
Abstract
Paper deals with an issue of computer simulation of glass pressing. Attention is paid to accuracy of numerical outputs. Simple forming process—isothermal compression of a glass cylinder is chosen for virtual modelling. The constitutive behaviour of shaped glass is assumed to be nonlinear viscoelastic, based on general Maxwell model. Both viscoelastic response and relaxation behaviour of samples made of lead crystal are evaluated. Computer outputs are verified with experimental measurements in the viscosity range of 107–1010 Pa s. In this paper results at temperature 611 °C (corresponding viscosity 107.4 Pa s) and 587 °C (viscosity 108 Pa s) are presented. Uniaxial deformation was carried out at various constant pressing rates (in the interval 0.1–8 mm s−1).
Access provided by CONRICYT-eBooks. Download conference paper PDF
Similar content being viewed by others

Keywords
1 Introduction
Virtual modelling of technological processes has been already regarded as a powerful tool for research and development. Its application in pre-manufacture stage allows reducing physical testing, the rate of rejects and material waste as well as accelerating cost-effective product development. Fundamental problem of virtual modelling of glass forming processes is accuracy of numerical outputs.
Critical factor is not only a definition of boundary conditions (heat transfer on the outside of formed glass melt, etc.) but also a specification of material properties of glass melt to be formed. Though glass melt is a viscoelastic material in the whole range of the forming, in the range of temperatures above transition interval the elastic part of deformation is supposed to be almost negligible—and therefore glass is usually allowed to be generally incompressible Non Newtonian fluid.
To get more realistic outputs of virtual modelling the non-linear viscoelastic model of a general Maxwell type is used for description of constitutive glass melt behaviour.
2 Experimental Equipment
For the investigation of viscoelastic behaviour of glass melt (in the temperature range corresponding to the viscosity of 107–1010 Pa s) the simplest practically relevant process: uniaxial isothermal compression method was used. The principle of this method is simple. The glass sample is compressed in defined manner by working piston and its force response dependence on constant piston velocity and temperature is measured.
The measurement was realised on a benchtop tensile tester LLOYD 50 LR [1] with a maximum piston load 50 kN and maximum piston speed 8 mm s−1. To get reliable outputs strictly isothermal conditions had to be ensured during the experiment. Therefore forming tools and glass samples were heated up in a cylindrical laboratory furnace. That is an integral part of a laboratory pressing apparatus. Temperature of pressing plates and glass samples was held constant by an electronic temperature controller. Actual temperature was monitored by thermocouples (type K—chromel-alumel), two of them were soldered into the working surfaces of pistons and third one was located close to the free cylindrical surface of the glass sample. To avoid sticking of the glass melt 0.24 mm thick mica foils were put in between the glass and working surfaces.
3 Experimental Results
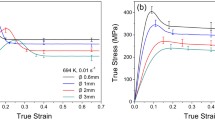
As a result of experimental measurements the set of curves describing viscoelastic response of glass samples to applied loading was obtained (measurements were realised in the viscosity range of 107–1010 Pa s) [2]. In Fig. 1a viscoelastic response of glass sample (diameter D = 20 mm, height h = 20 mm) made of lead crystal (24 % PbO) to the constant piston speed (from the interval of 0.1–8 mm s−1) at temperature 611 °C (corresponding to the viscosity 107.4 Pa s) is shown (an independent variable is true, respectively real compression, i.e. displacement after its correction on system deformation [3]). Experimentally determined viscous-elastic response of glass allows direct evaluation of some technological and material characteristics, such as true strain rates (Fig. 1c), or instantaneous values of the elastic moduli (Fig. 1b). Instantaneous Young elastic modulus E(t) was evaluated by means of equation:
where F(t) is the pressing loads at time t, h(t) the sample height at time t; A(t) an actual value of the cross section; Δh = h0 − h(t) is an instantaneous altitudinal deformation and h0 is an initial height.

Viscoelastic response (a), instantaneous elastic modulus (b) and true compression speed (c) versus real sample compression under various piston speeds: curves (1)—0.1; (2)—0.3; (3)—0.5; (4)—1; (5)—2; (6)—4; (7)—6; (8)—8 mm s−1, viscosity 107.4 Pa s (lead crystal)
Actual value of instantaneous elastic modulus depends markedly on the compression rate, it tends to the constant value E(∞) asymptotically. The course of the instantaneous elastic modulus on piston speed at viscosity 107.4 Pa s is shown in Fig. 2—elastic modulus E(∞) was evaluated to be approx. 1.15 GPa (value ca. 1 GPa was measured with ultrasonic method).

Dependence of instantaneous elastic modulus on the applied piston speed (strain rate)
Besides the analysis of the elastic response the attention was also paid to the evaluation of relaxation behaviour of glass melt. The course of stress relaxation curves depends markedly on the level of compression of shaped sample (Fig. 3) and piston speed. Measured data can be described by a multiple Maxwell model—in our case by coupling two Maxwell elements in parallel [4]:
where σt is the stress at time t, σ0 is initial stress, t0i is the relaxation time.

Normalised curves of the stress relaxation for different Δh at v = 2 m s−1 and η = 107.4 Pa s
4 Computer Modelling
Virtual model was created in customized commercial code MSC MARC. The constitutive behaviour of shaped glass is assumed to be of non-linear viscoelastic, based on the general Maxwell model. Due to lower sample stiffness the working pistons were regarded as a rigid body. The lead crystal glass material properties specified in the model are: E = 1.15 × 109 Pa (Young’s elastic modulus), ν = 0.36 (Poisson’s ratio), cp = 1182 J kg−1 K−1 (specific heat), ρ = 2780 kg m−3 (density at temperature 611 °C).
Friction conditions between pistons working surfaces and sample were defined through the shear-based model (frictional stress is a fraction of the equivalent stress in the formed material) [5]. Samples were subjected to the true compression rate (Fig. 1c). Friction coefficient was changed in the whole range of values (0–1) subsequently.
Computations were performed for three different cases:
-
no mechanical heating,
-
total viscous heat dissipation,
-
real viscous heat dissipation incl. friction, heat flux out of outer surface:
$$ Q_{dis} =\upzeta{}_{p}(\upeta,h,dh/dt)\int\limits_{0}^{t} {F(t)\frac{dh(t)}{dt}} dt $$(3)where Qdis is dissipated heat, ζp(η, h, dh/dt) is a variable fraction of viscous work converted into heat (function comes from complex analysis of relaxation behaviour—see Fig. 3), F(t) is an actual force, dh/dt actual compression rate, t is time.
After compression load the shape of the sample is changed, except idealised frictionless case, from the cylindrical at the beginning to the barrel-shaped later on gradually (Fig. 4a). Values of friction coefficient influence sample shape do-minantly in the initial stage, later the final shape is settled with the flow of material in the area of sample casing. Enlargement of initially contact surface (base of cylinder) does not exceed value of 1 mm in diameter (for maximum compression—9 mm—under real friction conditions—Fig. 4b). Time behaviour of the force response to applied piston velocity 2 mm s−1 (compression rate defined in accordance with Fig. 1c) for all mentioned cases is drawn up in Fig. 5. Curves 2 and 3 correspond to the extreme cases—without (curve 2) and with (curve 3) consideration of total heat dissipation. Total (theoretical) dissipated viscous heat for compression 9.6 mm at piston speed 2 mm s−1 exceeds value of 128 J that corresponds to the theoretical average temperature growth ca. 6.3 °C; 45 J or 2.2 °C (Δh = 9.6 mm, v = 1 mm s−1); 15 J or 0.8 °C (Δh = 9.6 mm, v = 0.5 mm s−1) and 327 J and 15.8 °C respectively at compression 7.6 mm and piston speed 4 mm s−1.

Progression of the sample shape made of lead crystal at viscosity 107.4 Pa s for piston speed 2 mm s−2, incl. identification of change of position of original cylinder edge: a FEM model—initial state, compression 5 and 9.6 mm, b real sample

Viscoelastic response of lead crystal at viscosity 107.4 Pa s for the piston speed 2 mm s−2: 1 experimental data, 2 FEM—without consideration of energy dissipation, 3 FEM—with considering of total viscous heat dissipation, 4 FEM—real process simulation, 5 FEM—without mechanical heating and without friction
In all cases mentioned above the friction coefficient supposed to be 0.9. However the value of friction coefficient, except idealised—frictionless case (curve 5), does not influence time behaviour of the force response significantly. Difference between extreme cases—friction coefficient f = 0 and f = 1 does not exceed value of 10 %.
Curve 4 approximates real time behaviour of the force response very well although only Newtonian viscosity was considered in this case. However, it is evident that above compression 8 mm curve 4 starts to deviate from experimental data. At higher compression acceleration of this process is expected due to shear thinning.
The results of virtual modelling of lead glass viscoelastic response to various compression rate—piston speed respectively—from the interval 0.5–4 mm s−1 are presented in Fig. 5. For all cases analysed (used identical conditions as for piston speed 2 mm s−1—curve 4 in Fig. 5) the obtained data are in good accordance with experiment realised (Fig. 6).

Viscoelastic response of lead crystal at viscosity 107.4 Pa s for variable piston speeds: 0.5 mm s−1 (1), 1 mm s−1 (2), 2 mm s−1 (3), and 4 mm s−1 (4) respectively
5 Conclusion
In the paper the viscoelastic response of samples made of lead crystal at viscosity 107.4 Pa s are analysed by means of FEM. For definition of glass melt constitutive behaviour viscoelastic model of Maxwell type was used. Realised experimental results prove relatively high accordance with simulated outputs of viscoelastic response. Although curves describing viscoelastic response of glass sample to subjected load have tendency to deviate from experimental measurements at higher compression critical values for initiation of shear thinning behaviour were not exceeded in the range of strains applied during the experiment.
References
Vítová, M.: Forming process and rheological properties of glass. In: Proceedings of 12th International Conference on Glass Making Machinery, 2006, p. 173 (in Czech)
Vítová, M., Matoušek, I.: Rheological response. Ceram. Silikáty 53(1), 59 (2009)
Bruckner, R., Yue, Y., Habeckm, A.: Load-dependent flow behaviour of silicate glass melts. Glastechnische Berichte 67(5), 114 (1994)
Sobotka, Z.: Reologie hmot a konstrukcí, Academia (1981) (in Czech)
MSC Marc 2008. User manual
Acknowledgments
This publication was written at the Technical University of Liberec as part of the project “Research and development in the field of glass-producing machines, industrial and service robotics” (SGS 21128/115) with the support of the Specific University Research Grant, as provided by the Ministry of Education, Youth and Sports of the Czech Republic in the year 2016.
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2017 Springer International Publishing Switzerland
About this paper
Cite this paper
Matoušek, I., Matúšek, O. (2017). Simulation of Isothermal Compression Test. In: Beran, J., Bílek, M., Žabka, P. (eds) Advances in Mechanism Design II. Mechanisms and Machine Science, vol 44. Springer, Cham. https://doi.org/10.1007/978-3-319-44087-3_26
Download citation
DOI: https://doi.org/10.1007/978-3-319-44087-3_26
Published:
Publisher Name: Springer, Cham
Print ISBN: 978-3-319-44086-6
Online ISBN: 978-3-319-44087-3
eBook Packages: EngineeringEngineering (R0)