
Abstract
The chapter introduces oilfield environmental control technology (ECT) as a part of petroleum engineering discipline that concerns interaction between the technology and natural environment. ECT is defined as intrinsic in and integrated with an oilfield process and its preventive function is distinguished from the remediating nature of conventional waste management technology (WMT). Discussed are conceptual methods of ECT for designing or modifying oilfield process. The ECT approach is used to analyze oilfield processes of drilling and production – their toxicity and inherent mechanisms for pollution generation.
Access provided by Autonomous University of Puebla. Download chapter PDF
Similar content being viewed by others

Keywords
These keywords were added by machine and not by the authors. This process is experimental and the keywords may be updated as the learning algorithm improves.
1 Introduction
For over 100 years, oilfield science and technology have been continually improving. The oil industry has evolved from one that was interested mainly in inventing tools and equipment to one that is not only economically, but also environmentally, conscious. In the 1980s, low oil prices forced oilfield technology to focus on economic efficiency and productivity. Simultaneously, environmental regulatory pressure added a new factor to petroleum engineering economics: the cost of working within the constraints of an environmental issue. In the 1990s, the industry has absorbed this cost and made a considerable progress in pollution control. The progress has been demonstrated by various indicators as follows [1–3]:
Since 1970, emissions of six principal pollutants (nitrogen dioxide, ozone, sulfur dioxide, particulates, carbon monoxide, and lead) decreased by 25 %. At the same time, U.S. Gross Domestic Product (GDP) increased 161 %, energy consumption grew 42 %, and vehicle miles traveled rose 149 %.
-
Since the early 1990s, emissions of air toxics decreased by almost 24 %.
-
The rate of annual wetland losses decreased from almost 500,000 acres per year three decades ago to less than 100,000 acres per year, on average, since 1986.
-
Between 1991 and 1997, volumes of the 17 most toxic chemicals in hazardous waste fell 44 %.
-
In the North Sea, total discharges have declined by 3000 tons annually since 1996; despite the fact that produced-water discharges have increased by 15 %.
-
Industry spending on environmental activities averaged $9 billion per year in the last decade, more than it spent on exploration, and more than EPA’s entire budget.
Behind these and other general indicators of environmental performance lies the technology progress – various modifications and improvements of the oilfield process.
Some of the new technologies have directly addressed pollution control. Most of the technological progress, however, has been made primarily for productivity enhancement, but – indirectly – it also improved environmental performance. The technological progress made in the 1990s increased sevenfold the average new discovery of oil and gas reserves comparing to that in the late 1980s [4]. Moreover, the exploration drilling success rates have increased from 27 % in the 1980s to over 42 % in the 2000–2003.
These technological advances have indirectly produced environmental benefits by [4, 5]:
-
Due directional drilling, fewer well sites add the same reserves; by the early 2000, the U.S. industry would add two to four times as much oil and gas to the domestic reserve base per well site than in the 1980s.
-
Generating lower drilling waste volumes; today, the same level of reserve additions is achieved with 35 % of the generated waste.
-
Leaving smaller footprints; the average well site footprint today is 30 % of the size it was in 1970, and through the use of extended reach drilling, an average well can now contact over 60 times more subsurface area.
The above observations show that environmental performance can be interrelated with productivity improvements and the overall technological progress so it does not have to be considered a separate and expensive undertaking with no economic returns on investments. Hence, it is feasible to develop technologies that increase productivity while protecting environment.
Traditionally, industry activities focused on environmental protection, was felt not to contribute to corporate profitability. Increasingly, however, environmental performance is being considered as a potentially important contributor to the bottom line. Consequently, the oil and gas industry is responding to a market increasingly driven, at least in part, by desires for simultaneously improved environmental performance and growth and profitability. More and more companies are reporting progress on environmental performance with a comparable level of rigor and sophistication as that exhibited in their financial reports.
Environmental performance is also being considered an important factor impacting corporate image. Petroleum industry is particularly vulnerable to public image because, on one hand it must seek public approval for accessing geographical areas and developing natural reserves, while – on the other hand – its image can be easily damaged by highly visible accidents of oil spills or well blowouts. For example, in March 2001, Petrobras’s P-36 platform in the Roncador field in the Campos Basin off the coast of Brazil sank after three explosions left 11 workers dead. The world’s largest semisubmersible at the time had been producing 84,000 barrels per day of oil and 1.3 million cubic meters per day of natural gas. The operator’s report concluded that a gas leak had escaped into the sea where the blasts took place [6]. Another example is the highly publicized oil spill from the Prestige tanker that sank off the coast of Spain in November 2002 [7–9]. The tanker was carrying 20 million gallons of fuel oil – nearly twice the amount of oil as the Exxon Valdez. Although much of the fuel remained in the tanker after it sank, substantial volumes of spilled fuel washed up on beaches over a large area of Northern Spain and Southern France, damaging prime fishing areas.
The petroleum industry involved in these and other visible accidents learned that public perception might often play a larger role in influencing a course of action than facts. They learned that compliance with existing laws and regulations is not sufficient to convince the public but there must be evidence of improvement of technology to receive approval for continuing operation. Moreover, a company’s environmental performance is becoming an important factor in corporate assessments by the investment community, not just as a factor considered as part of the ‘watchdog’ function of environmental organizations. In fact, a company’s environmental performance is increasingly becoming a factor in investor evaluations of future potential [10].
Petroleum industry is expected to perform concurrently in three areas, productivity, environmental and social. This ‘triple bottom line’ concept operates on the principle that better performance of one of the three pillars – representing economic, environmental and social considerations – cannot be considered substitutable for underperformance in another [11]. Therefore, a successful technological progress must address a technology that combines productivity advantage with environmental protection and – as such – make the operator accountable to the public.
2 Environmental Control Technology
Environmental control technology (ECT) is a process-integrated pollution prevention technology. Within the broader scope of environmental technology that includes assessment of environmental impact, remediation and prevention, ECT relates mostly to prevention and risk assessment. Historically, developments in preventive techniques came after analytical and remediation measures, which have been found to be inadequately reactive and progressively expensive.
Reactive techniques focus on impacts and risk. With reactive pollution control, the positive action is entirely linked to the environmental objective. History provides ample evidence that reactive strategies do little more than transfer waste and pollution from one medium to another. Preventive action seeks root causes of pollution generation. It often requires modification of technology that has no apparent linkage to an environmental objective and is intrinsically more comprehensive than reactive strategies [12].
In principle, ECT is a process-engineering approach to the prevention of environmental damage resulting from industrial (oilfield) operations. The approach draws on the modern theory of ‘clean production’, a term coined by the United Nations Environmental Program’s Industry and Environmental Office (UNEP/IEO) in 1989 [13].
The clean production theory, in its broadest sense, delineates an approach to industrial development that is no longer in conflict with the health and stability of the environment, a kind of development that is sustainable. In the narrowest sense of the theory, clean production signifies a preventive approach to design and management of ‘environmentally controlled’ industrial processes. The approach seeks to reduce ‘downstream’ or end-of-pipe solutions to environmental problems by looking ‘upstream’ for reformulation and redesign of the processes or products. It also involves a broader, integrated, systematic approach to waste management.
Within the parameters of clean production, then, oilfield environmental control technology allows an examination of drilling, well completion and production as environmentally constrained processes containing inherent mechanisms of environmental impact. These mechanisms include the generation of waste, induction of toxicity or creation of pathways for pollutant migration. Identification and practical evaluation of these mechanisms constitute two parts of the ECT scope. A third part involves the development (at minimum cost) of new methods and techniques to meet environmental compliance requirements without hindering productivity.
Naturally, ECT tackles a large spectrum of oilfield technologies, such as closed-loop drilling systems, subsurface injection, borehole integrity, toxicity control in petroleum fluids, downhole reduction of produced water and use of land for on-site storage and disposal of oilfield waste. In this chapter, basic concepts of the ECT approach are presented first. Then, the ECT approach is used to analyze oilfield processes of drilling and production and to describe developments of environmental control components in these technologies.
3 Evolution of Environmentally Controlled Oilfield Processes
Conceptually, the perception of environmental problems and solutions is an evolutionary process of shifting paradigms of waste management as depicted in Fig. 2.1. Over time, concepts regarding what is the best strategy for waste management have changed from ‘disposing at will’ (followed by remediation), to dilution/dispersion of waste below the assimilative capacity of the environment, to controlling the rate or concentration of pollutants at the waste discharge (‘end-of-pipe’ treatment), to developing truly preventive technologies.

Waste management strategy paradigm shift [12]
In the petroleum industry this shift of paradigms is described as a transition from a PCD (produce–consume–dispose) approach to a WMT (waste management technology) approach and, finally, to a preventive ECT approach [14]. The large quantities of waste fluids and slurries (drilling muds and produced waters), and their associated wastes that are created during everyday oilfield activities have been conventionally perceived as unavoidable. This perception is typical of the PCD approach. Not only does this approach assume a proportional relationship between the production stream rate (oil/gas) and the volume of waste, but it also assumes that the flow of materials is open so that the waste must be discharged from the process into the environment. Such an attitude has prevailed for most of the modern history of petroleum engineering.
In the early 1980s, evidence of health and environmental hazards in the oilfield was accumulated and made public, which triggered serious public concerns and resulted in regulatory pressures [15–19]. Public opinion has been documented in several surveys. Growing public pressures (and private lawsuits) prompted regulatory activities. Since the late-1980s and early 1990s in the USA, for example, oilfield waste has been identified, its volume and toxicity evaluated and its disposal methods scrutinized [20–22]. This scrutiny, together with the industry’s PCD-dominated environmental paradigm, resulted in the rapid development of waste management programs (the WMT approach). Indeed, at the time, clean-ups were prioritized over preventive measures in an effort to employ the existing waste disposal industry rather than to rethink the whole oilfield process again and identify environmental control techniques.
This seemingly logical paradigm was founded on three fundamental arguments: (1) waste must be managed because there is no other way to protect the environment; (2) waste has no value so its management is the most efficient solution; and (3) waste is external to the oilfield process. In fact, all these arguments lack substance:
-
(1)
The environment can be efficiently protected by reducing waste volume and/or its toxicity (source reduction and source separation); for example, downhole oil/water separation (DOWS) could revolutionize the industry by dramatically reducing the amount of water brought up the wellbore [23]. These technologies can minimize the possibility of groundwater contamination from tubing and casing leaks, and can help minimize s pillage of produced water onto the soil because less water is handled at the surface. Produced-water lifting, treatment, and disposal costs are large components of operating costs; reducing the amount of water brought to the surface can help to substantially reduce these costs.
-
(2)
Oilfield waste does sometimes have value; for example, in California, production sludge is processed to recover crude, and in Alaska the drilled cuttings gravel is used for road construction [24]. A study by Shell examined alternatives for recycling spent drill cuttings. From an initial list of over 100 options, the most viable alternatives for application in the U.K. were determined to be used in cement manufacture, road pavement, bitumen and asphalt; as low-grade fuel, and for cement blocks and ready mix concrete [25].
-
(3)
Waste becomes external only if it is released from the process; for instance, the annular injection of spent drilling mud leaves no drilling waste. Another example is taking carbon dioxide emitted from the coal gasification in southeastern Saskatchewan and injecting it in the Weyburn field to enhance recovery [26].
Within the petroleum industry, a change in the environmental paradigm from the PCD syndrome to the preventive approach of environmental control has recently emerged as a result of high disposal costs. The cost of waste management has grown steadily in response to increasing volumes of oilfield waste. Interestingly, the amount of regulated waste has grown much faster than oil and gas production because regulated waste volume has been driven mainly by regulations rather than by production rates.
In principle, the environmental control paradigm in petroleum engineering involves three concepts: (1) the fundamental purpose of petroleum engineering is not to protect the environment but to maximize production while preventing environmental impact; (2) compliance problems can be eliminated when environmental constraints are introduced into the production procedures; and (3) any stream of material is off-limits to regulatory scrutiny and can be controlled by oilfield personnel as long as it remains within the oilfield process. In practice, this attitude requires an understanding of environmental impact mechanisms and the willingness to redesign the process.
The environmental control paradigm presented above is a philosophical concept which needs a practical methodology. Such a methodology would give a designer some guidelines regarding how to analyze an industrial process and where to put efforts to make the process ‘cleaner’ (or ‘greener’, as some put it).
3.1 Scope and Characteristics of Oilfield ECT
This overview of ECT methodology includes a definition, objectives and characteristic features, general ECT methods and a description of basic steps needed to develop a specific technology. ECT is defined as a technical component of an industrial process that is functionally related to the interaction between the process and environment. Such interaction involves pollution and other adverse effects (impacts) on environmental quality. The objective ECT is to prevent this interaction by controlling the impact mechanisms. The three important features of ECT are integration with the process, specific design and association with productivity.
These three features make ECT different from the technologies of waste management. The difference requires further discussion in relation to oilfield applications. First, however, we must recognize the difference between waste and the process material stream. This difference draws on two facts: (1) where the material is with respect to the process; and (2) what the material’s market value is. This concept assumes that no waste exists inside the process – just material streams. On leaving the process (i.e. crossing the process boundary) a stream of material becomes either a product (including by-products) or waste. The difference stems from the market value of the material. Having a positive market value, the material becomes a product. Material with zero value becomes waste. When the value is negative, the material becomes regulated waste (regulated waste requires expenditures for proper disposal).
In view of the above, WMT becomes extraneous to the process because it operates outside the process boundaries and within the environment. WMT involves processing and disposing of the waste as it is discharged from a well site or production plant. Expertise in waste management technologies lies mostly outside the petroleum engineering field. Over the last 10 years, the oil industry has been offered several waste management technologies, providing considerable understanding of the available services. Examples of alternative WMT for production operations are land farming, incineration, road spreading, commercial waste injection facilities and brine demineralization plants. The WMT for drilling operations, other than those for production, include offshore hauling of drilling fluids and cuttings for onshore disposal. These techniques abate pollution without interfering with oilfield procedures; therefore, they provide no incentive for process improvement. Also, the implementation of WMT requires no expertise in petroleum engineering and does nothing to prevent waste generation.
In contrast to WMT, ECT is an integral part of petroleum engineering. It addresses all of the mechanism and control techniques that relate to adverse environmental effects, such as generation of the waste volume and its toxicity, subsurface migration of toxicants and damage to the land surface. The objective of ECT is to minimize, through process improvements, interactions between oilfield processes and the environment. Therefore, the ECT concepts draw exclusively from petroleum engineering expertise. However, development of specific techniques may require expertise outside of petroleum engineering, such as solid–liquid and liquid–liquid separation, environmental science and environmental law, risk analysis and economics.
The use of outside expertise to develop ECT for petroleum engineering includes, of course, some waste management techniques. Indeed, both technologies are bound to draw from the same pool of science. This may sometimes create an impression that ECT is merely a part of WMT. There is, however, a distinct difference between the two. For example, dewatering of abandoned oilfield waste pit slurries, highly diluted with rainfall/run-off water, is a WMT and does not require any oilfield expertise. However, the inclusion of the dewatering component within the closed-loop mud system is an ECT. In this application, dewatering becomes intrinsic to the drilling process; it requires an in-depth knowledge of mud engineering. It also poses a research challenge since drilling fluids, unlike waste water, contain high concentrations of surface active solids.
ECT overlaps with WMT in the area of subsurface injection, which has long been perceived as a waste disposal option in various industries. In this case, however, the petroleum engineering expertise in borehole technology has merely been extended to other applications. Further, when subsurface injection is used in the oilfield for recycling produced water or annular injection of drilling fluids, the method is (1) intrinsic to the oilfield process and (2) requires oilfield expertise to perform, thus making it an ECT.
There is a strong affiliation between ECT and process-control measures. Similar to process-control projects, ECT requires a considerable knowledge of oilfield processes in order to identify the chain reactions that lead to the environmental impact. As an example, let us consider the cause-and-effect relationship between the seemingly unrelated phenomena of drilling mud inhibition and the environmental discharge of drilling waste from the well site. In fact, there is a strong functional relationship between the degree of drilled cuttings dispersion in mud and the waste mud volume. There is also a close analogy between ECT and process-control methods when solving design problems. In process-control design one must prioritize objective function and consider constraints imposed on the design. Similarly, any practical design of ECT must consider the environmental regulations as constraints, while also prioritizing productivity measures (such as daily production or cost per foot).
In this chapter, the term ‘environmental control’ is preferred over ‘pollution prevention’ because it implies broader objectives and suggests the process-control-related means to accomplish these objectives. Oilfield operations create the potential for ecological damage that can hardly be viewed as ‘pollution’, though this damage may set the scene for pollution. Examples of such ecological impact include land subsidence or damage to subsurface zonal isolation resulting from a poor annular seal or from fracturing a confining zone. Characteristically, the destruction of interzonal isolation will not result in pollution if there is no sufficient pressure differential across confining zones.
In summary, any WMT may become ECT if it becomes integrated with the oilfield process. Such integration requires (1) containing the process within clearly defined environmental boundaries and (2) placing the WMT within these boundaries.
3.2 Methodology of ECT Design
A conceptual schematic diagram of an environmentally controlled industrial process is shown in Fig. 2.2. Any process including oilfield operations can be visualized as such an entity having both market and environmental boundaries. Of course, manufacturing processes are best fitted to this schematic because their boundaries are visible and clearly defined. Nevertheless, petroleum drilling and production can also be visualized using the material flowpath in Fig. 2.2. In contrast to manufacturing, oilfield processes do not have readily perceived environmental boundaries, particularly in the subsurface environment. However, they may generate subsurface pollution, which implies a flow of pollutants across a subsurface environmental boundary. The presence of such a boundary is implicit in the issues of borehole integrity and migration across confining (sealing) zones into underground sources of drinking water. Oilfield technologies related to these issues are discussed later.

Conceptual flowpath of environmentally controlled process
Although ECT must be specifically designed for each industrial process, its methodology includes general techniques such as source reduction, source separation, recycling, confinement, beneficial use (reuse), environment risk analysis and life-cycle assessment. Figure 2.1 depicts the concepts that underlie these methods.
-
Source reduction involves restricting the influx of pollutants into the process or inhibiting reactions that produce toxicants within the process (examples: slim-hole drilling; subsurface water ‘shut-off’; low-toxicity substitution).
-
Source separation means the removal of pollutants from the process material stream before the stream leaves the process across the environmental boundary and becomes a waste (examples: surface or downhole separators of petroleum and water; segregated production of oil and water; reserve-pit dewatering).
-
Internal recycling involves closing the loop of a material stream within the process (examples: drill solids-control systems; annular injection of cuttings; downhole separation and disposal of produced brines).
-
Internal reuse involves employing potential waste within the process (examples: mud-to-cement technology; reservoir pressure maintenance through produced-water reinjection; water flooding with produced brines).
-
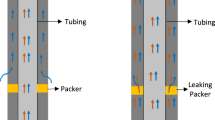
Containment means prevention of an uncontrolled transfer across the environmental boundary caused by leaking, leaching, breaching or cratering (examples: mechanical integrity tests; shallow well shut-in procedures; anti-gas migration cements; annular pressure monitoring during subsurface injection).
-
Environmental risk analysis (ERA) consists of analytical methods for predicting localized environmental impact (endpoint) for a given variant of process design (emission point). Generally, these are mathematical models (and software) of flow, transport, mixing and dispersion. ERA for oilfield operations involves simulation models of flow across leaking confining zones, channeling outside unsealed boreholes and disposal fracture propagation.
-
Life-cycle assessment (LCA) is another analysis method for economic production strategies that considers concurrently the productivity and pollution aspects of the production process. In petroleum production the LCA approach qualifies for macro-analysis of petroleum development projects in environmentally sensitive areas, economic impact analysis of environmental regulations or, on a smaller scale, for designing environmental management of a single drilling well or production site [27].
Conceptually, process modification through additions of the environmental control components requires a systematic approach that can be summarized in the following steps:
-
define environmental boundary of the process;
-
identify inherent mechanisms of environmental impact;
-
consider ECT methods and create options for process modification;
-
evaluate technical performance (upstream and downstream) of each ECT option;
-
calculate net ECT cost;
-
decide on process modification.
The difficulty in defining subsurface environmental boundaries for oilfield drilling and production has been discussed above. The surface boundary is somewhat easier to define, but the decision is still based upon subjective judgement rather than scientific definition. In drilling operations, for example, reserve pits were initially included in the drilling fluid circulation systems (hence the name ‘reserve’) and considered part of the drilling process. Later, the pits were often used as a waste dump that belonged to the environment. After well completion, reserve pits were either abandoned [15] or opened and spread on the surrounding land. Today, on modern rigsites, reserve pits during drilling are carefully isolated from the surrounding environment and are closed promptly after well completion using various environmental techniques described in Chap. 5. In this modern approach, reserve pits are considered part of the drilling process rather than as part of the environment; they reside within the environmental boundary that surrounds the whole rigsite and underlays the bottoms of the pits.
Being an integral part of the process, each ECT component not only improves environmental compliance (downstream performance), but also affects the process productivity (upstream performance). Thus, evaluation of ECT performance should include both the upstream and downstream effects. The most typical example here is the screening of various oilfield chemicals in search of those chemicals that give a combination of the highest performances both upstream and downstream. In one such study [28], five different biocides used to prevent microbically induced corrosion, souring (generation of hydrogen sulphide) or fouling (plugging) of petroleum production installations were evaluated. The evaluation method involved assessment of upstream performance, i.e. the effectiveness of these chemicals in reducing production of H2S or soluble sulfides (by-product of bacterial growth). Downstream performance was evaluated by modelling transport and the fate of these chemicals for five scenarios of their possible emissions from the production process to the environment.
The net cost of an ECT component is the sum of the ECT cost, value of lost (or gained) production due to ECT and savings in compliance costs due to ECT. Typically, the use of ECT would result in some productivity losses. In drilling, for example, the use of water-based, low-toxicity mud substitute for an oil-based mud would result in a slower rate of drilling. However, some ECT components show potential for improvement of both productivity and environmental compliance. One example here is the new production technique of in situ water drainage, described later. Potentially, this method may increase petroleum production while reducing both the amount and contamination level of produced water.
4 ECT Analysis of Drilling Process
A fundamental notion in the ECT approach is that petroleum production, being a process of extraction of minerals from the environment, comprises inherent mechanisms of environmental impact that result from disruption of the ecological balance. The objective of this chapter is to identify these mechanisms and discuss the present level of understanding.
The disruption of the ecological balance (environmental impact) through drilling operations (excluding the well site preparation work) occurs in two ways: (1) surface discharge of pollutants from an active mud system; and (2) subsurface rupture of confining zones (that hydrodynamically isolate other permeable strata) to provide a potential conduit for vertical transport of pollutants.
The regulatory definition of pollutant (in contrast to the popular perception based on health hazards) includes seemingly non-toxic elements such as total suspended solids (TSS), biological oxygen demand (BOD), pH and oil and grease (O&G) (the list of conventional pollutants in the USA includes TSS, BOD, pH, fecal coliform and O&G).
4.1 Mechanisms of Drilling Waste Discharge
Volume and toxicity are two environmental risk criteria for evaluating drilling waste discharge. The flowpath of the drilling process and its environmental discharge mechanisms is shown in Fig. 2.3. The process material stream comprises two recycling loops, the solids-control (drilling mud) loop and the volume-control (water) loop. Conventional drilling operations employ only the solids-control loop. Theoretically, the solids-control loop could be ‘closed’ so that all drill cuttings may be removed in their native state, and the mud may be recycled in the system. In reality, however, some cuttings are retained in the mud system and some drilling fluid is lost across the separators so that the loop is always open, thus contributing to surface discharge. The excessive build-up of drilling mud from loop 1 passes over to the second stage process depicted as the water loop 2 in Fig. 2.3 [29]. The objective of the water loop process is to reduce the volume and recover the water phase of drilling mud. The process has been developed from the principles of industrial sludge dewatering and it employs two mechanisms of mud dewaterability: soil destabilization and cake expression. Dewatering is discussed in more detail later.

Flowpath of drilling process in relation to environmental discharge
The largest volume of drilling-related wastes is spent drilling fluids or muds. The composition of modern drilling fluids or muds can be complex and vary widely, not only from one geographical area to another, but also from one depth to another in a particular well as it is drilled. Muds fall into two general categories: water-based muds, which can be made with fresh or saline water and are used for most types of drilling, and oil-based muds, which can be used when water-sensitive formations are drilled, when high temperatures are encountered, when pipe sticking occurs or when it is necessary to protect against severe drill string corrosion. Recently, there has been a rapid development of a third category of drilling fluids, synthetic muds. These muds are formulated with synthetic organic compounds instead of mineral or diesel oil and are less toxic than oil-based muds.
Drilling muds contain four essential parts: (1) liquids, either water or oil or both; (2) active solids, the viscosity/filtration building part of the system, typically bentonite clays; (3) inert solids, the density-building part of the system, such as barite; and (4) additives to control the chemical, physical and biological properties of the mud.
Drill cuttings consist of inert rock fragments and other solids materials produced from geological formations encountered during the drilling process and must be managed as part of the content of the waste drilling mud. Other materials, such as sodium chloride, are soluble in freshwater and must be taken into account during disposal of drilling muds and cuttings.
The most general classification of drilling waste includes primary waste and an associated waste. The classification considers the origin and volume of generated waste. Drilling wastes with low toxicity constitute primary waste. The category of primary drilling waste comprises drilling muds and drill cuttings. Associated drilling waste may include rigwash, service company wastes such as empty drums, drum rancid, spilled chemicals, workover, swabbing, unloading, completion fluids and spent acids.
Large volumes of primary drilling waste are generated during the drilling process as a result of volumetric increase in the mud system. The volumetric increase of the active drilling fluid (loop 1 in Fig. 2.3) is inherent in the drilling process. The volume build-up mechanism is a chain reaction shown in Fig. 2.4 [29]. The chain reaction begins with the dispersion of reactive cuttings into the drilling fluid environment. The dispersion results in the decrease of cuttings size from their initial size to the few-microns size range. Most currently used separators do not work efficiently with small solids, i.e. they remove only a small fraction (or none) of these solids. The resulting build-up of fine solids affects the ability of the drilling fluid to perform its functions, which, in turn, hinders drilling process performance (low drilling rate, hole problems).

Chain of causality in generation of primary drilling waste [29]
The minimum acceptable drilling performance relates to a certain maximum concentration of solids or solids tolerance. Solids tolerance varies for different mud systems and densities. Low-solids/polymer systems display the lowest level of solids tolerance (4 %), whereas the dispersed systems display the highest (15 %). Also, the increase in mud density reduces its tolerance to solids. (Specific values of solids tolerance for various muds have been compiled in various empirical nomograms.) Dilution with fresh mud (or water) is used to keep the solids concentration below the solids tolerance level. The dilution results in a steady build-up in the mud system volume and a subsequent overflow of loop 1 in Fig. 2.4. In conventional drilling operations, the overflow of loop 1 becomes a waste discharge stream. Its volume may exceed by several-fold the actual borehole volume. Table 2.1 shows the estimated discharge volumes of waste mud per barrel of the drilled hole [30]. It is evident that the volume build-up mechanism is most active for dispersed lignosulfonate systems. Characteristically, these systems are the most tolerant to solids.
Disintegration of drilled solids takes place during annular transport from the drilling bit to the flowline. As a result, cuttings become smaller. This size reduction of cuttings is the first factor contributing to cuttings retention in the mud system. The size of cuttings depends upon (1) the initial size resulting from the bit action, (2) bottomhole cleaning efficiency, and (3) the mechanical strength of cuttings in the mud environment. Besides a qualitative understanding of the effects of bit type and pressure differential across the rock face, very little is known about the initial size of cuttings. An example of the actual initial size of cuttings generated by various types of cone bits is shown in Table 2.2 [31]. Data support the common knowledge that the harder is the bit type, the smaller are the cuttings. However, there is no predictive model based on drilling mechanics that would relate initial cuttings size to bit geometry and rock strength. A preliminary study in this area determined the relationship between the specific energy of rock destruction, total mechanical energy of a bit and cuttings size [32].
The effect of bottomhole cleaning on the initial size of cuttings can be inferred from the experimentally verified response of the drilling rate to the bottomhole hydraulic energy generated by bit nozzles. It is generally assumed that in soft rock drilling, the bit flounder point represents an offset of poor cuttings removal from under the bit [33]. The remaining cuttings undergo additional grinding, which results in size reduction. The flounder point can be determined experimentally using the drill-off test. Further cuttings destruction can be prevented by adjustment of the mechanical energy to the hydraulic energy at the bottom of the hole.
Size reduction of cuttings is caused by loss of cohesion due to hydration of their rock matrix. Cuttings originating from non-swelling rocks (sand, limestone) are unlikely to lose their initial cohesion on their way up the borehole annulus. It has been proved, however, that even these inert solids undergo disintegration under conditions of shear, as shown in Table 2.3 [34].
The major mechanism controlling cuttings disintegration stems from the hydration energy of their source rock, usually shale. The disintegration has been correlated with several variables measured in various tests of cuttings hydration rate, such as (1) the swelling test (measured: linear expansion); (2) capillary suction time test, CST (measured: time of water sorption); (3) cation exchange capacity test, CEC (measured: dye adsorption); (4) activity test (measured: electrical resistance of water vapor); and (5) rolling test (measured: weight loss of drill cuttings of a certain size) [35–38]. The drawback of these tests is that they do not provide a direct measurement of drill cuttings properties (strength, size). However, they do determine other variables that correlate with these properties.
The proposed single property of shale cuttings representing their strength is the storage modulus of viscoelasticity [39]. The storage modulus is a measure of the energy stored and recovered under conditions of oscillating stresses. It can be measured using an oscillatory viscometer and a compacted ‘drill cutting’ platelet after various exposure times of a cutting to drilling mud. Figure 2.5 shows the strength of a shale cutting after 18 h of exposure to various concentrations of salts (KCl) and polymer in the drilling fluid.

Strength of shale cutting in various mud environments (1 dyne = 10−5 N) [39]
The initial strength of cuttings and their tendency to become hydrated can be inferred from the mineralogy of shales with respect to depth. The disintegration rate of shale cuttings results from the mineralogical composition of the shale and can be directly related to geological structures in the drilling area. For example, Fig. 2.6 shows the drilled-depth correlations of the illite concentration (low-reactivity clay) and shale water content for the offshore Louisiana Gulf Coast [40].

Shale reactivity indicators versus depth for Louisiana Gulf Coast [35]
The depth-related reactivity of shales can also be observed in the size of cuttings coming from the well. An analysis of the size distribution of solids at the flowline versus drilling depth shows different rates of cuttings disintegration during their annular transport, as evidenced by Fig. 2.7 [41]. Also shown in Fig. 2.7 is a correlation between size of mud solids at the flowline and at the pump suction (i.e. upstream and downstream of solidscontrol system). Such correlations are more useful than measurements of the rock hydration rate because they not only identify well sections with water-sensitive rocks but also provide data that can be used to evaluate solids-control systems.

Depth-related size of cuttings upstream (flowline) and downstream (pump suction) from solids-control separators [34]
The separation efficiency of a solids-control system is limited by the size of the solids in the drilling mud entering the separators. This limitation is the next factor contributing to solids retention in the mud system. The plots in Fig. 2.7 show a comparison of solids size in drilling mud samples taken from the flowline and the suction tank. In the three sections of the well (2300–2800, 5000–5600 and 6150–7215 ft; 1 ft = 0.3048 m), the efficiency of cuttings removal was evidently almost zero. The most likely reason is that the size of the solids was below the removal range of the surface separators. Thus, the drilling fluid loop in these sections was ‘wide open’ because the only way to control mud solids was to dilute the mud system and generate an excessive volume.
There is an important misconception about the performance of solidscontrol separators. The widely recognized concept of the subsequent size exclusion of solids holds that the shale shaker removes cuttings >120 μm, desander 50 μm, desilter 15 μm and a centrifuge 3 μm. However, the actual performance is not only lower than the theoretical one, but it is also affected by the feed mud rheology and operational parameters of a separator. As an example, Fig. 2.8 shows the theoretical and actual grade separation curves for a 4 in (10 cm) hydrocyclone [34, 41, 42]. Both the laboratory and the field data indicated poor performance of hydrocyclones with weighted mud systems; this raised some questions regarding the applicability of mud cleaners. Reportedly, the 50 % cut made by the 100-mesh screen was smaller than the cut for the 4 in hydrocyclone [42]. Note however, that when comparing separators, the grade efficiency should be considered together with the load capacity. The liquid conductance of vibrating screens has been proved to decrease rapidly with increasing mesh size and mud viscosity [43]. In contrast, the operator can increase the volume processed by the hydrocyclones simply by adding more cones.

Theoretical and actual performances of 4 in hydrocyclones: effects of mud and type and rheology (1 lb = 0.454 kg; 1 gal = 3.785 dm3; 1 cP = 10−3 N s/m2)
The separation efficiency of centrifuges is highly dependent upon the type of separated solids. The theoretical values of 50 % cut, 3–4 μm, claimed by manufacturers are relevant only for the barite-recovery application of centrifuges. Much poorer separation is obtained for low-gravity (reactive) solids, as shown in Fig. 2.9 [44]. The inability of the decanting centrifuge to control fine solids in the mud system during the double-stage centrifuging was observed in both field [42] and full-scale laboratory tests [44].

Theoretical (inert solids) and actual (active solids) performance of decanting centrifuge
4.2 Sources of Drilling Waste Toxicity
There are three contributing factors of toxicity in drilling waste: the chemistry of the mud formulation, inefficient separation of toxic and non-toxic components and the drilled rock. Typically, the first mechanism is known best because it includes products deliberately added to the system to build and maintain the rheology and stability of drilling fluids. The technology of mud mixing and treatment is recognized as a source of pollutants such as barium (from barite), mercury and cadmium (from barite impurities), lead (from pipe dope), chromium (from viscosity reducers and corrosion inhibitors), diesel [from lubricants, spotting fluids, and oil-based mud (OBM) cuttings] and arsenic and formaldehyde (from biocides).
Inefficient separation of toxic components from the drilling waste discharge stream becomes another source of toxicity through retention of the liquid phase on OBM cuttings, use of spotting pills or indiscriminate practices of on-site storage. Removal of the liquid phase from cuttings separated by the solids-control equipment becomes particularly important while using diesel-based drilling fluids (DOBM). Field data show that the total oil-based mud discharge rate jointly for the mud cleaner and centrifuge is 10 bbl/h [28]. Also, the OBM removal performance is different for various separators as shown in Table 2.4 (the highest for mud cleaners, and lowest for centrifuges) [42, 45, 46].
Research revealed that the OBM retention on cuttings is smaller for the mineral oil-based than for diesel-based OBMs, as evidenced by field data in Table 2.5 [47, 50]. The hypothetical mechanisms of oil retention on solids have been attributed to adhesive forces, capillary forces and oil adsorption and were identified as the amount of oil removed from OBM cuttings using centrifugal filtration, n-pentane extraction and thermal vaporization, respectively. The conclusion has been forwarded that 50 % of the oil–solids bond could be attributed to adhesive/capillary forces, 29 % to weak adsorption and 20 % to strong adsorption, i.e. 20 % of oil on cuttings could not have been removed with n-pentane extraction. The adhesive mechanism was also explained using the wettability preference of drilled rock. The preference was evaluated by measuring the adhesion tension of thin-cut plates of quartz and shales immersed in OBM. The results showed that the rocks immersed in diesel OBM became strongly oil-wet, whereas for the mineral OBM, the initially oil-wet surfaces tended to reverse their wettability and became water-wet.
Indiscriminate storage/disposal practices using drilling mud reserve pits can contribute toxicity to the spent drilling fluid, as shown in Table 2.6. The data in Table 2.6 are from the U.S. EPA survey of the most important toxicants in spent drilling fluids. In the survey, sample taken from active drilling mud in the circulating system were compared with samples of spent drilling mud in the reserve pit [20]. The data show that the storage/disposal practices were a source of the benzene, lead, arsenic and fluoride toxicities in the reserve pits because these components had not been detected in the active mud systems.
The third source of toxicity in the drilling process discharges is the type of drilled rocks. A recent study of 36 core samples collected from three areas (Gulf of Mexico, California and Oklahoma) at drilling depths ranging from 3000 to 18,000 ft revealed that the total concentration of cadmium in drilled rocks was more than five times greater than the cadmium concentration in commercial barites [51]. With a theoretical well discharge volume in a 10,000 ft well model, 74.9 % of all cadmium in drilling waste was estimated to be contributed by cuttings, whereas only 25.1 % originate from the barite and the pipe dope.
4.3 Waste Generation Mechanisms in Petroleum Production
Petroleum production involves the extraction of hazardous substances, crude oil and natural gas, from the subsurface environment. Therefore, by its very nature, production technology involves pumping and processing pollutants. Any material used in conjunction with the production process and exposed to petroleum becomes contaminated. In essence, there are two mechanisms of pollution in the production process: generation of contaminated waste and leakage of material streams from the process to the environment. All non-petroleum materials entering the production process are either naturally occurring subsurface substances, such as formation waters and produced sand, or deliberately added chemicals facilitating production operations.
Inside the process, these materials are mixed into the stream of petroleum, then separated into three final streams at the process output: marketable oil or gas products, produced water and associated waste. This simplified analysis is depicted in Fig. 2.10 and discussed below.

Waste generation mechanisms in petroleum production process
The mechanisms of waste generation are related to production operations. Downhole production operations include primary, secondary and tertiary recovery methods, well workovers and well stimulations. Primary recovery refers to the initial production of oil or gas from a reservoir using only natural pressure to bring the product out of the formation and to the surface. Most reservoirs are capable of producing oil and gas by primary recovery methods alone, but this ability declines over the life of the well.
Eventually, virtually all wells must employ some form of secondary recovery. This phase of recovery is at least partially dependent on artificial lift methods, such as surface and subsurface pumps and gas lift, but typically also involves injection of gas or liquid into the reservoir to maintain pressure within the producing formation. Water flooding is the most frequently employed secondary recovery method. It involves injecting treated freshwater, seawater or produced water into the formation through a separate well or wells.
Tertiary recovery refers to the recovery of the last portion of the oil that can be economically produced. Chemical, physical and thermal methods are available and may be used in combination. Chemical methods involve injection of fluids containing substances such as surfactants and polymers. Miscible oil recovery involves injection of gases, such as carbon dioxide and natural gas, which combine with the oil.
When oil eventually reaches a production well, injected fluids from secondary and tertiary recovery operations may be dissolved in formation oil or water or simply mixed with them. The removal of these fluids is discussed below in conjunction with surface production operations.
Workovers and stimulations are another aspect of downhole production operations. Workovers are designed to restore or increase production from wells whose flows are inhibited by downhole mechanical failures or blockages, such as those caused by sand or paraffin deposits. Fluids circulated into the well for this purpose must be compatible with the formation and not adversely affect permeability. Stimulations are designed to enhance the wells productivity through fracturing or acidizing. Fluids injected during these operations may be very toxic (hydrochloric acid, for example) and may be produced partially back to the surface after petroleum production is resumed. Other chemicals may be periodically or continuously pumped down a production well to inhibit corrosion, reduce friction or simply keep the well flowing. For example, methanol may be pumped down a gas well to keep it from becoming plugged with ice.
Surface production operations generally include gathering the produced fluids (oil, gas, gas liquids and water) from a well or group of wells and separating and treating the fluids.
During production operations, pressure differentials tend to cause water from adjoining formations to flow into the producing formation (water breakthrough or water coning). The result is that, in time, production water/oil ratios may increase steeply. New wells may produce little, if any, water; mature wells may produce more than 100 barrels of water for every barrel of oil. Virtually all of this water must be removed before the product can be transferred to a pipeline (the maximum water content permitted is generally less than 1 %). The oil may also contain completion or workover fluids, stimulation fluids or other chemicals (biocides, fungicides) used as an adjunct to production. These, too, must be removed. Some oil–water mixtures may be easy to separate, but others may exist as fine emulsions that do not separate by gravity settling. Conventionally, gravity settling has been performed in a series of large or small tanks (free water knock-outs, gun barrels, skim tanks), the large tanks affording longer residence time to increase separation efficiency (API separators). When emulsions are difficult to break, heat is usually applied in so-called ‘heater treaters’. Whichever method is used, crude oil flows from the final separator to stock tanks. The solids and liquids that settle out of the oil at the tank bottoms (‘produced’ sand) must be collected and discarded along with the separated water.
Natural gas requires different techniques to separate out crude oil, gas liquids, entrained solids and other impurities. These separation processes can occur in the field, in a gas processing plant, or both. Crude oil, gas liquids, some free water and entrained solids can be removed in simple separation vessels. Low-temperature separators remove additional gas liquids. More water may be removed by any of several dehydration processes, frequently through the use of glycol, a liquid desiccant or various solid desiccants. Although these separation media can generally be regenerated and used again, they eventually lose their effectiveness and must be discarded.
Both crude oil and natural gas can contain the highly toxic gas hydrogen sulfide (200 ppm in air is lethal to humans). At plants where hydrogen sulfide is removed from natural gas, sulfur dioxide (SO2) release may result. Sulfur is often recovered from the SO2 as a commercial by-product. Hydrogen sulfide (H2S) dissolved in crude oil does not pose any danger, but, when it is produced at the wellhead in gaseous form, it poses serious occupational risks through possible leaks or blowouts. These risks are also present later in the production process when the H2S is separated out in various ‘sweetening’ processes. The amine, iron sponge and selexol processes are three examples of commercial processes for removing acid gases from natural gas. Each H2S removal process results in spent iron sponge or separation media that must be disposed of.
Production waste is broadly classified as either primary or associated waste. Most of the materials used and discarded from production operations fall into the associated waste category. A listing of associated waste is shown in Table 2.7. This waste is characterized as having low volume and high toxicity.
Produced water is a primary production waste having a very large volume and relatively low toxicity compared with associated waste. In 1989, the daily average discharge of produced water from all North Sea production operations was 355,000 m3/day, with oil and gas production rates of 535,000 m3/day and 267 × 106 m3/day, respectively [52]. During 1990, Gulf of Mexico oilfield operations produced 866.5 million barrels of water [53], while the total U.S. production of water from oil and gas operations was 14 billion barrels [54]. Because of these large volumes, produced water is the major production waste stream with potential for environmental impact.
Excessive water production has been a continuing problem for operators since the beginning of petroleum industry [55]. To date, 98 % of US E&P waste volume is produced water [56]. Based on the survey of American Petroleum Institute [57] about 17.9 billion barrels (bbl) of produced water was generated by the onshore E&P operations in the US in 1995; similarly, there was also a large amount of produced water generated by offshore production operations. Khatib and Verbeek estimated that, an average of 210 million bbl of water was produced each day worldwide in 1999, which means about 77 billion bbl of produced water for the whole year [58]. Usually, the produced water volume increases over the life of a conventional petroleum well and the water/oil ratio rises with production. According to the report by Schlumberger, 75 % of the total production from petroleum reservoirs is only water, equivalent to 249.3 million bbl of water per day worldwide in 2005 [59, 60]. It has been also reported that oil wells produce – on average – more than 7 bbl of water for each barrel of oil [61]. When the wells mature, water may amount to as much as 98 % of the fluids brought to the surface.
The system analysis of the production process in Fig. 2.10 clearly shows that formation water enters the process downhole through the petroleum producing perforations, where it begins to mix with hydrocarbons. The water may flow into the hydrocarbon formation through processes of coning or fingering. The process kinetics of mixing oil and water under conditions of variable temperature and pressure during the two-phase flow in the well have not yet been investigated. In this process, formation water becomes contaminated by dispersed oil and soluble organics. The time required to reach an equilibrium concentration of fatty acids and other polar, water-soluble components of crude oil in produced brine is expected to be significantly shorter than the time of the two-phase flow [62]. Thus, a maximum level of contamination is reached before the brine is separated from oil. In addition to hydrocarbons, all treating chemicals used in surface operations are mixed into the water, thus adding to the final toxicity of produced-water discharge. Characteristically, most of the recent research regarding composition and toxicity of produced water has focused solely on the endpoint product of the above mixing mechanism while disregarding subsequent stages of water contamination on its way from the aquifer to the environmental discharge point.
4.4 Sources of Toxicity in Produced Water
As discussed above and depicted in Fig. 2.10, toxicity of produced water results from two factors: properties of formation water in its natural state and toxicity contributed by the very process of production. Sources of produced-water toxicity that has been added to the water during the production process include hydrocarbons and treating chemicals. Water toxicity has been shown to increase along its flowpath across the production process [20]. Table 2.8 compares toxic components in a typical oilfield production waste stream at the midpoint and at the endpoint of the production process. As can be seen, the hazard of benzene and pH toxicity increases along the process flowpath. Also, three additional toxicants, phenanthrene, barium and arsenic, are detectable at the endpoint but are absent in the midpoint samples.
Prior to production, formation waters may display some level of toxicity which is usually unknown. Unlike toxicity of produced water, the in situ toxicity of oilfield brines has not been investigated. The most likely sources of toxicity in formation water prior to production are salt and radionuclides.
The lack of hydrocarbon contamination of the formation water column underlying the oil column was recently evidenced in a pilot study in which water was produced separately from, and concurrently with, oil using a dually completed well [63, 64]. No polyaromatic hydrocarbons (PAHs) or oil and grease were detected in that water. Therefore, conventional concurrent production of petroleum and water was concluded to be the sole source of hydrocarbon contamination of produced water, at least in water-drive reservoirs where the oil column is separated from the water column. The contamination may take two forms: dispersed oil and soluble oil (mostly non-hydrocarbon organic material).
Dispersed oil consists of small droplets of oil suspended in the water. As a droplet moves through chokes, valves, pumps or other constrictions in the flowpath, the droplet can be torn into smaller droplets by the pressure differential across the devices. This is especially true of flow viscosity oils and condensates. Precipitation of oil from solution results in a water fraction with smaller droplets. These small droplets can be stabilized in the water by low interfacial tension between the oil and the produced water. Small droplets can also be formed by the improper use of production chemicals. Thus, the addition of excess production chemicals (such as surfactants) can further reduce the interfacial tension so that coalescence and separation of small droplets becomes extremely difficult.
Oilfield deoiling technology, discussed later in this chapter, is designed to remove dispersed oil. Failure to remove small oil droplets results in the presence of dispersed oil in produced-water discharges. (The total maximum concentration of oil and grease, O&G, in these discharges varies in different areas. In the USA, for example, the daily maximum O&G concentration is 42 mg/l, while under the Paris Convention the maximum dispersed oil concentration is 40 mg/l.)
Soluble oil includes organic materials such as aliphatic hydrocarbons, phenols, carboxylic acids and low molecular weight aromatic compounds. The concentration of dissolved oil in produced water depends upon the type of oil. However, it is also related to technological factors, such as the type of artificial lift techniques (mixing energy of petroleum in water) and stage of production (encroachment of formation water into petroleum-saturated zone).
The concentration of dissolved organics may in some cases reach the maximum regulatory limit for offshore discharge (O&G 29 mg/l monthly average), as shown in Fig. 2.11 [65]. Most of the contribution to these concentrations comes from phenols and volatile aromatics, as shown in Table 2.9 [66].

Concentration of soluble oil in produced water [65]
At least one study has shown that the toxicity of soluble oil is not significant. The soluble oil fractions of two different produced waters were tested for toxicity and found to have acute toxicities of 15.8 and 4.8 % [66, 67]. One of the reported characteristics of these components is that they are easily biodegraded. Therefore, low levels of dissolved organic materials are easily assimilated by the receiving ambient water. In addition to locally increasing BOD, the components of soluble oil each have a different fate in the environment [67].
Heavy metals in produced waters may be either present in formation water or added through the production process. Metals that may contribute to toxicity include barium, cadmium, chromium, copper, lead, mercury, nickel, silver and zinc. Typically, their concentrations in produced water may be in the range of thousands of μg/l while their concentration in seawater varies from trace to tens of μg/l. Heavy metals have been reported to pose little harm in the marine environment [67, 68]. They may settle out in marine sediments, thus increasing the sediment metal concentrations. However, they are tightly adsorbed to other solids and have much lower bioavailability to marine animals than do the metal ions in solution.
Radionuclides found in produced waters are often referred to as naturally occurring radioactive material (NORM). The source of the radioactivity in scale deposits from produced water comes from the radioactive ions, primarily radium, that coprecipitate from produced water along with other types of scale. The most common scale for this coprecipitation is barium sulfate, although radium has also been found in calcium sulfate and calcium carbonate scales.
Studies of soluble radionuclides in produced water have been summarized recently [58]. Early studies of wells in Oklahoma, the Texas panhandle and the Gulf of Mexico coastal area showed 226Ra levels ranging from 0.1 to 1620 pCi/l (1 Ci = 3.7 × 1010 Bq) and 228Ra levels ranging from 8.3 to 1507 pCi/l. Recent studies conducted by the State of Louisiana, Offshore Operators Committee and the U.S. Environmental Protection Agency showed 226Ra level ranges of 0–930, 4–584 and 4–218 pCi/l, respectively, and 228Ra level ranges of 0–928, 18–586 and 0–68 pCi/l, respectively. These levels are considerably lower than those from early findings. Also, reported research provides no evidence of the impact of radionuclides on fish or human cancers exceeding that resulting from a background concentration of radium.
Treating chemicals used in production operations can be classified according to types of production operations and the purpose of the treatment, as production liquid treating chemicals, gas processing chemicals and stimulation or workover chemicals. The production liquid treating chemicals are those routinely added to the produced oil and water (including waters used for water flooding). Chemically, these compounds are complex mixtures manufactured from impure raw materials. However, when looked upon as a source of toxicity in produced water these chemicals can be broadly analyzed according to their function, initial toxicity, solubility in water and treatment concentration. Obviously, all the above factors will control individual contribution of these chemicals to the final toxicity of produced-water discharge. For the purpose of reference, Table 2.10 shows the general grading of toxicity using lethal concentration values representing the 50 % mortality rate (LC50) [68]. The following analysis summarizes findings regarding production chemical use and toxicity [69].
Biocides control bacterial growth, particularly sulfate-reducing bacteria that cause corrosion or fouling. Aldehydes, quaternary ammonium salts and amine acetate salts are the most commonly used biocides. All the biocides are highly water soluble. Intermittent slug treatments at 50–200 ppm of formulation are used to obtain good control with a minimum total biocide usage. The LC50 values for biocides may vary from less than 1 to above 1000 ppm.
Scale inhibitors control deposition of common oilfield scales of calcium carbonate, calcium sulfate, strontium sulfate and barium sulfate. Three generic chemical types – phosphonates, phosphate esters and acrylic-type polymers – comprise 95 % or more of the chemical being used. All formulations are highly water soluble. A minimum concentration, typically 3–10 ppm, must be present at all times to prevent scale deposition. After squeeze treatments (relatively uncommon) the concentration of compound in the produced water may be as high as 5000 ppm for a few days. The LC50 values for scale inhibitors fall within the range 1000–11,000 ppm.
Corrosion inhibitors include compounds of the amide/imidazoline, amine or amine salt, quaternary amine and heterocyclic amine types. Oil-soluble inhibitors generally are preferred for oil production because of their great effectiveness. Continuous treatment with 10–20 ppm may be used in oil wells or pipelines. The initial LC50 values for corrosion inhibitors may be below 1 ppm. Most typical values, however, are from 1.2 to less than 10 ppm.
Emulsion breakers improve the separation of oil from water. The most common compounds are oxyalkylated alkylphenol–formaldehyde resins, polyglycol esters and alkylaryl sulfonates. Almost all formulations contain more than one of these generic types, as well as a surfactant. Virtually all components of these formulations are very insoluble in water and distribute into the oil phase. Typical use concentrations are about 25–100 ppm based on oil, with perhaps only 0.4–4 ppm distributing into the produced water. Initial LC50 values for emulsion breakers range from 3.8 to 80 ppm.
Reverse breakers are used to help remove droplets of oil from the produced water before discharge into the ocean. The two most common generic types are low molecular weight (2000–5000) polyamines and polyamine quaternary ammonium compounds. Both types are highly water soluble. Some formulations also include moderately high concentrations of aluminium, iron or zinc chlorides. Dosages of 5–25 ppm may be required, with perhaps half distributing into the discharged water. Minimum initial values of LC50 for reverse breakers can be below 1 ppm. Coagulants and flocculants are used to enhance the oil–water separation process. They are polymers similar to reverse breakers, but have a wider range of molecular weights, from 0.5 to 20 million. They are water soluble and used in concentrations from 5 to 10 ppm. Their LC50 values in the salt water environment are from 2 to 14,800 ppm.
They are, however, more toxic to freshwater organisms.
Surfactants are used for cleaning equipment, tanks and decks. The two most common types are the alkylaryl sulfonates and the ethoxylated alkylphenols, both of which are widely used in other industrial and household applications. Oil-soluble versions are available for maintenance of tank and vessel internals. The LC50 values for surfactants may be as low as 0.5 ppm.
Paraffin inhibitors prevent solid hydrocarbons from forming or sticking to the walls of the system, thereby controlling accumulations of solid hydrocarbons in the system. Vinyl polymers, sulfonate salts and mixtures of alkyl polyethers and aryl polyethers are the most common compounds. Paraffin solvents are used to remove accumulations of deposits. The solvents are usually refinery cuts and may be primarily aliphatic or aromatic, depending on the nature of the deposits. Inhibitors are usually added in the 50–300 ppm range, while the solvents may range from a few percent in a stream to near 100 % in cleaning out a vessel. All these materials are far more soluble in the oil than in the produced water. The LC50 values range from 1.5 to 42 ppm.
Gas treating chemicals include hydrate inhibitors and dehydration agents. A typical hydrate inhibitor is methanol, which has LC50 values from 8000 to 28,000 ppm. Also, glycol dehydration is a closed-loop process that may produce leaks. However, glycol toxicity is low, with LC50 values from 5000 to 50,000 ppm.
Stimulation and workover chemicals include hydrochloric acid (HCl) and workover brines. If properly used, these fluids should not contaminate produced water. Acids should be caught separately and neutralized, while toxic brines (e.g. zinc bromide) should be collected and reconditioned for reuse.
The potential effect of treating chemicals on produced-water toxicity is summarized in Table 2.11 [69]. The ‘discharge concentration’ is an estimated concentration range in the discharge pipe. The top four chemicals are all water soluble and expected to be primarily in the water phase. The biocides are the only type in which the discharge concentration is likely to be above the LC50 values, and then only for periodic, short durations. The corrosion inhibitors are the most complex type, as compounds and formulations are made to be water soluble, oil soluble or mixed soluble/dispersible. The water-soluble compounds are most likely to resemble biocides chemically but are most commonly added to injection water or gas pipelines and are not discharged to the ocean continuously. The oil-soluble corrosion inhibitors are at or below the LC50 value, except possibly for short periods after squeeze or batch treatments.
The salinity of produced water can vary from very low to saturation, depending on geology and the production process. It is believed that the impact of discharging fresh or brackish produced water into the ocean would be the same as for rain [66]. This view is supported by observations from platforms that discharge produced water with very high salt contents show that there is a lively aquatic life community present. Also, dilution of a 200,000 mg/l salt water solution, such as produced water, in a 35,000 mg/l ocean occurs very quickly. Therefore, the concentration of salt in produced water discharged offshore has little potential to cause a harmful impact on aquatic life.
References
Environmental Protection Agency (2003) EPA’s draft report on the environment, 2 July 2003
Garland E (2003) Discharge of produced water: new challenges in Europe. SPE paper no. 80585 presented at the 2003 exploration and production environmental conference, San Antonio, Texas, 10–12 March
American Petroleum Institute (2004) U.S. oil and natural gas industry’s environmental expenditures: 1993–2002, 28 January 2004
Energy Information Administration (2003) U.S. crude oil, natural gas, and natural gas liquids reserves, 2003 annual report, DOE/EIA-0216 advanced summary, September 2004
American Petroleum Institute (2000) Overview of exploration and production waste volumes and waste management practices in the United States, May 2000
Final report of the inquiry commission P-36 accident, 22 June 2001, Rio de Janeiro, Brazil; also, World awaits Roncador disaster report, Offshore Engineer, April 2001, p 12
Tanker sinks near Spain: millions of gallons of fuel oil could pose ecological disaster, Washington Post, 20 November 2002, p A-18
Stricken tanker splits, sinks off Spanish coast. Oil Gas J Online, 20 November 2002
Rusting of prestige to worsen oil spill disaster. Reuters Online, 28 January 2003
Austin D, Sauer A (2002) Changing oil: emerging environmental risks and shareholder value in the oil and gas industry. World Resources Institute, Washington, DC
Whitaker M (1999) Emerging ‘triple bottom line’ model for industry weighs environmental, economic, and social considerations. Oil Gas J, 20 December
Hirschhoth J, Jackson T, Bass L (1993) Towards prevention – the emerging environmental management paradigm. In: Jackson T, Stockholm Environmental Institute (eds) Clean production strategies. Lewis, Chelsea, pp 130–133
Baas LW, Dieleman H (1990) Cleaner technology and the River Rhine: a systematic approach. In: Maltezou S, Metry A, Irwin W (eds) Industrial risk management and clean technology. Verlag Orac, Vienna, p 139
Wojtanowicz AK (1993) Oilfield environmental control technology: a synopsis. J Pet Technol 45:166–172
Oil legacy in Louisiana. Wall Street J, 23 October 1984
Wasicek JJ (1983) Federal underground control regulations and their impact on the oil industry. J Pet Technol 35:1409–1411
State moves to regulate wastes to hit industry with added costs. Oil Gas J, 24 June 1985
Modesitt LE Jr (1987) Environmental regulations: leading the way towards restructuring the petroleum industry. J Pet Technol 39:1113–1118
Sullivan JN (1990) Excellence and the environment. J Pet Technol 42:130–133
EPA (1987) Report to congress: management of wastes from the exploration, development, and production of crude oil, natural gas and geothermal energy – volume 1: oil and gas. U.S. Environmental Protection Agency, Washington, DC, pp 11.1–11.26 and 111.5–111.29
API (1995) Characterization of exploration and production associated wastes, Production issue group – API report. American Petroleum Institute, Washington, DC
Lawrence AW, Miller JA (1995) A regional assessment of produced water treatment and disposal practices and research needs. GRI-95/0301, Gas Research Institute
Veil J (2003) An overview of applications of downhole oil/water separation systems. Paper presented at the produced water workshop, Aberdeen, Scotland, 26–27 March
Schumaker JP et al (1991) Development of an Alaskan north slope soils database for drill cuttings reclamation. SPE 22094. In: Proceedings of the international Arctic technology conference, Anchorage, AK 29–30 May, pp 321–322
Page PW et al (2003) Options for the recycling of drill cuttings. SPE paper No. 80583 presented at the 2003 exploration and production environmental conference, San Antonio, Texas, 10–12 March
U.S. Department of Energy (2003) DOE oil field takes pioneering role, Fossil Energy Techline, 20 October 2003
Ohara S, Wojtanowicz AK (1995) A drilling mud management strategy using computer-aided life-cycle analysis. In: Proceedings of the fourth international conference on application of mathematics in science and technology, Krakow, Poland, June, pp 200–21
Brandon DM, Fillo JP, Morris AE et al (1995) Biocide and corrosion inhibition use in the oil and gas industry: effectiveness and potential environmental impacts. SPE 29735. In: Proceedings of the SPE/EPA E&P environmental conference, Houston, Texas, 27–29 March, pp 431–44
Wojtanowicz AK (1991) Environmental control potential of drilling engineering: an overview of existing technologies. SPE/IADC 21954. In: Proceedings of the 1991 SPE/IADC drilling conference, Amsterdam, 11–12 March, pp 499–516
Walker TO, Simpson YP (1989) Drilling mud selection for offshore operation, Part 3. Ocean Industry, October, pp 43–46
Hou J, Luo Z (1986) The effect of rock cutting structure on rock breaking efficiency. SPE 14868, SPE 1986 international meeting on petroleum engineering
Hayatadavoudi A et al (1987) Prediction of average cutting size while drilling shales. In: Proceedings of the SPE/IADC drilling conference, New Orleans, LA, 15–18 March
Fullerton HB Jr (1973) Constant-energy drilling system for well programming. Smith Tool, Division of Smith International
Mohnot SM (1985) Characterization and control of fine particles involved in drilling. J Pet Technol 37:1622–1632
Chenevert ME, Ossisanya SO (1989) Shale/mud inhibition defined with rig-site methods. SPE Drill Eng J 4:261–268
Ritter AJ, Gerant R (1985) New optimization drilling fluid program for reactive shale formations. SPE 14247. In: Proceedings of the 60th annual technical conference and exhibition of SPE, Las Vegas, NV, 22–25 September
Bol GM (1986) The effect of various polymers and salts on borehole and cutting stability in water-base shale drilling fluids. IADC/SPE 14802. In: Proceedings of the 1986 IADC/SPE drilling conference, Dallas, TX, 10–12 February
Bourgoyne AT et al (1986) Applied drilling engineering. SPE, Richardson, p 78
Lu CF (1985) A new technique for evaluation of shale stability in the presence of polymeric drilling fluid. SPE 14249. In: Proceedings of the 60th annual technical conference and exhibition of SPE, Las Vegas, NV, 22–25 September
Baroid (1979) Manual of drilling fluid technology; Borehole instability. NL Baroid Industries, p 4
Lal M (1988) Economic and performance analysis models for solids control. SPE 18037. In: Proceedings of the 63rd annual conference and exhibition of SPE, Houston, TX, 2–5 October
Rodt G (1987) Drilling contractor proposes new methods for mud solids control optimization on the rig. SPE 16527/1. In: Proceedings of the Offshore Europe 87. Aberdeen, 8–11 September
Hoberock LL (1991) Fluid conductance and separation characteristics of oilfield screen cloths. In: Advances in filtration and separation technology, volume 3: pollution control technology for oil and gas drilling and production operations. American Filtration Society, Houston
Wojtanowicz AK et al (1987) Comparison study of solid/liquid separation techniques for oil pit closure. J Pet Technol
Thoresen KM, Hinds AA (1983) A review of the environmental acceptability and the toxicity of diesel oil substitutes in drilling fluid systems. IADC/SPE 11401. In: Proceedings of the IADC/SPE 1983 drilling conference, New Orleans, LA, 20–23 February
Jackson SA, Kwan JT (1984) Evaluation of a centrifuge drill-cuttings disposal system with a mineral oil-based fluid on Gulf Coast offshore drilling vessels. SPE 14157. In: Proceedings of the SPE annual technical conference and exhibition. Houston, TX, 16–19 September
Bennett RB (1983) New drilling fluid technology – mineral oil mud. IADC/SPE 11355. In: Proceedings of the 1983 drilling conference, New Orleans, LA, 20–23 February
Boyd PA et al (1983) New base oil used in low-toxicity oil muds. SPE 12119. In: Proceedings of the 58th annual technical conference and exhibition, San Francisco, CA, 5–8 October
Hoiland H et al (1986) The nature of bonding of oil to drill cuttings. In: Oil-based drilling fluids. Norwegian State Pollution Control Authority, Trondheim, pp 24–26
Cline JT et al (1989) Wettability preferences of minerals used in oil-based drilling fluids. SPE 188476. In: Proceedings of the SPE international symposium on oilfield chemistry, Houston, TX, 8–10 February
Candler J et al (1992) Sources of mercury and cadmium in offshore drilling discharges. SPE Drill Eng 7:279–283
Jacobs RPWM et al (1992) The composition of produced water from Shell operated oil and gas production in the North Sea. In: Ray JP (ed) Produced water. Plenum Press, New York, pp 13–21
Reilly WK, O’Farrell T, Rubin MR (1991) Development document for 1991 proposed effluent limitation guidelines and new source performance standards for the offshore subcategory of the oil and gas extraction point source category. U.S. Environmental Protection Agency, Washington, DC
Daly DJ, Mesing G (1993) Gas industry-related produced-water management demographics. Gas Research Institute, GRI Contract No. 5090–253–1988 and 5090–253–1930 (Draft report)
Ambrose AW (1921) Analysis of oil-field water problems. AIME 65:245–268
Veil JA, Clark CE (2009) Produced water volumes and management practices in the United States. Report for U.S. DOE, National Energy Technology Laboratory, September
API (2000) Overview of exploration and production waste volumes and waste management practices in the United States. ICF Consulting for American Petroleum Institute, Washington, DC
Khatib Z, Verbeek P (2002) Water to value – produced water management for sustainable field development of mature and green fields. SPE 73853. In: Proceedings of the SPE international conference on health, safety and environment in oil and gas exploration and production, Kuala Lumpur, Malaysia, 20–22 March
Schlumberger (2000) Water control. Oilfield Rev 12(1)
Khatib Z (2007) Produced water management: is it a future legacy or a business opportunity for field development, IPTC 11624. In: Proceedings of the international petroleum technology conference, Dubai, U.A.E., 4–6 December
Lee R et al (2002) Strategies for produced water handling in New Mexico. In: Proceedings of the ground water protection council produced water conference, Colorado Springs, CO, 16–17 October
Matovitch MA (1978) The existence of effects of water soluble organic components in produced brine. Report to EPA Region IV, Shell, 26 May
Swisher MD, Wojtanowicz AK (1995) In situ-segregated production of oil and water – a production method with environmental merit: field application. SPE 29693. In: Proceedings of the SPE/EPA exploration & production environmental conference, Houston, TX, 27–29 March
Swisher MD, Wojtanowicz AK (1995) New dual completion method eliminates bottom water coning. SPE 30697. In: Proceedings of the SPE annual technical conference and exhibition, volume: production, Dallas, TX, 22–25 October, pp 549–55
Otto GH (1990) Oil and grease discharge characteristics of methods 413.1 and 503E, vol 42, Platform study. Report to offshore operators committee, University of Houston, Houston, TX
Stephenson MT (1992) A survey of produced water studies. In: Ray JP, Engelhart FR (eds) Produced water. Plenum Press, New York, pp 1–11
Brown JS, Neff JM, Williams JW (1990) The chemical and toxicological characterization of freon extracts of produced water. Report to offshore operators committee, Battelle Memorial Institute, Duxbury, MA
Ayers RC, Sauer TC, Anderson PW (1985) The generic mud concept for NPDES permitting of offshore drilling discharges. J Pet Technol 37:475
Hudgins CM Jr (1992) Chemical treatment and usage in offshore oil and gas production systems. J Pet Technol 44:604–611
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2016 Springer International Publishing Switzerland
About this chapter
Cite this chapter
Wojtanowicz, A.K. (2016). Environmental Control Technology for Oilfield Processes. In: Orszulik, S. (eds) Environmental Technology in the Oil Industry. Springer, Cham. https://doi.org/10.1007/978-3-319-24334-4_2
Download citation
DOI: https://doi.org/10.1007/978-3-319-24334-4_2
Published:
Publisher Name: Springer, Cham
Print ISBN: 978-3-319-24332-0
Online ISBN: 978-3-319-24334-4
eBook Packages: Chemistry and Materials ScienceChemistry and Material Science (R0)