
Abstract
Food packaging is designed to contain and protect foods, to provide required information about the food and to make food handling convenient from distribution to consumer’s table. The primary functions of packaging are to achieve preservation and the safe delivery of food products until consumption (Han, 2014). Food packaging technology is continuously evolving in response to growing challenges from a modern society (Realini & Marcos, 2014). Major current and future challenges to fast-moving consumer goods packaging include legislation, global markets, longer shelf life, convenience, safer and healthier food, environmental concerns, authenticity and food waste (Kerry, 2014). This background offers a unique opportunity to the packaging industry to offer innovative solutions to address the changing demands of the food industry and consumers as well as the increasing regulatory and legal requirements (Han, 2014). This chapter will present innovations and trends applied to the packaging of fermented food products: optimisation of barrier properties, modified atmosphere packaging, adaptation of packaging to non-thermal preservation technologies, active packaging and sustainable design.
Access provided by Autonomous University of Puebla. Download chapter PDF
Similar content being viewed by others


Keywords
These keywords were added by machine and not by the authors. This process is experimental and the keywords may be updated as the learning algorithm improves.
15.1 Introduction
Food packaging is designed to contain and protect foods, to provide required information about the food and to make food handling convenient from distribution to consumer’s table. The primary functions of packaging are to achieve preservation and the safe delivery of food products until consumption (Han, 2014). Food packaging technology is continuously evolving in response to growing challenges from a modern society (Realini & Marcos, 2014). Major current and future challenges to fast-moving consumer goods packaging include legislation, global markets, longer shelf life, convenience, safer and healthier food, environmental concerns, authenticity and food waste (Kerry, 2014). This background offers a unique opportunity to the packaging industry to offer innovative solutions to address the changing demands of the food industry and consumers as well as the increasing regulatory and legal requirements (Han, 2014). This chapter will present innovations and trends applied to the packaging of fermented food products: optimisation of barrier properties , modified atmosphere packaging , adaptation of packaging to non-thermal preservation technologies, active packaging and sustainable design.
15.2 Barrier Technologies for Fermented Food Packaging
For any given product, it is necessary to understand the most essential material requirements to achieve the targeted environment inside the package and the optimal food quality (Jansson et al., 2002). Therefore, an adequate selection of the barrier packaging material can slow down the rate of food quality deterioration, thus extending the shelf life of the fermented food products (Steinka, Morawska, et al., 2006). Vapours and gases produced or consumed during metabolic processes in fermented foods may require more complex packaging barrier than other products, so in these cases it becomes crucial to find the right balance between oxygen barrier and carbon dioxide permeability. High gas barrier films are generally represented as linear chains with aromatic or polar groups in high proportion and with high molecular weight . Barrier layers made of polymers like PA (polyamide), PET (polyethylene terephthalate) or PVC (polyvinyl chloride) with materials like EVOH (ethylene vinyl alcohol), PVOH (polyvinyl alcohol) or PVDC (polyvinylidene) embedded in the multilayered structure are frequently used as barrier systems in food packaging. However, the use of multilayered films including a barrier layer like EVOH might not be desirable in terms of material recyclability. New developments in transparent, eco-friendly and barrier films include the incorporation of silica oxide (SiOx) coating to the package, among other alternatives (Lee, 2010).
Manufacturers of fermented dairy foods, such as yoghurt, face difficulty in maintaining the viability of bacteria over the shelf life of the products due to several factors including product acidity , pH , storage temperature and oxygen levels. High barrier to O2 is needed as probiotic including lactic acid bacteria are predominantly anaerobic, and an increase in oxygen inside the package could be detrimental to their survival and growth. Miller, Nguyen, Rooney, and Kailasapathy (2002) investigated the effect of different packaging materials on the amount and distribution of oxygen dissolved in stirred-type probiotic yoghurt. High impact polystyrene (HIPS) was used as a control and a high gas barrier material consisting of a laminate made of HIPS and PE (polyethylene) as moisture barriers and intermediate layer of EVOH providing gas barrier was used for comparison. The use of packaging materials with enhanced barrier properties was shown to reduce the dissolved oxygen concentration in yoghurt during storage, leading to a low and stable oxygen concentration below 10 ppm after 42 days at 4 °C, while samples packaged in HIPS reached values of 50 ppm at the end of shelf life. Jansson et al. (2002) studied the content of O2 and CO2 in fermented milk packed with high density polyethylene (HDPE) as control film and two different LDPE (low density polyethylene) multilayer films containing EVOH (LDPE/EVOH32/LDPE, LDPE/EVOH44/LDPE) and an aliphatic polyketone (LDPE/PK/LDPE). EVOH32 pouches showed a lower CO2 concentration and higher O2 concentration after 8 days storage at 8 °C. The authors highlighted that CO2:O2 content ratio can be varied over a wide range by varying crystallinity and polarity materials.
Shelf-life extension of cheese with short maturation times is another interesting area of investigation in terms of improving properties of packaging materials. Changing the light transmission characteristics of food packaging materials by colouring the materials may be a suitable way of reducing photo-oxidative quality changes in cheese. Mortensen, Sørensen, and Stapelfeldt (2002) proved that oriented polyamide (OPA)/PE packaging in black laminates provided the best barrier protection for Havarti cheese, followed by OPA/PE white laminates .
An increasing concern in environmental issues has recently brought a growing number of bio-based formulations in the field of food packaging as will be discussed later. Nevertheless, one of the main disadvantages of these environment friendly materials is their poor barrier properties, thus such properties will have to be improved prior to their application in fermented food products packaging. Peelman et al. (2014) evaluated the influence of the use of bio-based packaging material on the quality and shelf life of grated cheese packaged under 100 % CO2 atmosphere in PET -PE pouches as a conventional material and in (1) cellulose -starch and (2) metallised cellulose-starch pouches as an alternative bio-based packaging material with low oxygen and moisture permeability. The use of barrier improved bio-based packaging materials contributed to improve the sensorial perception, quality parameters and microbial counts of grated cheese.
Meat and meat products are highly susceptible to lipid oxidation and microbial spoilage, which can lead to the development of rancid or off-flavours. Meat products are commercially packed using vacuum or modified atmosphere conditions in high barrier plastic multilayer films. Several researchers investigated the possibility of extending shelf life of traditional dry fermented sausage (Petrovac sausage) applying a bio-based collagen-chitosan based coating to the fermented sausage as a substitute of traditional collagen coatings (Krkić et al., 2013; Krkić, Lazić, Petrović, Gvozdenović, & Pejić, 2012; Krkić, Lazić, Savatić, et al., 2012). The chitosan -collagen coating showed lower O2 permeability and was able to slow down moisture loss and lipid oxidation, resulting in better sensory properties . Working with the same type of dry fermented sausage, Ščetar, Kovačić, Kurek, and Galić (2013) performed a different approach, by using a combination of different laminates as external packaging (LLDPE/EVOH/PET and PVDC/Polyester/PE) together with vacuum or modified atmosphere packaging (MAP) (100 % N2) at three different storage temperatures. The PE-LLD/EVAL/PET laminate, which had the lowest O2 permeability, scored the best on sensory attributes of dry fermented sausage during storage (upto 120 days) at 4 °C packaged under 100 % N2 atmosphere .
Pressure built up in packaged fermented vegetable products may result in volume expansion and leakage problems. Therefore, optimal packaging for red pepper paste needs to meet the roles of alleviating volume expansion and preserving product quality . In the study carried out by Lee, Hwang, Choi, and Lee (2003), fermented red pepper paste was packaged under air and MAP of 30 % CO2/70 % N2 and 100 % CO2. The MAP conditions were applied with a high gas barrier film (Nylon/EVOH/LLDPE) and with a gas permeable film (coextruded multilayered Nylon). Difference in internal atmosphere among the packages existed only in the initial period of storage. The balance between CO2 production from the red pepper paste and permeation through the film with high O2 and CO2 permeability reached similar gas compositions after 50 days for all the packages. Shin, Cheigh, and Lee (2002) studied the effects of CO2 absorption on the packaging material used to pack kimchi, a fermented vegetable dish made of salted Chinese cabbage with spices . Barrier properties were improved by fabricating plastic sheets made of PS (polystyrene) or PE and incorporated with Na2CO3-zeolite powder (20 w/w%), which were uniformly distributed in the polymer matrix. When sodium carbonate was used along with zeolite, the CO2 absorption of the latter was helped due to the reaction of the former with water , alleviating pressure build-up and volume expansion of kimchi packages while maintaining a low stabilised CO2 partial pressure.
15.3 Modified Atmosphere of Fermented Food Products
15.3.1 MAP Principles
Food spoilage is mainly due to moisture loss or uptake, fat oxidation and microbial growth. Storage of foods in a modified atmosphere can maintain quality and extend product shelf life. The function of MAP is to exclude oxygen and moisture from the packaged food and thereby retard growth of spoilage microorganisms, reduce oxidative rancidity, and maintain texture and colour of various food products (Aidlin, Arch, et al., 1997). Selection of the most appropriate packaging materials is essential to maintain the quality and safety of MAP foods. MAP requires the use of high barrier materials such as the ones described in the previous section (see Sect. 15.2).
The gases used in MAP of fermented food products are carbon dioxide and nitrogen. CO2 is used in MAP of foods for its bacteriostatic and fungistatic properties. It is particularly effective against moulds and Gram-negative , aerobic spoilage bacteria such as Pseudomonas sp., but it is much less effective in controlling yeasts or lactic acid bacteria (Robertson, 2013). CO2 dissolves readily in water to produce carbonic acid resulting in a pH reduction. As with all gases, the solubility of CO2 increases with decreasing temperature and therefore the antimicrobial activity of CO2 is higher at low temperatures (Robertson, 2013). The high solubility of CO2 in high moisture /high fat foods can result in package collapse due to the reduction of headspace volume. Optimum levels of CO2 to control the bacterial and mould growth are in the range of 20–30 % (Mullan & McDowell, 2003). N2 is a relatively unreactive gas which is commonly used to displace air, particularly oxygen, from the package. Oxygen removal results in growth inhibition of aerobic spoilage microorganisms. N2 is also used to balance gas pressure inside packs in order to prevent the collapse of packs containing high moisture and high fat food products (Mullan & McDowell, 2003). Noble or inert gases such as argon are also commercially used as filler gases; however, the literature on their application and benefits is still limited (Mullan & McDowell, 2003).
The proper combination of food, gas mixture and package material will result in extension of shelf life and improved food quality .
15.3.2 MAP of Fermented Food Products
Deterioration of fermented meat products during storage is mainly due to discoloration, biochemical changes, fat oxidation and microbial spoilage (Lawrie & Ledward, 2006). Nitrosomyoglobin (NOMb), the pigment of cured meats, is stable in the absence of O2, but its oxidation to metmyoglobin is very fast in the presence of O2. The rate of NOMb oxidation increases directly with increasing O2 tension and is accelerated by the action of light (Robertson, 2013). The key aspect to improve the quality of packaged fermented meat products is to reduce the presence of oxygen which can be achieved by means of vacuum packaging and MAP (20–30 % carbon dioxide and 80–70 % nitrogen). These atmospheres reduce discolouration and fat oxidation and inhibit the growth of microorganisms. Esturk and Ayhan (2009) reported improved quality of sliced salami packed in the absence of O2 (100 N2, 50 % CO2/50%N2). Other authors have reported a reduced production of biogenic amines (putrescine) in fermented sausages (a w = 0.915) packed with 70 % CO2/30%N2 (Tabanelli, Montanari, Grazia, Lanciotti, & Gardini, 2013). Meat products are commonly packed in MAP using semi-rigid and rigid trays and the gas replacement is carried out by removing air present in the package using vacuum followed by gas flushing. To better maintain the integrity of the package, total pressure inside the package is maintained slightly below 1 atm (Toldrá, Gavara, & Lagarón, 2004). In general, MAP is not considered as an ideal choice for long storage of mould-ripened sausages. Packaging in high barrier materials prevents moisture to evaporate from the surface, resulting in mould loosening and giving the product a bad appearance (Incze, 2004).
Microbial growth and rancidity are the primary causes of quality deterioration in dairy products. The type of spoilage largely depends on the characteristics of the particular product. The main limitation for the shelf life of yogurt and fermented milk is the spoilage by bacteria, moulds and yeasts that grow at refrigeration temperatures. In addition, syneresis and oxidation are also considered as the main limiting factors for yogurt shelf life (Entrup, 2005). N2 flushing of package headspace has proved to be able to extend the shelf life of yogurt. On the other hand, CO2 addition through modified atmosphere packaging or direct injection as a cost-effective shelf-life extension strategy is used commercially worldwide (Hotchkiss, Werner, & Lee, 2006). Liquefied or compressed CO2 gas can be incorporated directly into a flowing stream of product which has advantages over conventional MAP in that no headspace is required and the amount of dissolved CO2 can be carefully controlled (Hotchkiss et al., 2006). Wright, Ogden, and Eggett (2003) determined that the threshold of carbonation in yogurt to extend shelf life without changing sensory properties was around 5.97 mM. Yogurt produced under regular conditions has a shelf life of 10–14 days at 4–6 °C that can be extended to 22–25 days when packed in MAP condition of 0–30 % CO2/100–70 % N2.
Hard cheeses with relatively low water activity are normally affected by the growth of moulds while products with high water activity such as soft cheeses are more susceptible to fermentation and rancidity. MAP was proven to be useful in prolonging the shelf life of cheese samples in terms of microbiological and sensorial aspects. The selection of gas mixtures depends on cheese type, cheese manufacturing conditions, initial microbial load, packaging materials and storage conditions, as well as post-processing handling (Khoshgozaran, Azizi, & Bagheripoor-Fallah, 2012). MAP is used particularly for cheeses that are more prone to deteriorative changes such as portioned and sliced hard with a large surface area exposed to light and O2 (Robertson, 2013). Hard and semi-hard cheeses, such as cheddar, are commonly packed in 100 % CO2 or N2/CO2 mixtures in order to prevent mould growth (Hotchkiss et al., 2006). Favati, Galgano, and Pace (2007) reported that Provolone cheese packed with CO2 and N2 (30:70) extended its shelf life to more than 9 months at 8 °C slowing down the proteolytic and lipolytic phenomena during cheese ripening. Other authors also observed inhibition of E. coli and total viable counts in Graviera cheese packed in MAP (Arvanitoyannis, Kargak, & Hadjichristodoulou, 2011). MAP is also used for sliced and grated cheeses to inhibit mould growth and to facilitate separation of the portions. Soft cheeses are also packaged in atmospheres with increased carbon dioxide and low oxygen levels to inhibit bacterial growth and rancidity. However, for soft cheeses as the water content is higher, the concentration of CO2 has to be limited to 40 % to avoid collapse of the package as well as formation of undesirable flavours during storage (Zhao, 2005).
The most common forms of deterioration of bakery products are microbiological spoilage and moisture loss or gain during storage. MAP is the most common packaging technology used to extend the shelf life of bakery products due to its high air content and fragile structure which cannot be vacuum-packed. A range of gas mixtures has been used to extend the shelf life of bakery products ranging from 100 % CO2 to 50 % CO2/50 % N2 (Robertson, 2013). N2 acts as a filling gas while CO2 is used for its bacteriostatic and fungistatic action (García Iglesias, Gago Cabezas, & Fernández Nuevo, 2006). Extensions of 3 weeks to 3 months at room temperature are achievable using appropriate mixtures of CO2 and N2 (Smith, Daifas, El-Khoury, Koukoutsis, & El-Khoury, 2004). In this sense, Degirmencioglu et al. (2011) reported that sliced bread samples packed in MAP (100 % N2, 70 % N2/30 % CO2, 50 % N2/50 %CO2, 30 % N2/70 %CO2 and 100 % CO2) showed no growth of moulds after 21 days of storage at 20 °C and 60 % RH, being MAP with 100 % CO2 the most effective treatment for the inhibition of bacteria. Other authors have reported extensions of shelf life of 117 and 158 % of sliced wheat bread packed in CO2:N2 (50:50) stored at 20–25 °C and 15–20 °C, respectively (Rodríguez, Medina, & Jordano, 2000).
15.4 Effect of Non-thermal Food Processing Technologies on Packaging Materials
Non-thermal processing technologies comprise a number of novel techniques used to preserve and enhance the quality and safety of food by a less aggressive approach than traditional thermal preservation methods. These new food processing technologies are usually non-thermal, resulting in fresh like taste, flavour and reduced nutrient losses than traditional heat-based processing technologies. Most of these technologies are applied directly on the packaged food product in order to prevent post-processing contamination. However, to date little attention has been paid to the influence of these non-thermal treatments on food packaging materials with regard to mechanical, structural, thermal and barrier properties. Therefore, the assessment of packaging properties, mainly barrier properties, when subjected to different food processing conditions gains a particular relevance.
Among these technologies, high pressure processing (HPP), pulsed electric fields (PEF) and radiation are some of the main techniques currently being used at industrial scale. Others like ionising radiation , plasma or ozone treatment are presently in its infancy, and many other techniques such as magnetic fields, ultrasound , pulsed light, high voltage arc discharge, dense phase carbon dioxide, UV radiation , electron beam or pulsed X-ray represent a noticeable but minor alternative processing methods (Morris, Brody, & Wicker, 2007).
Foods can be irradiated after packaging by gamma radiation , e-beam or intense light. Irradiation can inactivate microorganisms and change physiological responses of foods; however, it can also change the chemical structure of polymeric packaging materials (Min & Zhang, 2007). For this reason, packaging materials used for irradiation should be chemically stable under the radiation dose to prevent polymer degradation and low molecular weight hydrocarbons and halogenated polymers formation which can migrate into foods. Radiolysis products (RPs) formed upon irradiation of a polymer or adjuvant could migrate into food and can affect odour , taste and safety of the irradiated food. Radiation does not generally affect all properties of a polymer to the same degree. According to Mrkić, Galić, and Ivanković (2007), barrier properties of some monofilms (PE-HD, PE-LD, PS, BOPP) are not significantly changed by irradiation (Rojas Gante & Pascat, 1990). As in the case of laminates, barrier properties either decrease, as in the case of BOPP/CPP and PET /PVDC/PE (Kim-Kang & Gilbert, 1991; Mizani, Sheikh, Ebrahimi, Gerami, & Tavakoli, 2009), or are not significantly affected, for example PA/PVDC/EVAC, PET/PE/EVAL/PE and PET/PET/PE-LLD (Deschênes et al., 1995; Mizani et al., 2009; Riganakos, Koller, Ehlermann, Bauer, & Kontominas, 1999), with applied radiation doses .
HPP is used to reduce food spoilage and pathogenic microorganisms from solid and liquid food products, extending the shelf life with minimal impact of the quality and nutritional value of food. High pressure -induced damages in polymeric packaging materials can be split into two categories: direct and indirect effects. Direct effects are caused directly by the high pressure treatment while the indirect effects are caused by the compression of other substances in the package. A direct effect of high pressure treatment on polymers can lead to changes in crystallinity. Delamination and other changes may also occur in multilayer packaging which affects the overall functionality of the whole package. Multilayer systems that include inorganic layers frequently see direct damages to the inorganic layers and delamination at the interface between inorganic and polymeric layers with both of these problems caused by the discontinuity of the mechanical properties across the interface. Indirect effects of high pressure treatment on polymeric packaging materials are primarily caused by compressed gases which will initially cause thermal effects ranging from localised increase of crystallinity to more serious problems such as melting of the sealing layer (Fleckenstein, Sterr, & Langowski, 2014).
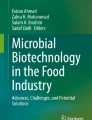
The effect of high pressure processing (400 MPa for 30 min, at 20 or 60 °C) on mechanical and thermal properties of four complex packaging materials (PE/EVOH/PE, metallised PET /PE, PET/PE, PP-SiOx) was studied by Galotto et al. (2008). Delamination and wrinkling were observed as a general consequence of the HP processing of multilayer polymeric systems without influencing mechanical properties of PE containing laminates. SiOx broke down after the HP treatment, thus causing significant modifications in PP-SiOx laminates. Other authors investigated the effects of HP pasteurisation (25 °C) and HP sterilisation (90 °C) on the cause of onset delamination of bilayer films (PP/PA, PP/OPA, PP/PET ) using water and solid carrots as food stimulants (Fraldi et al., 2014). Each of the three bilayer films that were tested was able to withstand HPP at 25 °C without showing any evident mechanical failures. Moreover, there was no delamination after high pressure sterilisation at 90 °C, even at 700 MPa for PP/PA (Fig. 15.1c) and was barely present for PP/OPA (Fig. 15.1d) for both food simulants. However, the PP/PET pouches showed signs of localised delamination after high pressure sterilisation over the entire investigated pressures range (Fig. 15.1a, b). Authors concluded that the main cause of delamination could be attributed to the differences in the mechanical behaviour of the two films making up the multilayer structure and their dependence on temperature and pressure .

Photographs of pouches after high pressure treatment. (a) picture of a PET /PP pouch after HP sterilisation treatment at 200 MPa (food simulant: tap water ), arrows indicating regions of delamination; (b) detail of a delaminated region in PET/PP pouch with arrows highlighting the delamination zones; (c) picture of a PA/PP pouch after HP sterilisation treatment at 500 MPa (food simulant: tap water); (d) picture of a OPA/PP pouch after HP sterilisation treatment at 700 MPa (food simulant: solid carrots ) (Fraldi et al., 2014)
Pulsed electric field uses short pulses of electricity to inactivate microorganisms, causing minimal detrimental effects to the food quality and nutritional attributes. It can be used to preserve liquid food products that are normally pasteurised by thermal methods. New PEF treatments can be carried out after the packaging step, where conductive electrodes can be integrated into the package (Roodenburg et al., 2013). In this regard, Roodenburg et al. (2010) suggested that it was possible to get sufficient electric field inside a pouch made from any arbitrary packaging film. However, the direction of the applied electric field has a great influence on the electric field distribution and needs to be applied perpendicular to the surface of the film. Loss of electric field can occur due to variations in conductivity of food product and packaging material. Authors recommended choosing the film conductivity equal to the highest conductivity of the treated food product. The shelf life of foods packaged into plastics and processed by PEF treatment depends on the permeation of gas and water vapour through packages because a significant amount of food deterioration results from oxidation and changes in the water content (Akbarian et al., 2014).
15.5 Sustainable Fermented Food Packaging
15.5.1 Eco-design
One of the biggest challenges for the food packaging sector is to develop sustainable packaging systems that are able to minimise the environmental impact derived from packaging. In Europe, packaging represents the largest application sector for the plastics industry, with a 39.6 % of the total plastics demand. The amount of post-consumer plastics waste produced in Europe in 2012 was 25.2 million tonnes, from which 62 % were recovered (26 % recycled and 36 % recovered energy), and 38 % ended up in landfills (Plastics Europe, 2014). Although there is a positive trend observed in the recovery and recycling of plastics, other strategies are needed in order to promote sustainable packaging. Design is the most important and critical stage in the product development process with regard to producing better environmental outcomes, quality assurance , and consumer satisfaction (Park, Lee, & Han, 2014). Eco-design means the integration of environmental aspects into product design with the aim of improving the environmental performance of the product throughout its whole life cycle (European Union, 2009).
The key principles that need to be considered in the design or procurement of packaging to improve its sustainability are listed below (Australian Packaging Covenant, 2014).
-
Fit-for-purpose: designed to meet market and consumer needs while minimising the net impact in a cost-effective way.
-
Resource efficiency: designed to minimise the use of materials and other resources without compromising product quality and safety .
-
Low-impact materials: designed to minimise the environmental and social impacts of materials and components.
-
Resource recovery: designed to maximise its potential for recovery and recycling.
15.5.2 Successful Eco-design Strategies for Fermented Food Packaging
A selection of eco-design strategies addressed to minimise the environmental impact of packaging that have been successfully developed for fermented food products are listed below.
15.5.2.1 Source Reduction
Source reduction consists in reducing the amount of materials used to produce food packaging which results in a reduction of the amount of waste derived from packaging. Material reduction can be achieved by reducing packaging thickness, by using alternative materials or by reducing the number of packaging elements used (Australian Packaging Covenant, 2014). In this regard, Licciardello, Cipri, and Muratore (2014) proved that it was possible to reduce the thickness of the packaging used to pack industrial durum wheat bread (thermoformed bottom and lid) by about 20 % without affecting its shelf-life standards. In another study made in partnership with WRAP, Coca-Cola Enterprises and Beverage Can Makers Europe (BCME), it was proven that beer and cider aluminium cans can be lightweighted by 5 % without compromising the quality of the product (Waste & Resources Action Programme, 2008). Another strategy to reduce material consumption is to minimise the number of layers through the optimal combination of primary, secondary and transport packaging (Lewis, 2008). As an example, UK supermarket chain Sainsbury’s replaced the packaging of its own-brand garlic bread consisting of a plastic sleeve (primary packaging) and a cardboard carton (secondary) with a polypropylene film pack. Product redesign resulted in a weight reduction of 70 % and improved logistics efficiency by 20 % (Holdway, Walker, & Hilton, 2002). The use of flexible materials as an alternative to rigid packaging materials such as metal cans and glass contributes to significantly reduce the weight impact, resulting in transport efficiency savings and overall improvement in environmental performance. For example, the use of a laminated pouch for beverage packaging results in a drop of the weight impact of the packaging during transport from 52 to 6 %. The weight impact relates directly to increased efficiencies in transportation and storage (Flexible Packaging Europe, 2012). Bonfire Winery has successfully launched its 1.5 L wine stand-up pouch consisting of a three-layer film produced by Curwood. This novel design favours convenience thanks to a built-in tap, and represents an important material reduction compared to traditional glass bottles, Tetra Brik® or bag-in-box formats (Reynolds, 2014). Lightweighting can also be achieved through structural redesign of the package. In this sense, a number of UK-based, international lager beer brand owners took the challenge of making significant design changes to their bottles, achieving savings of 10,600 tonnes of glass. As an example, Cobra Beer successfully obtained a weight reduction of 20 % of the 660 mL bottle and Carlsberg UK a 17 % of the 275 mL bottle (Waste & Resources Action Programme, 2008).
15.5.2.2 Food Waste Reduction
Packaging design should be user-friendly in order to avoid food waste due to a difficult access. A recent study showed that in Sweden up to 10 % of the content of yogurt cartons (74 tons of yogurt) is wasted every year because consumers find it difficult to use all the yogurt contained in traditional packaging cartons. In order to solve this food wastage, the Swedish packaging company Ecolean has successfully developed and launched a flexible package particularly suitable for dairy products which enables the consumer to squeeze out nearly all of the content (Eliasson, 2008).
15.5.2.3 Use of Recycled Packaging Materials
The use of recycled materials as raw materials can significantly reduce the environmental impact of packaging. It has been estimated that the embodied energy saving per kg in the production of recycled glass, HDPE and PET is of 57 %, 79 % and 76 %, respectively, compared to virgin product (Lewis, 2008). In this sense, Siracusa, Ingrao, Giudice, Mbohwa, and Dalla Rosa (2014) estimated that the use of recycled PA resin instead of virgin PA in the production of bilayer (PA/LDPE) film bags for food packaging would lead to a reduction of about 15 % of the environmental damage.
15.5.2.4 Improvement of the Rate of Recycling by Changing the Materials
One way of promoting sustainable development is through recycling and the adoption of more environmentally friendly packaging. In the dairy sector, large yogurt producers have increased their rates of recycling and the type of packaging has changed. Some yogurt manufacturers such as Muller have changed the materials used for yogurt lids from aluminium to paper with a foil coating, which is more biodegradable and has reduced the amount of plastic used in each pot through material reductions achieved in pot walls and rim (Dewick, Foster, & Green, 2007).
15.5.3 Biodegradable Packaging Materials
In the search for environmental-friendly packaging polymers, a wide range of biodegradable materials are being exploited. Biodegradable polymers break down into natural compounds, therefore they would reduce the carbon footprint and make the system sustainable (Scott, 2002). Biodegradation takes place through physical decomposition and biological processes led by aerobic or anaerobic microorganisms, or under composting conditions. Biopolymers and biodegradable plastics are expected eco-friendly alternatives to petroleum-based polymers. Their implications in the preservation of the environment are, however, not uniform, and need to be carefully considered (Yates & Barlow, 2013). The choices in the group of eco-friendly polymers comprise biopolymers derived from natural sources which are biodegradable and compostable (Fig. 15.2), plastics made from renewable sources which are not necessarily biodegradable or compostable and synthetic plastics not based on renewable sources which are biodegradable (Siracusa, Rocculi, Romani, & Dalla Rosa, 2008). Coatings are applied in many food products to control moisture loss, to allow the selective exchange of gases or to control oxidative processes. In addition, they are linked to the possibility to achieve a personalised appearance and protection against microbial growth. In general, lipids are good in controlling water transmission, proteins provide excellent mechanical stability and polysaccharides are good oxygen barriers (Embuscado & Huber, 2009). Waxes have been used since the twelfth century to diminish water losses and to minimise mechanical damages in foods (Hardenburg, 1967). In particular, melted paraffin or paraffin-carnauba mixtures are used to cover cheese. The length of the fatty acid hydrocarbon chain is relevant to achieve acceptable barriers to water vapour (Morillon, Debeaufort, Blond, Capelle, & Voilley, 2002). Waxes can also decrease oxygen and carbon dioxide transmission and provide protection against microbial growth .

Biopolymers with good perspectives in food packaging grouped by their origin
One of the most successful applications of biodegradable materials is meat casings. Casings must be strong but also shrinkable as they are important to determine shape and size of the final product. Collagen casings are frequently used in dry and semi-dry fermented meat products because they present excellent stability and are permeable to smoke and moisture (Gomes, Santos, Almeida, Elias, & Roseiro, 2013). Collagen casings are edible in most applications. Another option for the production of uniform and strong casings is regenerated cellulose made from solubilised cotton or wood pulp (Nicholson, 1991). Cellulose has an ability to withstand curing and smoking processes which can substitute animal casings for fermented meat products. Regenerated cellulose edible casings allow the diffusion of oxygen, moisture, smoke and nutrients (Sreenath & Jeffries, 2011). Non-edible cellulose casings made of fibrous cellulose are also used commercially; however, fibrous cellulose is not permeable to smoke (Toldrà, 2014).
Carbohydrate and protein based packaging materials in fermented food products have also been investigated. For example, the potential of galactomannans as coatings of semi-hard cheeses was studied by Cerqueira et al. (2009, 2010). They reported that galactomannan-based coating can reduce gas transfer and cheese respiration rates, resulting in colour stability and extended shelf life. Kampf and Nussinovitch (2000) tested different films from k-carrageenan, alginate and gellan as coatings for semi-hard cheeses, finding a reduction in water vapour transmission rates and texture improvements. No, Meyers, Prinyawiwatkul, and Xu (2007) also showed a reduced microbial proliferation and staling in bread coated with chitosan . Blends of chitosan with starch (Mei, Yuan, Wu, & Li, 2013) and chitosan with sodium caseinate (Moreira, Pereda, Marcovich, & Roura, 2011) were effective in the storage of Mongolian cheese, cheese wraps and salami .
15.6 Active Packaging
The concept of active packaging refers to packaging systems where certain compounds have been intentionally added to the packaging material or in the packaging headspace to enhance the performances of the packaging itself, to improve food safety , quality and shelf life. Active packaging includes non-migratory strategies, the controlled migration of non-volatile agents and the emission of volatile compounds into the packaging headspace (Dainelli, Gontard, Spyropoulos, Zondervan-van den Beuken, & Tobback, 2008).
15.6.1 Oxygen Scavengers
Oxygen scavengers are able to reduce residual oxygen in food packaging environment to less than 0.01 % (Vermeiren, Heirlings, Devlieghere, & Debevere, 2003). The most extended commercial alternatives are sachets containing iron or ascorbic acid , and more recently, cerium and palladium. Many sorts of oxygen scavenger sachets are being commercialised under different trademarks. They have been recently reviewed by Realini and Marcos (2014) and include Oxy-Guard™ (Clariant Ltd.), OxyCatch™ (Kyodo Printing Company, Ltd.), ATCO® (Standa Industrie) and FreshPax® (Multisorb Technologies, Inc.). Most of them find applications in meat, bread , bakery products and dry foods (Legrand, 2000). Salminen, Latva-Kala, et al. (1996) reported that the microbial shelf life of sliced rye bread was extended considerably by packaging with ATCO O2 absorbers. However, individual sachets have limited applicability. They are not suitable for liquid foods and are not positively appreciated by consumers (Rooney, 1995). Extruded scavenging films, scavenging bottle closures or enzymatic O2 scavengers would be preferred (Floros, Dock, & Han, 1997). Moisture -activated scavengers include a resin-bonded oxidable metal and oxidation promoters and fillers (Graff, 1998). In dry foods, UV-activated dyes can be incorporated (Nielsen, 1997). Glucose oxidase and catalase are frequently used in bottled beer or wines (Hardwick, 1995). Sulfate-based oxygen absorbers can also be incorporated into crown corks and plastic screw-on caps (Teumac, 1995), such as beer bottles. The incorporation of oxygen scavengers has opened new applications for low barrier materials such as PET. Chevron Phillips LLC and Sealed Air developed oxygen scavenger multilayer flexible films, in particular the OSP™ and Cryovac® OS2000 (Speer, Edwards, et al., 2009). OxyRx™ oxygen scavenging PET containers have been developed by Mullinix. Oxbar™ is a system developed by Carnaud-Metal Box (now Crown Cork and Seal) used especially in the manufacturing of rigid PET bottles for packaging of wine, beer , flavoured alcoholic beverages and malt-based drinks (Brody, Strupinsky, & Kline, 2001). Other materials such as EVOH, which suffers retort-shock and loses barrier, can also be reinforced with oxygen scavengers as in the case of EVAL™ .
15.6.2 Ethanol Emitters
Modified atmosphere packaging of bakery products encounters a big problem associated to the large amount of pores in the matrix. They trap oxygen and favour the development of aerobic microorganisms (Galic, Curic, & Gabrić, 2009). To solve this problem, some companies offer ethanol vapour generators. In those systems, absorbed or encapsulated ethanol is released from sachets or laminate films when moisture is absorbed. The released ethanol is helpful to retard the growth of moulds in bread and bakery products, especially in products with high moisture , but also in semi-moist and dry products (Franke, Wijma, & Bouma, 2002). They have an additional antistaling effect. The addition of vanilla and other aromas can mask the off-ethanol flavour (Galic et al., 2009). Ethanol vapour generators may also be efficiently combined with oxygen absorbers. The combined systems have successfully extended the shelf life of bakery products such as sliced rye bread (Salminen et al., 1996), sliced wheat bread (Latou, Mexis, Badeka, & Kontominas, 2010) and durum wheat bread (Del Nobile, Martoriello, Cavella, Giudici, & Masi, 2003). Ethanol emitters such as Ethicap (Freund Industrial Co. Ltd), Oitech (Nippon Kayaku co, LTD), Ageless type SE (Mitsubishi Gas Chemical Co Ltd.) and some others reviewed by Day (2008) and Rooney (1995) are commercially available .
15.6.3 Carbon Dioxide Scavengers and Emitters
In modified atmosphere packaging , the headspace composition changes due to the higher permeability of polymers to CO2 and the metabolic processes (Kanehashi, Kusakabe, Sato, & Nagai, 2010; Moller, Jensen, Olsen, Skibsted, & Bertelsen, 2000). In addition, CO2 is highly soluble in fats and moisture ; therefore, it might be required to replace it to avoid package collapse (Rao & Sachindra, 2002). CO2 emitters in the form of sachets or labels usually contain ferrous carbonate or a mixture of ascorbic acid and sodium bicarbonate. Ascorbic acid absorbs oxygen and releases the equivalent amount of carbon dioxide (Waite, 2003). This technology has been applied to the storage of bread and bakery products, rice cakes and others. Mitsubishi Gas Chemical Co Ageless® is a carbon dioxide emitter. FreshPax R (Multisorb Technologies) has dual capabilities as oxygen scavenger and carbon dioxide emitter. On the other hand, carbon dioxide reacts with hydroxides to produce carbonates (Day & Potter, 2011), being the basis for the most commonly used carbon dioxide absorbers. Carbon dioxide scavengers are typically applied in the packaging of ground coffee because coffee produces considerable amounts of CO2 that can cause the packaging to burst (Hurme, Sipiläinen-Malm, & Ahvenainen, 2002). The levels of carbon dioxide must also be controlled during storage of certain cheeses, such as Emmentaler cheese, to avoid unwanted blowing or the collapse of the package.
15.6.4 Moisture Absorbers
The accumulation of water in the package might reduce the shelf life of fermented food products affecting flavour, texture or accelerating the growth of moulds and bacteria. Several technologies have been developed based on the capabilities of desiccants such as silica gel, clay or lime. ATCO® (Standa Industrie) supplies a whole range of humidity absorbers. Multiform desiccants Inc. developed customised absorbers for moist, dry and refrigerated foods. FreshPax® S (Multisorb Technologies) are oxygen and moisture absorbers for bread , bakery, cheeses and other cultured dairy products that inhibit rancidity and retain the colour .
15.6.4.1 Antimicrobials and Antioxidants
Packaging polymers may play a supplementary role as carriers of antimicrobial or antioxidant molecules able to control pathogens and food spoilage microorganisms and to retard the oxidative processes (Bastarrachea, Dhawan, & Sablani, 2011). The action of antimicrobial additives and antioxidants may be controlled with tailored polymer blends, nanoclay incorporation, polymer crosslinking or chemical bonding (Duncan, 2011; Fernandez, Cava, Ocio, & Lagaron, 2008; LaCoste, Schaich, Zumbrunnen, & Yam, 2005). The impact of these technologies is however limited due to the restrictive regulation concerning active packaging (European Commission, 2009). Besides, natural antimicrobials and antioxidants are sensitive to polymer processing temperatures and molecules required for chemical crosslinking are frequently toxic .
One of the most common surface preservatives in cheese and fermented meat products is natamycin (E235), a polyene macrolide antibiotic produced by Streptomyces natalensis. Natamycin is allowed to control mould development in cheese surfaces (El-Diasty, El-Kaseh, & Salem, 2008). In semi-hard and semi-soft cheeses, natamycin can be added to PVA coatings applied before ripening. Natamycin can also be added to collagen or cellulose casings of dry and fermented sausages to prevent mould growth in the casing, for example, under the trademark SANICO® (Laboratories STANDA). Many studies focus on the combination of natamycin with biopolymers. Gliadin films cross-linked with cinnamaldehyde and incorporated with natamycin were efficient to reduce moulds in cheese slices (Balaguer et al., 2014). In another study, a sol-gel processing of PLA with tetraethoxysilane and polyvinyl alcohol incorporating natamycin was tested on the surface of a semi-soft cheese with excellent results against mould spoilage (Lantano et al., 2014).
In edible films and coatings, preferred antimicrobials and antioxidants are bioactive natural compounds such as organic acids , essential oils, plant extracts, bacteriocins , enzymes or chitosan . Some examples illustrate the benefits of natural compounds in cheese edible coatings. Starch -based films coated with linalool , carvacrol or thymol were effective to eliminate Staphylococcus aureus inoculated on the surface of Cheddar cheese (Kuorwel, Cran, Sonneveld, Miltz, & Bigger, 2011). Cheese slices covered with edible pouches containing zein and oleic acid showed increased shelf life (Ryu et al., 2005). Ayana and Turhan (2009) used methylcellulose/chitosan films containing olive leaf extracts to control S. aureus growth in Kasar cheese. Sodium alginate coatings containing Lactobacillus reuteri, or lysozyme (E1105) and EDTA (E385) extended the shelf life of Fior di Latte cheese (Angiolillo, Conte, & Del Nobile, 2015; Conte, Gammariello, Di Giulio, Attanasio, & Del Nobile, 2009). Galactomannan and nisin (E234) showed positive results for Ricotta cheese preservation (Martins, Cerqueira, Souza, Carmo Avides, & Vicente 2010).
In addition, natural bioactive compounds in packaging materials can improve the quality of bread and bakery products. Chitosan coatings inhibited microbial growth and retarded bread oxidation and staling (No et al., 2007). Other authors reported that carvacrol and thymol incorporated in polypropylene were able to increase the shelf life of bread (Gutierrez, Escudero, Batlle, & Nerín, 2009). Similarly, cinnamaldehyde can be incorporated in gliadin films to increase the shelf life of sliced bread and cheese spreads (Balaguer et al., 2014). An active packaging with cinnamon essential oil combined with MAP was tested to increase the shelf life of gluten-free sliced bread . Active packaging was better than MAP alone, maintaining the sensory properties of gluten-free bread (Gutierrez, Batlle, Andújar, Sánchez, & Nerín, 2011).
The interest in metal-based micro- and nanocomposite materials is also growing. Among them, silver-based antimicrobials are widely used in the USA and Japan, and could grow in Europe after their inclusion in the provisional list of additives for use in food contact materials and in the list of surface biocides in the framework of the Biocides Product (European Commission, 2011, 2012). Several masterbatches containing silver particles are being commercialised (Biomaster®, AgIon®, Irgaguard®, IonPure® and others). The applicability of silver as antimicrobial is however controversial since the concentrations necessary in foods are far above the recommended loads (Llorens, Lloret, Picouet, Trbojevich, & Fernandez, 2012). Many works report on applications in contact with fermented foods, mainly cheese. Agar, zein and PCL films reinforced with silver-montmorillonite have been tested against several microorganisms (Incoronato, Buonocore, Conte, Lavorgna, & Nobile, 2010). Among them , only agar loaded with silver nanoparticles was able to release silver ions due to the ability for water uptake, showing good perspectives to prolong the shelf life of Fior di Latte cheese (Incoronato, Conte, Buonocore, & Del Nobile, 2011).
References
Aidlin, T., Arch, J., et al. (1997). In K. L. Yam (Ed.), The Wiley encyclopedia of packaging technology. New York: Wiley. 1368 pp.
Akbarian, M., Aghamohammadi, B., Akbarian, A., Poursharif, Z., Ghasemkhani, N., & Moayedi, F. (2014). Effect of different nonthermal processings on food packaging: A review. Indian Journal of Fundamental and Applied Life Sciences, 4(2), 420–426.
Angiolillo, L., Conte, A., & Del Nobile, M. A. (2015). Technological strategies to produce functional meat burgers. LWT--Food Science and Technology, 62(1), 697–703.
Arvanitoyannis, I. S., Kargak, G. K., & Hadjichristodoulou, C. (2011). Effect of several MAP compositions on the microbiological and sensory properties of Graviera cheese. Anaerobe, 17, 310–314.
Australian Packaging Covenant. (2014). Sustainable packaging guidelines. Retrieved February 16, 2015, from http://www.packagingcovenant.org.au/data/Resources/Sustainable_Packaging_Guidelines.pdf
Ayana, B., & Turhan, K. N. (2009). Use of antimicrobial methylcellulose films to control Staphylococcus aureus during storage of Kasar cheese. Packaging Technology and Science, 22(8), 461–469.
Balaguer, M. P., Fajardo, P., Gartner, H., Gomez-Estaca, J., Gavara, R., Almenar, E., et al. (2014). Functional properties and antifungal activity of films based on gliadins containing cinnamaldehyde and natamycin. International Journal of Food Microbiology, 173, 62–71.
Bastarrachea, L., Dhawan, S., & Sablani, S. S. (2011). Engineering properties of polymeric-based antimicrobial films for food packaging. Food Engineering Reviews, 3(2), 79–93.
Brody, A. L., Strupinsky, E. R., & Kline, L. R. (2001). Oxygen scavenger systems. Active packaging for food applications. Pennsylvania: T. P. Company.
Cerqueira, M. A., Lima, A. A., Souza, B. W. S., Teixeira, J. A., Moreira, R. A., & Vicente, A. A. (2009). Functional polysaccharides as edible coatings for cheese. Journal of Agricultural and Food Chemistry, 57(4), 1456–1462.
Cerqueira, M. A., Sousa-Gallagher, M. J., Macedo, I., Rodriguez-Aguilera, R., Souza, B. W. S., Teixeira, J. A., et al. (2010). Use of galactomannan edible coating application and storage temperature for prolonging shelf-life of “Regional” cheese. Journal of Food Engineering, 97(4), 87–94.
Conte, A., Gammariello, D., Di Giulio, S., Attanasio, M., & Del Nobile, M. A. (2009). Active coating and modified-atmosphere packaging to extend the shelf life of Fior di Latte cheese. Journal of Dairy Science, 92(3), 887–894.
Dainelli, D., Gontard, N., Spyropoulos, D., Zondervan-van den Beuken, E., & Tobback, P. (2008). Active and intelligent food packaging: Legal aspects and safety concerns. Trends in Food Science & Technology, 19(Suppl 1), S103–S112.
Day, B. P. F. (2008). Active packaging of food. In J. Kerry, & P. Butler (Eds.), Smart packaging technologies for fast moving consumer goods (pp. 1–18). Wiley.
Day, B. P., & Potter, L. (2011). Active packaging. In R. Coles & M. Kirwan (Eds.), Food beverage packaging technology (pp. 251–262). Oxford, UK: Wiley-Blackwell.
Degirmencioglu, N., Göcmen, D., Inkaya, A. N., Aydin, E., Guldas, M., & Gonenc, S. (2011). Influence of modified atmosphere packaging and potassium sorbate on microbiological characteristics of sliced bread. Journal of Food Science and Technology, 48(2), 236–241.
Del Nobile, M. A., Martoriello, T., Cavella, S., Giudici, P., & Masi, P. (2003). Shelf life extension of durum wheat bread. Italian Journal of Food Science, 15(3), 383–393.
Deschênes, L., Arbour, A., Brunet, F., Court, M. A., Doyon, G. J., Fortin, J., et al. (1995). Irradiation of a barrier film: Analysis of some mass transfer aspects. Radiation Physics and Chemistry, 46(4–6, Part 1), 805–808.
Dewick, P., Foster, C., & Green, K. (2007). Technological change and the environmental impacts of food production and consumption: The case of the UK yogurt industry. Journal of Industrial Ecology, 11(3), 133–146.
Duncan, T. V. (2011). Applications of nanotechnology in food packaging and food safety: Barrier materials, antimicrobials and sensors. Journal of Colloid and Interface Science, 363(1), 1–24.
El-Diasty, E., El-Kaseh, R., & Salem, R. M. (2008). The effect of natamycin on keeping quality and organoleptic characters of yogurt. Arab Journal of Biotechnology, 12(1), 41–48.
Eliasson, A. (2008, October/November). Packaging for a better planet. Food Quality & Safety Magazine. Retrieved February 18, 2015, from http://www.foodquality.com/details/article/813351/Packaging_for_a_Better_Planet.html?tzcheck=1&tzcheck=1
Embuscado, M. E., & Huber, K. C. (2009). Edible films and coatings for food applications. New York: Springer.
Entrup, M. L. (2005). Advanced planning in fresh food industries. Heidelberg: Psysica-Verlag.
Esturk, O., & Ayhan, Z. (2009). Effect of modified atmosphere packaging and storage time on physical and sensory properties of sliced salami. Journal of Food Processing and Preservation, 33(1), 114–125.
European Commission. (2009). Regulation (EC) No 450/2009 on active intelligent materials and articles intended to come into contact with food. Official Journal of the European Union, 135, 1–11.
European Commission. (2011). Provisional list of additives for use in food contact materials. Retrieved May 25, 2015, from http://ec.europa.eu/food/food/chemicalsafety/foodcontact/documents_en.htm
European Commission. (2012). Regulation (EU) No 528/2012 of the European Parliament and of the Council of 22 May 2012 concerning the making available on the market and use of biocidal products. Official Journal of the European Union, 55, 1–123.
European Union. (2009). Directive 2009/125/EC of the European Parliament and of the Council of 21 October 2009 establishing a framework for the setting of ecodesign requirements for energy-related products. Official Journal of the European Union, L285, 10–35.
Favati, F., Galgano, F., & Pace, A. M. (2007). Shelf life evaluation of portioned Provolone cheese packaged in protective atmosphere. LWT--Food Science and Technology, 40, 480–488.
Fernandez, A., Cava, D., Ocio, M. J., & Lagaron, J. M. (2008). Perspectives for biocatalysts in food packaging. Trends in Food Science & Technology, 19(4), 198–206.
Fleckenstein, B. S., Sterr, J., & Langowski, H.-C. (2014). The effect of high pressure processing on the integrity of polymeric packaging—Analysis and categorization of occurring defects. Packaging Technology and Science, 27(2), 83–103.
Flexible Packaging Europe. (2012). The perfect fit. Retrieved February 18, 2015, from http://www.flexpack-europe.org/tl_files/FPE/downloads/ThePerfectFit.pdf
Floros, J. D., Dock, L. L., & Han, J. H. (1997). Active packaging technologies and applications. Food Cosmetics & Drug Packaging, 20(1), 10–17.
Fraldi, M., Cutolo, A., Esposito, L., Perrella, G., Carbone, M. G. P., Sansone, L., et al. (2014). Delamination onset and design criteria of multilayer flexible packaging under high pressure treatments. Innovative Food Science & Emerging Technologies, 23, 39–53.
Franke, I., Wijma, E., & Bouma, K. (2002). Shelf life extension of pre-baked buns by an ACTIVE PACKAGING ethanol emitter. Food Additives and Contaminants, 19(3), 314–322.
Galic, K., Curic, D., & Gabrić, D. (2009). Shelf life of packaged bakery goods—A review. Critical Reviews in Food Science and Nutrition, 49(5), 405–426.
Galotto, M. J., Ulloa, P. A., Hernández, D., Fernández-Martín, F., Gavara, R., & Guarda, A. (2008). Mechanical and thermal behaviour of flexible food packaging polymeric films materials under high pressure/temperature treatments. Packaging Technology and Science, 21(5), 297–308.
García Iglesias, E., Gago Cabezas, L., & Fernández Nuevo, J. L. (2006). Tecnologías de envasado en atmosfera protectora. In J. de la Sota. Madrid, CEIM (p. 141).
Gomes, A., Santos, C., Almeida, J., Elias, M., & Roseiro, L. C. (2013). Effect of fat content, casing type and smoking procedures on PAHs contents of Portuguese traditional dry fermented sausages. Food and Chemical Toxicology, 58, 369–374.
Graff, E. (1998). O2 scavengers give “smart” packaging a new release on shelf-life. Modern Plastics, 75(1), 69–72.
Gutierrez, L., Batlle, R., Andújar, S., Sánchez, C., & Nerín, C. (2011). Evaluation of antimicrobial active packaging to increase shelf life of gluten-free sliced bread. Packaging Technology and Science, 24(8), 485–494.
Gutierrez, L., Escudero, A., Batlle, R., & Nerín, C. (2009). Effect of mixed antimicrobial agents and flavors in active packaging films. Journal of Agricultural and Food Chemistry, 57(18), 8564–8571.
Han, J. H. (2014). A review of food packaging technologies and innovations. In J. H. Han (Ed.), Innovations in food packaging (pp. 3–12). San Diego: Academic.
Hardenburg, R. E. (1967). Wax and related coatings for horticultural products (Agricultural Research Service Bulletin, pp. 51–55). Washington, DC: United States Department of Agriculture.
Hardwick, W. A. (Ed.). (1995). Handbook of brewing. New York: Marcel Dekker.
Holdway, R., Walker, D., & Hilton, M. (2002). Eco-design and successful packaging. Design Management Journal (Former Series), 13(4), 45–53.
Hotchkiss, J. H., Werner, B. G., & Lee, E. Y. C. (2006). Addition of carbon dioxide to dairy products to improve quality: A comprehensive review. Comprehensive Reviews in Food Science and Food Safety, 5(4), 158–168.
Hurme, E., Sipiläinen-Malm, T., & Ahvenainen, R. (2002). Minimal processing technologies in the food industry. In T. Ohlsson & N. Bengstsson (Eds.), Minimal processing technologies in the food industry. Boca Raton, FL: Woodhead.
Incoronato, A. L., Buonocore, G. G., Conte, A., Lavorgna, M., & Nobile, M. A. (2010). Active systems based on silver-montmorillonite nanoparticles embedded into bio-based polymer matrices for packaging applications. Journal of Food Protection, 73(12), 2256–2262.
Incoronato, A. L., Conte, A., Buonocore, G. G., & Del Nobile, M. A. (2011). Agar hydrogel with silver nanoparticles to prolong the shelf life of Fior di Latte cheese. Journal of Dairy Science, 94(4), 1697–1704.
Incze, K. (2004). Mold-ripened sausages. In P. S. Stanfield, Y. H. Hui, L. Meunier-Goddik, Å. S. Hansen, J. Josephsen, W.-K. Nip, et al. (Eds.), Handbook of food and beverage fermentation technology (pp. 480–491). New York: Marcel Dekker.
Jansson, S. E. A., Gallet, G., Hefti, T., Karlsson, S., Gedde, U. W., & Hedenqvist, M. S. (2002). Packaging materials for fermented milk, part 2: Solute-induced changes and effects of material polarity and thickness on food quality. Packaging Technology and Science, 15(6), 287–300.
Kampf, N., & Nussinovitch, A. (2000). Hydrocolloid coating of cheese. Food Hydrocolloids, 14(6), 531–537.
Kanehashi, S., Kusakabe, A., Sato, S., & Nagai, K. (2010). Analysis of permeability; solubility and diffusivity of carbon dioxide; oxygen; and nitrogen in crystalline and liquid crystalline polymers. Journal of Membrane Science, 365(1–2), 40–51.
Kerry, J. P. (2014). New packaging technologies, materials and formats for fast-moving consumer products. In J. H. Han (Ed.), Innovations in food packaging (pp. 549–584). San Diego: Academic.
Kim-Kang, H., & Gilbert, S. G. (1991). Permeation characteristics of and extractables from gamma-irradiated and non-irradiated plastic laminates for a unit dosage injection device. Packaging Technology and Science, 4(1), 35–48.
Khoshgozaran, S., Azizi, M. H., & Bagheripoor-Fallah, N. (2012). Evaluating the effect of modified atmosphere packaging on cheese characteristics: A review. Dairy Science & Technology, 92, 1–24.
Krkić, N., Lazić, V., Petrović, L., Gvozdenović, J., & Pejić, D. (2012). Properties of chitosan-laminated collagen film. Food Technology and Biotechnology, 50(4), 483–489.
Krkić, N., Lazić, V., Savatić, S., Šojić, B., Petrović, L., & Šuput, D. (2012). Application of chitosan coating with oregano essential oil on dry fermented sausage. Journal of Food and Nutrition Research, 51(1), 60–68.
Krkić, N., Šojić, B., Lazić, V., Petrović, L., Mandić, A., Sedej, I., et al. (2013). Lipid oxidative changes in chitosan-oregano coated traditional dry fermented sausage Petrovská klobása. Meat Science, 93(3), 767–770.
Kuorwel, K. K., Cran, M. J., Sonneveld, K., Miltz, J., & Bigger, S. W. (2011). Antimicrobial activity of biodegradable polysaccharide and protein-based films containing active agents. Journal of Food Science, 76(3), R90–R102.
LaCoste, A., Schaich, K. M., Zumbrunnen, D., & Yam, K. L. (2005). Advancing controlled release packaging through smart blending. Packaging Technology and Science, 18(2), 77–87.
Lantano, C., Alfieri, I., Cavazza, A., Corradini, C., Lorenzi, A., Zucchetto, N., et al. (2014). Natamycin based sol-gel antimicrobial coatings on polylactic acid films for food packaging. Food Chemistry, 165, 342–347.
Latou, E., Mexis, S. F., Badeka, A. V., & Kontominas, M. G. (2010). Shelf life extension of sliced wheat bread using either an ethanol emitter or an ethanol emitter combined with an oxygen absorber as alternatives to chemical preservatives. Journal of Cereal Science, 52(3), 457–465.
Lawrie, R. A., & Ledward, D. A. (2006). Lawrie’s meat science. Cambridge, UK: Woodhead.
Lee, K. T. (2010). Quality and safety aspects of meat products as affected by various physical manipulations of packaging materials. Meat Science, 86(1), 138–150.
Lee, C. H., Hwang, Y. I., Choi, S.-Y., & Lee, D. S. (2003). Modified atmosphere packaging as a means to alleviate package expansion of Korean fermented red pepper paste. International Journal of Food Science & Technology, 38(3), 247–254.
Legrand, M. (2000). Active packaging technologies in the European food industry. In International Conference on Active and Intelligent Packaging. United Kingdom: Campden & Chorleywood Food Research Association.
Lewis, H. (2008). Eco-design of food packaging materials. In E. Chiellini (Ed.), Environmentally compatible food packaging. Cambridge, UK: Woodhead.
Licciardello, F., Cipri, L., & Muratore, G. (2014). Influence of packaging on the quality maintenance of industrial bread by comparative shelf life testing. Food Packaging and Shelf Life, 1(1), 19–24.
Linde Gas. The ultimate combination for freshness. MAPAX modified atmosphere packaging. Retrieved March 16, 2015, from http://www.linde-gas.nl/internet.lg.lg.ndl/nl/images/MAPAX%20brochure172_4683.pdf
Llorens, A., Lloret, E., Picouet, P. A., Trbojevich, R., & Fernandez, A. (2012). Metallic-based micro and nanocomposites in food contact materials and active food packaging. Trends in Food Science & Technology, 24(1), 19–29.
Martins, J. T., Cerqueira, M. A., Souza, B. W., Carmo Avides, M., & Vicente, A. A. (2010). Shelf life extension of Ricotta cheese using coatings of galactomannans from nonconventional sources incorporating nisin against Listeria monocytogenes. Journal of Agricultural and Food Chemistry, 58(3), 1884–1891.
Mei, J., Yuan, Y., Wu, Y., & Li, Y. (2013). Characterization of edible starch-chitosan film and its application in the storage of Mongolian cheese. International Journal of Biological Macromolecules, 57, 17–21.
Miller, C. W., Nguyen, M. H., Rooney, M., & Kailasapathy, K. (2002). The influence of packaging materials on the dissolved oxygen content of probiotic yoghurt. Packaging Technology and Science, 15(3), 133–138.
Min, S., & Zhang, Q. H. (2007). Packaging for high-pressure processing, irradiation, and pulsed electric field processing. In J. H. Han (Ed.), Packaging for nonthermal processing of food (pp. 67–86). Oxford: Blackwell.
Mizani, M., Sheikh, N., Ebrahimi, S. N., Gerami, A., & Tavakoli, F. A. (2009). Effect of gamma irradiation on physico-mechanical properties of spice packaging films. Radiation Physics and Chemistry, 78(9), 806–809.
Moller, J. K. S., Jensen, J. S., Olsen, M. B., Skibsted, L. H., & Bertelsen, G. (2000). Effect of residual oxygen on colour stability during chill storage of sliced, pasteurised ham packaged in modified atmosphere. Meat Science, 54(4), 399–405.
Moreira, M. R., Pereda, M., Marcovich, N. E., & Roura, S. I. (2011). Antimicrobial effectiveness of bioactive packaging materials from edible chitosan and casein polymers: Assessment on carrot, cheese, and salami. Journal of Food Science, 76(1), M54–M63.
Morillon, V., Debeaufort, F., Blond, G., Capelle, M., & Voilley, A. (2002). Factors affecting the moisture permeability of lipid-based edible films: A review. Critical Reviews in Food Science and Nutrition, 42(1), 67–89.
Morris, C., Brody, A. L., & Wicker, L. (2007). Non-thermal food processing/preservation technologies: A review with packaging implications. Packaging Technology and Science, 20(4), 275–286.
Mortensen, G., Sørensen, J., & Stapelfeldt, H. (2002). Effect of light and oxygen transmission characteristics of packaging materials on photo-oxidative quality changes in semi-hard Havarti cheeses. Packaging Technology and Science, 15(3), 121–127.
Mrkić, S., Galić, K., & Ivanković, M. (2007). Effect of temperature and mechanical stress on barrier properties of polymeric films used for food packaging. Journal of Plastic Film and Sheeting, 23(3), 239–256.
Mullan, M., & McDowell, D. (2003). Modified atmosphere packaging. In R. Coles, D. McDowell, & M. J. Kirwan (Eds.), Food packaging technology (pp. 303–339). Oxford, UK: Blackwell.
Nicholson, M. D. (1991). Flexible nonwoven composites for food-packaging. Tappi Journal, 74(5), 227–231.
Nielsen, T. (1997). Active packaging: A literature review. The Swedish Institute for Food and Biotechnology. No. 631.
No, H. K., Meyers, S. P., Prinyawiwatkul, W., & Xu, Z. (2007). Applications of chitosan for improvement of quality and shelf life of foods: A review. Journal of Food Science, 72(5), R87–R100.
Park, S. I., Lee, D. S., & Han, J. H. (2014). Eco-design for food packaging innovations. In J. H. Han (Ed.), Innovations in food packaging (pp. 537–547). San Diego: Academic.
Peelman, N., Ragaert, P., Vandemoortele, A., Verguldt, E., De Meulenaer, B., & Devlieghere, F. (2014). Use of biobased materials for modified atmosphere packaging of short and medium shelf-life food products. Innovative Food Science & Emerging Technologies, 26, 319–329.
Plastics Europe. (2014). Plastics—The Facts 2014/2015 (p. 38). Brussels, Belgium.
Rao, D. N., & Sachindra, N. M. (2002). Modified atmosphere and vacuum packaging of meat and poultry products. Food Reviews International, 18(4), 263–293.
Realini, C. E., & Marcos, B. (2014). Active and intelligent packaging systems for a modern society. Meat Science, 98(3), 404–419.
Reynolds, P. (2014). More sustainable wine pouches packed for millennials. Greener Package. Retrieved February 18, 2015, from http://www.greenerpackage.com/flexible_packaging/more_sustainable_wine_pouches_packed_millennials
Riganakos, K. A., Koller, W. D., Ehlermann, D. A. E., Bauer, B., & Kontominas, M. G. (1999). Effects of ionizing radiation on properties of monolayer and multilayer flexible food packaging materials. Radiation Physics and Chemistry, 54(5), 527–540.
Robertson, G. L. (2013). Food packaging: Principles and practice. Boca Raton, FL: Taylor & Francis Group.
Rodríguez, M., Medina, L. M., & Jordano, R. (2000). Effect of modified atmosphere packaging on the shelf life of sliced wheat flour bread. Food / Nahrung, 44(4), 247–252.
Rojas Gante, C. D., & Pascat, B. (1990). Effects of B-ionizing radiation on the properties of flexible packaging materials. Packaging Technology and Science, 3(2), 97–115.
Roodenburg, B., de Haan, S. W. H., Ferreira, J. A., Coronel, P., Wouters, P. C., & Hatt, V. (2013). Toward 6 log10 pulsed electric field inactivation with conductive plastic packaging material. Journal of Food Process Engineering, 36(1), 77–86.
Roodenburg, B., de Haan, S. W. H., van Boxtel, L. B. J., Hatt, V., Wouters, P. C., Coronel, P., et al. (2010). Conductive plastic film electrodes for Pulsed Electric Field (PEF) treatment—A proof of principle. Innovative Food Science & Emerging Technologies, 11(2), 274–282.
Rooney, M. L. (1995). Active packaging in polymer films. Active food packaging. London: B. A. Professional.
Ryu, S. Y., Koh, K. H., Son, S. M., Oh, M. S., Yoon, J. R., Lee, W. J., et al. (2005). Physical and microbiological changes of sliced process cheese packaged in edible pouches during storage. Food Science and Biotechnology, 14(5), 694–697.
Salminen, A., Latva-Kala, K., Randell, K., Hurme, E., Linko, P., & Ahvenainen, R. (1996). The effect of ethanol and oxygen absorption on the shelf-life of packed sliced rye bread. Packaging Technology and Science, 9(1), 29–42.
Ščetar, M., Kovačić, E., Kurek, M., & Galić, K. (2013). Shelf life of packaged sliced dry fermented sausage under different temperature. Meat Science, 93(4), 802–809.
Scott, G. (2002). Degradable polymers. Principles and applications. Berlin, Germany: Kluwer Academic Publishers. 492 pp.
Shin, D. H., Cheigh, H. S., & Lee, D. S. (2002). The use of Na2CO3-based CO2 absorbent systems to alleviate pressure buildup and volume expansion of kimchi packages. Journal of Food Engineering, 53(3), 229–235.
Siracusa, V., Ingrao, C., Giudice, A. L., Mbohwa, C., & Dalla Rosa, M. (2014). Environmental assessment of a multilayer polymer bag for food packaging and preservation: An LCA approach. Food Research International, 62, 151–161.
Siracusa, V., Rocculi, P., Romani, S., & Dalla Rosa, M. (2008). Biodegradable polymers for food packaging: A review. Trends in Food Science & Technology, 19(12), 634–643.
Smith, J. P., Daifas, D. P., El-Khoury, W., Koukoutsis, J., & El-Khoury, A. (2004). Shelf life and safety concerns of bakery products—A review. Critical Reviews in Food Science and Nutrition, 44(1), 19–55.
Speer, D. V., Edwards, F. B., Beckwith, S. W., Rivett, J., & Kennedy, T. D. (2009). Method of triggering a film containing an oxygen scavenger (US 7504045 B2). In: Google Patents. Retrieved from http://www.google.com.tr/patents/US7504045
Sreenath, H. K., & Jeffries, T. W. (2011). Interactions of fungi from fermented sausage with regenerated cellulose casings. Journal of Industrial Microbiology & Biotechnology, 38(11), 1793–1802.
Steinka, I., Morawska, M., Rutkowska, M., & Kukułowicz, A. (2006). The influence of biological factors on properties of some traditional and new polymers used for fermented food packaging. Journal of Food Engineering, 77, 771–775.
Tabanelli, G., Montanari, C., Grazia, L., Lanciotti, R., & Gardini, F. (2013). Effects of a(w) packaging time and atmosphere composition on aroma profile, biogenic amine content and microbiological features of dry fermented sausages. Meat Science, 94(2), 177–186.
Teumac, F. N. (1995). The history of oxygen scavenger bottle closures. In M. L. Rooney (Ed.), Active food packaging (pp. 193–202). London: Blackie.
Toldrá, F., Hui, Y. H., Astiasaran, I., Sebranek, J., & Talon, R. (2014). Handbook of fermented meat and poultry. West Sussex, UK: Wiley-Blackwell. 528 pp.
Toldrá, F., Gavara, R., & Lagarón, J. M. (2004). Fermented and dry-cured meat: Packaging and quality control. In Y. H. Hui, L. Meunier-Goddik, A. S. Hansen, J. Josephsen, W.-K. Nip, P. S. Stanfield, et al. (Eds.), Handbook of food and beverage fermentation technology (pp. 511–526). New York: Marcel Dekker.
Vermeiren, L., Heirlings, L., Devlieghere, F., & Debevere, J. (2003). Oxygen, ethylene and other scavenge. In T. Ahvenainen (Ed.), Novel food packaging techniques. Boca Raton, FL: CRC Press.
Waite, N. (2003). Active packaging. Leatherhead: PIRA International.
Waste & Resources Action Programme. (2008). Lightweighting beer and cider packaging. Retrieved February 16, 2015, from http://www2.wrap.org.uk/downloads/Case_Study_-_GlassRite_16_10_08_1230.ce5a32a0.6085.pdf
Wright, A. O., Ogden, L. V., & Eggett, D. L. (2003). Determination of carbonation threshold in yogurt. Journal of Food Science, 68, 378–381.
Yates, M. R., & Barlow, C. Y. (2013). Life cycle assessments of biodegradable, commercial biopolymers—A critical review. Resources, Conservation and Recycling, 78, 54–66.
Zhao, Y. (2005). Semisolid cultured dairy products: Packaging, quality assurance and sanitation. In Y. H. Hui, L. Meunier-Goddik, A. S. Hansen, J. Josephsen, W.-K. Nip, P. S. Stanfield, et al. (Eds.), Handbook of food and beverage fermentation technology (pp. 195–217). New York: Marcel Dekker.
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2016 Springer International Publishing Switzerland
About this chapter
Cite this chapter
Marcos, B., Bueno-Ferrer, C., Fernández, A. (2016). Innovations in Packaging of Fermented Food Products. In: Ojha, K., Tiwari, B. (eds) Novel Food Fermentation Technologies. Food Engineering Series. Springer, Cham. https://doi.org/10.1007/978-3-319-42457-6_15
Download citation
DOI: https://doi.org/10.1007/978-3-319-42457-6_15
Published:
Publisher Name: Springer, Cham
Print ISBN: 978-3-319-42455-2
Online ISBN: 978-3-319-42457-6
eBook Packages: Chemistry and Materials ScienceChemistry and Material Science (R0)