
Abstract
Fouling results in a significant cost to the process and power industry, and a better understanding of the fouling behavior and mitigating measures is of interest to both personnel in operating facilities and research organizations. Fouling reduces the heat transfer rate and increases the pressure drop of heat exchangers. Fouling mechanisms are broadly classified as sedimentation, chemical reaction, crystallization, and biological. Heat exchanger designs should accommodate these fouling mechanisms and guidelines based on the vast operating experience that are discussed. Assignment of thermal margin, expressed as excess area, is one of the most important design parameters. Margins range from less than 10% excess area for light fouling applications to more than 100% for heavy fouling service. Fouling research has focused on understanding fouling mechanisms, predicting fouling behavior and mitigating its consequences. Due to its complexity, development of predictive models has been slow and much recent research has focused on cleaning and prevention technologies. Online techniques to clean heat exchangers have been implemented, but there are no universally accepted techniques. In addition to chemical and mechanical cleaning methods, electric and magnetic fields and ultrasonic/acoustic techniques are used.
Access provided by CONRICYT-eBooks. Download reference work entry PDF
Similar content being viewed by others

Keywords
- Fouling Mechanisms
- Tubular Exchanger Manufacturers Association (TEMA)
- Saturates, Aromatics, Resins And Asphaltenes (SARA)
- Shellside
- Fouling Factor
These keywords were added by machine and not by the authors. This process is experimental and the keywords may be updated as the learning algorithm improves.
1 Introduction
Fouling of heat exchangers is a major problem for the process and power industries. Fouling is described as the buildup of non-desired substances on heat transfer surfaces and in flow passages, resulting in a reduction in heat transfer and increase in pressure drop.
Costs
The total cost of fouling is estimated to approach 0.25% of the gross national product for industrial countries (Steinhagen et al. 1992). Fouling adversely affects performance in a number of ways:
-
Reduction in plant output. Severe fouling problems can reduce plant output and, on occasion, cause plant shutdowns. The costs of a plant shutdown can be particularly high; even for a small- or medium-sized oil refinery, loss of production can cost in excess of US$1 million/day.
-
Cleaning and mitigation strategies. When cleaning can be planned at scheduled outages, costs associated with personnel and equipment are significant. For a process heat exchanger, a budgetary cost of US$60,000 to $80,000 is typical (Pretty and Akinradewo 2015).
-
Cost of energy. Whether the process is for chemical production, electric power production, or a refrigeration cycle, fouling increases the energy required to attain the desired output. This cost includes extra fuel and power for pumps and compressors.
-
Excess capital costs. Fouling is often tolerated with the application of large excess margin. The amount of margin for typical process heat exchangers varies greatly, but usually from 10% to over 100% excess margin is provided for fouling services. This margin results in oversized heat exchangers, pumps, and compressors, increasing plant capital costs and required equipment area.
Fouling Resistance
The reduction in heat transfer is calculated using the fouling resistance: During the design process, engineers have typically accounted for fouling by including fouling resistances (i.e., fouling factors) when calculating the overall heat transfer coefficient,
In early stages of fouling, increases in the overall heat transfer coefficient are possible (and have been measured) due to enhanced convective heat transfer from initial fouling deposits roughening the surface. The relationship between initial fouling and enhanced heat transfer remains an area of research. Practicing engineers often refer to negative apparent fouling resistances to account for this enhancement.
Pressure Drop
Fouling increases pressure drop by reducing the area of flow passages, blocking flow passages, and changing the surface profile (i.e., increasing roughness). There is no generally accepted method to account for this pressure drop increase. However, a relative comparison of the pressure drop across fouled and clean heat exchanger surfaces can be approximated using a general formula (Colburn 1933),
Assuming that fouling affects both the friction factor due to the change in roughness and the flow area, the ratio of the fouled to clean pressure drop becomes
It is evident that pressure drop is sensitive to the reduction in flow area. As such, heat exchangers with small passages are much more susceptible to excessive pressure drop increases than those with larger flow passages. This relationship is important when exchanger geometry for fouling service is selected.
2 Fouling Mechanisms
2.1 Particulate/Sedimentation
Particulate/sedimentation fouling refers to the deposition of suspended particles (e.g., pipe scale, corrosion products, impurities, silt, sand, etc.) onto the heat transfer surface. Sediment particles often get trapped or encapsulated in the fouling deposits created by other fouling mechanisms and can actually catalyze other fouling mechanisms. Maintaining high flow velocities can mitigate sedimentation fouling; a minimum of 1 m/s is suggested for tubeside and longitudinal shellside flows. Methods exist for estimating minimum particulate suspension velocity when fluid/particle composition is well defined and no other fouling mechanism contributes. Using high velocities necessitates evaluation of the potential for erosion and flow-induced vibration.
2.2 Chemical Reaction
Chemical reaction fouling mechanisms can be defined as those whose rates obey an exponential (i.e., Arrhenius) temperature dependence.
Five types of chemical reaction fouling are considered for this discussion.
-
Asphaltene precipitation/adhesion. Due to its chemical complexity, crude oil is often classified with solubility fractions. Asphaltenes, the solubility class most closely associated with fouling, are known to adhere to heat transfer surfaces. Data suggest that asphaltene fouling can be significant when wall temperatures exceed 300 °C and the wall shear stress is less than 10 Pa. Asphaltene adhesion occurs when the asphaltenes from crude oil and its derivatives adhere to heat transfer surfaces at high temperatures, particularly when the surface is sulfided. Asphaltenes convert to coke at temperatures greater than 340 °C. Data suggest that asphaltene adhesion can be reduced by inhibiting corrosion, keeping the wall temperature below 300 °C, and operating with a clean-condition shear stress at the heat transfer surface.
-
Coking. Coking is the production of a toluene-insoluble hydrocarbon material from the process stream. Hydrogen-to-carbon (H/C) ratios for coke are in the range 0.3 ≤ H/C ≤ 0.7. Coking is one of the most problematic fouling types because it results in hard deposits that tenaciously adhere to the heat transfer surface and are insoluble in most solvents. Keeping the wall temperature below 340 °C mitigates the formation of coke from crude oil and residua.
-
Corrosion. Corrosion is the electrochemical reaction of the process stream with the heat transfer metal. Because corrosion typically affects mechanical integrity more than heat transfer efficiency, it is not universally accepted as a fouling mechanism. However, corrosion has been shown to significantly accelerate other fouling mechanisms and might even initiate certain fouling mechanisms. For example, asphaltenes are known to adhere more strongly to iron sulfide than to iron oxide (i.e., the passivation layer). Corrosion is mitigated with proper metal selection and cathodic protection.
-
Insoluble gum formation. Insoluble gum formation results when oxygen chemically reacts with hydrocarbon fluids via autoxidation reactions. Metal ions catalyze autoxidation reactions. Saturating a crude oil with oxygen can increase the fouling rate by up to an order of magnitude. Fouling caused by insoluble gum formation is mitigated by minimizing air exposure, storing hydrocarbons under a blanket of nitrogen or other inert gas, or using antioxidants.
-
Polymerization. Polymerization is the creation of macromolecules from monomer units, typically from condensation or free radical reactions. The preferred mitigation technique depends upon the prevailing chemistry but can include temperature changes, pH adjustment, stream purification, and/or the use of chemical additives (e.g., inhibitors).
2.3 Crystallization
Crystallization fouling, or scaling , is one of the most common forms of fouling. It frequently occurs in cooling waters but can also be present in other streams. Scaling occurs due to the supersaturation of a chemical species, typically a salt, at the heat transfer surface. There are two types of salt solubility: normal and inverse. The saturation concentration of normal solubility salts increases monotonically with temperature, whereas the saturation concentration of inverse solubility salts exhibits a decrease with temperature through part of the solubility range. Inverse solubility salts, such as calcium carbonate (CaCO3), are typically the most problematic (Fig. 1).

Example of crystallization fouling (With permission from Technische Universität Braunschweig)
2.4 Biological
Biological fouling is defined as the growth of organic matter on the heat transfer surface. The organic matter varies according to water source; in cooling towers, bacteria are prevalent, whereas mussels, barnacles, etc., can be dominant in river, lake, or seawater. Waters are commonly treated with biocides, chlorine being quite common. Biological fouling reaches a maximum rate at approximately 25 °C and thus can be mitigated with temperatures above and below 25 °C. Designing for a clean-condition shear stress in excess of 10 Pa is also beneficial (Fig. 2).

Example of biological fouling (With permission from HTRI)
3 Designing Exchangers for Fouling Service
3.1 General Considerations
3.1.1 Fluid
The fluid composition has the largest impact on the fouling. However, judicious heat exchanger design and operation can usually mitigate fouling for many fluids. Of particular interest are fluid applications where heat exchangers do not exhibit fouling tendencies. HTRI’s Exchanger Design Margin Task Force (EDMTF) identified the following services which do not foul (Shilling 2015):
-
Refrigerants
-
Demineralized water
-
Non-polymerizing (olefin-free) condensing vapors
-
Liquid natural gas (LNG)
On the other hand, the EDMTF identified the following fluid streams as heavy foulers:
-
Crude oil
-
Crude oil distillation overhead
-
Crude oil atmospheric distillation and vacuum distillation tower residues
-
Fluid catalytic cracker (FCC) slurry oils
-
Thermal cracking unit residues and heavy gas oils
-
Amines
-
Wet hydrogen fluoride (HF)
-
Petrochemical streams containing conjugated olefins
-
Coal gasification feed streams
-
Improperly maintained cooling water
3.1.2 Temperature
Most fouling mechanisms have a strong dependence on temperature, and minimizing the surface temperature can mitigate chemical reaction fouling mechanisms. Cooling water exhibits an optimal range with respect to temperature; wall temperatures above 25 °C reduce biological growth, and wall temperatures below 60 °C decrease inverse solubility salt crystallization.
3.1.3 Shear Stress
Shear stress, or the force exerted by the flowing fluid on the heat transfer surface, is the fundamental flow attribute that affects fouling. A general expression for shear stress is,
Operating experience and laboratory data suggest that most fouling mechanisms begin to abate at a shear stress of approximately 10 Pa and can be significantly reduced by a shear stress of 15 Pa.
3.1.4 Material Selection
Material selection has a direct impact on corrosion. Carbon steel is commonly selected for exchanger fabrication due to its low relative cost, but it is susceptible to corrosion primarily by oxidation or sulfidation reactions. To mitigate corrosion fouling, alloy steels, stainless steels, and titanium are common alternatives to carbon steel. Metal selection is usually application specific, and generalized rules of thumb are not available. Metal selection also affects biological fouling because copper and its alloys are toxic to aquatic organisms. Some studies suggest that enhanced heat transfer surfaces can mitigate fouling by increasing shear stress, improving flow distribution, and lowering wall temperatures.
3.1.5 Surface Treatments
Coatings and surface treatments can reduce the tendency for fouling products to adhere to heat transfer surfaces. Electropolishing has been shown to be effective to reduce the propensity of a variety of chemical reaction fouling mechanisms. Epoxy resins and polyurethane coatings have been used extensively to mitigate biofouling, and these coatings have been effective for other fouling mechanisms. More recently, nanocoatings or nanocomposite surface treatments are being evaluated in fouling service. These nanocoatings show great promise at mitigating or delaying the buildup of a wide variety of different fouling applications by changing the surface energy and reducing the potential that fouling products will adhere to heat transfer surfaces (without providing an additional thermal resistance); however, at the time of printing, only prototype or demonstration studies are underway at industrial facilities.
3.1.6 Cleaning
The likelihood and frequency of cleaning are important considerations in design. For example, if mechanical cleaning of heat exchanger surfaces is expected, the design will need to support access to fouling surfaces via exchanger disassembly or access ports. Not all exchanger configurations are amenable to cleaning. For example, TEMA rear-head types L, M, and N do not permit removal of the bundle; conversely, TEMA front-head types A, C, and N and rear-head types L and N have removable covers for direct access to the tubesheet. If shellside cleaning (mechanical or hydroblasting) is necessary, square (90-degree) and rotated square (45-degree) tube layouts provide the best access to surfaces. The designer must also consider pitch ratio when cleaning the shellside by mechanical/hydroblasting means, but recommended values of tube gap vary depending on the cleaning method selected. U-tubes are more difficult to clean than straight tubes, especially U-bends with small bend-to-tube inside diameter ratios. Chemical cleaning is possible on both the shellside and the tubeside, when the bundle is in place or removed. For plate heat exchanger, gasketed plates facilitate disassembly for cleaning, whereas welded or brazed plates have limited or no access.
3.1.7 Design Margins
Some margin is needed to account for exchangers that foul. The amount of margin is a subject of substantial discussion. Factors which are included in selecting margin are fouling propensity, budgeted cleaning cycles, production targets, capital budget, and operating profile. Margin is usually described in terms of excess surface area,
3.1.8 Number and Size of Flow Passages
It is ideal to have a single flow passage rather than have multiple flow passages to suppress the fouling severity. With multiple flow passages in parallel, a slight increase in fouling in one passage will increase flow resistance and lower flow velocities which accelerate further fouling. With a single flow passage, a small amount of fouling will increase the flow velocity which will suppress further fouling or even contribute to fouling deposit removal. Similarly, smaller passages are more susceptible to excessive fouling because a small buildup of fouling will have an amplified increase in pressure drop or reduction in passage flow rate.
3.2 Shell‐and‐Tube
For over 100 years, shell-and-tube heat exchangers have been used in fouling applications. It is erroneous to conclude that shell-and-tube exchangers foul more severely than other exchanger type, but poor shell-and-tube designs will foul more severely than properly designed exchangers.
3.2.1 Fluid Allocation
Higher fouling fluids are often placed on the tubeside for the following reasons:
-
It is easier to access the tubeside for in situ cleaning.
-
Particulate/sedimentation fouling can be mitigated by ensuring tubeside velocities are adequate. For example, a long-standing rule of thumb is to maintain tube velocities greater than 1 m/s in cooling water service to mitigate sedimentation and biological buildup.
-
Channel headers can be designed without low flow regions which ensure flow is uniformly distributed to the tubes.
Shellside is inherently more susceptible to fouling buildup due to the lower velocities and a number of stagnant and recirculating flow regions with typical TEMA construction practices. Figure 3 shows regions where fouling buildup is expected.

High fouling regions on the shellside (With permission from HTRI)
Fouling services may be placed on the shellside for a variety of reasons (such as corrosive tubeside fluids), but means to be able to clean the shellside should be provided. Fouling potential can be reduced with application of axial flow baffles. Axial flow baffles provide tube support and promote longitudinal or axial flow. Traditionally, these axial flow baffles were used to reduce pressure drop within tube vibration limits, but their use is increasing in fouling service. Rod baffles (made by welding rods to a baffle ring), EMbaffles (made with expanded metal grid welded to a baffle ring), and grid baffles (made a strip metal grid welded to baffle ring) are all examples of axial flow baffles. Axial baffles are often used with annular distributors which are annular belts with nozzles outside the shell above the inlet and outlet regions (end zones) to ensure flow is well distributed in these regions.
3.2.2 Fouling Factors
Fouling factors are the most common parameter used to account for margin in fouling service for tubular exchangers. These factors are design constants used as fouling resistances in Eq. (1) to calculate the service U. Since 1941, the Tubular Exchanger Manufacturers Association (TEMA) has provided a table of recommended fouling factors for a variety of fluid services in their standards. Tables 1, 2 and 3 provides a partial list of these fouling factors from their most recent standard (TEMA 2007).
Epstein (1983) described a number of shortcomings attributed to the application of fouling factors. He stated that they:
-
Do not account for many process fluids, the multitude of possible heat exchanger configurations, and advances in fouling mitigation and heat transfer prediction methods
-
Do not consider the impact of velocity and temperature, except in a limited number of cases
-
Do not specify time intervals such as the duration required to reach an asymptotic fouling resistance or some reasonable time between cleanings
-
Are static values that attempt to represent a dynamic process
-
Might be inadequate or excessive for a given application
-
Can lead to low shear stress designs that are prone to foul
-
Do not account for increases in pressure drop that can limit production rates
-
Do not provide any incentive to produce efficient, low-fouling designs
-
Implicitly include margin that should be explicitly attributed to uncertainties in the fluid properties and heat transfer methods
3.2.3 Oversurface Method
Gilmour (1965) recognized that the TEMA fouling factors were not just accounting for fouling but for other design uncertainties. He advocated the use of operating experience to reduce margin and implement low-fouling design practices. He is credited with introducing the use of the oversurface method: fouling reduction by proper geometry and material selection, opposed the use of fouling factor constants. A basic tenet contained in the oversurface method is that more than 30% added surface for fouling usually indicates an improper heat exchanger design.
The oversurface approach to low-fouling heat exchanger design is summarized as follows (Nesta and Bennett 2004; Bennett et al. 2007):
-
Apply sound engineering judgment, and verify design objectives and constraints.
-
Check company experience with similar heat exchangers:
-
Decide on the fouling margin to use. If you do not have a basis for selecting a fouling margin, do not use one – design the exchanger for 20% margin. If you know the stream will foul, add a fouling margin in accordance with your company’s best practices.
-
If using a non-fouling stream, do not add a fouling margin.
-
-
Place stream that fouls most heavily on the tubeside.
-
Design for high liquid velocities within erosion and vibration limits:
-
Tubeside velocity ≥2 m/s (or >10 Pa shear)
-
Shellside B-stream velocity ≥0.6 m/s, where the B-stream is the fraction of the flow steam in crossflow across the tube bundle
-
-
Select the most appropriate metal to help reduce corrosion and erosion.
-
Keep the margin between 0% and 20% where experience permits. Margins exceeding 30% usually indicate an improper design.
One shortcoming of the oversurface method is that margin is applied to the overall heat exchanger performance, not to each individual stream. Another shortcoming to the method is that the experience basis for adding margin excludes the majority of heat exchanger designers who do not have access to past operating information. This lack of information may be due to the part of the heat transfer industry in which the designer works or to an absence of data gathering by the operating company for which the heat exchanger is being designed.
3.2.4 Resistance Factor Method
More recently, the resistance factor method (Shilling 2012) was introduced to capture the best characteristics of both the fouling factor method and the oversurface method.
Like the oversurface method, the resistance factor method includes design rules augmented through the efforts of the EDMTF. Like the fouling factor method, operating experience is indirectly contained within the resistance factors for each fluid. However, the resistance factors are multiplicative (instead of additive as in the fouling factor method) so that fouling reduction techniques, instead of being prevented, can be used to benefit the design.
For cases where the heat exchanger geometry and process requirements are the same as those of heat exchangers with a problem-free operating history, a predetermined margin may be applied, a similar practice to the oversurface method.
For cases where stable operating history is not available or where the geometry or process requirements deviate from past experience, the resistance factor design method uses a resistance factor applied as follows:
Shilling (2012) has proposed a set of resistance factors in Table 4 to be used for selected refinery services based on good design practice.
3.3 Plate
Plate heat exchangers are the broad category of exchangers where the hot and cold fluid streams are separated by plates rather than tubes. There are a variety of different configuration and construction practices. Plate heat exchangers are considered compact since they typically have a smaller footprint than shell-and-tube designs.
3.3.1 Gasketed Plate and Frame
Gasketed plate and frame consist of two thick pressure plates compressing a plate pack separated by gaskets. They are designed to be completely disassembled for cleaning and therefore are suitable for fouling service. The plates are formed from corrosion-resistant metals such as stainless steel and titanium usually 0.5–1.0 mm thick. The plates are deformed into patterns such as corrugated chevrons or dimples to distribute flow, enhance heat transfer, and mitigate fouling. The precise mechanisms which contribute to this fouling mitigation are a matter of research, but the flow patterns generated by the plate contours increase the shear stress at the surface as shown in Fig. 4.

Flow patterns in corrugations of plate heat exchanger (With permission from HTRI)
If the fluid stream has particulates, a filter is needed to prevent flow blockage in the channels. The gap between the plates is typically from 2 to 5 mm and can trap pipe scale and other debris found in typical process piping systems. Fouling factors are often not applied to plate heat exchangers, and when they are applied, they are much lower than for shell-and-tube exchangers. In general, the total excess area for plate exchangers should be less than 20%. Gasketed plate-and-frame exchangers have gained wide acceptance in the food industry but are used more sparingly in the process chemical industry where leaks can pose a safety risk.
3.3.2 Welded Plate
For applications where leaks cannot be tolerated, welded plate exchangers are used. Plate can be rectangular or circular and installed in a traditional cylindrical pressure vessel (referred to as a plate-and-shell or plate-shell). With small passages and welded construction, mechanical cleaning can be limited. As a recent development, many manufacturers offer a hybrid welded construction where mechanical cleaning is facilitated for one fluid stream. These hybrid designs provide the compact advantages of plate heat exchangers with the ease of cleaning needed for a high fouling fluid stream.
3.3.3 Plate Fin
Plate-fin heat exchangers consist of fins sandwiched between plates. The fin pack constitutes a secondary or extended surface which enhances heat transfer. The flow passages are rectangular with widths varying from 1 to 5 mm and heights from 2 to 10 mm. Plate-fin exchangers are considered compact and used where space constraint or volume limitations are important. The stack of plates and fins can be welded or brazed into a core. With this construction, mechanical cleaning is not an option. As such, plate-fin exchangers should not be used for fouling fluid streams.
3.4 Spiral Plate
Spiral plate exchangers consist of two plates separated by spacers rolled into a spiral single flow passage heat exchanger. The plate spacing is much larger than with the plate heat exchangers described above, and mechanical cleaning is facilitated with proper closure design. Spiral plate exchangers are well suited for fluid streams with a lot of particulates or to slurries since the single passage has a self-cleaning tendency; as foulant builds up, the velocity increases which tends to remove the buildup (see Fig. 5). Due to this self-cleaning tendency, spiral plates are used in wastewater applications where solid particulate and debris are prevalent.

Velocity increase due to sediment buildup in spiral plate heat exchanger
3.5 Air Coolers and Economizers
Air coolers discharge waste heat from a process or power plant to the ambient air. Air coolers are airside limited in that the largest thermal resistance is attributed to the airside convective heat flux. The airside is typically provided with extended surfaces or fins to improve the airside thermal performance. Tubeside design margins are handled similar to the tubeside of shell-and-tube exchangers. The airside is susceptible to particulate fouling. Fouling factors are usually not specified for the airside; instead, margin in fan power is provided to accommodate the accompanying increase in pressure drop.
Economizers absorb heat from exhaust combustion gas. The heat transfer is typically gas side limited, and welded fins are often provided to improve performance. Tubeside design margins are handled similarly to the tubeside of shell-and-tube exchangers. The gas side is susceptible to corrosion and particulate fouling from combustion products. The gas side may have a fouling factor provided, but usually means are provided to facilitate cleaning of the gas side. For mechanical cleaning, square tube layouts are provided. For applications where soot buildup is possible, sootblowers are commonly specified.
4 Status of Fouling Research
As thermal design methods improved, an increased interest in research into fouling was undertaken by the heat transfer community. Taborek et al. (1972) describe the common areas of interest to consider including understanding the mechanisms, predictive models, and effectiveness of mitigating measures. While fouling research is documented in a number of heat transfer journals, the most comprehensive discussion of fouling research is held at the Heat Exchanger Fouling and Cleaning Conference (see http://www.heatexchanger-fouling.com) held every 2 years. While a wide variety of topics are discussed, water and petroleum oil fouling are common topics discussed each conference, and the status is summarized here.
4.1 General
Kern and Seaton (1959) observed from various experimental studies an asymptotic buildup of fouling,
They further suggest that this behavior can be explained by a simple fouling model based on a mass balance,
Proposing that the rate of deposition is a linear function with flow rate and the removal rate is a linear function of shear stress and deposit thickness, the rate of fouling thickness increase can be expressed,
Industry experience has shown that many different fouling trends are possible. In addition to asymptotic behavior, a range of different resistance trends are observed, as shown in Fig. 6:

Observed trends in fouling resistance
Watkinson and Epstein (1969) compared the experimental data from fouling of sour gas oil with the model proposed by Kern and Seaton. They observed that the asymptotic fouling resistance was a function of wall temperature and inversely proportion to mass flow rate. With these observations, they extended to the original Kern-Seaton model with a mass transfer-controlled fouling model. The mass flux can be described as,
The buildup of fouling product is the product of this mass flux and a “sticking probability.” The sticking probability is a function of many parameters including wall temperature, velocity, and activation energy.
4.2 Water Fouling
Due to its widespread use, research into water fouling is extensive. The research can be broadly grouped into study of asymptotic fouling resistances, evaluation of treatment and cleaning techniques, and investigations into the initial fouling (induction period and incipient fouling).
4.2.1 Asymptotic Fouling Resistance
The observation by Kern and Seaton provide a compelling incentive to develop design fouling factors based on water chemistry, velocity, and surface temperature. Many studies to identify fouling limits were conducted, perhaps none more extensive than study conducted at Oregon State University sponsored by HTRI over a 10-year time period. Over 400 tests and 40 different cooling water chemistries were tested (Palen 1999). Using the Kern-Seaton model, predictive correlations were developed. Figure 7 shows the results for a typical cooling tower chemistry and compares the results with TEMA fouling factors. It is observed that for typical tube velocities greater than 1 m/s, the asymptotic fouling resistance is less than the TEMA fouling factor. In spite of the sound basis and clear benefit to using these asymptotic fouling limits, they are not used for the most part. This is largely because cooling water fouling is not a problem for a well-designed heat exchanger with properly controlled water chemistry. The problems occur under off-design conditions where water chemistry undergoes an excursion or stagnant conditions are encountered due to a pump trip. In those cases, technologies which delay the onset of rapid fouling or permit recovery from upset conditions are desired.

HTRI asymptotic fouling resistance for typical cooling tower water (With permission from HTRI)
4.2.2 Induction Period
More recent water fouling research has focused on the initial fouling period loosely characterized as the induction period. Two areas of particular interest are the effects of roughening and of surface energy modifications.
Roughening
Careful monitoring of process heat exchangers has shown an apparent negative fouling resistance during operation immediately following cleaning. Albert et al. (2009) concentrated on the negative values of fouling resistance occurring in the initial stage of crystallization fouling, correlating the enhancement of heat transfer with surface roughness. Figure 8 shows the fouling resistance trend compared with the pressure drop for one experiment calculated using electropolished stainless steel tubes. It is apparent that this enhancement due to roughening can exceed the fouling resistance for over a week.

Fouling resistance and pressure drop vs. time (Albert et al. 2009)
Surface Energy Modification
The effect of changing the free surface energy on fouling of heat transfer surfaces was investigated. In one study (Geddert et al. 2011), the surface energy is changed with a very thin coating applied: a plasma-assisted chemical vapor deposition coating (carbon and silicon based) and physical vapor deposition (chromium nitrite CrN). These coatings were sufficiently thin that they do not alter the mechanical surface characteristics like roughness. These coatings lowered the surface energy compared to untreated stainless steel surfaces and increased the induction time as much as three fold. Other studies corroborate the extension of the induction period of crystallization fouling with application of coatings (Kukulka and Leising 2010; Zettler et al. 2005).
4.3 Crude Oil
Crude oil is heated to approximately 300–350 °C before it enters an atmospheric distillation column. A fired heater is used to bring the oil to these temperatures. The heating duty on the fired heater is reduced by the preheat train of exchangers, which heat the crude with the products from the distillation unit(s) to recover some of the thermal energy from those products. Preheat train configurations vary from refinery to refinery. Nearly all include a desalter to remove salts and entrained water, while some include a flash tower to remove volatile fractions. The temperature of the crude oil leaving the preheat train is determined by its design and operating strategies. Typical exit temperatures range from 220 °C to 260 °C. Heat exchangers in crude oil preheat trains are subject to fouling, resulting in significant costs, thermal inefficiency, and increased emissions. To mitigate fouling in preheat trains and individual exchangers requires understanding and quantifying the causes and impact of crude oil fouling.
The dominant fouling mechanism varies with location along the crude oil preheat train. Prior to the desalter, fouling occurs predominantly via salt crystallization and particulate matter sedimentation; desalter upsets can result in salt crystallization fouling downstream of the desalter. At the end of the preheat train, fouling is due primarily to asphaltenes adhering to the heat transfer surface. In the fired heater, coking is the prevailing fouling mechanism. Corrosion – being a function of crude oil chemistry, temperature, and metallurgy – can happen throughout the preheat train, as can the adhesion of insoluble gums. Figure 9 shows the fouling mechanisms for different crude preheaters.

Fouling mechanisms in a typical crude preheat train (Lemke 1999)
Crude oil is a very complex mixture with more than 100,000 unique chemical compounds. Research into the mechanisms which cause the fouling and potential mitigating measures can be broadly classified into experimental studies, chemical characterization, and predictive models.
4.3.1 Experimental Studies
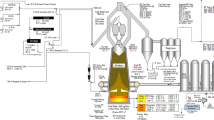
Experimental study of crude oil fouling is crucial to understanding the mechanisms, assessing the propensity, and determining the effectiveness of mitigating measures. As discussed by Knudsen (1981), experimental equipment should simulate the geometry, material, fluid and wall temperatures, flow velocities, and fluid chemical characteristics of the operating heat exchanger. To meet these criteria, a recirculating high temperature, high pressure fouling unit has been by used by a number of organizations for crude oil fouling studies (Panchal et al. 1997). A typical flow loop consists of a recirculating flow loop with parallel, electrically heated test sections (Fig. 10). The bulk temperature at the inlet to the test section is controlled via electrical tracing to a constant value throughout a test period. Independent flow control in each test section establishes a constant velocity. After a test begins, heat flux remains constant. While the wall temperature (at the metal surface) increases due to fouling, the skin temperature (at the surface interface between the crude oil and fouling layer) remains constant at the initial wall temperature. Figure 11 shows a High Temperature Fouling Unit (HTFU-2) installed at HTRI which recirculates crude oil through two parallel test sections.

Schematic of typical recirculating high temperature fouling test unit (Lestina and Zettler 2014)

HTRI High Temperature Fouling Unit 2 (HTFU-2) (With permission from HTRI)
These recirculating units use both annular test sections where a heated electrical probe is inserted into a circular tube or pipe and circular test sections where the outside of the tube wall is heated by an electrical band heater or a furnace wire. Knowing the heat flux, wall temperature, and bulk temperature, the fouling resistance is calculated in accordance with Eq. (13),
Resistances are calculated and then plotted versus time. Typical fouling runs last anywhere from 160 to 650 hours. The key parameter used to evaluate the severity of fouling is the initial fouling rate, the highest rate of fouling following an induction period. HTRI fouling tests focused on comparing fouling rates for different crude oils with varying surface temperatures and flow velocities (Lestina and Zettler 2014). The overall objective was to determine operating and/or design criteria which would mitigate fouling. Early tests showed some headway in this regard. For example, fouling rates are sensitive to wall temperature. For Arab Light, fouling rate (Fig. 12) increased sixfold as initial surface temperature increased from 248 °C to 293 °C.

Fouling trends for Arab Light
Recirculating fouling tests are a standard for comparison, but other fouling test methods have been developed. The most appealing alternative is a batch stirred cell technique attributed to Eaton and Lux (1984). This test method requires a small test charge and a relatively short duration because shear stress is created with a rotating disk or cylinder. Young et al. (2011) have adopted this technique for testing at the University of Bath, allowing us to compare their results in academia with those in industry.
4.3.2 Chemical Characterization
There is not a universally accepted chemical parameter or test for crude oil fouling potential. Crude oil fouling mechanisms include precipitation (or flocculation) of asphaltenes, precipitation of inorganic salts, settling of insoluble organic solids and other contaminants, corrosion of heat transfer surfaces, and reaction with oxygen (formation of gums) (Watkinson 2007). Studies of the chemical attributes which affect fouling propensity are a research focus area. Of the various mechanisms, asphaltene precipitation/adhesion has probably received the most attention. An understanding of asphaltene precipitation has a direct impact on decisions to blend crude and use additives. Much investigation has focused on the four solubility fractions: saturates, aromatics, resins, and asphaltenes (SARA) . By separating a crude oil sample into these fractions (ASTM 2009), the colloidal instability index (CII) can be calculated as
Quantities in the above equation are expressed in weight percent. This ratio is a comparison of the “bad” components (saturates and asphaltenes) to “good” components (resins and aromatics). Colloidal instability indices greater than approximately 1.0 have been shown to increase concentrations of hot filtration insolubles and dramatically increase initial fouling rates (Watkinson 2007; Asomaning and Watkinson 2000). However, this criterion oversimplifies the complex behavior of crude oil. Experience shows that oils with low amount asphaltene fractions can be high foulers. To address this experience, an oil compatibility test was developed (Wiehe and Kennedy 2000a, b, two citations). The technique consists of titrating a known volume of oil in a precipitating solvent such as heptane until the asphaltenes begin to flocculate. In general, the more solvent added, the more stable the oil matrix and less likely to foul. In extreme cases, no solvent needs to be added as the asphaltene has self-flocculated and the oils are classified as “self-incompatible” (see Fig. 13).

Microscope image of asphaltene precipitate in self-incompatible oil (40×) (With permission from HTRI)
The oil compatibility test has sown to be very helpful at determining how to blend oil feedstocks. There are a number of other factors that are known to affect asphaltene adhesion in addition to CII and oil compatibility. Metal content and low basic nitrogen affect fouling propensity.
4.3.3 Predictive Models
There have been three overall approaches for modeling crude oil fouling since the early experimental study of gas oil fouling under preheat train conditions by Watkinson and Epstein (1969). The first approach is to develop a mechanistic mathematical model of the mass transport, reaction, and removal process. Since the mechanisms are not well understood and validating experimental data is sparse, these fundamental models have not been accepted or applied in practice. The second approach is threshold models. Threshold models are semiempirical expressions which can be used to determine where fouling is negligible. In other words, the expression can be used to determine surface temperatures and flow velocities where fouling is negligible. The most common threshold fouling model is attributed to Ebert and Panchal (1996),
Ebert and Panchal originally used film temperature to predict the deposit rate, but current application uses the surface temperature. While the Ebert-Panchal model is well known, its practical application remains elusive. It is not clear what activation energy should be used; researchers have proposed a wide range of values, from 21 kJ/mol up to 269 kJ/mol. Furthermore, the removal term is a function of shear stress, but little or no research data support a specific crude oil fouling removal model. Since the original application of the Ebert-Panchal model, improvements have been proposed to better address a variety of factors including induction period, mass transport, crude oil chemistry, aging of the deposit, and removal/suppression. The third approach to develop a predictive model is to use nonparametric methods such as neural nets. Neural net analyses do not require an underlying mechanistic model and are considered suitable for crude oil fouling. Neural net analyses are becoming increasingly popular; an early description of one is provided by Aminian and Shahhosseini (2008).
5 Cleaning and Mitigation Methods
A number of cleaning and mitigation technologies are available commercially to mitigate the formation fouling deposits and clean heat transfer surfaces. An exhaustive review of these technologies is not practical. A survey of the more common techniques is provided here. These are broadly classified as online and offline technologies.
5.1 Online Technologies
Online techniques prevent fouling or clean heat exchangers while in operation.
5.1.1 Filtering
Strainers and filters are typical in process plants to protect pump inlets and to prevent blockage of instrument connections. For traditional shell-and-tube exchangers, filters are not considered for the most part. For typical process plant tube sizes (12.7 mm and larger diameter), excessive buildup of particulates can be avoided on the tubeside provided that adequate velocities are maintained. However on the shellside, pipe scale and other particulates will buildup in the exchanger. Filtration should be considered if buildup of sediment on the shellside is a problem. For compact heat exchanger technology (plate and plate-fin exchangers), filters consistent with the flow passage size should be installed for applications where particulates in the fluid stream are expected.
Filtration has been shown to reduce the amount of crystallization fouling (Kim and Cho 2011), but application in process plants is less common for the purposes of fouling control. Chemical treatment is common method to control crystallization fouling.
5.1.2 Oxidizing Biocides
Chemical agents (biocides) have been used to inhibit biological growth in seawater and freshwater cooling systems. A traditional method of biofouling control remains the use of chlorine (or sodium hypochlorite), in spite of the fact that chlorination has been subjected to the environmental regulation. The discharge of residual chlorine is restricted all over the world; it is banned at some places. Industries that were using effective chlorination as antifouling have had to choose an alternative treatment. Chlorination may be carried out either as high-level intermittent (shock) dosing, low-level continuous dosing, or a combination of both, depending on the type of biofouling which can be expected (ESDU 2003). Chlorine is very common due to its low cost (frequently electrically generated from seawater) and high effectiveness. Nevertheless, the serious toxic effect of chlorine and of its reaction products in contact with water has to be recognized (Nebot et al. 2006). Chlorine reacts readily with bromide to form bromine and chlorine by-products. The high oxidative power of formed hypochlorite acid and hypobromite acid causes the inactivation of metabolic enzymes and other cellular components leading to the death of microorganisms within seconds or minutes from contact (Cristiani and Perboni 2014). For this reason, it is important to optimize the amount of chlorine used in once-through cooling systems to reduce the residual oxidant concentration. European and US standard limit of chlorine concentration at the discharge into natural water bodies is generally now 0.2 mg/L. The chlorine injection concentration level required to maintain this residual is dependent on water temperature and the presence of other effluents in the water. For example, a 5 °C increase in temperature of seawater effectively doubles the chlorine decay rate. For continuous dosing, the injection level is usually 1–2 mg/kg above natural water demand in temperate climates and 3–4 mg/kg in tropical areas. For shock dosing, the corresponding levels would be 5–6 and 8–10 mg/kg, both maintained for about 15 min every 6–8 h (ESDU 2003). The natural water chlorine demand is defined as the difference of chlorine concentration added to the water and the residual concentration measured after a fixed time. López-Galindo et al. (2010) tested the effect of continuous chlorination on the fouling formation in a shell-and-tube heat exchanger equipped with titanium tubes over a time period of 72 days. Surface temperature was maintained at about 35 °C by freshwater shellside heating, and seawater flow velocity was automatically regulated to maintain 2 m/s. Table 5 shows some of the results obtained, comparing a heat exchanger tube with chlorine treatment (NaOCl) and a tube without treatment (control tube). When chlorination was applied, the fouling deposit’s wet volume, the fouling thickness, and the total solids exhibited significant reductions (74%, 74%, and 61%) compared to the values obtained with the control tube. Chlorination resulted in a 70% reduction in heat transfer resistance compared to the control tube.
Ozone is another example of an oxidizing biocide. Its oxidizing power is even stronger than chlorine, but it is not more effective at treating biofouling. Ozone reacts into bromide compounds in water which are actually the primary biocide during ozonation.
Chlorine dioxide (ClO2) is an alternative to chlorine; several applications with ClO2 in open and closed power plant circuits have been used. Chlorine dioxide reacts in a concentration lower (down to one order of magnitude) than sodium hypochlorite with amino acids of the bacteria, virus, and protozoa membrane, deactivating the biological cells. The main chemical mechanism involved is the oxidization of organics via reduction to chloride without intermediate reactions of substitution with organic halogenate compound, so it does not produce significant concentrations of chlorine by-products reacting with organic matter. One recent study (Cristiani 2005) investigated the effect of chlorine dioxide in a heat exchanger tube and indicated that the chemical dosage alone (1 mg/L of ClO2 for 1 h) resulted more effective to inhibit biofilm growth under high flow water than low flow. For an effective treatment under low flow water, the best antifouling result was achieved by applying a daily dosage of about 1 mg/L of chlorine dioxide for 1.5 h, combined with the weekly use of in-service mechanical sponge ball system, working for 1 h.
The innovative iodine bubble infusion method developed by I2 Air Fluid Innovation, Inc., strips iodine vapor, in sufficient quantities from a proprietary resin bead surface for elution into an air stream, so as to provide a targeted disinfection via an iodinated bubble. Iodine interacts with the cell wall converting to iodide by means of oxidation of cell constituents and halogenation of cell proteins. The advantage of this method is the low residual levels of iodine and the absence of environmental restrictions. A test over 1 year on a saltwater plate heat exchanger system in Bermuda was conducted by Radicone (2013). The bubble infusion appeared to retard fouling formation and retain adequate heat transfer enough so as to require only a simple cleaner flush once every 2 months to eliminate any fouling unaddressed by the infusion. The heat exchanger was broken down once during the study period of 1 year. Previously, a teardown every 2 to 3 months was required.
5.1.3 Nonoxidizing Biocides
There are a variety of different types of nonoxidizing biocides. They bypass the regulations for residual concentrations applied to oxidizing biocides such as chlorine, but they require study of both effectiveness and toxicology. Two common nonoxidizing biocides are quaternary ammonium compounds (typically known as “quats”) and film-forming amines. One of the most widely used quats is alkyl dimethyl benzyl ammonium chloride (ADBAC). ADBAC is able to attach to bacteria and cause the cytoplasmic membrane to leak, damaging and eventually killing the A mixture of surfactants based on amines (film-forming amines) that can be an effective biocide if injected near the water inlet of a cooling system. The amines act as surfactants, and due to their nature, they adhere to wetted surfaces to form a repellent film preventing organisms from forming a fouling layer. These amines are also effective in preventing the settling of mussels, barnacles, and other macro-fouling species. The dosage required is a function of the wetted surface of piping and equipment but not of the water flow rate. The main advantage of this film-forming amine is that micro- and macroorganisms are unlikely to attach to the resulting waxy surface. This amine constitutes a homogeneous barrier against corrosion. A variety of proprietary film-forming amines have been successfully tested and deployed (López-Galindo et al. 2010; ESDU 2003).
5.1.4 Electrical and Magnetic Treatment
Applying electromagnetic field to water flow streams has been shown to be effective for mitigating biofouling and crystallization fouling. Magnetic treatment of hard water (calcium carbonate, sulfate and phosphate, magnesium carbonate, etc.) has a long history in industrial and residential applications. Magnetic devices typically consist of permanent magnets affixed to the outside of the pipe so that water flows through a magnetic field. Reductions in scale buildup are observed, and when scale does develop, it often has a different crystalline form than without a device attached. Electromagnetic fields have been applied in seawater service to test effectiveness of biofouling control. Frota et al. (2014) found that biofouling is reduced but not eliminated. The reasons for fouling mitigation are not quite understood, but existing research shows that a magnetic field has a substantial effect on the behavior of charged species in fluids (Wolfs 2011). Electromagnetic treatment reduces or eliminates the need for chemical treatment and the associated cost of the chemicals and environment impact. Performance of these devices is inconsistent which may be attributed to lack of understanding of the underlying principles.
5.1.5 Continuous Cleaning Projectiles
A variety of different projectile systems have been available commercially to continuously clean tubular exchangers (ESDU 2003). The projectiles include sponge balls and brushes. Equipment to inject, retrieve, and recycle the projectiles is needed. Due to the cost and maintenance to keep these systems working, they have not gained universal acceptance. They are most often installed in water boxes for large steam surface condensers.
5.1.6 Inhibitors
Addition of chemicals which inhibit the formation of fouling is the commercial standard for water-based fouling (such as cooling water and boiler water systems). The chemicals used are customized for a site based on the materials wetted, makeup water chemistry, operating profile (steady state or frequent startups/shutdowns), and environmental restrictions. These chemical additions typically limit crystallization and corrosion fouling. The selection of chemicals is well established with over decades of experience. As an alternative to traditional inhibitors, film-forming amines are gaining acceptance in boiling water (Betova et al. 2014).
5.1.7 Ultrasonic and Acoustic
Pulsed acoustic and ultrasonic energy has been used to mitigate or reduce biological and chemical reaction fouling in systems with flowing liquids. The mitigating methods are not completely understood, but the energy is thought to interrupt deposition processes and potential assist in fouling product removal. Performance with these applications has been somewhat unpredictable, probably due to the lack of understanding of the underlying principles.
5.2 Offline Technologies
5.2.1 Chemical Cleaning
Chemical cleaning consists of circulating chemical over the heat transfer surface to loosen and remove deposits. Alkaline solutions (caustic soda, ammonia, trisodium phosphate, etc.) can remove the organic fouling such as oils and fat, and acids (citric, formic, hydrochloric, sulfuric, etc.) can remove a wide variety of oxides, salts, and biological matter. Controlling the concentration of the cleaning agent, temperature of the solution, agitation/circulation, and time are the key elements to a successful cleaning. Corrosion inhibitors are often used to prevent attack to the metal surface. Chemical cleaning is rarely ever completely effective, and a lot of flushing is needed to mitigate hideout of the aggressive chemicals. Chemical cleaning may be expensive depending on the cost of the chemicals and the disposal costs of the spent cleaning solution and flushing water. Chemical cleaning is not effective if the chemicals cannot penetrate the fouling deposit, and sometimes mechanical and chemical cleaning techniques are combined to improve the overall effectiveness.
5.2.2 Mechanical Cleaning
Mechanical cleaning techniques include launching projectiles inside tubes to remove deposits, bubble air in liquid streams to detach loosely adhering fouling deposits, and use of brushes/scrapers and water jets. Mechanical cleaning is effective (or at least partially effective) for all types of corrosion buildup. The most common cleaning method is with water jets with a variety of spray nozzles and water pressures. At lower pressures (20 bar and under), cleaning can be performed safely without much risk of damage to the heat transfer surface. At higher pressures (up to 2700 bar), the cleaning is much more effective but with increased safety risk to personnel and potential to damage the heat transfer surface.
6 Conclusion
Heat exchanger fouling is costly, impacting production and maintenance schedules and increasing fuel use and capital costs due to excessive capacity of installed heat exchangers. Cost-effective operation depends on sound exchanger design and proactive maintenance planning. Using traditional design methods can actually increase fouling; successful design requires knowledge of the fouling mechanisms, operating experience, and cleaning techniques. An understanding of the advances in fouling research can help with design and operation, particularly for cooling water and crude oil fouling services. Advances in a number of technologies – including material science, fouling chemistry, mass transport, fouling removal, and cleaning and mitigation technologies – promise to reduce fouling problems in the future.
7 Cross-References
Abbreviations
- A :
-
Heat transfer area
- A c :
-
Cross-sectional flow area
- A i :
-
Inside heat transfer area
- A m :
-
Mean heat transfer area
- A o :
-
Outside heat transfer area
- B :
-
inverse time constant for asymptotic fouling
- c :
-
Concentration of fouling content in fluid stream
- C b :
-
Concentration of foulant in bulk fluid
- C s :
-
Concentration of foulant in fluid at surface
- CII :
-
Colloidal instability index
- E :
-
Activation energy
- f :
-
Friction factor
- G :
-
Mass velocity
- h clean :
-
Clean heat transfer coefficient
- h i :
-
Inside heat transfer coefficient
- h o :
-
Outside heat transfer coefficient
- h service :
-
Service heat transfer coefficient with resistance factor applied
- J :
-
Mass flux of fouling components
- K :
-
Lead coefficient in Arrhenius
- K 1 :
-
Constant for deposition term in Kern-Seaton model
- K 2 :
-
Constant for removal term in Kern-Seaton model
- k c :
-
Sticking probability
- k w :
-
Thermal conductivity of wall
- q :
-
Heat flux
- R :
-
Universal gas constant
- R f :
-
Fouling resistance
- \( {R}_f^{\ast } \) :
-
Asymptotic fouling resistance
- R factor :
-
Resistance factor
- R fi :
-
Inside fouling resistance
- R fo :
-
Outside fouling resistance
- Re:
-
Reynolds number
- SI :
-
Saturation index
- t :
-
Time
- T b :
-
Bulk temperature
- T f :
-
Film temperature
- T s :
-
Surface temperature
- T w :
-
Wall temperature
- T water :
-
Water temperature
- U clean :
-
Clean heat exchanger coefficient
- U service :
-
Overall heat transfer coefficient in service
- V :
-
Velocity, m/s
- W :
-
Mass flow rate
- x f :
-
Fouling thickness
- x w :
-
Wall thickness, m
- α :
-
Correlation constant for Ebert-Panchal model
- β :
-
Correlation constant for Ebert-Panchal model
- γ :
-
Correlation constant for Ebert-Panchal model
- ΔP :
-
Pressure drop
- ΔP clean :
-
Clean pressure drop
- ΔP fouled :
-
Fouled pressure drop
- ΔR :
-
change in thermal resistance
- ρ :
-
Fluid density
- τ :
-
Shear stress
- ϕ d :
-
Fouling deposit rate
- ϕ r :
-
Fouling removal rate
References
Albert F, Augustin W, Scholl S (2009) Enhancement of heat transfer in crystallization fouling due to surface roughness. In: 8th international conference on heat exchanger fouling and cleaning, Schladming, pp 455–463
Aminian J, Shahhosseini S (2008) Evaluation of ANN modeling for prediction of crude oil fouling behavior. App Therm Eng 28(7):668–674
Asomaning S, Watkinson A (2000) Petroleum stability and heteroatom species effects in fouling of heat exchangers by asphaltenes. Heat Transfer Eng 21:10–16
ASTM International (2009) Standard test methods for separation of asphalt into four fractions. ASTM D4124, Philadelphia
Bennett C, Kistler R, Lestina T, King D (2007) Improving heat exchanger designs. Chem Eng Prog 103(4):40–45
Betova I, Bojinov M, Saario T (2014) Film forming amines in steam/water cycles: structure, properties and influence on corrosion and deposition process, VTT-R-03234-14. Technical Research Center of Finland
Colburn A (1933) Method of correlating forced convection heat transfer data and a comparison with fluid friction. Trans AIChE 29:174–210
Cristiani P (2005) Solutions to fouling in power station condensers. App Therm Eng 25:2630–2640
Cristiani P, Perboni G (2014) Antifouling strategies and corrosion control in cooling circuits. Bioelectrochemistry 97:120–126
Eaton P, Lux R (1984) Laboratory Fouling test apparatus for hydrocarbon feedstocks. In: Fouling in heat exchange equipment. HTD, vol 35. ASME, New York, pp 33–42
Ebert W, Panchal CB (1996) Analysis of Exxon crude-oil-slip stream coking data. In: Panchal CB, Bott TR, Somerscales EFC, Toyama S (eds) Fouling mitigation of industrial heat-exchange equipment. Begell, New York, pp 451–460
Engineering Sciences Data Unit (2003) Fouling in cooling systems using seawater. ESDU Item 03004. ESDU International Ltd, London
Epstein N (1983) Thinking about heat transfer fouling: A 5 × 5 matrix. Heat Transfer Eng 4(1):43–56
Frota M, Ticona E, Neves A, Marques R, Braga S, Valente G (2014) On-line cleaning technique for mitigation of biofouling in heat exchangers: a case study of a hydroelectric power plant in Brazil. Exp Therm Fluid Sci 53:197–206
Geddert T, Augustin A, Scholl S (2011) Induction time in crystallization fouling on heat transfer surfaces. Chem Eng Tech 34(8):1303–1310
Gilmour CH (1965) No fooling – no fouling. Chem Eng Prog 61(7):49–54
Kern D, Seaton R (1959) A theoretical analysis of thermal surface fouling. Brit Chem Eng 4(5):258–262
Kim W, Cho Y (2011) Benefit of filtration in physical water treatment for the mitigation of mineral fouling in heat exchangers. Int. Comm. Heat Mass Transfer 38:1008–1013
Knudsen J (1981) Apparatus and techniques for measurement of fouling of heat transfer surfaces. In: Fouling of heat transfer equipment. McGraw Hill, New York, pp 57–81
Kukulka D, Leising P (2010) Evaluation of heat exchanger surfaces. App Therm Eng 30:2333–2338
Lemke HK (1999) Fouling in refinery equipment – an overview in Proceedings of Heat Transfer Equipment in the Process Industries. In Panchal CB, Jones AE (eds) AIChE, New York, pp. 275–282
Lestina T, Zettler H (2014) Crude oil fouling research: HTRI’s perspective. Heat Transfer Eng 35(3):217–233
López-Galindo C, Casanueva J, Nebot E (2010) Efficacy of different antifouling treatments for seawater cooling systems. Biofouling 26(8):923–930
Nebot E, Casanueva J, Casanueva T, Fernández-Bastón M, Sales D (2006) In situ experimental study for optimization of chlorine dosage in seawater cooling systems. Appl Therm Eng 26:1893–1900
Nesta J, Bennett C (2004) Reduce fouling in shell-and-tube heat exchangers. Hydrocarbon Proc 83(7):77–82
Palen J (1999) Cooling tower water fouling summary, Report F-8. Heat Transfer Research, Inc., Navasota
Panchal C, Kuru W, Ebert W, Liao C, Palen J (1997) Development of high temperature, high pressure fouling units. In: International conference on understanding heat exchanger fouling and its mitigation, Castelvecchio Pascoli
Pretty B, Akinradewo C (2015) Monitoring of heat exchanger fouling and cleaning analysis. In: Energy management and efficiency for the process industry, 1st edn. John Wiley, New York, pp 143–163
Radicone M (2013) Control of bio-fouling ground and salt water plate heat exchangers using iodinated bubble infusion. Two case studies. In: Proceedings of the international conference on heat exchanger fouling and cleaning, Budapest
Shilling R (2012) Fouling and uncertainty margins in tubular heat exchanger design: an alternative. Heat Transfer Eng 33(13):1094–1104
Shilling R (2015) Resistance factor method, Report STG-20. Heat Transfer Research Inc., Navasota
Steinhagen R, Müller-Steinhagen H, Maani K (1992) Problems and costs due to heat exchanger fouling in New Zealand industries. Heat Transfer Eng 14(1):19–30
Taborek J, Knudsen J, Aoki T, Ritter R, Palen J (1972) Fouling – the major unresolved problem in heat transfer. Chem Eng Prog 68(2):59–67
Tubular Exchanger Manufacturers Association (2007) Standards of the Tubular Exchanger Manufacturers Association, 1st edn. TEMA, New York
Watkinson A (2007) Deposition from crude oils in heat exchangers. Heat Transfer Eng 28(3):177–184
Watkinson AP, Epstein N (1969) Gas oil fouling in a sensible heat exchanger. Chem Eng Prog Symp Ser 65(92):84–90
Wiehe I, Kennedy R (2000a) Application of the oil compatibility model to refinery streams. Energy Fuels 14(1):60–63
Wiehe I, Kennedy R (2000b) The oil compatibility model and crude oil compatibility. Energy Fuels 14(1):56–59
Wolfs P (2011) Magnetic treatment of fluids and field charge interactions. In: In: Heat exchanger fouling: mitigation and cleaning technologies, 2nd edn. PP Publico, Essen
Young A, Venditti S, Berrueco C, Yang M, Waters A, Davies H, Hill S, Millan M, Crittenden B (2011) Characterization of crude oils and their fouling deposits using a batch stirred cell system. Heat Transfer Eng 32(3–4):216–227
Zettler H, Weiß M, Zhao Q, Müller-Steinhagen H (2005) Influence of surface properties and characteristics on fouling in plate heat exchangers. Heat Transfer Eng 26(2):3–17
Author information
Authors and Affiliations
Corresponding author
Section Editor information
Rights and permissions
Copyright information
© 2018 Springer International Publishing AG, part of Springer Nature
About this entry

Cite this entry
Lestina, T. (2018). Heat Exchangers Fouling, Cleaning, and Maintenance. In: Handbook of Thermal Science and Engineering. Springer, Cham. https://doi.org/10.1007/978-3-319-26695-4_24
Download citation
DOI: https://doi.org/10.1007/978-3-319-26695-4_24
Published:
Publisher Name: Springer, Cham
Print ISBN: 978-3-319-26694-7
Online ISBN: 978-3-319-26695-4
eBook Packages: EngineeringReference Module Computer Science and Engineering