the cabin heating. Flux (mixture of K, Al, F form) is used for Controlled Atmosphere BrazingFootnote 1 process to:
-
Penetrate into the oxide layer (as it has extremely low surface tension)
-
Dissolve the natural oxide (Al2O3 or Al(OH)3) present on aluminium surface
-
Enhance surface wettability
-
Enable filler metal to move
-
Protect surfaces from oxidation during brazing cycle
As flux is non corrosive, internal and external residues are staying on the surfaces after the CAB process. Residues seen with Scanning Electron MicroscopeFootnote 2 are presented on Fig. 1. They can have needles or square shape (needles shape for post brazed residues: KMgF3, and square shape for K, Al, F post brazed residues) [1] .

Flux residues with SEM at 1010 and 4020 magnification [1]
During brazing, flux is submitted to different reactions as explained in the Fig. 2, due to the temperature change from ambient to 600°C. At the end of brazing process, the formation of the compound K 3 AlF 6 is responsible for the solubility of the flux into liquids.

Reactions of flux during brazing process
Disadvantages of internal flux residues are that they can react to coolant additives, such as corrosion inhibitors, creating gel and hydroxides formation. Corrosion inhibitors consumption will also increase the cylinder block aluminium corrosion creating aluminium oxide. This will lead to channels plugging, as seen in Fig. 3 [2], then performance decreasing of heater core or radiator and warranty return as this reaction appears generally at least one year after the first circulation date.

Plugging channels in a heater core
To avoid heater core plugging and to protect the coolant loop, car’s manufacturers request to decrease more and more the residual flux amount. In the Table 1, are presented some requests from our customers.
2 Cleaning Methods
Some car’s manufacturers have their own methods to clean exchangers, others do not have any. That is the reason why, Valeo has developed its method: PDTNVX15029 [3]. The goal to develop one single method for all exchangers is to be able to compare different technologies of exchangers between them, to compare different processes and also to compare the improvement of one process.
In the Table 2, different cleaning methods are summarized, and the Figs. 4, 5 and 6 show the principle of the cleaning to collect flux residue.

Valeo test method for heater core cleaning to collect flux residue

Record of one radiator measurement: λ = f(t)

VW test method for exchanger cleaning to collect flux residue
Volume of test bench for Valeo method depends on the size of the exchanger. 8 L is for the smallest one, and is particularly used for heater cores.
The complete volume of deionized water circulates for 17 h in the heater core at the temperature of 90°C by using a pump and a themostatic bath. The temperature is automatically controlled by a digital thermometer. After 17 h, the heater core is emptied in the container and the rinsing solution is removed from the test bench and naturally cooled at room temperature. Then it is shaked to be well homogenized. The cleanliness of the test bench is insured by measuring the conductivity of the “residual water” which may remain in the bench. This one must be lower than 20 µS/cm and a blank is kept to measure K+ content before performing a new test. Moreover, the quality of deionised water must insure a conductivity lower than 5 µS/cm.
The duration of 17 h has been demonstrated by our colleagues from Skawina on radiators, with a safety coefficient of 2,5. On the Fig. 5 they have recorded the conductivity of the rinsing solution versus time. After 7 h, the conductivity remains stable and is directly linked to the ions concentration, and particularly K+.
In VW method, as presented in Fig. 6, the rinsing liquid (desalinated water) passes through a thermostatic bath at 80°C before going inside the heat exchanger. Then the rinsing liquid is collected into a polyethylene reservoir which is unique for each test. After 24 h of circulating test, the whole system is emptied in the reservoir and cooled naturally to room temperature. The main disadvantage of this cleaning method is its duration and that the system is not submitted to some pressure to allow collecting “sticky” residue present on internal surfaces.
In MBN method (see Fig. 7), the heat exchanger is completely filled up with demineralized water and an expansion reservoir is put on it to collect liquid in case of volume expansion during the test. It is useful to have a small hole on the top of the reservoir so that the test is performed at ambient pressure. This complete assembly is put in an oven at 80°C for 20 h.

MBN test method for exchanger cleaning to collect flux residue
The main disadvantage of this method is that there is no circulation of the rinsing liquid, this is less efficient, because complex internal surfaces cannot be reached.
The main advantage of Valeo method is to standardize the residual flux quantification method for CAB heat exchangers. It enables to compare different technologies and different products, without taking into account which customer the product is dedicated to.
3 Measuring Methods
After cleaning procedure, a sample of rinsing solution is collected. Generally the sampling corresponds to 250 ml of rinsing solution. According to methods used and presented in Table 3, potassium is determined by ICPFootnote 3 and fluoride is determined by ICFootnote 4.
Both assumptions are made:
-
the value of flux residue is well below the flux solubility limit (around 4 g/l)
-
post brazed flux residue are made of 85 % KAlF4 and 15 % K3AlF6
The main choice done to measure internal flux residue is to determine the K+ content into the rinsing solution and then to approach the value of flux residue. It is not recommended to use the fluorides concentration to estimate the residual flux level in the heat exchanger, due to the fact that this element is not completely dissociated in water. In general it forms some complexes that hide the presence of some fluorides. By this fact, the analysis of the rinsing water does not show the real concentration of this element.
4 Flux Deposit Processes
Valeo uses different processes to deposit the flux linked to history of heater cores and improvements done on new product or process developments:
-
Dipping process: Parts are assembled and totally dip into flux slurry at a determined percentage of dry flux. The process is presented in the Fig. 8. After dipping, parts are blown to control flux residues quantity on the core and then dried in an oven to remove water. The main advantages of this process is to access to complex surfaces.
Fig. 8. 
Dipping process to apply flux in and on exchangers
-
Spraying process: Assembled parts or components go under a shower of flux slurry at a determined percentage of dry flux. At the end of the process, parts are heated to be dried and to remove completely water. An example of spraying process is presented in Fig. 9. The main advantage of this process is to reach hidden areas and the application is easy to set up.
Fig. 9. 
Spraying process to apply flux on external surfaces of exchangers
-
Paint fluxing process: Flux is put down in a liquid format on components through nozzles by spray technique. The process is presented on the Fig. 10. The solution is composed of water, flux and a binder with organic additives to insure the viscosity of the liquid. After paint fluxing, parts are dried in an oven (continuously process) to evaporate water. It enables to have parts which are easy to handle as flux is well fixed on the surface thanks to the binder.
Fig. 10. 
Paint fluxing process mainly used for components before heat exchangers assembly
-
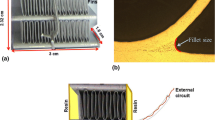
In situ fluxing process: Flux is put down in a paste format (flux with solvent basis) on components with a wheel by rolling deposit. As it is presented in Fig. 11, the wheel under the aluminium coil in U tube shape is dipped in the flux paste and by rolling and advance of the aluminium coil, the flux is deposited on the aluminium tube and forms a “flux ribbon”. This process enables to apply flux where it is necessary (areas to braze). After the deposit, there is a natural drying at ambient temperature to let the solvent evaporate.
Fig. 11. 
In situ fluxing process on TAHC (TAHC: Thin Aluminium Heater Core) tube




5 Results
First results presented in Table 4 show K+ and F− content obtained on two standard products: CORIONFootnote 5 heater core (manufactured since 1999) and TAHC (manufactured since 2005). Fluxing process for CORION is dipping. For TAHC different fluxing processes are used: in situ for the tube, paint fluxing for the header and spraying for the external surface. K+ is evaluated according to Valeo method and F− is evaluated according to VW method.
For both products, the specification is not respected. That is the reason why improvements have been done on TAHC serial process by decreasing the rate of internal flux in the tube. These new results are presented on the Table 5.
Another way to estimate the internal flux residue is to measure directly the internal quantity of dry flux present in the tube and before assembly and brazing (this simple test is performed by scratching and weighing). Several measurements have been done on tubes according to different ratios of flux in solvent and the results average is presented in the Fig. 12.

Dry flux density related to ratio of flux present in the solvent (flux slurry)
On the curve, it is clearly obvious that the point at 14 % is not stable. This ratio is not mastered on the tube manufacturing machine. If this point is removed, the curve changes and a linear relationship between dry flux density and ratio of flux deposit is obtained with a correlation coefficient of 0,9986 as it is presented on Fig. 13.

Dry flux density related to ratio of flux present in the solvent without point at 14 %
6 Discussion
In addition to measurements of internal flux residual, of dry flux density, mechanical tests and brazing quality of heater cores have been evaluated according to Valeo functional specifications. For metallographic analysis, brazing quality is conform for 38 % of flux in solvent and for 18 ± 2 % of flux in solvent. For mechanical resistance, evaluated with burst test and cycled pressure test, both of these flux ratios are conform.
The improvement way in this article is clearly dedicated to the internal fluxing process. Different studies, made in this domain, have shown that the external fluxing contributed only for 10 % of the internal flux residue; the other 90 % come from internal flux deposit.
7 Conclusion
The main advantage of Valeo cleaning and measuring method to evaluate the internal flux residue is to propose a common method for all heat exchangers and all technologies. By measuring the potassium rate instead of fluoride rate, the real level of internal flux residue can be reached Moreover the method is independent from customer functional specifications. It enables to compare all products between them and to determine improvements done at process level.
According to different results presented, Valeo has made the choice to decrease the flux ratio in tubes from 38 % in solvent to 18 ± 2 %. This new ratio enables to be in conformity with the request of one of the most demanding customers for the internal flux residue; this ratio is also mastered by the process and evaluated for all other characteristics of the product.
This study will be continued by the establishment of a relationship between the dry flux density present in the tube and the real internal flux residue present in heater cores and measured according to Valeo method PDTNVX15029. As the reaction between flux and aluminium surface is more physical than chemical during brazing process, all flux deposits on the aluminium surface, will be present after brazing as flux residues. So far the results are not numerous enough to be presented.
The next process improvement way is the study of fluxes with a low solubility in water. The first difficulty of this solution is the application of such flux, as water is the main vehicle of the flux deposit. The expected advantage is to obtain less dissociation of the flux in the water/coolant to avoid reactions between flux residue and coolant and warranty returns.
Notes
- 1.
CAB (Controlled Atmosphere Brazing) will be used in the rest of the document.
- 2.
SEM (Scanning Electron Microscope) will be used in the rest of the document.
- 3.
ICP: Inductively Coupled Plasma, method used to measure element concentration in liquid with optical spectrometry or mass spectrometry detector. [6].
- 4.
IC: Ion Chromatography [7].
- 5.
CORION: Cross counter flow One row Return Integrated One shot Nocolok®.
References
Gray, A.: Influence of Residual Flux Level on the Corrosion Behavior of CAB Alloys (2001)
Lanceleur, J.: Internal test report: 14WR074-LM1480 bis_TAHC-MQB (2014)
Zaldivar, G.: Flux Residues Evaluation on CAB Aluminum Heat, PDTNVX15029 (2015)
Brüschke, Günzl, Götz: Cleanliness Requirements for Components that Convey Coolant, VW01137 (2014). Strassmann: Residual Foreign Matter in the Heat Exchanger, PV 3678 (2010)
Hesse: Determination of the Flux Content Readily Soluble in Water in Brazed Heat Exchangers Made of Aluminum Materials, MBN 10479 (2014)
Water Quality – Determination of Selected Elements by Inductively Coupled Plasma Optical Emission Spectrometry (ICP-OES), ISO 11885 (2009)
Qualité de l’eau - Dosage des anions dissous par chromatographie des ions en phase liquide - Partie 1 : dosage du bromure, chlorure, fluorure, nitrate, nitrite, phosphate et sulfate, NF EN ISO 10304-1 (2009)
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2017 Springer International Publishing Switzerland
About this paper
Cite this paper
Bourgeais, H., Demarcq, C. (2017). Cleaning Methods for Flux Pollution Measurement in Automotive Coolant Loop Components. In: Chiru, A., Ispas, N. (eds) CONAT 2016 International Congress of Automotive and Transport Engineering. CONAT 2016. Springer, Cham. https://doi.org/10.1007/978-3-319-45447-4_66
Download citation
DOI: https://doi.org/10.1007/978-3-319-45447-4_66
Published:
Publisher Name: Springer, Cham
Print ISBN: 978-3-319-45446-7
Online ISBN: 978-3-319-45447-4
eBook Packages: EngineeringEngineering (R0)