
Abstract
Like many structural materials, titanium alloys have complex multiscale hierarchical structures that enabled a variety of mechanical properties. The elastic modulus, strength, ductility, fatigue, and creep behavior may depend strongly on the multiscale structures, from the bonding between atoms, to microstructures up to grain level, and their texture. However, their interdependences are usually not straightforward and sometimes not easy to reveal solely by experiments. Multiscale modeling and simulation in the last two decades have promoted the understanding of various aspects of titanium alloys. The progresses range from electronic structural calculation of alloying effects on modulus, strength, ductility, creep and oxidation, etc., to the ordering behavior in intermetallic phases and interaction between alloying elements and dislocation or twinning; atomic simulations of dislocation interaction and point defect formation, deformation and fracture mechanisms of polycrystalline titanium with grain boundaries of different nature under various stress; phase transformation and microstructure evolution under different conditions, and the effects of internal and external factors on the microstructure evolution and mechanical behavior of titanium alloys; finally FEM type simulations to optimize the thermo-mechanical processing, such as rolling and canned extrusion, etc. In spite of the increasing capabilities of multiscale materials modeling and simulation, many challenges still exist, and further seamless interdisciplinary collaborations among materials scientists, system designers, and industry production sections are needed to solve the grand challenge of the overall optimization of the titanium alloys for specific applications.
Access provided by Autonomous University of Puebla. Download reference work entry PDF
Similar content being viewed by others

1 Introduction
Titanium alloys are widely used in aero-space and chemical industry mainly owing to their high strength, low density and good corrosion resistance, and applied recently as human implant, due to their good biological and mechanical compatibility with human bones. Pure titanium melts at 1670 °C, and has a solid-state phase transformation at 882 °C, above which it stabilizes as β phase with bcc structure, while below as α phase with hcp structure. Adding alloying elements can alter this transformation temperature, and cause other phases with different crystal structures to form. Very different microstructures can be obtained by changing alloy composition, heat treatment, and thermomechanical treatment schemes (Leyens and Peters 2003; Lütjering and Williams 2007).
Traditionally, titanium alloys are classified into three groups, namely, α, β and α + β alloys, depending on the main phases present in the alloys (Lütjering and Williams 2007); later, intermetallic alloys were introduced. Each type of alloys has their field of application according to their specific properties. For example, pure titanium and α alloys with minor alloying are usually used as corrosion resistant alloy, for chemical reaction chamber, pipe, valve and pump, etc., while β alloys, containing β stabilizing elements, are used in situation such as critical structural components in aircraft where high strength and toughness are required or as bio-implant materials requiring low elastic modulus to improve the stress transfer to bone (Zhao et al. 2006), while some near α alloys can work continuously up to 600 °C and can be used in jet engines (Banerjee and Williams 2013).
Above 600 °C, conventional disordered alloys cannot work for long anymore, and alloys based on ordered intermetallic compound such as TiAl, Ti3Al, or Ti2AlNb may be used (Leyens and Peters 2003). By adding large amount of Al, the compound formed becomes even lighter than conventional titanium alloy, in addition to increasing their working temperature, and is very attractive for improving the efficiency of jet engine, especially the γ-TiAl-based alloy (density: ∼4 g/cm3), allowing for making components rotating at higher speed in jet engine, and even working up to 700 °C or higher (Appel et al. 2011). However, these ordered phases are usually brittle and difficult to fabricate. Various studies have been carried out to improve their different properties in the last 20 years (Kim 1998; Appel et al. 2011; Clemens and Mayer 2013; Yang 2015a).
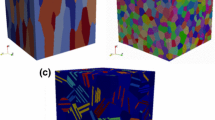
Similar to steels and many other structural materials, the properties of titanium alloys depend strongly on their multiscale microstructures. These hierarchical structures mainly result from the rich phase transformations in this system with various stable and metastable phases (Fig. 1a) during different thermo-mechanical processing. Multielement additions may cause more phases or even amorphous phase to form, making available very large room for microstructure and properties adjustment, especially for components obtained through thermo-mechanical processing route (Banerjee and Williams 2013). At the same time, the fine details of the hierarchical microstructures formed by the multistep deformation/transformation depend sensitively on the composition and hot working condition (Fig. 1b, c) (Leyens and Peters 2003) and are not easily characterized and related to the processing parameters in each step of high temperature deformation and heat treatment. Due to the lack of scientific understanding of each subprocess, a very good control over all the properties cannot be done rationally and can only be realized largely according to experience of engineers.

(a) Schematic pseudo-binary phase diagram showing some metastable phases for alloys containing β stabilizers (Lütjering and Williams 2007). (b) and (c) Typical microstructure of titanium alloys: bimodal (TIMETAL 834) and lamellar (TIMETAL 1100), respectively, formed from different processing routes (Leyens and Peters 2003)
For ordered intermetallic compounds, it was shown in very early days that some high temperature properties are superior compared to conventional alloys, and the strength of certain compounds increases with temperature, hence suggesting higher service temperature. Some aluminides like Ni3Al and TiAl have high strength and stiffness retention at high temperature and are lighter compared to their disordered counterpart, therefore ideal for high temperature rotating components in jet engines. For this reason, intensive investigations had been carried out; however, lack of room temperature ductility and low toughness, a general feature of intermetallics, made it difficult for system designers to accept them. After many years of work, the intermetallics community reached the conclusion in 1960 that this type of materials is not suitable for structural applications (Westbrook 1960). In 1980s, it was found that the poor room temperature ductility of Ni3Al is not its intrinsic property, and grain boundary detachment due to hydrogen from water in moisture is the root cause of fracture. This discovery led to a period of concentrated research in intermetallic compounds. After several decades of effort, the TiAl intermetallic alloy has been used successfully in jet engine, e.g., on GEnx as low pressure turbine (LPT) blades (Kim and Kim 2018), each engine reducing ∼200 pounds. The successful insertion signified only the first step in overcoming many challenges facing the application of intermetallic alloys, and integrated study combining multiscale simulations and advanced characterization is needed for the rational design and optimization of new alloys. In the following, examples of the progress of computational studies will be given, and the prospective and challenges discussed.
2 Recent Approaches for Computational Design of Titanium-Based Alloys
Despite the great achievements in R&D of titanium alloys in the last 60 years, there is no straight forward way to design new alloys, and it takes 20 years or more to develop a new alloy for jet engine application. With the rapid progress of the computing technology in the last 30 years, multiscale modeling and simulation have been carried out extensively for many alloy systems. For alloy for specific application, identifying the bottleneck in each case and finding ways to overcome it utilizing multiscale simulation is an effective strategy to lower cost and accelerate development process.
In searching new alloys, first principles calculation can be a critical step in screening elements for property improvements, while for alloy optimization, analyzing limiting properties and process bottlenecks, identifying influencing factors, and utilizing multiscale simulations to reveal hidden mechanisms is crucial. For conventional titanium alloys, how the multiscale microstructures arise during the long history of component fabrication and what their contribution is to each of the properties are not clear, while for intermetallic alloys such as TiAl, their poor deformability and long-term stability during high temperature service need further understanding. These problems need computational studies from electronic to macroscale, from fundamental defect properties, e.g., point defect, dislocation and twinning, to their contribution to comprehensive mechanical properties, e.g., strength, fatigue and creep. Phase stability, atomic ordering, point defect interaction, and various alloying effects are calculated on the electronic scale (Xu et al. 1997a; Song et al. 1999; Hu et al. 2001, 2003; Li et al. 2011), using simulation method mostly based on density functional theory, such as CASTEP (Clark et al. 2005), VASP (Hafner 2008) with plane wave basis, SIESTA (Soler et al. 2002), or DVM (Yang et al. 1993) using localized atomic basis. The recent high throughput computation following the emergence of ICME and MGI may greatly accelerate the materials simulation and analysis and promote alloying element selection (Curtarolo et al. 2012; Christodoulou 2013; Kubel 2013). The deformation mechanisms including dislocation and twinning properties have been studied with atomistic simulations (Wooding et al. 1995; Xu et al. 2008a; Girshick et al. 1998; Hu et al. 2001, 2004, 2014; Li et al. 2011; Ghazisaeidi and Trinkle 2012, 2014; Wang et al. 2014b; Clouet et al. 2015; He et al. 2018), e.g., molecular dynamics (MD). Phase transformation and microstructure evolution have been studied with mesoscale simulations, such as phase field (PF) and cellular automata (CA), often with help from atomistic simulation for input (Chen 2002, 2014; Trinkle et al. 2003; Hennig et al. 2005, 2008; Teng et al. 2012; Shi et al. 2014, 2015). Thermo-mechanical processing involving hot deformation and transformation has been studied with macroscale simulations (Manonukul and Dunne 2004; Dunne et al. 2007a, b, c, 2012; Dunne and Rugg 2008; Anahid and Ghosh 2013; Ghosh and Anahid 2013b; Ghosh and Chakraborty 2013a), e.g., finite element method (FEM) and crystal-plasticity finite element method (CPFEM). Thermo-dynamic phase diagram and kinetic calculation also play important roles in different stages of development, using ThermoCalc, Pandat, etc. It is worth noting that owing to the complex microstructure of titanium-based alloys, their behaviors usually depend on subprocesses on several different scales; hence, these results should always be incorporated with results on other scales for correct understanding. Nevertheless, it has been observed that multiscale modeling plays increasingly important roles in the development of titanium-based alloys, and these will be exemplified in the following (Hennig et al. 2005; Raabe et al. 2007; Ghosh and Anahid 2013b; Clouet et al. 2015; Yu et al. 2015; Appel et al. 2016).
3 First Principles Prediction of Alloying Effects for Composition Design
Most properties of materials have their electronic origin, some with direct relevance, e.g., stability and elastic modulus of phases are related to energy and its second derivative, respectively, so that they are predictable by electronic structure calculation, while others may depend on structures at multiple scales, such as strength, toughness, ductility, and fatigue resistance, with indirect link via some elementary process, such as dislocation, twinning, or grain boundary sliding. In such case, multiscale simulations are needed for thorough understanding.
3.1 Electronic Structure Calculation for Alloying Selection
Before large-scale calculation of electronic structure was available, predicting the formation of phases was difficult for multielement alloys. Certain experience-based model was developed, e.g., Mo- or Al-equivalent was calculated according to the concentration of alloying additions and the resulting change rate of the phase transformation temperature, and criteria were established for phase stability estimation. However, sometimes the summation rule does not work well for multicomponent alloys. One early example considering electronic factor was to control strictly the precipitation of Ti3X phase in titanium alloys (to achieve balance between long-term microstructure stability and high temperature strength) using the electron concentration criterion but with experimentally determined valance electron number (Li et al. 1984).
For titanium alloys working at high temperature as rotating components in jet engines, once the balance of microstructure stability and hot strength has been achieved, high temperature creep during long-term service may arise as a major problem. It was recognized that high temperature diffusion may be the main cause of creep under relatively low stress, and the interaction between vacancies and alloying atoms is related to diffusion. However, this interaction is not measurable experimentally. First-principles calculations have been carried out to investigate the interactions between vacancies and alloying elements (Hu et al. 2001) (Fig. 2). Analysis shows alloying elements attractive to vacancy may reduce the diffusion rate, while those repulsive or noninteractive with vacancies, such as Fe, Co, or Ni, diffuse much faster and need to be restricted. The calculated interaction energy variation corresponds well with diffusion rate and creep measurements. This can be used as a guideline for alloying element selection for creep resistance design. These efforts led to the successful design of Ti55, a titanium alloy for applications upto 550 °C (Guan et al. 1998), and Ti60 at 600 °C and beyond (Wang et al. 2014d).

Interaction energies between solutes and vacancy in α-Ti, where positive interaction means repulsive to vacancy, and negative attractive (Hu et al. 2001)
Oxidation may become a major concern as temperature increases further. Since Ti is very reactive, once a TiO2 layer is formed, it is very stable at low temperature either in air or in water, even seawater. At high temperature however, the TiO2 layer becomes no longer protective, a layer of Al2O3 may provide better protection to the titanium alloy underneath. The oxidation resistance of these oxides depends on both defect structure in the oxidation layer and the bonding of the layer with matrix, and a detailed understanding needs electronic calculation of the bonding and defect properties (Wang et al. 2015; Chap. 4, “Titania and Its Outstanding Properties: Insights from First Principles Calculations”).
Early exploration of electronic scale calculation has been utilized in other titanium alloys, such as for anticorrosion design with calculated bond order and energy level of d electrons for alloying elements selection (Morishita et al. 1991). First-principles calculation has also been carried out to predict the alloying effects on elastic modulus, which has promoted the design of low modulus titanium alloys for bio-implants and other applications (Song et al. 1999; Hao et al. 2007). Twin-associated boundaries were systematically investigated in a series of hexagonal metals including Ti, with energy and solubility calculated for different types of interfaces under different stress (Fig. 3) (Kumar et al. 2015). Recent high-throughput computation carried out to investigate the alloying effects on the energy trend of stacking fault of various types in Ti system with a view of understanding the strengthening effect in some engineering alloys (Wang et al. 2018). Apart from the major elements, Al, V, Nb, Zr, Mo, Sn, etc., which are mostly substitutional in lattice, some interstitial elements, e.g., O, C, N or B, are either alloyed or exist as impurities. It was found that despite their limited concentration, some impurities may have stronger effect than the major elements, such as higher hardening rate or weakening effect, but the reason remains unclear. The strong hardening effects have been clarified recently by combination of advanced characterization and first-principles calculation of the interaction between interstitial atoms O and dislocations (Yu et al. 2015). It can be expected that deeper understanding will be achieved via close collaboration between first-principles calculation and experiments, for other elements as well.

Variation in excess energy of the simulation cell as a function of δ for six metals: (a) (1011) twin boundary; (b) (1013) twin boundary (Kumar et al. 2015)
3.2 The Ordering Behavior in Intermetallic Alloys
Above 600 °C, conventional disordered titanium alloys are not capable of long time service, and ordered intermetallic phase such as α2 and γ phases can be introduced either as strengthening phase or as matrix to increase the working temperature further to 650 °C or even 900 °C. The ordering status in intermetallics has important effects on many properties like electric, magnetic, and mechanical properties via different mechanisms, such as affecting dislocation dissociation or twinning tendency. For the temperature dependence of ordering, a self-consistent scheme based on first-principles calculation and statistical mechanics was proposed to evaluate the point defect concentration and order-disorder transformation temperature in binary intermetallics (Hu et al. 2004). The dependence of defect concentration and ordering status of multielement compounds needs both new model and accurate defect energy.
Although intermetallic compounds have many advantages at high temperature, most of them are very brittle, partly due to the partially covalent bonding between atoms. Various alloying elements were added in order to improve the room temperature ductility and other properties, but a detailed understanding relies on electronic structure calculations that require information of atomic position. The site occupation of alloying elements in ordered intermetallic compounds TiNi, TiAl, and Ti3Al, etc., was studied on the basis of the bond order or binding energy of alloying elements with matrix (Xu et al. 1997a, b). A new method was proposed to predict the site occupation behavior of alloying elements in ordered phases, where two straight lines were used in the diagram to separate the alloying behavior into three regions (Fig. 4). For elements lying between the two lines, the site occupation is composition dependent and therefore may be adjusted. This dependence has been observed experimentally by ALCHEMI measurement (Tadaki et al. 1995; Hao et al. 1999).

Site occupation diagram in Ti3Al. The elements above and below the lines occupy Al and Ti sites, respectively; the occupancy of those in between the lines depends on alloy composition (Xu et al. 1997a)
Due to different ordering tendencies, the elements may have “site competition” between them, and the lattice may have a “stepped ordering” behavior, as more alloying elements were introduced (Xu et al. 1997a, b). These new findings can be utilized in fine-tuning the mechanical or other properties of intermetallic alloys.
4 Atomistic Simulation of Deformation Mechanisms
Atomic-scale simulation has become a powerful tool to study atomic processes between electronic and mesoscale simulations. In metals and alloys, point defect, dislocation, twinning, grain and phase boundary behavior are investigated with atomic-scale simulations in order to understand corresponding mechanical properties. In titanium alloys, despite their strong anisotropy and complex microstructure, atomic-scale simulations have been extensively used in modeling various defects, to reveal the detailed deformation and fracture mechanisms under different conditions. For titanium alloys in jet engines, fatigue resistance is critical and is the most difficult to understand, especially for dwell fatigue, which often results in large scattering of fatigue life, while for TiAl alloys, its brittleness and long-term microstructure stability are both important. How defects accumulate and fatigue damage proceeds in materials finally causing crack and fracture is a challenging problem, which could not be solved solely by experimental observation, partly because crack nucleation is often subsurface, and the crack embryo is very small. Various deformation mechanisms, formation and interaction among defects, and transformation mechanisms had been revealed with atomic resolution.
4.1 Dislocation Structure and Dipole Transformation in Titanium and TiAl
Dislocations are the most important plastic deformation carrier in metals and alloys. To model single dislocations, the key is the reproduction of correct core structures. This requires a good description of the interactions between atoms, i.e., interatomic potential, and a proper simulation box either large enough or with carefully designed size and shape to minimize the influence of image dislocations (Cai et al. 2000). For instance, with modified embedded-atom method (EAM) (Ghazisaeidi and Trinkle 2012) and mean-field EAM (Liu et al. 2014) interatomic potentials, respectively, the core structures of screw dislocations in α-titanium and of edge dislocations in β-titanium are studied. Qualitative agreement is achieved with ab initio calculations on the core configurations (Fig. 5a), whereas detailed atomic structures depend on potential, e.g., the dislocation dissociates on the basal plane according to the stacking fault energy predicted by the potential. With ab initio calculations, dislocation cores in Ti and Zr were modeled and different glide behaviors were observed (Clouet et al. 2015), which explains the locking and easy glide in Ti and Zr, respectively (Fig. 5b).

There has been extensive work on modeling dislocations in titanium aluminides (Simmons et al. 1997; Panova and Farkas 1998; Porizek et al. 2003; Woodward and Rao 2004; Katzarov et al. 2007; Xu et al. 2014). The bond-order potential was employed to study the glide behavior of 1/2[<110] ordinary dislocations. The MD simulation using an EAM potential found the asymmetric core configurations and motion of <011] superdislocations, and the core structure depends sensitively on dislocation characteristics (Xu et al. 2014). Relevant work on multicomponent titanium alloys has been rare. In particular, a 4-element potential was constructed using mean field concept (Liu et al. 2014) and was able to obtain dislocation cores in a β-type titanium alloy, Ti2448 (Hao et al. 2007).
Dislocation interaction of various types such as dipolar or forest interaction is crucial for the understanding of strength and hardening of metals, while dislocation dipole annihilation is the most important processes during fatigue. It was found 40 years ago that dislocation density saturates as fatigue proceeds, leading people to consider that the dipolar dislocation within a certain height disappeared completely after annihilation (Essmann and Mughrabi 1979). Simulations show that dipoles can form through the meeting of parallel dislocations with opposite Burgers vectors or the motion of jogged screw dislocations under single or multiple slip, or even form homogeneously if the lattice was sheared strongly (Veyssiere et al. 2009; Xu et al. 2009). It was also shown that dipoles may weaken the lattice, and the lattice strength decreases as the density of dipoles increases, therefore causing the lattice to crack easily (Gu et al. 2010). The behavior of nonscrew dislocation dipoles in a series of metallic systems has been systematically investigated (Wang et al. 2008a, 2009c, 2013a, 2014b). In titanium (Wang et al. 2014b) and TiAl (Wang et al. 2013a), narrow dipoles were found to transform into individual defects, producing debris depending on dipole height, orientation, and temperature. Reconstructed configurations are formed at low temperature, while vacancy clusters, stacking fault tetrahedra, and vacancy or interstitial type loops may form at high temperature (Fig. 6). An SFT formation mechanism from deformation was proposed on the basis of atomistic simulation and later observed experimentally (Wang et al. 2011c, b, d, 2013c). Employing saddle-point search methods, activation energies of the atomic processes therein are obtained and the lifetime of the above by-products is estimated, showing the extreme stability of certain clusters and loops on the experimental timescale (He et al. 2018). Such point defects may interact with dislocations hindering their motion and form a basis for work-hardening and crack nucleation during monotonic deformation and fatigue. For defects on the surface, they may have a stronger impact on the deformation and fracture compared with internal ones of similar size. Depending on the defect shape, location, and orientation, they may serve as the nucleation site for dislocation, twinning, or crack (Wu et al. 2016).

[111] projection of vacancy dipoles after 1700 K-aging for 1 ns in TiAl, with orientation from 30° to 90° and heights of 1d to 4d. Initial orientations are indicated with arrows in the first line. (Wang et al. 2013a)
4.2 Deformation Twinning in Pure Ti and TiAl
Due to the limited slip systems in α-Ti and TiAl, twinning becomes important to accommodate plastic deformation. Despite the extensive investigations on twinning in Mg and Zr, there have been relatively few modeling investigations on Ti on the atomic scale (Serra and Bacon 1986; Oberson et al. 2011; Wang et al. 2011f, 2013b, 2014c; Li et al. 2012; Ren et al. 2014; Zong et al. 2014). High throughput MD simulations have been carried out for different type of interfaces under various loads, in search for possible new mechanism to increase the deformability of these systems. For TiAl, shear deformation under different pressure was simulated. It was found the pseudo-twinning shear deformation mechanisms are sensitive to the hydrostatic pressure under which shear is imposed. Under hydrostatic tension, true twin can still proceeds in TiAl with L10 structure even when sheared along pseudo-twining directions, by a new mechanism involving the movement of 5 partials on two nearby slip plane (Fig. 7), while under compression, the same shear produces a pseudo-twin with an L11 structure (Xu et al. 2008a). First principles calculations show that some elements such as Nb, Ta may promote the L11 pseudo-twinning during deformation and therefore may shed some light on increasing the ductility of TiAl alloys (Xu et al. 2008b).

A new twin growth model in TiAl through a five-step process involving the synchro-shear of two atomic layers by a pesudotwinning shear (Xu et al. 2008a)
It should be noted that the pressure effect is very difficult to examine experimentally, especially during dynamic loading, while MD simulation is especially good for that. In fact, historically it is believed that twin is mainly formed under pressure, because it is often observed in the explosive impacted samples. Our MD simulation in Mo shows that tension prefers twin formation, and the impacted sample may form twin during the tension period, as evidenced by the fact that twins are often observed around the hole formed in laser impacted sample, and more twins were observed often in tension samples at the position that breaks the last (Xu et al. 2004).
4.3 Grain Boundary-Mediated Deformation in Ti
Critical components in aircraft or jet engine are mostly wrought processed with complex microstructure, where dislocation-grain boundary (GB) interaction is crucial in determining their mechanical properties, especially in the case of fatigue (Leyens and Peters 2003). Atomic scale information of dislocation-GB interaction not only provides penetrating understanding of plastic behaviors but also helps to establish constitutive models, thus contributing to the elucidation of relevant property dependence. Especially in a series of α-titanium alloys, previous experiments and phenomenological simulations indicated that dislocation-GB interaction has potential, however, unclarified, importance during fatigue (Dunne et al. 2012).
Employing a bicrystal model with soft-hard orientation, the behavior of different grain boundary (GB) interaction with dislocations is systematically investigated (Wang et al. 2012, 2016a). Depending on the GB orientation and the loading direction, yielding initiates through grain boundary cracking, dislocation emission, or grain protrusion (Fig. 8). The residual dislocation weakens the GB and the critical stress is found sensitive to the loading direction. The largest orientation sensitivity occurs when GB plane is parallel to the c-axes of both grains. A new plastic deformation mode is identified, which produces grain protrusion from the soft to the hard grain through lattice reorientation, and provides relatively large tensile strain of 8.3% with activation energy of 0.04 eV/atom. Lattice analysis shows that the protruded part has a special twin relation with the matrix grain. High throughput computations are carried out to search for the alloying element, which may benefit this new twinning mechanism (Zhou et al. 2018).

Yielding behavior for different GB-dislocation interactions under loading in various directions (Wang et al. 2016a)
The atomic mechanism revealed through the atomic simulation may shed some light on improving the properties of the titanium-based alloys.
5 Mesoscale Simulation of Microstructure Evolution Under Various Conditions
The mechanical properties of titanium alloys such as strength, stiffness, fatigue and damage tolerance depend largely on their microstructures. Various microstructures can be obtained from heat treatment or thermo-mechanical processing. Accurate prediction and control of microstructure are of great importance for achieving outstanding mechanical properties (Banerjee and Williams 2013). However, the relations among the microstructure, processing, and performance are not clear, even the description of the multiscale hierarchical structure is not simple. On the simulation, alongside the rapid development of computational power in the last 20 years, many mesoscale methods have been developed, such as CA (Ding and Guo 2002; Pourian et al. 2015), Monte Carlo (MC) (Zhang et al. 2012; Tan et al. 2017), phase field (PF) (Chen 2002; Steinbach 2013), CPFEM (Raabe and Roters 2004; Roters et al. 2010) and level set (LS), smoothing modeling (Park et al. 2014) (Vermaak et al. 2014; Xu et al. 2015), and have been successfully utilized to simulate microstructural evolution under different conditions. These models and simulations have been able to characterize microstructure, reveal mechanism of complex microstructural evolution during thermo-mechanical processing, and have promoted microstructure design for certain application and accelerated the optimization of titanium alloys, some of which are exemplified below.
5.1 Microstructure Evolution During Heat-Treatment
Rich microstructure can be obtained in titanium alloys by solid-state transformation during heat-treatment. In order to understand how various microstructures form, the influence of several factors such as interfacial energy, elastic strain energy, chemical driving forces, and the interplay among these factors are analyzed based on phase field and other simulations.
The β to α transformation is the main transformation in titanium alloys most microstructures rely on; however, because the lattice change and diffusion occur jointly, it is not clear how the transformations happen under different conditions. Systematic simulations were carried out in the last decade for understanding and design such transformations. The nucleation of precipitates was found to depend on interfacial energy, elastic strain energy, and chemical driving force. Elastic interaction determined by the lattice parameters of the two phases was identified as the major controlling factor of forming the lath shape during β to α transformation. Figure 9 shows the microstructure formed and phase evolution during the martensitic transformation in Ti alloys, calculated with the newly developed generic phase-field model for displacive-type transformations in polycrystals under different condition (Heo and Chen 2014a).

(a) Microstructures of Ti alloy for two misfit strain relaxation with different elastic anisotropy. (b–e) Evolution of β fraction with different q and Az (Heo and Chen 2014a)
The microstructure of titanium alloys depends not only on the fraction of the two main phases, α and β, but also on the transformation path. α may form directly from β phase, or from defect mediated nucleation, or by some intermediate phases, such as α″ martensite and metastable ω phase, or from concentration modulation by prior-ω phase, or even spinodal decomposition. The detailed path chosen and microstructure formation process can only be observed through simulation considering these factors (Ni and Khachaturyan 2009; Nag et al. 2012; Shi et al. 2016) (Heo et al. 2014b).
Thermodynamic data are crucial for microstructure simulation and phase equilibrium estimation. If we could consider kinetics further, unconventional kinetic pathways can be predicted, based on systematic analysis of phase transformation in multicomponent alloy, such as pseudospinodal decomposition involving both displacive transformation and long-range diffusion. Such pathways may lead to different microstructure under different treatment (Ji et al. 2016). Transformation strain not only affects the microstructure and mechanical properties but also has a strong impact on many functional properties such as electric conductivity, magnetic moment, and even multiferrous behavior coupling electro-magnetic and mechanical strain, with special strain stabilized domain structure and certain properties, which may results in components with different functions (Hu et al. 2013).
Another important alloy type of interest is the γ-TiAl-based ordered intermetallics (recently named gammalloy). Extensive studies were carried out to control their microstructure and improve their ductility for aero-space applications (Kim and Kim 2018). Different commercial alloys were developed for various components including turbine blade for jet engine and exhaust valve for car engine. The lamellar structure has good strength and toughness at ambient temperature, but the long-term stability of the lamellar structure during service is a concern for components such as turbine blades. The high density of interface in lamellar structure increased the energy of the structure. During high-temperature service, it may transform to bulk structure with lower energy, and then the properties from the lamellar structure will be degraded and the blade may become extremely brittle and weak. Recently, it is recognized that lamellae with high density of interfaces with lower energy may be a good choice. Twin boundary is such an interface with much lower energy compared with others; therefore, lamellar structure containing high fraction of twin boundary will benefit long-term stability. In this context, the effects of several factors on twin boundary fraction in lamellar TiAl were studied by phase-field simulations (Teng et al. 2012). The influences of coherency stress, interfacial energy, and undercooling on the nucleation and colony growth were analyzed. Twin boundary fraction was found to increase with increasing coherency strain energy and increasing energy difference among different types of interfaces but decrease with the increase of driving force for phase transformation (undercooling) (Fig. 10). Depending on the relative contributions of elastic strain energy, simulation found that gamma phase nucleation events could be collective, correlated, or independent. Further simulations show that external stress can also affect the twin boundary fraction strongly and could be utilized for microstructure control (Teng et al. 2015). It is expected that by detailed adjusting the above parameters, and controlling the nucleation and growth carefully, relatively stable microstructure can be achieved.

(a) The effect of elastic strain energy contributions on the microstructure at the nucleation and final stages. (b) Correlated nucleation at medium elastic energy. (c) Twin boundary probabilities as a function of the elastic energy amplitude. (d) Twin boundary probabilities as a function of chemical driving force ratio (Teng et al. 2012)
The idea above for heat-treatment route design may also be applied to other titanium alloys. In order to understand how α plate is formed, phase field model considering inhomogeneous and anisotropic elasticity was developed to study the growth of acicular precipitates observed in Widmanstätten structures under isothermal conditions (Cottura et al. 2014). When the plate-like precipitate grow large, the elastic energy anisotropy plays a key role even during diffusion-controlled process. When only one soft direction exists, stationary growth is obtained after a transient stage, while if several soft directions are in competition, sharp concomitant morphological and kinetic transitions are observed. To understand what controls texture formation, the morphology and variant selection (VS) of grain boundary allotriomorphs and Widmanstätten sideplates are investigated using 3D phase field model (Qiu et al. 2016). Quantitative analysis indicates that precipitate morphology and VS are determined by the interplay among elastic interaction between nucleating precipitates and GB dislocation networks, while growth anisotropy is determined by the relative inclination of the habit plane with respect to GB dislocations, density of nucleation sites and coalescence during growth, and spatial confinement from simultaneously nucleated neighboring variants of dissimilar types.
The recently designed ultralow modulus Ti2448 alloy has very unique mechanical properties (Hao et al. 2012): when quenched to 193 K, martensitic transformation (MT) may become a major deformation mechanisms (Zhu et al. 2017). Both crystallographic analysis and phase field simulations have revealed the diverse strain accommodating modes, especially the excellent geometrical compatibilities of twins and herringbone structures, providing the MT with great flexibility for arbitrary shape changes and defect structures generated during plastic deformation, which may have contributed to the exceptional mechanical properties of the alloy. Phase field simulations have also been used to study the effects of many other factors on the microstructure, such as sideplate formation from grain boundary in Ti-6Al-4 V alloy (Wang et al. 2009b), effect of interfacial energy anisotropy (Yang et al. 2012), and the effect of initial particle size distribution (Wang et al. 2009a). Apart from growth of precipitates, the dissolution and coarsening process were also simulated in order to gain understanding of the kinetics of these processes. These may help with the heat treatment route design (Wang et al. 2009a, 2011a).
5.2 Microstructure Evolution During Thermo-Mechanical Processing
Titanium ingots are usually broken down and deformed into various shapes through different thermo-mechanical processes, such as forging, rolling, or extrusion, into required rod, sheet, or plate. Further forming can be accomplished by isothermal forging or friction welding. These processing operations play a significant role to produce microstructure with outstanding properties. However, the whole process is long and complicated, with each step having influence on later ones, the link between microstructure and processing being not clear. With the fast progress of microstructure simulation method recently, the difficulties could be partly overcome by computer simulation.
Simulations considering the influence of certain factors separately is feasible and may be superior compared to experiment. Phase field model was developed to predict VS and microstructural evolution of α precipitates during β to α transformation (Fig. 11). It is found that the microtexture with VS is determined by the interplay between external stress and internal stress from precipitation (Shi and Wang 2013). Further simulation in polycrystalline Ti-6Al-4 V (Shi et al. 2015) found that local stresses lead to obvious VS and, under certain prestrains, polycrystalline β sample could end up with a relatively weak α texture even if it has a strong starting β phase texture. Simulation also shows that due to the strong anisotropy of α precipitates, the 2D sampling may introduce “pseudo VS,” thus when analyzing texture data, one must bear this in mind. The findings may shed some light on the control of transformation texture by thermomechanical processing.

Microstructure with VS caused by prestrain of uniaxial tension or compression (50 MPa) along [101]β (Shi and Wang 2013)
Besides PF, CA is also used for modeling microstructure evolution, e.g., to simulate the micromechanical behavior in a Ti alloy under dwell-fatigue loading (Pourian et al. 2016). Simulations show clearly the load transfer from a deformed cell to its neighbors, during cyclic loading, with hard cells experiencing higher stress until they start to deform plastically and eventually generate a crack. Although CA model is simple, it could describe high level of complexity and allow the statistical description of polycrystals by considering stress-strain transfers between neighbors. Another simplified CA model is developed to simulate the 3D local behavior of nontextured microstructures in elasticity with reasonable results compared to more sophisticated FEM (Pourian et al. 2014).
The CPFEM is an integrated theoretical framework containing micromechanical models and concepts under a unified theory of crystal plasticity. It is a powerful tool for solving mechanical events during hot working. A microstructure-sensitive fatigue study in Ti-6Al-4V and Ti-18 alloy by CPFEM (Smith et al. 2016) suggests that reduced lamellar colony sizes, α phase, and transverse texture can enhance the resistance to formation and early growth of fatigue cracks. The CPFE investigation of the micromechanical behavior of Ti-6Al-4V shows that the nanoindentation results depend sensitively on grain orientations (Han et al. 2015). The CPFE simulation of the deformation of titanium sheet under different strain shows that twinning affected significantly the anisotropies in Lankford value and work hardening under compression, and cause tension-compression asymmetries (Hama et al. 2017).
A simulation can be coupled with another to restore the thermo-mechanical progress, e.g., 3D CA-CPFE coupling (Li et al. 2016), with dynamical recrystallization (DRX) evolution built into CPFE framework that allows the investigation of isothermal compression in the β phase field. The DRX-induced reduction of slip resistance and GB migration cause a relatively large subsequent plastic deformation around GB, while small strain is found within recrystallized grains. Finally, simulation combining Monte Carlo with stochastic CPFE in a self-consistent viscoplasticity framework shows that microstructural features such as grain size distribution and crystallite orientations govern the uncertainty in the mechanical response of the polycrystalline materials (Askari et al. 2015).
Some special models are introduced to simulate the microstructure evolution during processing and service conditions. A deterministic model was established to account for the effect of initial crack size, microtextured region size, and aspect ratio on the fatigue life of titanium alloys (Pilchak 2014b). The results indicate that dwell and cyclic fatigue life depend mostly on microtextured region size and initial crack size, respectively. The creation of a process-structure-property database for dual-phase titanium alloys by a synthetic microstructure generation method and a mesh-free fast Fourier transform-based micromechanical model has been worked out (Ozturk and Rollett 2017). It is found that the response is most sensitive to α fraction and prior β texture. Increase in α fraction enhanced the tensile strength, as the α phase is harder. Increased prior β (001) texture decreases tensile strength. Microstructural evolution was modeled by LS method to explore the lath spheroidization phenomenon in α/β titanium alloy, with consideration of interface diffusion and the motion driven by curvature (Polychronopoulou et al. 2016), but since deformation was not accounted for in detail, further study is still needed. Thorough understanding may rely on further integration of new technology and simulation (Pilchak et al. 2014a).
5.3 Microstructure Evolution During Advanced Forming Processes
Many new processes emerged in the last decade, some of which may in some way be superior to conventional forming, and can replace them in certain circumstances. Powder metallurgy may produce very uniform composition since it has no solidification process causing macrosegregation, while additive manufacturing may produce original shape from draft, without mold. For some advanced forming techniques that combine high energy beam melting and solidification process in small volume, the details are difficult to reveal solely by experiments, and their microstructure evolution and defect formation are not easy to control. More complicated model considering various factors needs to be developed and implemented.
Additive manufacturing or 3D printing is an emerging technology based on computer-aided design and manufacture. It can shape complex structure quickly and overcome the limitations of traditional processes. The microstructure generated by this novel technology has been investigated by experiments, and simulated by MC, FE, and CA, or coupling of these methods. Recently, a Potts MC-based model implemented in the SPPARKS framework has been utilized to simulate melting, solidification, and microstructural evolution in the fusion and heat-affected zones of welds (Theron et al. 2017) (Fig. 12). It was shown that weld speed is a key process parameter. Together with shape parameters describing various possible pool shapes and heat-affected zones representing different heating method, it facilitated the design of many possible welding processes.

(a) Comparison between simulated and experimental microstructures along the top and (b) the bottom surface of a weld (Theron et al. 2017)
The evolution of grain structure is simulated using 3D MC model of grain growth in the heat-affected zone of CP-Ti welds (Yang et al. 2000). The calculated grain sizes for various heat inputs were comparable with the results of corresponding experiments. The mean grain size in regions equidistant from the fusion plane increased along the circumferential direction from the top surface to the weld root.
Besides these models, 3D model is proposed to analyze heat transfer and fluid flow in weld pool during electron beam freeform fabrication of Ti-6Al-4 V (Tang et al. 2014). Vigorous fluid flows were found in the front part of weld pool with thermal-capillary force as the main driving force, and frequent droplet impacting influences heat and mass transfer in the weld pool. Scanning electron beam could decrease temperature gradient and magnitude of fluid flow in the weld pool. The grain structure of Ti-6Al-4V after laser melting is explained using a new model combining 3D FE and CA validated by experiments (Dezfoli et al. 2017). The growth direction of elongated grains is controlled by heat flow direction, which is a function of laser scanning speed, and the grain size decreases with increasing laser speed.
Recently a new AM process, hybrid deposition and microrolling (HDMR), is introduced that integrates arc deposition and microrolling. A 2D CA coupling finite volume method is developed for simulating microstructure evolution including solidification and dynamic recrystallization during HDMR forming (Zhou et al. 2016). Rolling reduction was found to control the dynamic recrystallization region and size of recrystallized grains. Computational analysis was also made on linear friction welding of titanium alloys, and the effect of processing parameters evaluated (Li et al. 2010; Yang et al. 2015b). Apparently the simulation on these complicated new processes needs more efforts.
6 Finite Element Simulation for Understanding and Optimization of Forming Process
Titanium alloy components are fabricated traditionally through melt-casting, forging, rolling, extrusion, powder metallurgy, and recently additive manufacturing, and many factors should be controlled to achieve the best performance. In addition, optimizations are made to shorten processing routes, alongside performance enhancement and defect control. In order to obtain a consistent quality product at a minimal cost, various simulations are carried out for each manufacturing process in order to reduce the long and costly trial-and-error design iteration and lower the cost at production stage (Avitzur 1968; Semiatin 1984; Gegel et al. 1988; Schey 1997). FEM is the most popular technique to improve the designer’s capability to evaluate and optimize various aspects of forming process (Luo et al. 2007; Lacki et al. 2010; Wu and Zhang 2014; Wang et al. 2016b).
6.1 Development of FEM for Various Processes Simulation
Early process simulations relied on simple analytical techniques to estimate forming load, workability limits, and mold design features, then with complex analytical equations converted to charts for easy use. FEM for metal forming was introduced in early-1970, and has impacted industry since mid-1980. Due to its capability and industry demand, FEM has evolved into true 3D models, with robust functionalities since late-1980 (Kobayashi et al. 1989; Malas and Seetharaman 1992; Rowe et al. 2005), and succeeded in reducing R&D cost for various processes for titanium alloys, from vacuum arc remelting (VAR), to forming analysis for processing window control, mold design evaluation, and defect prevention.
The melting of titanium alloy is the most complicated process for simulation, an example being the most popular VAR technology. This process involves melting, liquid flow, diffusion, solidification, and electro-magnetic stirring and cooling, and cannot be solved by a single simulation; models should be established focusing on each aspect. Robust and efficient model for transient analysis of electromagnetic field, flow, heat transfer, macro-segregation, and inclusion behavior was established for the VAR process, and simulations in the last two decades have promoted effectively the development of this technology (Mitchell et al. 1991; Hernandez-Morales and Mitchell 1999; Kelkar et al. 2004; Mitchell 2005; Mitchell and Reed 2009) (Kelkar et al. 2007), see Fig. 13. Recent development of continuous casting of titanium rod and plate ingot for direct rolling may reduce significantly the cost of titanium products (Yu 2013) but is still challenging for various alloys, and simulations are strongly needed.

Simulated variation of Al concentration in Ti-6Al-4V VAR ingot with and without magnetic stirring (Kelkar et al. 2007)
After melting, ingots are broken down into large rod in the high temperature β phase field and then forged at progressingly lower temperature, mostly down to the two-phase field. A typical process for making components for aviation application needs a dozen passes of forging and rolling, and may undergo isothermal forging to final shape, and then heat-treated to desired microstructure. Shortening processing route is challenging work for production cost reduction without sacrificing performance.
For hot forming technology like extrusion, lubrication is crucial for protection of the alloys and mold, since titanium is extremely reactive at high temperature and reacts with most molds if in direct contact. A continuous film of viscous glass can be good lubricant and separator between titanium and mold; however, the viscosity control is not an easy task, due to the very high temperature gradient across the contact. The glass viscosity is too low and will leak out if temperature is too high, while it becomes hard and brittle otherwise; in such circumstances not only is the lubricant effect lost, but the product may be scratched and destroyed. FEM simulation was carried out to investigate the temperature and viscosity distribution within glass lubricant film under different extrusion condition and, based on that, lubricant was designed and successful extrusion was achieved. For the canned extrusion of TiAl, the situation becomes more complicated: apart from lubricant, a right dwell time in air is needed for the container to achieve a similar strength to that of the TiAl billet inside. FEM simulations provide key information to glass lubricant design and extrusion process, and lead to successful extrusion after only very limited number of trial (Bai et al. 2010).
6.2 Integrated Simulation for Complete Manufacturing Process Optimization
Most titanium alloy components go through a long manufacturing cycle, which typically includes melting, ingot breakdown, forging, heat-treating, welding, machining, and assembling and installation. The cast microstructure in titanium alloy ingot is usually very coarse, can be broken down through cogging, upsetting and drawing, and forged into semi-finished microstructure, and then die-forged into final products. For each step, the results of last procedure will have strong influence on the next, such as in temperature and microstructure distribution, strain or even defect state; therefore, integrated simulation of the whole process is the dream of the process design engineer. However, since the numerous details need to be considered in each step of the long and complicated process, and tremendous amount of computation is involved in each step, there is no truly integrated simulation throughout. Numerous efforts on these integrations were made in the last decades to produce software enabling the integration of two or more procedures, such as sequential forging or rolling simulation with output of the last simulation into the next as input, or integrate two or more scales, such as FEM simulation with consideration of microstructure changes. FEM simulation was carried out for forging, rolling, extrusion, casting, and powder metallurgy process, with partial consideration of integration of scales e. g., CPFEM, Yada model are used to predict microstructure during deformation, and phase field simulation of microstructure evolution considers various factors under different condition. Since a complete material flow and thermal mechanical history is important to model the behavior properly during production or during service, it is ideal to have integration of different subprocess in a group, if not in one simulation, to gain understanding of microstructure and performance evolution throughout the entire manufacturing process.
The forging of TA15 titanium alloy cylindrical ingot was investigated using 3D FEM simulation. It was found that the deformation strain at each pass influences strain distribution strongly: very small strain of each strike results in near surface deformation, while very large strain forms localized strain in the center. The deformation beneath hammer and between two hammers have opposite distribution, sometimes with the latter having much larger accumulated strain. The forging process was optimized on the basis of FEM strain analysis (Yu et al. 2010). After the ingot was forged into bars, they go through rolling passes or through extrusion into tube or rod with profiled cross-section. The rolling stress is high in the two-phase field, and the microstructures are sensitive to temperature and strain, which make the processing window narrow, and the pass design and process control difficult. Special Y-shaped roller and unique caliber are designed based on quantitative FEM analysis of the effects of each parameter on temperature and deformation characteristics within rolled bars. Continuous rolling succeeded in making the wire for fasteners with required uniform microstructure and texture.
The constitutive relations are crucial for FEM simulation, and are usually determined experimentally, using physical simulation like Gleeble thermo-mechanical simulator, which gives the stress-strain relations at different temperature and strain rate by controlled tension or compression. The flow stress-strain data should cover the whole process window of actual forming process, including temperature, strain, and strain rate at each position of the components simulated. Large extrapolation of data range usually results in unexpected error. During Gleeble test, factors introducing error should be considered carefully, including the temperature change due to heat loss into anvils and air, the friction between specimen and anvils, and the temperature rise caused by plastic deformation (Meng et al. 2018). FEM simulations on Ti60 and TiAl alloys showed that the temperature distribution in specimen is not uniform during hot compression, resulting in significant deformation inhomogeneity and unignorable error in the flow stress-strain relation, invalidating the uniform strain assumption commonly employed to extract the constitutive relation from Gleeble tests (Yu et al. 2012). Based on FEM simulations with iterative corrections, a scheme to refine the constitutive relations from Gleeble tests was proposed, through which more accurate constitutive relations can be obtained (Yu et al. 2019).
6.3 Integrated Simulation of Microstructure Evolution During Hot Processing
Currently, most FEM modeling considers only isotropic and unchanged behavior of materials. In fact, many factors can alter the material, such as recrystallization, texture formation, phase transformation, grain size evolution, precipitate size and distribution, and even damage, could all potentially affect deformation behavior (Banerjee and Williams 2013; Collins et al. 2013). Understanding the microstructure/properties evolution during thermal mechanical processing and its associated effect on mechanical properties, such as flow stress, modulus, and creep behavior, is very crucial to the model accuracy since these properties are generally the most important input to FEM analysis.
Artificial intelligence method play an increasingly important role as big data (both experimental and simulation) of titanium alloy composition/processing/microstructure/properties are accumulated. The microstructural evolution of titanium alloy under isothermal and other hot forging was predicted using artificial neural networks (ANN) and finite element (FE) simulation (Kim et al. 2009). The change in phase fraction, grain size, and dynamic globularization fraction were modeled considering various hot working conditions, based on input parameters such as initial specimen/die/environment temperature, steady-state phase fraction, and elapsed time during forging. Resulted ANN models were coupled into FE simulation, with grain size variation and a globularization model developed for hot forging, and validated on Ti-6Al-4V hot-worked under various conditions.
Apart from phase fraction, texture is also very important for mechanical properties. For example, the existence of microtexture is believed to be the root cause of the large fatigue life scattering during dwell fatigue for some titanium alloys such as Ti6242 as rotating components in jet engine (Kassner et al. 1999; Sinha et al. 2006; Rugg et al. 2007; Dunne and Rugg 2008; Germain et al. 2008; Pilchak et al. 2009; Qiu et al. 2014). The mechanism of texture evolution in TA15 sheets during hot tension along the rolling direction was investigated by both experiment and CP simulation (Zhao et al. 2017). Four main orientations in undeformed TA15 sheets were found to evolve in different ways. CPFEM simulation shows that basal slip would rotate <0001> axis off the tensile direction, while prismatic slip rotates [\( 10\overline{1}0 \)] axis oppositely. This lattice rotation results in the transition of orientation C and D, while keeping the orientation of A and B steady. Such understanding on texture change may shed some light on the process design for texture optimization in titanium alloys for critical application such as rotating components in jet engine. Various models and methods to describe the deformation character of various microstructures were developed, while more effort is still needed to couple these seamlessly with fabrication process simulation (Li et al. 2019).
Beyond traditional titanium research community, there are much broader ranges of new idea we may learn from, to advance titanium alloy development. For better mechanical properties, we need to overcome the conflicts between the strength and toughness of material or find a balance between strength and ductility (Ritchie 2011). New strategies for this can be employed, including analyzing the mechanism of each property with the help of simulation, and learning from nature to achieve good strength and damage tolerance (Gao 2006; Lu 2010). With the help of multiscale simulation and new characterization technique, more possibilities of microstructure modification can be found, e.g., ultra-fine microstructure can be obtained by carefully designing thermal-mechanical processing or heat treatment route through nonconventional transformation pathways utilizing some metastable phases such as ω or O″ phase (Wang et al. 2008b, 2010; Ping 2014; Zheng et al. 2016a, b, c). Through specially engineered coherency of internal boundaries and stability control, both high strength and conductivity can be achieved (Lu et al. 2009). Ultra-strong steel was designed by introducing high-density of nanoscale precipitates with minimum lattice misfit (Jiang et al. 2017), or even forming amorphous phase with the help of martensitic transformation (Zhang et al. 2018). New approach to achieve smaller grains with strong GB may be realized with the help of deeper understanding of the segregation and embrittlement of GB by integrated simulation (Chookajorn et al. 2012; Kalidindi et al. 2015; Polyakov et al. 2016; Lejcek et al. 2017).
7 Perspective and Challenges
7.1 Perspectives
-
1.
The performance requirement for titanium alloys is becoming more application specific, so materials are now not an independent choice as before. In order to enhance performance further to fit new design, application-specific developments are needed for critical components. It is the whole processing technology that ensures the successful and economic application of material. Therefore, the development of new materials needs to take a different route, to achieve better performance balance for each usage, using simulation as much as possible, and make early contact between materials researcher, manufacturer and system designer, and communicate what they really need and what they can offer.
-
2.
Developing a new material needs to go through composition selection, microstructure and properties optimization, and processing optimization, etc., then a series of component design is tried, to obtain the best component design. In order to accelerate this process, in the future, the different stages of materials development and the system design can proceed in parallel, with the help from multiscale computation. The performance of components is simulated well in advance before materials are made, and materials designer needs to work together with component designer to adjust the composition, microstructure, and processing route according to the requirement of the specific application. More challenging problem can only be solved efficiently by strong collaboration between computational specialist and experimentalist, and between materials and system designer (Rugg 2014).
-
3.
Future computations should focus on bottleneck problems in each application and serve either to identify the controlling factor in processing or to reveal working mechanism which is not easy to uncover solely by experiments. Materials for the compressor of jet engine require high strength, toughness, fatigue, creep and oxidation resistance under high temperature, etc., but from the first to the end stage, the temperature and pressure increase gradually, and the bottleneck may shift from fatigue to creep, or even oxidation, so the materials design should adjust accordingly.
-
4.
Traditionally our processing route is designed to achieve uniform microstructure throughout components; as the demanding for materials increases, position-specific inhomogeneous microstructure and composition (functional gradient microstructure, or architectured microstructure) may be designed. With special arrangements, microstructure such as gradient/intermixed grain size/composition/phase may enhance the strength-ductility compatibility, and be beneficial to the performance of components (Lu 2014; Zeng et al. 2016; Jiang et al. 2017). Computation at different scales may help on designing better materials and processes of fabrication.
-
5.
With the advancement of computation, various integrations are possible, either of different scales, e.g., FEM with microstructure changes, or MD with experimental timescale, or linking different processes, such as passing details of component along different stages of manufacturing. New advances in computing such as artificial intelligence should also be employed in both simulation and analysis.
7.2 Challenges
-
1.
The rapid development of high-techs need more advanced titanium alloys, often urgently, but cannot tolerate its long insertion time of 10–20 years like before. The MGI and ICME approach should be adopted throughout materials composition design until fabrication, to accelerate new materials development (Kubel 2013; Glavicic and Venkatesh 2014). How to communicate between different parties and what information to share need some new regulations, involving not only science and technology, but also economy or even politics, especially for the strategically important materials like titanium alloys.
-
2.
Computations focused on more specific processes need better input, such as proper boundary conditions and constitutive relation. However, realistic determination of processing parameters, such as constitutive relation under different stresses, elastic properties of phases with different composition/temperature, and friction/thermal conductivity coefficient at interfaces between different parts during hot working, may not be an easy task. New technologies for achieving such parameters are needed for titanium alloys studies, including high throughput computation/characterization method, or from some data sharing mechanism (Curtarolo et al. 2012; Christodoulou 2013; Jain et al. 2013; Agren 2014; Wang et al. 2014a, e; Zhao 2014).
-
3.
Multiscale modeling and simulation have been utilized in the last few decades to solve basic properties, such as energy and modulus of phases, and gradually to more complicated problems, such as strength, toughness, fatigue, and stress corrosion cracking, which are much more challenging. Modeling and simulation should be fully utilized and designed carefully to help identify the controlling factors, and to promote our understanding, and help reduce the number of experiment and cost of the development, and finally to help materials to get out of the “death valley.”
-
4.
Simulations have been successful in promoting manufacturing of different types, such as casting, ingot melting, forging, rolling, extrusion, and welding. New processing technologies may need more help from the simulation community, e.g., powder metallurgy, additive manufacturing, and friction stir welding. In each of these processes, the microstructure changes and properties variation during processing are difficult to control and largely unknown, and simulation may do more to solve these challenging problems.
References
Agren J (2014) The materials genome and CALPHAD. Chin Sci Bull 59:1635
Anahid M, Ghosh S (2013) Homogenized constitutive and fatigue nucleation models from crystal plasticity FE simulations of Ti alloys. Part 2: macroscopic probabilistic crack nucleation model. Int J Plast 48:111
Appel F, Paul JDH, Oehring M (2011) Gamma titanium aluminide alloys: science and technology. Wiley-VCH Verlag GmbH & Co. KGaA
Appel F, Clemens H, Fischer FD (2016) Modeling concepts for intermetallic titanium aluminides. Prog Mater Sci 81:55
Askari H, Maughan MR, Abdolrahim N, Sagapuram D, Bahr DF, Zbib HM (2015) A stochastic crystal plasticity framework for deformation of micro-scale polycrystalline materials. Int J Plast 68:21
Avitzur B (1968) Metal forming: processes and analysis. McGraw-Hill, New York
Bai CG, Xu DS, Lei JF, Liu YY, Xu Z, Liu MH, Lv PC, Duan SJ, Yang R (2010) FEM simulation of glass lubrication during section extrusion of titanium alloy. Chin J Nonferrous Metals 20:s857
Banerjee D, Williams JC (2013) Perspectives on titanium science and technology. Acta Mater 61:844
Cai W, de Koning M, Bulatov VV, Yip S (2000) Minimizing boundary reflections in coupled-domain simulations. Phys Rev Lett 85:3213
Chen LQ (2002) Phase-field models for microstructure evolution. Annu Rev Mater Res 32:113
Chen LQ (2014) Phase-field method and Materials Genome Initiative (MGI). Chin Sci Bull 59:1641
Chookajorn T, Murdoch HA, Schuh CA (2012) Design of stable nanocrystalline alloys. Science 337:951
Christodoulou J (2013) Integrated computational materials engineering and materials genome initiative: Accelerating Materials Innovation. Adv Mat Proc: 28
Clark SJ, Segall MD, Pickard CJ, Hasnip PJ, Probert MJ, Refson K, Payne MC (2005) First principles methods using CASTEP. Zeitschrift Fur Kristallographie 220:567
Clemens H, Mayer S (2013) Design, processing, microstructure, properties, and applications of advanced intermetallic TiAl alloys. Adv Eng Mater 15:191
Clouet E, Caillard D, Chaari N, Onimus F, Rodney D (2015) Dislocation locking versus easy glide in titanium and zirconium. Nat Mater, advance online publication
Collins PC, Koduri S, Welk B, Tiley J, Fraser HL (2013) Neural networks relating alloy composition, microstructure, and tensile properties of alpha/beta-Processed TIMETAL 6-4. Metall Mater Trans A 44:1441
Cottura M, Appolaire B, Finel A, Le Bouar Y (2014) Phase field study of acicular growth: role of elasticity in Widmanstätten structure. Acta Mater 72:200
Curtarolo S, Setyawan W, Wang SD, Xue JK, Yang KS, Taylor RH, Nelson LJ, Hart GLW, Sanvito S, Buongiorno-Nardelli M, Mingo N, Levy O (2012) A distributed materials properties repository from high-throughput ab initio calculations. Comput Mater Sci 58:227
Dezfoli ARA, Hwang W-S, Huang W-C, Tsai T-W (2017) Determination and controlling of grain structure of metals after laser incidence: theoretical approach. Sci Rep 7:41527
Ding R, Guo ZX (2002) Microstructural modelling of dynamic recrystallisation using an extended cellular automaton approach. Comput Mater Sci 23:209
Dunne FPE, Rugg D (2008) On the mechanisms of fatigue facet nucleation in titanium alloys. Fatigue Fract Eng Mater Struct 31:949
Dunne FPE, Wilkinson AJ, Allen R (2007b) Experimental and computational studies of low cycle fatigue crack nucleation in a polycrystal. Int J Plast 23:273
Dunne FPE, Rugg D, Walker A (2007a) Lengthscale-dependent, elastically anisotropic, physically-based hcp crystal plasticity: application to cold-dwell fatigue in Ti alloys. Int J Plast 23:1061
Dunne FPE, Walker A, Rugg D (2007c) A systematic study of hcp crystal orientation and morphology effects in polycrystal deformation and fatigue. Proc R Soc A 463:1467
Dunne FPE, Kiwanuka R, Wilkinson AJ (2012) Crystal plasticity analysis of micro-deformation, lattice rotation and geometrically necessary dislocation density. Proc R Soc A 468:2509
Essmann U, Mughrabi H (1979) Annihilation of dislocations during tensile and cyclic deformation and limits of dislocation densities. Philos Mag A 40:731
Gao HJ (2006) Application of fracture mechanics concepts to hierarchical biomechanics of bone and bone-like materials. Int J Fract 138:101
Gegel HL, Malas JC, Doraivelu SM, Shende V (1988) Modeling techniques used in forging process design, forming and forging. ASM Handbook 14:417
Germain L, Gey N, Humbert M, Vo P, Jahazi M, Bocher P (2008) Texture heterogeneities induced by subtransus processing of near alpha titanium alloys. Acta Mater 56:4298
Ghazisaeidi M, Trinkle DR (2012) Core structure of a screw dislocation in Ti from density functional theory and classical potentials. Acta Mater 60:1287
Ghazisaeidi M, Trinkle DR (2014) Interaction of oxygen interstitials with lattice faults in Ti. Acta Mater 76:82
Ghosh S, Anahid M (2013b) Homogenized constitutive and fatigue nucleation models from crystal plasticity FE simulations of Ti alloys. Part 1: macroscopic anisotropic yield function. Int J Plast 47:182
Ghosh S, Chakraborty P (2013a) Microstructure and load sensitive fatigue crack nucleation in Ti-6242 using accelerated crystal plasticity FEM simulations. Int J Fatigue 48:231
Girshick A, Pettifor DG, Vitek V (1998) Atomistic simulation of titanium -- II. Structure of 1/3 <1210> screw dislocations and slip systems in titanium. Philos Mag A 77:999
Glavicic MG, Venkatesh V (2014) Integrated computational materials engineering of titanium: current capabilities being developed under the metals affordability initiative. JOM 66:1310
Gu XY, Xu DS, Wang H, Yang R (2010) Lattice weakening by edge dislocation core under tension. Model Simul Mater Sci Eng 18:065004
Guan SX, Kang Q, Wang QJ, Liu YY, Li D (1998) Influence of long-term thermal exposure on the tensile properties of a high-temperature titanium alloy Ti-55. Mater Sci Eng A 243:182
Hafner J (2008) Ab-initio simulations of materials using VASP: density-functional theory and beyond. J Comput Chem 29:2044
Hama T, Kobuki A, Takuda H (2017) Crystal-plasticity finite-element analysis of anisotropic deformation behavior in a commercially pure titanium Grade 1 sheet. Int J Plast 91:77
Han F, Tang B, Kou H, Li J, Feng Y (2015) Experiments and crystal plasticity finite element simulations of nanoindentation on Ti-6Al-4V alloy. Mater Sci Eng A 625:28
Hao YL, Xu DS, Cui YY, Yang R, Li D (1999) The site occupancies of alloying elements in TiAl and Ti3Al alloys. Acta Mater 47:1129
Hao YL, Li SJ, Sun BB, Sui ML, Yang R (2007) Ductile titanium alloy with low Poisson's ratio. Phys Rev Lett 98:216405
Hao YL, Zhang ZB, Li SJ, Yang R (2012) Microstructure and mechanical behavior of a Ti–24Nb–4Zr–8Sn alloy processed by warm swaging and warm rolling. Acta Mater 60:2169
He Y, Liu Z, Zhou G, Wang H, Bai CG, Rodney D, F Appel DSX, Yang R (2018) Dislocation dipole-induced strengthening in intermetallic TiAl. Scr Mater 143:98
Hennig RG, Trinkle DR, Bouchet J, Srinivasan SG, Albers RC, Wilkins JW (2005) Impurities block the alpha to omega martensitic transformation in titanium. Nat Mater 4:129
Hennig RG, Lenosky TJ, Trinkle DR, Rudin SP, Wilkins JW (2008) Classical potential describes martensitic phase transformations between the alpha, beta, and omega titanium phases. Phys Rev B 78:054121
Heo TW, Chen LQ (2014a) Phase-field modeling of displacive phase transformations in elastically anisotropic and inhomogeneous polycrystals. Acta Mater 76:68
Heo TW, Shih DS, Chen LQ (2014b) Kinetic pathways of phase transformations in two-phase Ti alloys. Metall Mater Trans A 45:3438
Hernandez-Morales B, Mitchell A (1999) Review of mathematical models of fluid flow, heat transfer, and mass transfer in electroslag remelting process. Ironmaking Steelmaking 26:423
Hu JM, Yang TN, Chen LQ, Nan CW (2013) Engineering domain structures in nanoscale magnetic thin films via strain. J Appl Phys 114:164303
Hu QM, Xu DS, Li D (2001) First-principles investigations of the solute-vacancy interaction energy and its effect on the creep properties of alpha-titanium. Philos Mag A 81:2809
Hu QM, Xu DS, Yang R, Li D, Wu WT (2003) First-principles investigations of ordering in binary alpha-Ti solid solutions. Philos Mag 83:217
Hu QM, Yang R, Hao YL, Xu DS, Li D (2004) Concentrated point defects in and order-disorder transition temperature of intermetallic compounds. Phys Rev Lett 92:4
Hu Q-M, Vitos L, Yang R (2014) Theoretical investigation of the omega-related phases in TiAl-Nb/Mo alloys. Phys Rev B 90:054109
Jain A, Ong SP, Hautier G, Chen W, Richards WD, Dacek S, Cholia S, Gunter D, Skinner D, Ceder G, Persson KA (2013) Commentary: The materials project: a materials genome approach to accelerating materials innovation. APL Mater 1:011002
Ji YZ, Heo T, Zhang F, Chen LQ (2016) Theoretical assessment on the phase transformation kinetic pathways of multi-component Ti alloys: application to Ti-6Al-4V. J Phase Equilib Diffus 37:53
Jiang SH, Wang H, Wu Y, Liu XJ, Chen HH, Yao MJ, Gault B, Ponge D, Raabe D, Hirata A, Chen MW, Wang YD, Lu ZP (2017) Ultrastrong steel via minimal lattice misfit and high-density nanoprecipitation. Nature 544:460
Kalidindi AR, Chookajorn T, Schuh CA (2015) Nanocrystalline materials at equilibrium: a thermodynamic review. JOM 67:2834
Kassner ME, Kosaka Y, Hall JA (1999) Low-cycle dwell-time fatigue in Ti-6242. Metall Mater Trans A 30:2383
Katzarov IH, Cawkwell MJ, Paxton AT, Finnis MW (2007) Atomistic study of ordinary (1)/(2) < 110] screw dislocations in single-phase and lamellar gamma-TiAl. Philos Mag 87:1795
Kelkar KM, Mok J, Patankar SV, Mitchell A (2004) Computational modeling of electroslag remelting processes. J Phys IV 120:421
Kelkar KM, Patankar SV, Mitchell A, Kanou O, Fukada N, Suzuki K (2007) Computational modeling of the Vacuum Arc Remelting (VAR) process used for the production of ingots of titanium alloys. In: Niinomi M (ed) Ti-2007: Proceedings of the 11th world conference on Titanium, pp. 1279–1282
Kim JH, Reddy NS, Yeom JT, Hong JK, Lee CS, Park N-K (2009) Microstructure prediction of two-phase titanium alloy during hot forging using artificial neural networks and FE simulation. Met Mater Int 15:427
Kim YW (1998) Strength and ductility in TiAl alloys. Intermetallics 6:623
Kim Y-W, Kim S-L (2018) Advances in gammalloy materials-processes-application technology: successes, dilemmas, and future. JOM 70:553
Kobayashi S, Oh SI, Altan T (1989) Metal forming and the finite element method. Oxford University Press, New York
Kubel E (2013) AM, ICME, and MGI gaining momentum. Adv Mater Processes 171:2
Kumar A, Wang J, Tome CN (2015) First-principles study of energy and atomic solubility of twinning-associated boundaries in hexagonal metals. Acta Mater 85:144
Lacki P, Adamus J, Motyka M (2010) FEM simulation of superplastic forming of a spherical cap made of Ti-6Al-4V. Inżynieria Materiałowa 31:720
Lejcek P, Sob M, Paidar V (2017) Interfacial segregation and grain boundary embrittlement: An overview and critical assessment of experimental data and calculated results. Prog Mater Sci 87:83
Leyens C, Peters M (2003) Titanium and titanium alloys, fundamentals and applications. Wiley, Weinheim
Li B, El Kadiri H, Horstemeyer MF (2012) Extended zonal dislocations mediating <112><11> twinning in titanium. Philos Mag 92:1006
Li D, Liu YY, Wan XJ (1984) On the thermal stability of Ti alloys: I the electron concentration rule for formation of Ti3X-phase; II the behaviour of transition elements in Ti3X-phase formation; III the criterion for thermal stability and its application. Acta Metall Sin 20(6):375–397
Li H, Sun X, Yang H (2016) A three-dimensional cellular automata-crystal plasticity finite element model for predicting the multiscale interaction among heterogeneous deformation, DRX microstructural evolution and mechanical responses in titanium alloys. Int J Plast 87:154
Li WY, Ma TJ, Li JL (2010) Numerical simulation of linear friction welding of titanium alloy: Effects of processing parameters. Mater Des 31:1497
Li XX, Xu DS, Yang R (2019) Crystal plasticity finite element investigation of the high temperature deformation consistency in dual-phase titanium alloy. Acta Metall Sin 55:928
Li Y-J, Hu Q-M, Xu D-S, Yang R (2011) Strengthening of γ-TiAl-Nb by short-range ordering of point defects. Intermetallics 19:793
Liao Y-S, Chyuan S-W, Chen J-T (2004) FEM versus BEM. IEEE Circuits Devices Mag 20:25
Liu YX, Wang H, Wu HN, Xu DS, Yang R (2014) A mean-field interatomic potential for a multi-component -type titanium alloy. Comput Mater Sci 95:414
Lu K (2010) The Future of Metals. Science 328:319
Lu K (2014) Making strong nanomaterials ductile with gradients. Science 345:1455
Lu K, Lu L, Suresh S (2009) Strengthening materials by engineering coherent internal boundaries at the nanoscale. Science 324:349
Luo YS, Yu M, Peng XH (2007) The 3D modeling of dies based on UG and numerical simulation of the heat rheological forming of titanium alloy vane disk. Key Eng Mater 340–341:725
Lütjering G, Williams JC (2007) Titanium, 2nd edn. Springer, New York
Malas JC, Seetharaman V (1992) Using material behavior models to develop process control strategies. JOM 44:8
Manonukul A, Dunne FPE (2004) High- and low-cycle fatigue crack initiation using polycrystal plasticity. Proc R Soc Lond A 460:1881
Matthies HG, Kayser-Herold O (2005) Least-squares FEM literature review
Mitchell A (2005) Solidification in remelting processes. Mater Sci Eng A 413:10
Mitchell A, Reed RC (2009) The influence of remelting processes on the mechanical properties of forged alloys. High Temp Mater Processes 28:285
Mitchell A, Tripp DW, Cockcroft SL, Entrekin CH (1991) Modeling the Thermal Fields in Electron-Beam Remelted Ingots. Proceedings of the conference on electron bean melting and refining – state of the art 1991, p 248, Bakish Materials Corp, Englewood
Meng QG, Bai CG, Xu DS (2018) Flow behavior and processing map for hot deformation of ATI425 titanium alloy. J Mater Sci Technol 34:679
Morishita M, Ashida Y, Chikuda M, Morinaga M, Yukawa N, Adachi H (1991) Active Corrosion Rate for Ti-Based Alloys in Aqueous Corrosion and Its Correlation with the Bond Order Obtained by Electron Theory. ISIJ Int 31:890
Nag S, Zheng Y, Williams REA, Devaraj A, Boyne A, Wang Y, Collins PC, Viswanathan GB, Tiley JS, Muddle BC, Banerjee R, Fraser HL (2012) Non-classical homogeneous precipitation mediated by compositional fluctuations in titanium alloys. Acta Mater 60:6247
Ni Y, Khachaturyan AG (2009) From chessboard tweed to chessboard nanowire structure during pseudospinodal decomposition. Nat Mater 8:410
Oberson PG, Wyatt ZW, Ankem S (2011) Modeling interstitial diffusion controlled twinning in alpha titanium during low-temperature creep. Scr Mater 65:638
Ozturk T, Rollett AD (2017) Effect of microstructure on the elasto-viscoplastic deformation of dual phase titanium structures. Comput Mech 61:55
Panova J, Farkas D (1998) Atomistic simulation of dislocation core configurations in TiAl. Philos Mag A 78:389
Park CL, Voorhees PW, Thornton K (2014) Application of the level-set method to the analysis of an evolving microstructure. Comput Mater Sci 85:46
Pilchak AL (2014b) A simple model to account for the role of microtexture on fatigue and dwell fatigue lifetimes of titanium alloys. Scr Mater 74:68
Pilchak AL, Bhattacharjee A, Rosenberger AH, Williams JC (2009) Low delta K faceted crack growth in titanium alloys. Int J Fatigue 31:989
Pilchak AL, Li J, Rokhlin SI (2014a) Quantitative comparison of microtexture in near-alpha titanium measured by ultrasonic scattering and electron backscatter diffraction. Metall Mater Trans A Phys Metall Mater Sci 45a:4679
Ping DH (2014) Review on phase in body-centered cubic metals and alloys. Acta Metallurgica Sinica (English Letters) 27:1
Polyakov MN, Chookajorn T, Mecklenburg M, Schuh CA, Hodge AM (2016) Sputtered Hf-Ti nanostructures: a segregation and high-temperature stability study. Acta Mater 108:8
Polychronopoulou D, Bozzolo N, Pino Muñoz D, Bruchon J, Shakoor M, Millet Y, Dumont C, Freiherr von Thüngen I, Besnard R, Bernacki M (2016) Introduction to the level-set full field modeling of laths spheroidization phenomenon in α/β titanium alloys. MATEC Web Conf 80:02003
Porizek R, Znam S, Nguyen-Manh D, Vitek V, Pettifor DG (2003) Atomistic studies of dislocation glide in γ-TiAl. Defect properties and related phenomena in intermetallic alloys, MRS Proceedings, vol 753. p 181, Warrendale, MRS
Pourian MH, Pilvin P, Bridier F, Bocher P (2014) Heterogeneous elastic behavior of HCP titanium polycrystalline aggregates simulated by cellular automaton and finite element. Comput Mater Sci 92:468
Pourian MH, Pilvin P, Bridier F, Bocher P (2015) Modeling the elastoplastic behaviors of alpha Ti-alloys microstructure using cellular automaton and finite element methods. Comput Mater Sci 99:33
Pourian MH, Bridier F, Pilvin P, Bocher P (2016) Prediction of crack initiation sites in alpha Ti-alloys microstructures under dwell-fatigue using cellular automaton simulation method. Int J Fatigue 85:85
Qiu JK, Ma YJ, Lei JF, Liu YY, Huang AJ, Rugg D, Yang R (2014) A comparative study on dwell fatigue of Ti-6Al-2Sn-4Zr-xMo (x=2 to 6) alloys on a microstructure-normalized basis. Metal Mater Trans A 45:6075
Qiu J, Feng X, Ma Y, Lei J, Liu Y, Huang A, Rugg D, Yang R (2016) Fatigue crack growth behavior of beta-annealed Ti–6Al–2Sn–4Zr–xMo (x = 2, 4 and 6) alloys: influence of microstructure and stress ratio. Int J Fatigue 83(Part 2):150
Raabe D, Roters F (2004) Using texture components in crystal plasticity finite element simulations. Int J Plast 20:339
Raabe D, Sander B, Friák M, Ma D, Neugebauer J (2007) Theory-guided bottom-up design of [beta]-titanium alloys as biomaterials based on first principles calculations: theory and experiments. Acta Mater 55:4475
Ren J, Sun Q, Xiao L, Ding X, Sun J (2014) Phase transformation behavior in titanium single-crystal nanopillars under [0001] orientation tension: a molecular dynamics simulation. Comput Mater Sci 92:8
Ritchie RO (2011) The conflicts between strength and toughness. Nat Mater 10:817
Roters F, Eisenlohr P, Hantcherli L, Tjahjanto DD, Bieler TR, Raabe D (2010) Overview of constitutive laws, kinematics, homogenization and multiscale methods in crystal plasticity finite-element modeling: theory, experiments, applications. Acta Mater 58:1152
Rowe GW, Sturgess CEN, Hartley P (2005) Finite-element plasticity and metal forming analysis. Cambridge University Press, Cambridge
Rugg D (2014) Materials for future gas turbine applications. Mater Sci Technol 30:1848
Rugg D, Dixon M, Dunne FPE (2007) Effective structural unit size in titanium alloys. J Strain Anal Eng Des 42:269
Schey J (1997) Manufacturing processes and their selection. Mater Sel Des 20:687
Semiatin SL (1984) Workability in forging In: Dieter GE (ed) Workability testing techniques. American Society for Metals, p 197
Serra A, Bacon DJ (1986) Computer simulation of twin boundaries in the h.c.p. metals. Philos Mag A 54:793
Shi R, Wang Y (2013) Variant selection during alpha precipitation in Ti-6Al-4V under the influence of local stress - A simulation study. Acta Mater 61:6006
Shi R, Dixit V, Fraser HL, Wang Y (2014) Variant selection of grain boundary α by special prior β grain boundaries in titanium alloys. Acta Mater 75:156
Shi R, Zhou N, Niezgoda SR, Wang Y (2015) Microstructure and transformation texture evolution during α precipitation in polycrystalline α/β titanium alloys – a simulation study. Acta Mater 94:224
Shi R, Wang D, Wang Y (2016) Modeling and simulation of microstructure evolution during heat treatment of titanium alloys. ASM International, Materials Park
Simmons JP, Rao SI, Dimiduk DM (1997) Atomistics simulations of structures and properties of 1/2[110] dislocations using three different embedded-atom method potentials fit to γ-TiAl. Philos Mag A 75:1299
Sinha V, Mills MJ, Williams JC (2006) Crystallography of fracture facets in a near-alpha titanium alloy. Metall Mater Trans A 37:2015
Smith BD, Shih DS, McDowell DL (2016) Fatigue hot spot simulation for two Widmanstätten titanium microstructures. Int J Fatigue 92:116
Soler JM, Artacho E, Gale JD, Garcia A, Junquera J, Ordejon P, Sanchez-Portal D (2002) The SIESTA method for ab initio order-N materials simulation. J Phys Condens Matter 14:2745
Song Y, Xu DS, Yang R, Li D, Wu WT, Guo ZX (1999) Theoretical study of the effects of alloying elements on the strength and modulus of beta-type bio-titanium alloys. Mater Sci Eng A 260:269
Steinbach I (2013) Phase-field model for microstructure evolution at the mesoscopic scale. Annu Rev Mater Res 43:89
Tadaki T, Nakata Y, Shimizu K (1995) J Phys Paris 5:C8–C81
Tan Y, Liu Y, Maniatty AM, Zheng C, Wen JT (2017) Monte Carlo grain growth modeling with local temperature gradients. Model Simul Mater Sci Eng 25:065003
Tang Q, Pang S, Chen B, Suo H, Zhou J (2014) A three dimensional transient model for heat transfer and fluid flow of weld pool during electron beam freeform fabrication of Ti-6-Al-4-V alloy. Int J Heat Mass Transf 78:203
Teng CY, Zhou N, Wang Y, Xu DS, Du A, Wen YH, Yang R (2012) Phase-field simulation of twin boundary fractions in fully lamellar TiAl alloys. Acta Mater 60:6372
Teng CY, Du A, Xu DS, Wang Y, Yang R (2015) Effect of external stress on gamma nucleation and evolution in TiAl alloys. Intermetallics 65:1
Theron MR, John AM, Veena T (2017) A Monte Carlo model for 3D grain evolution during welding. Model Simul Mater Sci Eng 25:064006
Trinkle DR, Hennig RG, Srinivasan SG, Hatch DM, Jones MD, Stokes HT, Albers RC, Wilkins JW (2003) New mechanism for the alpha to omega martensitic transformation in pure titanium. Phys Rev Lett 91:025701
Vermaak N, Michailidis G, Parry G, Estevez R, Allaire G, Bréchet Y (2014) Material interface effects on the topology optimization of multi-phase structures using a level set method. Struct Multidiscip Optim 50:623
Veyssiere P, Wang H, Xu DS, Chiu YL (2009) Local dislocation reactions, self-organization and hardening in single slip. Dislocations 2008(3):012018
Wang BD, Dai JH, Wu X, Song Y, Yang R (2015) First-principles study of the bonding characteristics of TiAl(111)/Al2O3(0001) interface. Intermetallics 60:58
Wang D, Zhang Z, Zhang JA, Zhou YM, Wang Y, Ding XD, Wang YZ, Ren XB (2010) Strain glass in Fe-doped Ti-Ni. Acta Mater 58:6206
Wang D, Shi RP, Zheng YF, Banerjee R, Fraser HL, Wang YZ (2014a) integrated computational materials engineering (ICME) approach to design of novel microstructures for Ti-alloys. JOM 66:1287
Wang G, Xu DS, Ma N, Zhou N, Payton EJ, Yang R, Mills MJ, Wang Y (2009a) Simulation study of effects of initial particle size distribution on dissolution. Acta Mater 57:316
Wang G, Xu DS, Yang R (2009b) Phase field simulation on sideplates formation in Ti-6Al-4V alloy. Acta Phys Sin 58:S343
Wang G, Xu DS, Payton EJ, Ma N, Yang R, Mills MJ, Wang Y (2011a) Mean-field statistical simulation of grain coarsening in the presence of stable and unstable pinning particles. Acta Mater 59:4587
Wang H, Xu DS, Yang R, Veyssière P (2008a) The transformation of edge dislocation dipoles in aluminium. Acta Mater 56:4608
Wang H, Xu DS, Yang R, Veyssière P (2009c) The transformation of narrow dislocation dipoles in selected fcc metals and in γ-TiAl. Acta Mater 57:3725
Wang H, Xu DS, Yang R, Veyssière P (2011b) The formation of stacking fault tetrahedra in Al and Cu: I. Dipole annihilation and the nucleation stage. Acta Mater 59:10
Wang H, Xu DS, Yang R, Veyssière P (2011c) The formation of stacking fault tetrahedra in Al and Cu: II. SFT growth by successive absorption of vacancies generated by dipole annihilation. Acta Mater 59:1
Wang H, Xu DS, Yang R, Veyssière P (2011d) The formation of stacking fault tetrahedra in Al and Cu: III. Growth by expanding ledges. Acta Mater 59:19
Wang H, Xu DS, Yang R, Rugg D, Huang AJ (2012) The influence of loading directions on the failure of the Bicrystal in alpha-Ti with grain-boundary penetrating dislocations. In: Proceedings of the 12th world conference on titanium, vol II. Science Press, Beijing, p 1219
Wang H, Xu DS, Rodney D, Veyssière P, Yang R (2013a) Atomistic investigation of the annihilation of non-screw dislocation dipoles in Al, Cu, Ni and γ-TiAl. Model Simul Mater Sci Eng 21:025002
Wang H, Xu DS, Yang R (2014b) Defect clustering upon dislocation annihilation in α-titanium and α-zirconium with hexagonal close-packed structure. Model Simul Mater Sci Eng 22:085004
Wang H, Xu DS, Yang R (2014c) Atomic modelling of crack initiation on twin boundaries in α-titanium under external tensile loading along various orientations. Philos Mag Lett 94:779
Wang H, Zhou G, Qiu JK, Ye LH, Xu DS, Lei JF, Rugg D, Huang AJ, Yang R (2016a) Grain boundary-mediated lattice reorientation in a-titanium to promote plastic deformation in hard-oriented grains. In: Proceedings of the 13th world conference on titanium. TMS, Pittsburgh, 1893–1896
Wang H, Li Y, Wang G (2016b) Finite element modeling and simulation towards metallic microstructure of titanium alloy based on Abaqus. Key Eng Mater 667:292
Wang J, Beyerlein IJ, Hirth JP, Tomé CN (2011f) Twinning dislocations on {1011} and {1013} planes in hexagonal close-packed crystals. Acta Mater 59:3990
Wang J, Yadav SK, Hirth JP, Tomé CN, Beyerlein IJ (2013b) Pure-shuffle nucleation of deformation twins in hexagonal-close-packed metals. Mater Res Lett 1:126
Wang JW, Narayanan S, Huang JY, Zhang Z, Zhu T, Mao SX (2013c) Atomic-scale dynamic process of deformation-induced stacking fault tetrahedra in gold nanocrystals. Nat Commun 4:2340
Wang QJ, Liu JR, Yang R (2014d) High temperature titanium alloys: status and perspective. J Aeronaut Mater 34:1
Wang WY, Zhang Y, Li J, Zou C, Tang B, Wang H, Lin D, Wang J, Kou H, Xu D (2018) Insight into solid-solution strengthened bulk and stacking faults properties in Ti alloys: a comprehensive first-principles study. J Mater Sci 53:7493
Wang Y, Ren X, Otsuka K, Saxena A (2008b) Temperature-stress phase diagram of strain glass Ti48.5Ni51.5. Acta Mater 56:2885
Wang Z, Yang XY, Zheng YF, Yong QL, Su H, Yang CF (2014e) Integrated materials design and informatics platform within the materials genome framework. Chin Sci Bull 59:1755
Westbrook JH (1960) Mechanical properties of intermetallic compounds. Wiley, New York
Wooding SJ, Bacon DJ, Phythian WJ (1995) A computer-simulation study of displacement cascades in alpha-titanium. Philos Mag A 72:1261
Woodward C, Rao SI (2004) Ab-initio simulation of (a/2)< 110] screw dislocations in gamma-TiAl. Philos Mag 84:401
Wu HB, Zhang SJ (2014) 3D FEM simulation of milling process for titanium alloy Ti6Al4V. Int J Adv Manuf Technol 71:1319
Wu HN, Xu DS, Wang H, Yang R (2016) Molecular Dynamics Simulation of Tensile Deformation and Fracture of gamma-TiAl with and without Surface Defects. J Mater Sci Technol 32:1033
Xu DS, Song Y, Li D, Hu ZQ (1997a) Site occupancy of alloying elements in Ti3Al compounds. Mater Sci Eng A 234:230
Xu DS, Song Y, Li D, Hu ZQ (1997b) Site occupancy of alloying elements in TiNi compounds. Philos Mag A 75:1185
Xu DS, Chang JP, Li J, Yang R, Li D, Yip S (2004) Dislocation slip or deformation twinning: confining pressure makes a difference. Mater Sci Eng A 840:387–389
Xu DS, Wang H, Yang R, Veyssière P (2008a) Molecular dynamics investigation of deformation twinning in γ-TiAl sheared along the pseudo-twinning direction. Acta Mater 56:1065
Xu DS, Wang H, Li YJ, Yang R (2008b) Deformation of TiAl by the formation of L1(1) pseudo-twin. In: Kim YW, Morris D, Yang R, Leyens C (eds) Structural aluminides for elevated temperatures. Warrendale, TMS, p 119
Xu DS, Wang H, Yang R, Veyssiere P (2009) Point Defect Formation by Dislocation Reactions in TiAl. Dislocations 2008(3):012024
Xu DS, Wang H, Yang R, Sachdev AK (2014) MD simulation of asymmetric nucleation and motion of < 011] superdislocations in TiAl. Chin Sci Bull 59:1725
Xu Z, Li D, Xu W, Devaraj A, Colby R, Thevuthasan S, Geiser BP, Larson DJ (2015) Simulation of heterogeneous atom probe tip shapes evolution during field evaporation using a level set method and different evaporation models. Comput Phys Commun 189:106
Yang JL, Xiao CY, Xia SD, Wang KL (1993) Site Preference of Alloying Additions in Intermetallic Compounds. J Phys Condens Matter 5:6653
Yang M, Wang G, Teng C, Xu D, Zhang J, Yang R, Wang Y (2012) 3D Phase field simulation of effect of interfacial energy anisotropy on sideplate growth in Ti-6Al-4V. Acta Metall Sin 48:148
Yang R (2015a) Advances and challenges of tIaL base alloys. Acta Metall Sin 51:129
Yang XW, Li WY, Ma TJ (2015b) Computational analysis of linear friction welding process and micromechanical modeling of deformation behavior for medium carbon steel. J Cent South Univ 22:3275
Yang Z, Sista S, Elmer JW, DebRoy T (2000) Three dimensional Monte Carlo simulation of grain growth during GTA welding of titanium. Acta Mater 48:4813
Yu DJ, Bai CG, Xu DS, Li WQ, He SL, Lei JF, Liu YY, Yang R (2010) FEM simulation of forging of Ti alloy. Chin J Nonferrous Metals 20:s500
Yu DJ, Teng CY, Xu DS, Bai CG, Wei GZ, Yang R (2012) FEM simulation of hot compression of TiAl on Gleeble simulator. Proceedings of the 12th world conference on titanium, Science Press, Beijing, 1549
Yu DJ, Xu DS, Wang H, Zhao ZB, Wei GZ, Yang R (2019) Refining constitutive relation by combination of finite element simulations and Gleeble experiments. J Mater Sci Technol 34. https://doi.org/10.1016/j.jmst.2018.12.026
Yu KO (2013) Advancing titanium by continuous casting, IUMRS-ICAM. Qingdao
Yu Q, Qi L, Tsuru T, Traylor R, Rugg D, Morris JW, Asta M, Chrzan DC, Minor AM (2015) Origin of dramatic oxygen solute strengthening effect in titanium. Science 347:635
Zeng Z, Li X, Xu D, Lu L, Gao H, Zhu T (2016) Gradient plasticity in gradient nano-grained metals. Extreme Mech Lett 8:213
Zhang L, Rollett AD, Bartel T, Wu D, Lusk MT (2012) A calibrated Monte Carlo approach to quantify the impacts of misorientation and different driving forces on texture development. Acta Mater 60:1201
Zhang L, Zhang H, Ren X, Eckert J, Wang Y, Zhu Z, Gemming T, Pauly S (2018) Amorphous martensite in β-Ti alloys. Nat Commun 9:506
Zhao J, Lv L, Liu G (2017) Experimental and simulated analysis of texture evolution of TA15 titanium alloy sheet during hot tensile deformation at 750°C. Procedia Eng 207:2179
Zhao JC (2014) High-throughput experimental tools for the materials genome initiative. Chin Sci Bull 59:1652
Zhao YK, Ma HM, Zhang L, Bai CG, Xu DS, Ai HJ (2006) FEM analysis of effect of elastic modulus of artificial tooth to the stress concentration in the jawbone. West China J Stomatol 24:89
Zheng YF, Williams REA, Sosa JM, Alam T, Wang YZ, Banerjee R, Fraser HL (2016a) The indirect influence of the omega phase on the degree of refinement of distributions of the alpha phase in metastable beta-Titanium alloys. Acta Mater 103:165
Zheng YF, Williams REA, Wang D, Shi RP, Nag S, Kami P, Sosa JM, Banerjee R, Wang YZ, Fraser HL (2016b) Role of omega phase in the formation of extremely refined intragranular a precipitates in metastable ss-titanium alloys. Acta Mater 103:850
Zheng YF, Banerjee D, Fraser HL (2016c) A nano-scale instability in the beta phase of dilute Ti-Mo alloys. Scr Mater 116:131
Zhou XM, Zhang HO, Wang GL, Bai XW, Fu YH, Zhao JY (2016) Simulation of microstructure evolution during hybrid deposition and micro-rolling process. J Mater Sci 51:6735
Zhou G, Ye LH, Wang H, Xu DS, Meng CG, Yang R (2018) A First-Principles Study on Basal/Prismatic Reorientation-Induced Twinning Path and Alloying Effect. Acta Metall Sin 54:603
Zhu J, Wu H, Wang D, Gao Y, Wang H, Hao Y, Yang R, Zhang T-Y, Wang Y (2017) Crystallographic analysis and phase field simulation of transformation plasticity in a multifunctional β-Ti alloy. Int J Plast 89:110
Zong H, Lookman T, Ding X, Luo S-N, Sun J (2014) Anisotropic shock response of titanium: Reorientation and transformation mechanisms. Acta Mater 65:10
Acknowledgments
The supports from the National Key Research and Development Program of China (2016YFB0701304), the Natural Science Foundation of China (51671195), and the CAS Informatization Project (XXH13506-304) are gratefully acknowledged. Simulations were performed at the CAS-Shenyang Supercomputing Center.
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Section Editor information
Rights and permissions
Copyright information
© 2020 Springer Nature Switzerland AG
About this entry

Cite this entry
Xu, D.S., Wang, H., Zhang, J.H., Bai, C.G., Yang, R. (2020). Titanium Alloys: From Properties Prediction to Performance Optimization. In: Andreoni, W., Yip, S. (eds) Handbook of Materials Modeling. Springer, Cham. https://doi.org/10.1007/978-3-319-44680-6_116
Download citation
DOI: https://doi.org/10.1007/978-3-319-44680-6_116
Published:
Publisher Name: Springer, Cham
Print ISBN: 978-3-319-44679-0
Online ISBN: 978-3-319-44680-6
eBook Packages: Physics and AstronomyReference Module Physical and Materials ScienceReference Module Chemistry, Materials and Physics