
Abstract
This experimental study investigates the effects of sea water and thermal cycling conditions on strength of adhesive lap joints made for fiber metal laminate (FML) and 430 stainless steel adherends subjected to standard tensile impact loading condition. The FMLs (three and five layers) were fabricated using 430 stainless steel sheets and fiberglass prepreg layers. The joints are kept in the sea water taken for 30 days in the laboratory. Some of the specimens are then thermally cycled in an oven (5 and 10 cycles, 40/100 °C, dwell time 20 min) and also the others are kept in liquid N2 (5 and 10 cycles, −40/−100 °C, dwell time 10 min), and afterwards tested. Experimental results shown that the absorbed energy by adhesive lap joint specimens that are subjected to sea water is reduced. The adhesive joint strength is improved at high thermal cycling, but decreased at cryogenic temperatures with respect to sea water without thermal cycling.
Access provided by CONRICYT-eBooks. Download conference paper PDF
Similar content being viewed by others

Keywords
14.1 Introduction
There are two main types of joints: mechanical joints and adhesively bonded joints. Adhesive joining is among the most important joining techniques used for bonding composite structures. Joint design technology has become a main factor in structural integrity to design of composite sub-structures in various engineering disciplines such as aerospace structures, marine engineering, automotive structural parts and also civil structures for strengthening.
However, the mechanical performance of adhesively bonded joints is strongly affected by the environment of the joint because the epoxy adhesive properties of adhesively bonded joints can be weakened by temperature or humidity [1, 2]. When moisture is absorbed into the epoxy adhesive layer, it can reduce the glass transition temperature of the adhesive and can generate stress in the adhesive layer due to volume expansion of the epoxy [3]. Kootsookos and Mouritz have investigated the effect of seawater immersion on the durability of glass- and carbon-fibre reinforced polymer composites experimentally [4]. da Silva and Adams used a mixed adhesive joint instead of a joint with a high-temperature adhesive alone which provided a joint that was strong from low to high temperatures [5].
In many real life cases, for instance in applications related to transportation systems, bonded joints may undergo impact loads that, conceptually, can be of two different types. The first type belong to the occasional heavy impacts that cause irreversible damage (i.e. automotive crash), the main issue in this case is the absorption of the kinetic energy obtained through plastic deformation. Of the second type are the frequent low-energy impacts, that the structural members and the joints must withstand without serious damage; in this case the issue is high elastic strength. The present paper deals with this latter aspect. The basic test to obtain experimental information on this topic is based on the impact of a pendulum onto a block bonded on a base (ASTM D950) [6]. The performance of adhesive bonds when subjected to dynamic loads also depends on many parameters such as temperature, moisture, stress ratio, strain rate and environmental conditions. An increase in adhesive thickness results in a decrease in the stress concentration, but decreases in joint strength [7]. da Silva and Adams [5] used a mixed adhesive joint instead of a joint with a high-temperature adhesive alone which provided a joint that was strong from low to high temperatures. They found that, if the coefficients of thermal expansion are such that the thermal loads decrease the load capacity, then the mixed adhesive joint is beneficial. Pires et al. [8] used a mixed adhesive joint with different stiffness along the overlap in a single lap joint and observed that the stress concentrations decrease at the ends of the joint, if a lower stiffness adhesive was employed.
In the present paper, the effect of sea water and heating and cryogenic thermal cycles on the tensile impact behavior of adhesive joint between FML and stainless steel is investigated experimentally. The joints are kept in the sea water for 30 days in the laboratory. Some of the specimens are then thermally cycled in an oven and also the others are kept in liquid nitrogen for 0, 5 and 10 cycles and then subjected to mechanical tensile impact test. Then, the effect of the thermal cycles on the enhancement of mechanical strength of the adhesive lap joints are investigated.
14.2 Experimental Procedure
14.2.1 Material, Adhesives and Adherends
The fiber metal laminates (FMLs) were manufactured three layers from two sheets of 430 Stainless steel and between them one woven fiberglass prepreg (G10) Hankuk Carbon Co., Ltd (KOREA), and five layers from three sheets of 430 Stainless steel and between them two fiberglass prepreg (G10) (1000 × 600 mm). In order to promote better adhesion, the stainless steel sheets were abraded using silicon grit paper and cleaned with acetone. The surface preparation method had no effect on the mechanical properties of the stainless steel. Glass fiber interlayer (G10) was placed at the interface between the layers of stainless steel. Various layers were stacked on a plate, heated to the processing temperature of the composite (160 °C) and cold stamped in an initially cold press at a constant pressure.
The stacking sequence of the FMLs is illustrated in Fig. 14.1. FML adherends were cut and drilled by KMT water jet (USA).

Stacking sequence of the FMLs
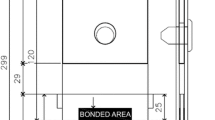
The dimensions of FML and St 430 adherends were fixed to be 120 × 25 × 1.7 mm and 120 × 25 × 4 mm, respectively. The adherends were infused with AD-314 Mokarar® resin mixed with HA-34 Mokarar® hardener (Tehran-Iran). The overlap length was 25 mm and the thickness of the adhesive was kept as 0.8 mm. Therefore the overall dimensions of the adhesive region which were constant for all the test specimens were 25 × 25 × 0.8 mm. Figure 14.2 shows the geometry and the dimensions of the test specimens.

Specimen configuration of the joint
The quality of the bonded joint depends strongly on the surface preparation of the adherends. To ensure good bond strength and durability, production of a roughened surface, cleaned of contaminants (particularly any chemicals, wax, or grease resulting from environmental exposure or after the composite fabrication process), is required.
The bonding surface was first cleaned with acetone, and then sanded then immersed in dichromate sulphuric acid solution for 60 min at 20–30 °C and cleaned with acetone again and wiped in dry air at 40 °C with lint-free paper to remove any foreign particles. The joint fabrication started by wetting the surface area to be joined then a bead of adhesive was placed along the centre line of the bond area and four numbers glass bead were used to control the thickness (0.8 mm) of the adhesive in the joint and then the adherends were placed (Fig. 14.3). The specimens were then allowed to cure at room temperature for 7 days. Figure 14.3 shows a typical specimen prepared for tensile impact test.

Adhesive joint fabrication process. (a) Glass beads; (b) the surface preparation of the adherends; (c) wetting the surface area and put the glass beads; (d) adhesive joint
14.2.2 Environmental Conditions and Thermal Cycling
14.2.2.1 Sea Water
Specimens of adhesive joints were immersed in a tank containing natural sea water at a temperature of 28 °C, for a specified duration of time (30 days). The sea water in the tank was circulated by a water pump. Figure 14.4 shows the joints after sea water treatment.

Adhesive joints after 30 days in the sea water
14.2.2.2 Thermal Cycling
After 30 days in the sea water, the specimens of adhesive joints had been thermal cycled for five and ten times, some of the specimens for heat cycle treatment and the others for cryogenic cycle treatment. For heat cycle, a dry oven is used to elevate the temperature to a target temperature (100 °C). After the temperature reached to the target temperature, the specimens were placed in the oven at the temperature (100 °C) for 20 min, and then cooled to 40 °C and were kept at this temperature for another 20 min. This cycle continued for five and ten times, Fig. 14.5.

Thermal cycling (heat cycle)
For cryogenic cycle, liquid nitrogen is used. According to Fig. 14.6, the specimens of adhesive joints had been cycled for five and ten times at cryogenic temperature of −100 and −40 °C, Fig. 14.6.

Thermal cycling (cryogenic cycle)
14.2.3 Test Apparatus and Fixture
The testing machine used in this work is an instrumented Charpy pendulum. Charpy test machine was originally developed for high strain rate three-point bending testing of metals, yet, many of the early impact studies on composite materials were undertaken using the Charpy impact test method [9]. The Charpy impact test is widely used in the industry mainly as a quality control mean [10]. In order to use Charpy impact machine for tensile impact testing, design of a fixture which changes the loading direction seems essential. The experimental tests of this research work were carried out using a special fixture designed for CI-30 type Charpy machine (Tokyo Testing Machine MFG. Co., LTD. Max capacity: 300 J) which was prepared regarding the machine and the specimen limitations and geometry. All parts of the fixture were made by CK-45 steel. Figure 14.7 shows the Charpy impact device with the fixture and the specimen during the test.

Test apparatus with the fixture and the specimen
Adhesive joints with six environmental testing conditions (Table 14.1) were prepared and for each condition, at least three tests were conducted and the results were averaged. After the tests, the fracture mode of each specimen was photographed with a digital camera.
14.3 Results and Discussion
In this section, the experimental results of the tensile impact energy absorption of the adhesive joints are obtained and illustrated in Fig. 14.8. The tensile impact tests were carried out in laboratory situation, using the Charpy impact machine and the designed fixture. The total friction and windage losses of the machine during the swing were calculated using the ASTM E23-07 standard. This value for the apparatus and the fixture on it was 0.215 J. For achieving the absolute energy absorbed by the specimens, this value must be subtracted from the raw amount of energy absorption by each specimen. Summaries of the test results are given in Tables 14.2 and 14.3.

Absorbed energy by adhesive joints
As can be seen in Table 14.2, the absorbed energy by the adhesive joint coded A5AR00 is 27.3 J. Absorbed energy by adhesive joint code A5SR00 is 10.1 J and was decreased by 63 % when compared to A5AR00. The specimens of adhesive joints coded A5SH05 and A5SH10 could absorb more energy as compared to A5SR00, but the specimens of adhesive joints coded A5SC05 and A5SC10 could absorb less energy as compared to A5SR00.
As can be seen in Table 14.3, the absorbed energy by the adhesive joint coded A3AR00 is 28.3 J. Absorbed energy by adhesive joint code A3SR00 is 9.7 J and was decreased by 65.7 % when compared to A3AR00. The specimens of adhesive joints coded A3SH05 and A3SH10 could absorb more energy as compared to A3SR00, but the specimens of adhesive joints coded A3SC05 and A3SC10 could absorb less energy as compared to A3SR00.
As for all cases, the fracture occurred in the adhesive mode, but not in the adherends (FML and St 430). Most of the adhesive remained stuck on one surface and, correspondingly, a thin layer remained on the other side. The failure mode is adhesive failure with almost equal distributions on both surface, Fig. 14.9.

Adhesive failure in the adhesive joints
14.4 Conclusion
This experimental study investigates disruptive effect of sea water on adhesive lap joints made with Fiber Metal Laminate (FML) and 430 Stainless steel adherends. The joints were kept into sea water for 30 days and then thermally cycled separately in an oven and also in liquid N2 afterwards tested on tensile impact loading. Experimental investigations revealed that the absorbed energy by adhesive lap joint that subjected to sea water was less than of the same in the ambient environment and they improved for five and ten high thermal cycling, but decreased by for five and ten low thermal cycling. The failure mode for the adhesive is the mixed failure. Therefore, high thermal cycle have effective role to increase the absorbed energy in adhesive joints that were subjected to disruptive environment (sea water) in the case of dynamic loading.
References
Kinloch, A.J.: Adhesion and adhesives, pp. 2–3, 18–55, . Marcel Dekker, New York (1987)
Bikerman, J.J.: The science of adhesive joints, 2nd edn, pp. 309–316. Academic, Waltham (1968)
Dodiuk, H., Sharon, G., Kenig, S.: Hydrothermal properties of adhesively bonded joints and their correlation with bulk adhesive properties. J. Adhes. 33, 45–61 (1990)
Kootsookos, A., Mouritz, A.P.: Seawater durability of glass- and carbon polymer composites. Compos. Sci. Technol. 64, 1503–1511 (2004)
da Silva, L.F.M., Adams, R.D.: Int. J. Adhes. Adhes. 27, 216 (2007)
ASTM D950-03: Standard test method for impact strength of adhesive bonds. ASTM International, West Conshohocken (2003)
Less, W.A.: Int. J. Mater. Prod. Technol. 2, 168 (1987)
Pires, I., Quintino, L., Durodola, J.F., Beevers, A.: Int. J. Adhes. Adhes. 23, 215 (2003)
Kelly, G.: Load transfer in hybrid (bonded/bolted) composite single lap joint. Compos. Struct. 69, 35–43 (2005)
Hart-Smith, L.J.: Bonded-bolted composite joints. J. Aircr. 22, 993–1000 (1985)
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2017 The Society for Experimental Mechanics, Inc.
About this paper
Cite this paper
Mehrsefat, N., Khalili, S.M.R., Sharafi, M. (2017). Thermal Cycling and Environmental Effect on Tensile Impact Behavior of Adhesive Single Lap Joints for Fiber Metal Laminate. In: Ralph, W., Singh, R., Tandon, G., Thakre, P., Zavattieri, P., Zhu, Y. (eds) Mechanics of Composite and Multi-functional Materials, Volume 7 . Conference Proceedings of the Society for Experimental Mechanics Series. Springer, Cham. https://doi.org/10.1007/978-3-319-41766-0_14
Download citation
DOI: https://doi.org/10.1007/978-3-319-41766-0_14
Published:
Publisher Name: Springer, Cham
Print ISBN: 978-3-319-41765-3
Online ISBN: 978-3-319-41766-0
eBook Packages: EngineeringEngineering (R0)