
Abstract
Micro-machining technologies have been the subject of many studies and developments over recent decades due to their importance in the production of micro-moulds, micro-valves, medical components, micro-electrical-mechanical-systems, sub-miniature actuators, motors and micro-products generally. This chapter defines some key terms (in the context of micro-machining) and then outlines material considerations, challenges in obtaining the desired surface finish, simulation techniques, process and machine aspects of micro-machining, and it finally provides examples of micro-manufacturing sectors and applications.
Contributions from: David Shipley, Mark Strickland and Matthew Hutchinson.
Access provided by CONRICYT-eBooks. Download chapter PDF
Similar content being viewed by others


Keywords
These keywords were added by machine and not by the authors. This process is experimental and the keywords may be updated as the learning algorithm improves.
4.1 Overview
4.1.1 Why Micro-machining?
The ever-increasing demand for smaller and more precise products has fuelled continuous developments in micro-machining technologies.
Global competition has driven improvements in the accuracy of manufactured parts as well as the requirement for high productivity and reduced costs.
Micro-machining technologies have been the subject of many studies and developments over recent decades due to their importance in the production of micro-moulds, micro-valves , medical components, micro-electrical-mechanical-systems, sub-miniature actuators, motors and micro-products generally. Developments in micro-machining have facilitated the use of micro-sensors in the medical, aviation or wearable devices industries.
Different product types can present unique challenges, but the general requirements that accompany micro-scale production are precision, accuracy and repeatability. Two key challenges for those undertaking micro-machining are machining precision and the cost of manufacture (Fig. 4.1).

Machining precision reflects the quality of the micro-products, while the cost of manufacture reflects how marketable or profitable the process is for the manufacturer.
Achieving machining precision at the micro-level involves the following technical considerations.
-
Size effects —including tool miniaturisation issues, the minimum chip thickness effect , or material grain size considerations, and
-
Rigidity of the micro-machining system—with specific consideration being given to the overall process accuracy, including vibration and chatter in micro-cutting.
This chapter will define some key terms (in the context of micro-machining) and will then outline:
-
Material considerations
-
Challenges in obtaining the desired surface finish
-
Simulation techniques and considerations
-
The process and machine aspects of micro-machining, and finally
-
Examples of micro-manufacturing sectors and applications.
4.1.2 Definitions
4.1.2.1 Micro-cutting
Definitions of micro-machining vary greatly, even within the academic community. There is not one accepted definition that can be applied to adequately cover all aspects of micro-cutting.
When we attempt to define micro-machining, several factors have to be taken into account, including, but not limited to:
-
The size of the feature that is to be manufactured
-
Tool size
-
The specific machine-tool (e.g. machining centre ) and the fixtures.
Micro-cutting (including milling and drilling) is generally considered to occur when features are produced within the 1–100 µm range.
Macro-cutting is generally considered to occur when machined features are larger than 100 μm.
Features produced less than 1 µm are generally referred to as resulting from nano-machining.
Of the above factors, the most important consideration is the size of the feature being manufactured, which has a direct relationship to the depth of cut.
Alternative definitions have been proposed, such as those defining micro-cutting in relation to tool dimensions, predominantly referring to the cutting tool diameter. Tools having a diameter of 0.5 mm are certainly capable of micro-machining. For example, Özel et al. [3] used 0.6 mm tools for their micro-milling experiments. Morcom [4] however, proposes that micro-milling tools have a diameter of 3.2 mm or smaller, half the size described by other authors.
Contrary to this, Özel et al. [3] suggest the cutting edge radius is more relevant when defining micro-cutting. Some tools with 0.5 mm diameters can perform very small depths of cut, at sub-micron level. This establishes a relationship between certain geometrical features of the tool and the minimum chip thickness that can be obtained with each tool.
The material micro-structure has also been used to define micro-machining [5]. In this case, the structure of the uncut chip thickness was correlated with the average grain size of the workpiece material.
4.1.2.2 Size Effect
Metals have a crystalline structure —this is not usually visible to the naked eye, but it can be seen on galvanised lamp posts for example. When a metal solidifies from the molten state, millions of tiny crystals start to grow. The size of the grains depends mainly on the cooling rate; the longer the metal takes to cool the larger the crystals grow. These crystals form the grains making up the solid metal. Each grain is a distinct crystal with its own orientation. The areas between the grains are known as grain boundaries.
Size effects is a term applied to the fact that in micro-machining, the layer of material to be removed is frequently in the same order of size as the material grain size which is dictated by the material grain structure. For example, in order to achieve the required form and surface finish, material has to be removed by cutting through individual grains rather than removing complete grains, which is the case on larger-scale machining.
For further information on material grain structure and failure of materials see Sect. 4.2.2. For further information on size effects, see Sect. 4.4.1.3.
4.1.2.3 Uncut Chip Thickness
The uncut chip thickness is the thickness of the un-deformed chip, prior to deformation occurring during the metal removing process. Due to the small scale of micro-machining, the uncut chip thickness is similar in scale to the cutting edge radius. Below a certain value, chips will not form, resulting in poor accuracy and surface finish.
4.1.2.4 Rake Angle
Rake angle describes the angle of the cutting face relative to the work. There are three types of rake angles: positive, negative, and zero. Positive rake angles reduce cutting forces and encourage chip removal.
4.1.2.5 Shearing, Ploughing , and Rubbing
In machining we encounter three phenomena. The desired condition is shearing which is material fracture. However there are always components of the other two less desirable phenomena. Ploughing involves plastic deformation of the workpiece material, whilst rubbing or slipping involves elastic recovery of the workpiece material. These phenomena are explained in more detail in the next section.
4.2 Engineering Materials and Material Properties
This section gives an overview of the important mechanical properties of materials that affect micro-cutting including elastic behaviour, plastic behaviour and material failure. Most of the discussion relates to metals, although many of the topics apply also to other materials.
4.2.1 Elastic and Plastic Material Behaviour
Elasticity describes the ability of a material to sustain temporary deformation in response to an applied force. For elastic deformation, the material returns to its original size and shape once the applied forces are removed. For metals, the deformation is predominantly accommodated by the atoms moving slightly closer together for compression or slightly separating for tension. Upon removing the applied force, the atoms return to their initial, preferred positions. Elastic behaviour is described by the elastic modulus, also referred to as Young’s modulus or stiffness. This describes how resistant the material is to deformation. For stiffer materials, with a higher modulus, more force must be applied to achieve a given deformation.
Plasticity refers to the manner in which a material undergoes permanent deformation. For plastic deformation, the material does not return to its original size and shape after an applied load is removed. The permanent deformation results from large-scale reorganisation of the atomic structure. The ability of a material to deform plastically is an important attribute for manufacturing; in particular, for processes in which a material is formed into a new shape, but also for mechanical cutting.
A useful method used to characterise the mechanical properties of a material is to perform a tension or compression test, in which a specimen is gradually deformed while the applied force is measured. Figure 4.2a shows a schematic of a dog bone-shaped tensile test sample. The larger sections at either end of the sample are clamped in a tensile testing machine and the specimen is elongated. The values of stress and strain in the central test section are calculated throughout the test. If the sample is strained beyond its elastic limit, some elongation of the test section remains after removing the forces as indicated in the bottom-left image in Fig. 4.2.

a Test specimen subject to tensile testing. From top to bottom: before, during, and after applying a tensile force. b Typical stress versus strain curve for a ductile metal. The dashed line shows the relationship if the applied forces are removed at point A. c Typical stress versus strain curves for brittle and ductile metals
The results of the test can be plotted as stress versus strain. An example of such a plot is shown in Fig. 4.2b. Metals display a linear region at the beginning of the stress versus strain curve. The elastic modulus is equal to the slope of this linear region. The point at which the curve becomes non-linear is defined as the yield point and indicates that the elastic limit has been reached; any further elongation results in permanent plastic deformation. If the applied forces were gradually reduced at the value of strain indicated by point A in the figure, the strain would reduce according to the dashed line. Once all the force is removed, the remaining strain is permanent plastic deformation. The maximum level of stress achieved at any point during a test to failure is the ultimate tensile strength (UTS). Beyond this point, the sample quickly fails and breaks into multiple parts.
The material properties of the workpiece and the cutting tool are of critical importance for effective machining. The elastic modulus, yield point, UTS, and strain at which failure occurs all impact the process.
4.2.2 Failure of Materials
Metals typically fail due to fracture, whereby an applied stress causes a crack to propagate through the sample and separate it into two parts. There are two fundamental types of fracture; either brittle or ductile, with the difference being attributed to the level of plastic deformation sustained. Figure 4.2c shows how the stress versus strain curves differ for the two types of fracture. For brittle materials, a sample undergoes elastic strain until such high stresses are achieved that a crack forms and rapidly propagates across the entire specimen with very little plastic deformation. In many cases the crack initiates and propagates so rapidly that there is no visual indication of the imminent fracture. Cracks are initiated at flaws within or on the surface of a specimen. By contrast, in ductile fracture a crack propagates more slowly and significant plastic deformation occurs. Plastic deformation may lead to a narrowing of a section of the specimen as it is stretched, referred to as necking. Since this section has a reduced cross-sectional area it has an increased stress, and hence, cracks will typically form there.
Figure 4.3a shows how brittle cracks may propagate through metal grains, referred to as transgranular fracture, and (b) shows how a crack may follow grain boundaries, referred to as intergranular. Many factors affect which type of fracture occurs: the size of the grains and the strength of grain boundaries are particularly important. For micro-cutting, the grain boundaries may be larger than the required precision in which case, intergranular fracture is detrimental to the performance of the process.

a A brittle fracture crack propagating through microstructure grains. b A brittle fracture crack propagating along grain boundaries. c A ductile fracture crack propagation by coalescence of micro-voids
Figure 4.3c shows a schematic of crack propagation during ductile fracture. High stresses result in localised plastic deformation and the formation of micro-voids. As these micro-voids increase in size, they gradually coalesce to form a crack. Higher stresses near to the crack tip result in the formation of micro-voids nearby which again grow and are eventually encompassed into the crack until it has propagated through the entire specimen.
4.2.2.1 Crack Propagation
The stress required for material failure due to the sudden propagation of a crack in brittle materials can be predicted according to:
in which:
- \(\sigma_{c}\) :
-
critical stress for crack propagation
- E :
-
Young’s modulus
- \(\gamma_{s}\) :
-
specific surface energy
- \(a\) :
-
crack length
For ductile fracture, plastic deformation also occurs near the crack tip and must also be considered in addition to surface energy considerations. Hence a higher stress or longer crack (than is the case for brittle failure) is required for ductile crack propagation. The above equation can be used to identify fracture strength for brittle materials based on the size of natural flaws that are present.
For micro-cutting, crack propagation is important for the formation of chips.
4.3 Design and Simulation
4.3.1 Introduction
Micro-cutting simulation is a complex and highly technical area that requires significant and specialised training and experience. Micro-cutting simulation may give the impression that it is similar to conventional machining process simulation, but as this section aims to explain, it is very different and subject to many complex interacting phenomena.
Additionally, micro-cutting simulation requires expensive, complicated software packages that are still evolving.
This section aims to put this into context and help the reader understand and appreciate the complexities of simulating micro-cutting. In a competitive global market, commercial organisations may well find it makes financial sense to seek the support of experienced consultants as and when required.
4.3.2 Why Simulate Micro-cutting?
As previously stated, the specific cutting energy, minimum chip thickness, surface roughness, burr formation, micro-structural effect, and tool wear combine to make micro-cutting operations very distinct from conventional machining.
Also, micro-tools are relatively expensive and therefore tool breakage is highly undesirable. Compared to conventional machining, the relatively high cutting forces, the sensitivity of micro-tools to vibrations, along with rubbing and ploughing phenomena, result in different chip formations , and add to the complexities.
By definition, the high level of accuracy needed requires stable, high precision machines.
As a result of these sensitivities, a wide range of issues need to be considered and managed effectively.
For instance:
-
Environmental changes that impact the process (usually temperature)
-
Vibration (sources internal and external to the machining centre )
-
Small size of the parts resulting in issues with
-
Part management (fixturing and workpiece location)
-
Low stiffness of the workpiece
-
Cutting fluids and its interaction with the cutting tool and workpiece
-
Accuracy; tolerances down to 0.1 µm
-
-
Deflection and cutting forces, which can be up to 20 times higher than expected, causing high tool and part deflections
-
Chip-loads and feedrates; high spindle speeds (RPMs) allow reasonable feedrates, but have a negative impact on tool life and can easily contribute to tool breakage.
Furthermore, unlike conventional machining, machinists cannot rely on machining noise to monitor micro-cutting and detect tool loading issues and wear . As a result, small changes in the cutting conditions, such as tool wear, or tool deflection can result in instantaneous tool breakage.
This all combines to make it imperative that the feeds, speeds, and tool path are right first time. As there is little margin for error, simulation becomes invaluable.
4.3.2.1 Micro-machining Simulation
Dedicated simulation software for micro-machining is commercially available, such as Cimatron E Micro-Milling [6] and G-Wizard [7]. However, the cost of these software packages is often prohibitive and there can be system compatibility issues, IT infrastructure challenges, etc. Significant research has been undertaken in the “Micro Milling” Project [8] to establish simulation software, but this still requires significant further development in order that micro-cutting simulation software becomes as accessible as that for conventional machining.
It is therefore not always practical for SMEs to use dedicated simulation software for micro-machining. However, by utilising shop floor experience and in some cases mechanistic modelling , see Sect. 4.3.5, it is possible to develop machining strategies appropriate for micro-machining. For instance, similarities between high-speed machining and micro-machining exist, such as the need to avoid abrupt tool motion.
When using simulation software intended for use under conventional machining simulation conditions, it is important to be aware of potential CAD /CAM translation problems due to the small dimensions involved. In order to minimise these problems, when importing CAD parts, surfaces must accurately connect. Secondly, the simulation software should be able to process with high numerical precision in order to avoid problems with small features, especially on larger surfaces where the ratio between the overall part dimensions and the feature dimensions can be in order of 103–104.
4.3.2.2 Machining Strategies
Simulation is often used to develop machining strategies.
It is vital to utilise operator and shop-floor experience when it is available. Machine operators often have a lot of experience, transferable skills and experience.
It is highly recommended that organisations develop and effectively implement machining strategies appropriate for micro-machining. There are similarities between high-speed machining and micro-machining, which can be extremely helpful. Many of the fundamentals of metal cutting apply to both regimes, and it is important to build on such prior knowledge, despite the differences.
Strategies should include considerations such as:
-
Avoiding abrupt tool motion.
-
For corner features, tool paths should be rounded where possible—which is influenced by the up-stream product design, and may or may not be feasible.
-
Feed rates should be reduced as the features requiring a change of direction are approached. This reduces the loading on small and relatively fragile micro-tools .
-
Conventional milling is generally more effective than climb-milling.
-
It may also be advisable, or even necessary, to combine roughing and finishing operations for high aspect ratio parts. Positioning and setting up micro-components for machining is difficult and time consuming, and the number of setups should therefore be minimised.
Simulation software is of great value when planning micro-machining operations. There are some important considerations for the design/generation of toolpaths and process parameters:
-
Spindle speeds (rpm) and feedrate are inherently connected due to the chip formation dynamics.
-
Powerful coolant flow may deflect some micro-tools, introducing inaccuracies.
-
Careful consideration must be given to tool deflection; relatively small tool loads can impact here—depending on the overall cutting environment.
-
It is important that the cutting regime results in the use of appropriate tool loads as insufficient load will result in rubbing and no chip formation , but excess loading will cause deflections or worse still, breakage.
-
Attempts should be made to maintain constant tool loads to maximise accuracy and avoid tool breakage.
Consequently, any simulation software used must be able to accurately maintain a constant chip load throughout the cutting process.
4.3.3 Micro Versus Conventional Machining
The features of a typical micro-machined part are in the order of 1–25 μm, and required accuracies can be less than 2.5 μm in size. Often, tools have to operate with negative rake angles, hence rubbing and ploughing dominate over shearing [9]. This cutting regime is a result of the small scale in which micro-cutting takes place. Quality tools with sharp cutting edges, along with a feed-rate per tooth in the order of the cutter radius are required, as shown in Fig. 4.4.

Rake angle in micro and macro-cutting
Predominant factors that combine to make this a very different process include: the aforementioned size effect (cutting tool edge radius being of comparable size to the undeformed chip thickness and material grains); negative rake angles, resulting in rubbing, ploughing and poor/intermittent chip formation (not every revolution); and the resulting chip loads [10, 11].
As a result of these size effects, the required micro-cutting forces can be 10–20 times higher than predicted with conventional macro-scale models, whilst at the same time, using smaller, relatively fragile cutting tools [9].
4.3.4 Issues Covered by Modelling of Micro-machining
As already discussed, simulation is used to generate toolpaths and predict forces. It makes use of some simple relationships derived experimentally or from establishing a model of the physics of the cutting process. The phrase “modelling of the micro-machining process” in this context means the building of a model that describes the physics of the cutting process that can eventually be used (within certain limitations) to estimate the value of a number of parameters required to define tool paths. Micro-cutting is a process that involves many variables and is, therefore, relatively complex to understand and to model. For example, the micro-tool plays a crucial role in the process. And furthermore, the size-effect should be taken into account. To establish working models, a number of assumptions are made about the process variables in order to reduce the level of model complexity. Numerical models of the micro-cutting process use the same underlying assumptions as the analytical models [12, 13].
It should be noted here that numerical modelling of micro-cutting has seen increased popularity over the recent years. However, it requires specialised knowledge to build and assess the model quality, not only to identify errors and potential issues inherent to the discretisation into finite elements itself, but also to assess whether the underlying assumptions about the cutting process to reduce the model complexity are valid.
Most research on micro-cutting processes, including the numerical modelling of the process, focuses on a number of characteristic problems associated with the micro-cutting process: the minimum achievable chip thickness, tool edge radius—with the latter strongly influencing the former, the microstructure of the workpiece material, and the specific cutting force. All of these influence chatter, the dynamic instability phenomenon, which is another topic studied in the modelling of the micro-cutting process. Surface finish is another field of study in the modelling of the cutting-process [12]. However, an observation made in a recent literature review by Anand and Patra [12] indicates that there are not many publications on this issue and the effect of ploughing .
4.3.5 Mechanistic Modelling of the Micro-cutting Process
Mechanistic modelling techniques deserve separate consideration as they are not based on building a model from first principles [12]. Mechanistic modelling proves very useful in establishing the cutting coefficient.Footnote 1 However, cutting coefficients are generally established empirically by considering the relation between chip loads and cutting forces and a number of other process parameters. The parameters obtained can subsequently be used in simulation software. The application of this methodology requires less specialist knowledge and is therefore more practical for use in small and medium sized enterprises in industry.
4.3.6 Finite Element Analysis (FEA)
The cutting tool plays a crucial role in the micro-cutting process, with specialist knowledge required to build and assess simulation models.
It is worth noting that there is a significant increase in computational power required modelling 3D as opposed to 2D.
Finite Element Analysis (FEA) is a computational technique to simulate real-world physical effects including forces, temperatures, vibrations and material flow. FEA can be used to simulate a range of scales—from the sub-micron level to construction bridges. For micro-cutting, FEA can be used to model the interaction between the tool and workpiece in 3D.
The atomic-scale finite element method (AFEM) has recently been developed [14]. In this method, the interatomic cohesive forces between the individual atoms in the (workpiece) material are modelled with forces exerted by non-linear spring elementsFootnote 2 making it distinct from the molecular dynamics approach discussed in Sect. 4.3.7. The AFEM can be seen as the bridge between the molecular dynamics (MD) method and the conventional FEA for the modelling of continuum mechanics. We are not aware of any reported work, applying AFEM to model the micro-cutting process.
4.3.6.1 Established Predictive FEA Models
The FEA technique has been successfully utilised to predict the following [9]:
-
Micro-burr formation (burrs can be problematic and difficult to remove from micro-components).
-
Cutting forces (as already discussed, these differ significantly from macro-cutting models).
-
Stress distribution on the cutting tool.
-
Tool breakage.
-
Thermal analysis (prediction of heat stress concentrations, thermo-mechanical material properties).
Figure 4.5 below shows two images from simulation software generated as part of the study “Modelling and simulation of micro-milling cutting forces” [15].

Left Von Mises stresses and chip formation at 4 μm uncut chip thickness, cutting velocity of 1571 mm/s and edge radius of 3.5 μm. Right Workpiece natural frequency at the first shape model
4.3.7 Molecular Dynamics Modelling Approach
The Molecular Dynamics (MD) modelling approach performs analysis at the atomic level, based on the atomic interaction potentials (mathematical functions for calculating the potential energy of atoms based on their positions relative to one another) [9, 12]. MD simulations have very high computational demands, and specialised knowledge is required to build, test and interpret the results. For machining, it is predominantly, but not exclusively, used for nano-scale cutting. Simulations at larger scales quickly become unfeasible due to the number of atoms involved.
4.3.7.1 Established MD Models
Models are established for the following:
-
Understanding the mechanism of chip formation and surface generation.
-
Creating models for cutting.
-
Investigation of the effect of material atomic structure on chip formation and cutting forces.
-
Understanding mechanisms for friction, wear and scratching.
4.3.8 Multi-scale Simulation Methods
Simulations that consider greatly varying size scales are particularly challenging for computer simulations. For example, a tool may require analysis at the nano-scale for the tool tip and macro-scale for the tool body. Simulation methods that are able to consider the tool body may not capture the fine details of the tool tip, whereas methods that are applicable to the tool tip would require unfeasible computational resources to consider the full tool body. Therefore multi-scale simulation techniques have been developed that combine different numerical methods into a single model [9, 12]. For a multi-scale model FEA,Footnote 3 the tool tip may be analysed in an MD simulation which transfers forces and temperatures to a larger FEA model of the tool body. Thus the model captures atomic-scale interactions at the tip and also macro-scale temperature and force distribution in the overall tool. Many alternative combinations of simulation techniques exist. However, such models require highly specialised knowledge, and are included here mainly for information and awareness. It is beyond the scope of this book to discuss them in any detail.
-
Quasicontinuum (QC) method
-
Coupled Atomistic and Discrete Dislocation (CADD) method
-
Bridging method
-
Finite Element-Atomistic (FEAt) method
-
Macroscopic, Atomistic, Ab initio Dynamics (MAAD) method, and,
-
Coarse-Grained Molecular Dynamics (CGMD) method
Of these, QC, CADD and FEAt are the most popular methods being applied to study material removal mechanisms, and property evaluation of micro-structures.
4.3.9 Indicative Costs
At the time of writing (2015) indicative costs for FEA software are in the order of £10–20,000 per license, although there may be cheaper cloud-based solutions emerging.
Expertise can be sourced from specialist engineering consultancies or universities across the EU.
4.4 Process, Tools and Machines
4.4.1 Process
This section provides an overview of process considerations for micro-machining.
4.4.1.1 Machining Scale
As we have previously outlined, although they have similar kinematics, micro-cutting has distinct requirements and different parameters to regular cutting. For example, micro-cutting is only possible at spindle speeds higher than 20,000 rpm, whereas for regular cutting these are generally much lower. The mechanics of micro-cutting are also different. Usually the material micro-structure is an important factor in generating the workpiece surface, given the material grains often have to be split (as opposed to separated) to achieve the required feature size and surface finish. However, the main difference between machining and micro-machining processes, beside the size, is the uncut chip thickness [9].
The following section outlines some of the key differences between macro and micro-cutting scale operations, with respect to different considerations; namely the tool, the machine-tool and the uncut chip thickness.
This distinction will not only help set the boundaries for micro-scale cutting, but it will also help those intending to undertake micro-cutting prepare appropriately.
Tool implications for the micro-cutting process
Special tooling is necessary to achieve the accuracy required for micro-cutting (e.g. depths of cut are often in the order of a few microns). However, the differences between regular cutters and micro-cutting tools are not limited to size. Micro-tools are usually designed with one or two flutes and have a distinct geometry. Since the uncut chip thickness and the cutting edge are of comparable dimensions, the cutting edge must have improved mechanical properties. It must be able to endure high levels of thermal and mechanical stress, induced by the high rotational speed.
Some regular tools, such as a 1 mm diameter end-mill, are capable of performing micro-level depths of cut in the order of 10 µm. In such cases, micro-cutting is enabled by the cutting edge radius, and not the tool diameter. However, there are limitations to what can be achieved with a non-specialised tool.
Machine-tool implications for the micro-cutting process
Specialised machining centres are also required for micro-cutting. There are two types of equipment that perform micro-cutting: ultra-precision machining centres and micro-machines, such as micro-factories and miniature machines.
Unlike a regular machine-tool, micro-machining centres require greater stability, and the machines themselves must act as dampers, to absorb the inherent process-induced vibrations. Specialist micro-machine tools have high rigidity, are ultra-precise and should operate within controlled environments, e.g. temperature, humidity, etc. [16].
Micro-cutting machining equipment must also have better stability, precision at sub-micron level, stiffness and must be more precisely aligned. They should also have a high degree of static and dynamic stiffness, thermal stability, and compensation of positioning errors [17].
By way of example, high speed machines such as the KERN Triton (20,000–50,000 RPM) are capable of damping any inherent and resulting vibrations; essential to achieve the required tolerances and surface finish.
Uncut chip thickness implications for the micro-cutting process
The ratio of the cutting tool edge radius and the uncut chip thickness is also a distinguishing factor between regular and micro-scale machining. At small cutting depths, ploughing and slipping are more prone to occur. Some researchers have observed that a reduction in depth of cut values indicated a non-linear specific cutting energy increase [18]. These so-called size effects represent the most important difference when comparing regular and micro-scale cutting.
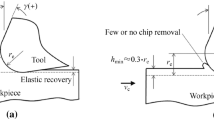
Figure 4.6 illustrates the effects of the small ratio of the uncut chip thickness to tool edge radius. These images indicate the difference between regular scale and micro-scale cutting. The main difference derives from the size of the radius compared to that of the uncut chip thickness. With regular cutting, the radius is significantly smaller, and thus the tool has a high degree of sharpness. However, with micro-cutting, the radius can be considered to be of a similar size to the average grain size of the workpiece material. This affects the sharpness and the shear zone formation.

Size effects resulting from a small ratio of the uncut chip thickness to tool edge radius
Figure 4.6 (left) shows desirable cutting conditions, resulting in shearing, whilst Fig. 4.6 (right) shows a small depth of cut, resulting in ploughing. The micro-tool has a different geometry than the one used in conventional milling.
4.4.1.2 Cutting Forces
The energy (and hence the cutting force) necessary to shear along a grain boundary is less than the energy required to shear through a grain (intergranular fracture) for a given material.
The net cutting forces in micro-machining are often less than those experienced in conventional machining. However, they are usually being exerted by smaller and more fragile cutting tools. Rapid and significant changes to the cutting dynamics, although small in magnitude, are more significant and can result in tool failure at the micro-scale. Hence, all factors have to be taken into account.
One factor is the shear zone formation and how the cutting force is developed.
Another factor affecting cutting forces is tool wear. Tool wear leads to increased cutting tool edge radius, and subsequently an increased minimum chip thickness, which cannot always be accurately predicted during machining. This has greater impact at the micro-machining level resulting in ploughing. Ploughing is considered in more detail in the next section, but in summary, when ploughing occurs the tool does not effectively facilitate shearing and the stress on the tool increases significantly.
An off-centred cutting process can increase wear in one or more of the tool flutes, which in turn changes the cutting force distribution. This results in uneven surface roughness on the part, gradual tool wear and, subsequently, tool breakage.
There are various cutting models that describe cutting force evolution during processing. Among the first were those offered by Merchant, by Ernst and by Piispanen [19]. Other models are derived from these, but they have the limitation of simplifying hypotheses. Some researchers, such as Astakhov [20], debate whether they provide appropriate modelling for the micro-cutting process, due to the fact that experimental work does not reliably support the models.
Further studies include those undertaken by Altintas and Lee [21] who worked on cutting force models for helical end mills. They took into consideration shear and friction angles, along with shear stress, in order to predict machining forces, forced and chatter vibration, and errors. The chip formation was analysed by means of true trochoidalFootnote 4 motion of milling models, considering static displacements. Their studies extended to mechanics and dynamics of ball end-milling [21, 22]. The models proved accurate for ball end-milling using helical cutters, but could be further extended to end-milling models.
Most mechanistic models assume that the tool edge is sharp, and the radius has minimum values [23]. However, given that the radius of the micro-cutting tool edge (0.5–3 µm) is of comparable size to the workpiece material’s grain structure, mechanistic models still need to be improved. Specialist micro-cutting modelling software could potentially be utilised to take into account the tip radius and grain structure, such as CimatronE [6]. This was developed for high surface accuracy solutions at the Fraunhofer Institute for Production Technology (IPT) in Aachen, Germany, for tool makers and for micro-milling operations [6, 8]. However, commercially available software has yet to take into consideration atomic-scale effects, and ploughing in particular.
In order to better analyse the micro-cutting process, work undertaken by Câmara et al. [17] investigating micro-milling , identified input parameters for micro-milling specifically. These aspects are synthesised in three subsections, namely workpiece material, tool characteristics and machine-tool concerns. This consideration of the input factors to a micro-milling process can be used as a model to define the process and to highlight the properties that can affect the results.
4.4.1.3 Size Effect
As discussed, size effects play an important role in micro-chip formation, which affects machinability and in turn the quality of the micro-machined surface. The fact that the layer of material removed is at the same order of size as the material grain affects the shearing phenomenon and, thus, the chip formation .
The difference can be explained by surface free energy effects, as illustrated in Fig. 4.7, by material impurities or defects at crystallographic level [24].

Difference between micro and macro-cutting phenomena
The minimum chip thickness is dependent on the ratio between the uncut chip thickness and the cutting tool edge radius. The precise value of the minimum chip thickness depends on the workpiece material. Values for the minimum chip thickness can vary from 5 to 40% of the tool edge radius, and they can be empirically determined.
The mechanical properties of the micro-tool , e.g. rigidity, will play an important part in determining the minimum depth of cut achievable under specific conditions.
4.4.1.4 Burr Formation
A priority when micro-cutting is achieving the required surface finish in a single operation. Using a new tool or one in good condition, under optimal operating parameters is the best way to achieve this and it will also help minimise burr formation.
Specialised software such as DEFORM-2D is useful when considering the minimum chip thickness and consequently the chip formation process. Alternatively, cutting models such as Merchant’s slip-line model can be used. These shear plane models are robust, having been verified by experimental investigation.
The chip formation process is dependent on the cumulative effect of several factors including workpiece material, tool material, cutting feeds and speeds, and even depth of cut. Poor chip formation will result in burr formation as illustrated in Fig. 4.8.

Burr formation in copper and steel under analogous cutting conditions
4.4.2 Micro-tools
This section provides an overview of tool considerations for micro-machining, including size, wear , breakage and material coatings.
4.4.2.1 Tool Size
Drills, end-mills, ball-nose mills or engraving tools are frequently used for micro-cutting applications. They are generally made out of tungsten carbide, or diamond, in order to prevent stress-related breakage.
Due to the small nature of such tooling, micro-tooling is an entire industry in itself. Not only does the size of the tool decrease significantly, 8 µm for the smallest drills or 20 µm for mills, but their geometry has to change accordingly. They usually have only one or two flutes in order to allow the chip to flow. The tool shank is shorter (a few millimetres) to maximise stiffness, to suppress vibrations and to maintain positional accuracy of the tool. Since the uncut chip thickness and the cutting edge are of comparable dimensions, the cutting edge must have improved mechanical properties. It must be able to endure high levels of thermal and mechanical stress, induced by the high rotational speed.
Micro-tooling is expensive due to the specialist knowledge required and the challenges of producing complicated tooling geometry at sizes lower than 0.1 mm, as illustrated in Fig. 4.9. Since tool failure is a major consideration for micro-cutting, everything possible must be done to minimise the risk of tool breakage given the subsequent cost to production.

Tool size
One of the significant challenges in the manufacture of micro-tools is how to produce a small cutting tool edge radius. The smaller the radius, the smaller the achievable depth of cut can be. Focused Ion Beam (FIB) is sometimes used to machine sharp edges. Electrical Discharge Machining (EDM) and Wire Electrical Discharge Machining (WEDM ) are employed to cut smaller features on micro-tools . However, these technologies have long process times, and limitations on geometries, and thus, cost invariably influences process selection [9].
4.4.2.2 Tool Wear and Breakage
Tool wear is not as gradual in micro-machining as macro-machining. Very soon after wear causes an increase in the cutting edge radius, tool breakage occurs with little or no warning.
An uncontrolled process can result in rapid and unpredictable tool wear which affects surface accuracy, quality and ultimately cost. The main challenge for a manufacturer is the optimisation of the operating parameters (feed, speed, rotation, depth of cut) in order to obtain both the desired surface, but also to control wear and prevent tool breakage. The inspection of tooling prior to use and in-process tool monitoring can help ensure the optimum performance of micro-tools. Effective simulation and modelling, although complex, challenging and expensive, can help enormously.
Furthermore, tool wear can be more difficult to monitor during micro-machining, which makes it more challenging to account for during the cutting process. This results in a reliance on manufacturer specifications and recommendations and, just as importantly, on the technician’s experience selecting and actively adjusting the right set of cutting parameters.
Tool failure has been explained as a consequence of different mechanisms:
-
1.
Fatigue induced failure—there is a risk that fatigue cracks may develop and lead to breakages as a result of the high cutting speeds, and therefore high number of stress cycles.
-
2.
Stress induced failure—when a tool is subject to cutting forces above its normal operating limits, the tool can quickly break. This is due to chips forming on the cutting edge; cutting edge wear. When this occurs, the tool will no longer cut, but it will push against the work material and this will increase the stress in the tool.
-
3.
The increase in specific energy, as the depth of cut decreases.
These mechanisms can result in either tool wear or breakage, as shown in Fig. 4.10.

Example of a broken and a worn out tool
A number of other factors contribute to tool wear, such as the size effect, negative rake angles, multi-phase workpiece materials or material elastic recovery. These detrimental effects can be diminished by appropriate tool inspection, process monitoring and effective cutting strategies. Tool inspection prior to machining can minimise the risk of in-process tool failure. An example of tool damage is shown in Fig. 4.11.

Importance of tool inspection prior to processing. The above illustrates a defect in the tool web
4.4.2.3 Micro-tool Coatings
Macro-tool coatings are used to increase the hardness at the cutting interface, along with providing better resistance against chemical and mechanical wear . Given the small scale, micro-cutting tool coatings need to be more compact—they need a finer grain structure. They need to be more crystallographically consistent and have a thinner and smoother top surface, so that friction forces are further reduced at the tool-workpiece interface.
Coatings used for commercially available micro-tools include:
-
TiN—titanium nitride
-
TiAlN—titanium aluminium nitride
-
CrTiAlN—chromium titanium aluminium nitride
4.4.3 Machine-Tools
This section provides an overview of machine considerations for micro-machining operations.
4.4.3.1 Micro-machining Platform Characteristics
Whilst it is true that an experienced machinist on standard workshop equipment can produce exceptional detail and accuracy (think early watchmakers), with this alone, it is not possible to survive in a highly competitive environment where repeatability, response times and high volume manufacturing is required.
So, what are the main machine attributes required?
Spindle speed
There is no way round the need for surface speed for milling (though this is not always the case for drilling). Ideally circa 50,000 + rpm is desirable. 20,000 + rpm may suffice, but with no guarantees. Speed increasers can be useful but may lack sensitivity for <0.5 mm tooling.
Machine construction
Polymer concrete bases and hydrostatic slideways help deliver very good rigidity, insulation from heat, and vibration. This enhances the sensitivity of the machine and isolates forces that can interfere with the very small cutting forces required for micro-machining.
A heavy duty cast machine construction with linear drives or high precision, alloy ball screw and digital drives may suffice in most cases. Standard machine shop construction, cast iron ball screw and analogue drives will be inadequate.
Repeatability
It is crucial that the machine can exhibit high levels of repeatability. Again, this brings a new level of sensitivity into the machining process along with the knowledge that the equipment can make parts consistently without constant intervention. The higher specification machines available should be capable of sub-micron positional repeatability, whilst the mid-range should be under 10 µm and the standard under 25 µm.
Control
The machine control needs to be able to process large amounts of information as programs produced on Computer Aided Manufacturing (CAM ) platforms are often very large. Individual movements of the cutting tools may be very small, so maintaining a constant feed rate requires a powerful processor and a “look-ahead” program buffer is essential. For example, the Heidenhain TNC530 (or newer) would be considered suitable. Any control with a look-ahead facility may prove adequate, but some early controls, and any without the look-ahead functionality, simply will not cope.
Number of axes
The decision to employ 4 or 5 axes over the traditional 3 axes layout may be driven by specific job requirements or building in platform flexibility. There is a trade off in rigidity and repeatability. This will have less of an impact on the highest specification machines, but is worth being aware of, if considering mid-specification machines.
Every extra axis introduces more positional error. By way of an example, a high specification machine that is sub-micron accurate point to point on a jig boring operation, may be >5 µm on a 5 axis simultaneous tool path. This error can also be made worse by the adoption of a poor tool strategy and limited control functionality.
Hence, when selecting machine-tools for micro-cutting applications, all of these factors need to be considered holistically and not in isolation.
4.4.3.2 Machine-Tools Suppliers
There are many micro-machining centre manufacturers, and the capabilities of the machines vary within different price bands.
A typical Kern machining centre (Fig. 4.12) offers the advantage of having a polymer concrete bed, which damps vibrations during processing. Tolerances are usually within ±0.5 μm for micro-cut features [25].

KERN machining centres
At the time of writing (2015), the Kern Evo costs in the region of £250,000–£300,000.
Röders Tec on the other hand, offers high stiffness, optimum layout of the mass inertia and geometric compensation for increased precision during machining. These machines are priced up to £250,000. A typical machine, such as the RXP400DS—5-axis machine, offers spindle speeds up to 50,000 rpm.
The Hermle Machine Company, builds ultra-compact machining centres designed for larger parts. Some of them, such as the C12 5-axis machining centre, can process parts as heavy as 100 kg and have prices up to £250,000. They have the advantage of built-in functions such as automatic vibration measurement and control, which is a critical consideration in micro-cutting applications (Fig. 4.13).

A Hermle machining centre which is constantly in high demand in the University of Nottingham Manufacturing Labs
Sodick machining centres have spindle speeds of up to 40,000 rpm and cost up to £300,000. The HS430L high speed mill offers the advantage of a BLUM laser tool length measuring device, which is critical in acquiring tool wear estimates, without the need to remove it from the tool holder.
Other companies, such as Fanuc and Kugler, have a range of machining centres specialising in micro-cutting. The demand for micro-products has brought with it the development of many micro-machining centres , competing on a balance of price and capabilities. There is a balance to be achieved within the cost of machine procurement and the products and features to be produced.
It should be emphasised that machine-tool manufacturers are constantly evolving their products, underpinning technologies, packages, and price positions, and all information provided is only intended to be indicative.
4.4.4 Measurement Systems
It is logical to assert that in order to ensure the highest product quality, the ability to accurately and reliably measure components is absolutely critical.
The two main areas requiring measurement are geometric and process parameter measurement . Micro-geometric measurement is discussed in more detail in the subsequent chapter “Micro-scale Geometry Measurement ”.
Typically, measurements taken during the micro-cutting process are:
-
The tool (before, during and after machining)
-
The workpiece
-
Various process parameters that could affect the micro-cutting process (vibrations, tool position etc.).
Geometric measurement can be considered at three stages:
-
Pre-processing
-
In-process
-
Post-processing.
4.4.4.1 Geometric Measurement: Pre-processing
Prior to beginning the cutting process, the tool dimensions and position must be clearly established. The second step is determining the workpiece surface position. These two sets of coordinates help ensure the accuracy of the micro-cutting process. Laser equipment and infra-red touch probes are the preferred equipment for the job.
4.4.4.2 Geometric Measurement: During Processing
Linear variable displacement transducer devices can be very effective in determining tool height and radius with the aid of a vertical and horizontal contacting type tool set station. (AMETEK Precitech Ultracomp equipment can establish this to an accuracy of 0.4 µm). Cutting tools can be measured in different positions attaining this data with the controller. Whilst these measurements are known, the machine will accurately and reliably know the tool dimension and position.
4.4.4.3 Geometric Measurement: Post-processing
A number of high accuracy measurement technologies can be used to determine the form, geometry, dimensions and surface roughness of a micro-machined part.
These include non-contact systems such as: laboratory microscopes, scanning electron microscopes, and interferometers. Contact systems (stylus/probe based systems) include: surface profilometers and co-ordinate measuring machines. In addition to measuring surface roughness, a stylus profilometer such as the AMETEK Taylor Hobson TalySurf, see Fig. 4.14, can also measure form. This allows the system to be used to check the machine set-up for turning applications (i.e. tool centring) in addition to measuring component accuracy in 2D. A white light interferometer such as the Bruker NP Flex, see Fig. 4.14, can measure 3D surface topography at the micro and nano scale.

NP FLEX interferometer and AMETEK Taylor Hobson Talysurf Intra
4.4.4.4 Process Parameters Measurement
Although not commonly used in industry, in-process cutting force measurement can be useful for large batches or mass production. Cutting force evolution can negatively impact tool life and, as such, can prove invaluable in process monitoring, helping to minimise costs. Despite its usefulness, this kind of measurement is usually the remit of research institutions. Cutting forces can be measured using a dynamometer (e.g. those manufactured by Kistler). This can provide accurate information regarding the cutting force and its variation, about the periodicity of the process, and even about tool wear. As the tool becomes worn, the cutting force required for the same depth and type of cut increases. At high cutting forces, the micro-tool is at high risk of breakage. Thus, an in-process monitoring system such as a dynamometer can be very helpful in preventing tool breakage (Figs. 4.15 and 4.16).

Equipment for spindle position measurement

Probe-card and 60 times magnification of drilled holes
4.5 Sectors and Applications
Micro-cutting, and especially micro-milling , has the benefit of machining parts with high aspect ratios and high geometric complexity.
Some micro-manufacturing technologies are less capable of mass or batch production. Micro-milling is perfectly suitable if appropriate processes and tools are adopted—for example, in the production of masks for X-ray lithography.
Micro-cutting is used in a large variety of applications. As previously explained, micro-cutting can be used in isolation to produce finished parts. However, it is often linked with various other technologies: e.g. with other processing types, measurement devices, etc.
4.5.1 Industry Sectors and Application Areas
Industry sectors and application areas were identified by Desarollo [26] as:
-
Watch and jewellery making; manufacturing of tools for watch making, engraving of base plates, moulds for rings and pendants, detailed micro-machining of all watch parts.
-
Automotive : electrodes for cutting inserts, fuel injection nozzles, diesel injection nozzles, parts with tight tolerances for micro-drilling .
-
Aerospace : instrumentation and electronic connectors and hydraulics, miniature devices for rockets, moulds for miniature planetary gear wheels attached to a turbine.
-
Mould fabrication: plastic optics for micro-moulds based on micro-replication techniques.
-
Biomedical : cochlear implants, micro-tools for surgery, moulds in micro-dosage application, lab-on-a-chip , in orthodontics (such as dental brackets), replication moulds for cells, moulds in biotechnology applications (microchip electrophoresis devices, polymeric BIOMEMS (biomedical micro-electromechanical systems) devices, accelerating polymerase chain reaction for modular lab-on-a-chip systems), cataract lenses, retinal micro-tacks, etc.
-
IT: test membrane for PC chip manufacturing.
-
Others: direct machining of optics either ceramic lenses or metallic mirrors, scientific instrumentation, components for measuring devices, electrodes for toy industry, electrodes for manufacturing shaving head of electric razors, crack detection (creating a micro-crack on a helix for turbines/drive shafts), gas leak detection (micro-feature with a special shape—different shapes for different gases).
As an aside, micro-machining specific benefits translate into improved mesoFootnote 5- and macro-scale machining outputs when performed on micro-capable equipment. Better results can be achieved in terms of tool life, productivity, and enhanced product quality.
Notes
- 1.
The cutting coefficient (also known as the specific cutting force) is the force, in the cutting direction, required to make a cut with a cross sectional area of 1 mm2 and a chip thickness of 1 mm, for a specific cutter and material combination.
- 2.
A non-linear spring element is a special structural element that only has a specified spring stiffness, and can be placed between two nodes or between one node and the “ground” to exert a force on the node(s) based on the relative displacement.
- 3.
The atomic-scale finite element method [14] is not a multi-scale method.
- 4.
A trochoid (derived from the Greek word for wheel, “trochos”) is the curve described by a fixed point on a circle as it rolls along a straight line.
- 5.
In machining terms, meso-scale generally refers to the scale spanning micro and macro-machining.
References
Waurzyniak, P (2013) Micro Manufacturing Keeps Shrinking the Envelope. Available: http://www.sme.org/MEMagazine/Article.aspx?id=69873, 28 May 2015
RAL Space website. Available: http://www.stfc.ac.uk/ralspace/11291.aspx, 28 May 2015
Özel T, Liu X, Dhanorker A (2007) “Modelling and simulation of micro-milling process”, 4th international conference and exhibition on design and production of machines and dies/molds, Cesme, Turkey, pp 21–23
MORCOM (2013) Micro-machining involves a lot more than using scaled-down tools. Available: http://www.micromanufacturing.com/content/micro-machining-involves-lot-more-using-scaled-down-tools, 25 Feb 2014
Simoneau A, Elbestawi MA (2006) The effect of microstructure on chip formation and surface defects in micro-scale, mesoscale and macroscale cutting of steel. Ann CIRP 555:97–102
CIMATRONE, CimatronE micro milling simulation software by Cimatron. Available: http://www.cimatron.com/NA/general.aspx?FolderID=5320, 5 Oct 2015
G-WIZARD, G-Wizard Software by CNC Cookbook. Available: http://www.cnccookbook.com/CCCNCSoftware.html, 5 Oct 2015
PROMOLDING BV (PRO) (2005) Final technical report and progress report (combined). Available: http://promolding.nl/contentdownloads/Final_Report_MicroMilling_18.pdf
Cheng K, Huo D (2013) Micro-cutting. Fundamentals and applications, 1st edn. The Wiley Microsystem and Nanotechnology Series. Wiley, Oxford
Elkaseer AA (2011) “Modelling, simulation and experimental investigation of the effects of material microstructure on the micro-endmilling process. Ph.D. thesis, Cardiff University, Institute of Mechanical, and Manufacturing Engineering, Cardiff
Mian AJ (2011) Size effect in micromachining, Ph.D. thesis. Cardiff University, School of Mechanical, Aerospace and Civil Engineering, Manchester
Anand RS, Patra K (2014) Modelling and simulation of mechanical micro-machining—a review. Mach Sci Technol: Intl J 18(3):323–347
Leopold J (2014) Approaches for modelling and simulation of metal machining—a critical review. Manuf Rev 1(7):1–16
Liu B, Huang Y, Jiang H, Qu S, Hwang KC (2004) The atomic-scale finite element method. Comput Methods Appl Mech Eng 193:1849–1864
Afazov SM, Ratchev SM, Segal J (2010) Modelling and simulation of micro-milling cutting forces. J Mater Process Technol 210:2154–2162
Chae J, Park SS, Freiheit T (2006) Investigation of the dynamics of micro end milling—Part I: model development. J Manuf Sci Eng 128(4):893–900
Câmara MA, Campos Rubio JC, Abrão AM, Davim JP (2012) State of the art on micro-milling of materials, a review. J Mater Sci Technol 28:673–685
Filiz S, Conley C, Wasserman M, Ozdoganlar O (2007) An experimental investigation of micro-machinability of copper 101 using tungsten carbide micro-end mills. Intl J Mach Tools Manuf 47:1088–1100
Atkins AG (2003) Modelling metal cutting using modern ductile fracture mechanics: quantitative explanations for some longstanding problems. Intl J Mech Sci 45:373–396
Astakhov VP (2005) On the inadequacy of the single-shear plane model of chip formation. Intl J Mech Sci 47(11):1649–1672
Altintaş Y, Lee P (1996) A general mechanics and dynamics model for helical end mills. CIRP Ann—Manuf Technol 45(1):59–64
Altintaş Y, Jin X (2011) Mechanics of micro-milling with round edge tools. CIRP Ann—Manuf Technol 60:77–80
Dornfeld D, Lee D-E (2008) Precision manufacturing. Springer, New York
Pham DT, Dimov SS, Popov KB, Elkaseer AMA (2008) Effects of microstructure on surface roughness and burr formation in micro-milling: a review. In: Proceedings of the 3rd virtual international conference on innovative production machines and systems (IPROMS), pp 270–275
Rainford Precision, Kern Ultra and Nano Precision Machining Centres. Available: http://rainfordprecision.com/kern/, 26 Feb 2016
Desarollo, Micromilling (2009) Available: http://www.micromanufacturing.net/didactico/Desarollo/micromilling/1-6-micromilling-applications, 27 Sept 2015
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2017 Springer International Publishing Switzerland
About this chapter
Cite this chapter
Gherman, L., Gleadall, A., Bakker, O., Ratchev, S. (2017). Manufacturing Technology: Micro-machining. In: Fassi, I., Shipley, D. (eds) Micro-Manufacturing Technologies and Their Applications. Springer Tracts in Mechanical Engineering. Springer, Cham. https://doi.org/10.1007/978-3-319-39651-4_4
Download citation
DOI: https://doi.org/10.1007/978-3-319-39651-4_4
Published:
Publisher Name: Springer, Cham
Print ISBN: 978-3-319-39650-7
Online ISBN: 978-3-319-39651-4
eBook Packages: EngineeringEngineering (R0)