
Abstract
The world has a wide variety of biofeedstocks. Biomass is a term used to describe any material of recent biological origin, including plant materials such as trees, grasses, agricultural crops, or animal manure. In this chapter, the formation of biomass by photosynthesis and the different mechanisms of photosynthesis giving rise to biomass classification are discussed. Then, these classifications and composition of biomass are explained. The various methods used to make biomass amenable for energy, fuel, and chemical production are discussed next. These methods include pretreatment of biomass, biochemical routes of conversion like fermentation, anaerobic digestion, transesterification, and thermochemical routes like gasification and pyrolysis. An overview of current and future biomass feedstock materials, for example, algae, perennial grass, and other forms of genetically modified plants, is described including the current feedstock availability in the United States.
Access provided by CONRICYT-eBooks. Download reference work entry PDF
Similar content being viewed by others


Keywords
These keywords were added by machine and not by the authors. This process is experimental and the keywords may be updated as the learning algorithm improves.
Introduction
The world is dependent heavily on coal, petroleum, and natural gas for energy and fuel and as feedstock for chemicals. These sources are commonly termed as fossil or nonrenewable resources. Geological processes formed fossil resources over a period of millions of years by the loss of volatile constituents from plant or animal matter. The human civilization has seen a major change in obtaining its material needs through abiotic environment only recently. Plant-based resources were the predominant source of energy, organic chemicals, and fibers in the western world as recently as 200 years ago, and the biotic environment continues to play a role in many developing countries. The discovery of coal and its usage has been traced back to fourth century B.C. Comparatively, petroleum was a newer discovery in the nineteenth century, and its main use was to obtain kerosene for burning oil lamps. Natural gas, a mixture containing primarily methane, is found associated with the other fossil resources, for example, in coal beds. The historical, current, and projected use of fossil resources for energy consumption is given in Fig. 1. Petroleum, coal, and natural gas constitute about 86 % of resource consumption in the United States. The remaining 8 % comes from nuclear, and 6 % comes from renewable energy. Approximately 3 % of total crude petroleum is currently used for the production of chemicals, the rest being used for energy and fuels.

Energy consumption in the United States, 1980–2035 (EIA 2010)
The fossil resources are extracted from the earth’s crust, processed, and burnt or converted to chemicals. The proven reserves, in North America, for coal were 276,285 million tons (equivalent to 5,382 EJ [exajoule = 1018 J]) in 1990, for oil were 81 billion barrels (equivalent to 476 EJ) in 1993, and for natural gas were 329 × 103 billon ft3 (equivalent to 347 EJ) in 1993 (Klass 1998). The United States has considerable reserves of crude oil, but the country is also dependent on oil imports from other countries for meeting the energy requirements. The crude oil price has fluctuated over the past 40 years, the most recent price increase over $130 per barrel being in 2008. The EIA published a projection of the price of crude oil over the next 25 years, where high and a low projections were given in addition to the usual projection of crude oil price, as shown in Fig. 2 (EIA 2010). The projection shows a steady increase in price of crude to above $140 per barrel in 2035. With a high price trend, the crude can cost over $200 per barrel.

Oil prices (in 2008 dollars per barrel), historical data, and projected data (Adapted from EIA (2010))
The fossil resources are burnt or utilized for energy, fuels, and chemicals. The process for combustion of fossil resources involves the oxidation of carbon and hydrogen atoms to produce carbon dioxide and water vapor and releasing heat from the reactions. Impurities in the resource, such as sulfur, produce sulfur oxides, and incomplete combustion of the resource produces methane. The Intergovernmental Panel on Climate Change identified that changes in atmospheric concentration of greenhouse gases (GHG), aerosols, land cover, and solar radiation alter the energy balance of the climate system (IPCC 2007). These changes are also termed as climate change. The green house gases include carbon dioxide, methane, nitrous oxide, and fluorinated gases. Atmospheric concentrations of carbon dioxide (379 ppm) and methane (1,774 ppb) in 2005 were the highest amounts recorded on the earth (historical values computed from ice cores spanning many thousands of years) till date. The IPCC report states that global increases in CO2 concentrations are attributed primarily to fossil resource use. In the United States, there was approximately 5,814 million metric tons of carbon dioxide released into the atmosphere in 2008, and this amount is projected to increase to 6,320 million metric tons in 2035 (EIA 2010) as shown in Fig. 3.

Carbon dioxide emissions in 2008 (current) and 2035 (projected) due to fossil feedstock usage (Adapted from EIA (2010))
The increasing trends in resource consumption, resource material cost, and consequent increase carbon dioxide emissions from anthropogenic sources indicate that a reduction of fossil feedstock usage is necessary to address climate change. This has prompted world leaders, organizations, and companies to look for alternative ways to obtain energy, fuels, and chemicals.
Thus, carbon fixed naturally in fossil and nonrenewable resources over millions of years is released to the atmosphere by anthropogenic sources. A relatively faster way to convert the atmospheric carbon dioxide into useful resources is by photosynthetic fixation into biomass. The life cycle of the fossil resources showed that the coal, petroleum, and natural gas all are derivatives of decomposed biomass on the earth’s surface trapped in geological formations. Thus, biomass, being a precursor to the conventional nonrenewable resources, can be used as fuel, generate energy, and produce chemicals with some modifications to existing processes.
Biomass can be classified broadly as all the matter on earth’s surface of recent biological origin. Biomass includes plant materials such as trees, grasses, agricultural crops, and animal manure. Aquatic plants, such as algae, also undergo photosynthesis and provide good sources for carbohydrates and lipids. Just as petroleum and coal require processing before the use as feedstock for the production of fuels, chemicals, and energy, biomass also requires processing such that the resource potential can be utilized fully. As explained earlier, biomass is a precursor to fossil feedstock, and a comparison between the biomass energy content and fossil feedstock energy content is required. The heating value of fuel is the measure of heat released during the complete combustion of fuel at a given reference temperature and pressure. The higher or gross heating value is the amount of heat released per unit weight of fuel at the reference temperature and pressure, taking into account the latent heat of vaporization of water. The lower or net heating value is the heat released by fuel excluding the latent heat of vaporization of water. The higher heating values of some bioenergy feedstocks, liquid biofuels, and conventional fossil fuels are given in Table 1. It can be seen from the table that the energy content of the raw biomass species is less than bioethanol, and biodiesel compares almost equally to the traditional fossil fuels.
This chapter gives an outline for the use of biomass as feedstock. The following sections will discuss various methods for biomass formation, biomass composition, conversion technologies, and feedstock availability.
Biomass Formation
Biomass is the photosynthetic sink by which atmospheric carbon dioxide and solar energy are fixed into plants (Klass 1998). These plants can be used to convert the stored energy in the form of fuels and chemicals. The primary equation of photosynthesis is given by Eq. 1:
The photosynthesis process utilizes inorganic material (carbon dioxide and water) to form organic compounds (hexose) and releases oxygen. The Gibbs free energy change for the process is +470 KJ per mole of CO2 assimilated, and the corresponding enthalpy change is +470 KJ. The positive sign on the energy denotes that energy is absorbed in the process. The initial product for biochemical reactions for photosynthetic assimilation is sugars. Secondary products are derived from key intermediates of the biochemical reactions and include polysaccharides, lipids, and proteins. A wide range of other organic compounds may also be produced in certain biomass species, such as simple low molecular weight organic chemicals (e.g., acids, alcohols, aldehydes, and ethers), complex alkaloids, nucleic acids, pyrroles, steroids, terpenes, waxes, and high molecular weight polymers such as polyisoprenes. A detailed description of how these components are formed from the intermediates is beyond the scope of this chapter. The basic reactions for photosynthesis will be discussed in this section, and the key products will be explained.
Photosynthesis is a two-phase process comprising of the “light reactions” (in the presence of light) and “dark reactions” (in the absence of light). The light reactions capture light energy and convert it to chemical energy and reducing power. In the dark reactions, chemical energy and the reducing power from light reactions are used to fix atmospheric carbon dioxide.
The light reaction in photosynthesis is explained using the “Z-scheme” diagram as shown in Fig. 4 (Drapcho et al. 2008). Solar energy in the wavelength range of 400–700 nm is captured by chlorophylls within the cells of plants and microorganisms like green algae or cyanobacteria. The flow of electrons is shown in Fig. 4. Two photosystems, photosystem I and photosystem II, are used in the light reactions. All the terms in Fig. 4 are not explained in this text, but the most important intermediates are listed below the figure. In photosystem II (PSII), light energy at 680 nm wavelength is used to split water molecules as shown in Eq. 2:

Z-scheme of biomass photosynthesis P680 and P700 is the chlorophylls of the photosystem II and I, respectively. (MSP manganese stabilizing protein, Ph pheophytin, Q quinone, Cyt cytochrome, PC plastocyanin, FeS nonheme iron-sulfur protein, Fd ferredoxin) (Adapted from Drapcho et al. (2008))
The electrons are accepted by the chlorophyll in PSII and reduce it from a reduction potential of +1 V to approximately −0.8 V. The electrons are then transferred to photosystem I (PSI) through a series of membrane-bound electron carrier molecules. ATP (adenosine triphosphate) is produced as the electrons are transferred due to a proton-motive force that develops as protons are pumped across the thylakoid membrane. Acceptance of the electron reduces the potential of PSI to approximately −1.4 V. The reduction potential of PSI is then sufficient to reduce ferrodoxin, which in turn reduces NADP+ to NADPH. This NADPH is used to reduce inorganic carbon for new cell synthesis.
Thus, the light reactions are common to all plant types, where eight photons per molecule of carbon dioxide excite chlorophyll to generate ATP (adenosine triphosphate) and NADPH (reduced nicotinamide adenosine dinucleotide phosphate) along with oxygen (Klass 1998). The “Z-scheme” transfers electrons from a low chemical potential in water to a higher chemical potential in NADPH, which is necessary to reduce CO2.
The ATP and NADPH produced in the light reactions react in the dark to reduce CO2 and form the organic components in biomass via the dark reactions and regenerate ADP (adenosine diphosphate) and NADP+ (nicotinamide adenosine dinucleotide phosphate) for the light reactions. The biochemical pathways and organic intermediates involved in the reduction of CO2 to sugars determine the molecular events of biomass growth and differentiate between various kinds of biomass.
In photosynthesis, CO2 enters the leaves or stems of biomass through stoma, the small intercellular openings in the epidermis. These openings provide main route for photosynthetic gas exchange and water vapor loss in transpiration. The dark reactions can proceed in accordance with at least three different pathways, the Calvin-Benson cycle, the C4 cycle, and the CAM cycle, as discussed in the following sections.
The Calvin-Benson Cycle
The Calvin-Benson cycle is shown in Fig. 5. The overall reaction for the Calvin cycle is given in Eq. 3. Plant biomass species, which use the Calvin-Benson cycle to form products, are called the C3 plants (Klass 1998).

Calvin-Benson cycle for photosynthesis (Adapted from Drapcho et al. (2008))
This cycle produces the 3-carbon intermediate 3-phosphoglyceric acid (3-phosphoglycerate) and is common to fruits, legumes, grains, and vegetables. C3 plants usually exhibit low rates of photosynthesis at light saturation, low light saturation points, sensitivity to oxygen concentration, rapid photorespiration, and high CO2 compensation points. The light saturation point is the light intensity beyond which it is not a limiting factor for photosynthesis. The CO2 compensation point is the CO2 concentration in the surrounding environment below which more CO2 is respired by the plant than is photosynthetically fixed. Typical C3 biomass species are alfalfa, barley, chlorella, cotton, Eucalyptus, Euphorbia lathyris, oats, peas, potato, rice, soybean, spinach, sugar beet, sunflower, tall fescue, tobacco, and wheat. These plants grow favorably in cooler climates.
The C4 Cycle
The C4 cycle is shown in Fig. 6. In this cycle, CO2 is initially converted to 4-carbon dicarboxylic acids (malic or aspartic acids) (Klass 1998). Phosphoenolpyruvic acid reacts with carbon dioxide to form oxaloacetic acid. Malic or aspartic acid is formed from the oxaloacetic acid. The C4 acid is transported to bundle sheath cells where decarboxylation occurs to regenerate pyruvic acid, which is returned to the mesophyll cells to initiate another cycle. The CO2 liberated in the bundle sheath cells enter the C3 cycle described above, and it is in this C3 cycle where the CO2 fixation occurs. The subtle difference between the C3 and C4 cycles is believed to be responsible for the wide variations in biomass properties. Compared to C3 biomass, C4 biomass is produced in higher yields with higher rates of photosynthesis, high light saturation points, and low levels of respiration, low carbon dioxide compensation points, and greater efficiency of water usage. Typical C4 biomass includes crops such as sugarcane, corn, and sorghum and tropical grasses like Bermuda grass.

Biochemical pathway from carbon dioxide to glucose for C4 biomass (Adapted from Klass (1998))
The CAM Cycle
The CAM cycle is the crassulacean acid metabolism cycle, which refers to the capacity of chloroplast containing biomass tissues to fix CO2 in dark reactions leading to synthesis of free malic acid (Klass 1998). The mechanism involves β-carboxylation of phosphoenolpyruvic acid by phosphoenolpyruvate carboxylase enzyme and the subsequent reduction of oxaloacetic acid by maleate dehydrogenase. Biomass species in the CAM category are typically adapted to arid environments and have low photosynthesis rates and higher water usage efficiencies. Plants in this category include cactus and succulents like pineapple. The CAM has evolved so that the initial CO2 fixation can take place in the dark with much less water loss than C3 or C4 pathways. CAM biomass also conserves carbon by recycling endogenously formed CO2. CAM biomass species have not been exploited commercially for use as biomass feedstock.
Thus, different photosynthetic pathways produce different intermediates leading to different kinds of biomass. The following section discusses the different components in biomass.
Biomass Classification and Composition
The previous section gave the mechanisms for the formation of biomass by photosynthesis. The classification and composition of biomass will be discussed in this section. Biomass can be classified into two major subdivisions, crop biomass and wood (forest) biomass. There are other sources of biomass, like waste from municipal areas and animal wastes, but these can be traced back to the two major sources. Crop biomass primarily includes corn, sugarcane, sorghum, soybeans, wheat, barley, rice, etc. These contain carbohydrates, glucose, starch, or oils as its primary constituents. Wood biomass is composed of cellulose, hemicellulose, and lignin. Examples of woody biomass include grasses, stalks, stover, etc. Starch and cellulose are both polymeric forms of glucose, a 6-carbon sugar. Hemicellulose is a polymer of xylose. Lignin is composed of phenolic polymers. Oils are composed of triglycerides. Other biomass components, which are generally present in minor amounts, include proteins, sterols, alkaloids, resins, terpenes, terpenoids, and waxes.
Apart from crop and woody biomass, a class of microorganisms exist which are capable of producing biomass. These are single-celled organisms like algae or cyanobacteria and have the capability of photosynthesis to produce oils, carbohydrates, proteins, etc. These are discussed in details in a later section.
The components of biomass are discussed in details below.
Saccharides and Polysaccharides
Saccharides and polysaccharides are hydrocarbons with the basic chemical structure of CH2O. The hydrocarbons occur in nature as 5-carbon or 6-carbon ring structure. The ring structures may contain only one or two connected rings, which are known as monosaccharides, disaccharides, or simply as sugars, or they may be very long polymer chains of the sugar building blocks.
The simplest six-sided saccharide (hexose) is glucose. Long-chained polymers of glucose or other hexoses are categorized either as starch or cellulose. The characterization is discussed in the following sections. The simplest five-sided sugar (pentose) is xylose. Pentoses form long-chain polymers categorized as hemicellulose. Some of the common 6-carbon and 5-carbon monosaccharides are listed in Table 2.
Starch is a polymer of glucose as the monomeric unit (Paster et al. 2003). It is a mixture of α- amylose and amylopectin as shown in Fig. 7. α-Amylose is a straight chain of glucose molecules joined by α-1,4-glucosidic linkages as shown in Fig. 7a. Amylopectin and amylase are similar except that short chains of glucose molecules branch off from the main chain (backbone) as shown in Fig. 7b. Starches found in nature contain 10–30 % α-amylose and 70–90 % amylopectin. The α-1,4-glycosidic linkages are bent and prevent the formation of sheets and subsequent layering of polymer chains. As a result, starch is soluble in water and relatively easy to break down into utilizable sugar units.

Structure of starch; (a) α-amylose; (b) amylopectin
Lignocellulosic Biomass
The non-grain portion of biomass (e.g., cobs, stalks), often referred to as agricultural stover or residues, and energy crops such as switchgrass are known as lignocellulosic biomass resources (also called cellulosic). These are comprised of cellulose, hemicellulose, and lignin (Paster et al. 2003). Generally, lignocellulosic material contains 30–50 % cellulose, 20–30 % hemicellulose, and 20–30 % lignin. Figure 8a illustrates how cellulose, hemicellulose, and lignin are physically mixed in lignocellulosic biomass. Figure 8b illustrates how pretreatment is necessary to break the polymeric chains before cellulose and hemicellulose can be used for chemical conversions. Some exceptions to this are cotton (98 % cellulose) and flax (80 % cellulose). Lignocellulosic biomass is considered to be an abundant resource for the future bio-industry. Recovering the components in a cost-effective way requires pretreatment processes discussed in a later section.

(a) Physical arrangement of lignocellulosic biomass; (b) lignocellulosic biomass after pretreatment
Cellulose
Cellulosic biomass comprises 35–50 % of most plant material. Cellulose is a polymer of glucose with degree of polymerization of 1,000–10,000 (Paster et al. 2003). Cellulose is a linear unbranched polymer of glucose joined together by β − 1,4-glycosidic linkages as shown in Fig. 9. Cellulose can either be crystalline or amorphous. Hydrogen bonding between chains leads to chemical stability and insolubility and serves as a structural component in plant walls. The high degree of crystallinity of cellulose makes lignocellulosic materials much more resistant than starch to acid and enzymatic hydrolysis. As the core structural component of biomass, cellulose is also protected from environmental exposure by a sheath of lignin and hemicellulose. Extracting the sugars of lignocellulosics therefore involves a pretreatment stage to reduce the recalcitrance (resistance) of the biomass to cellulose hydrolysis.

Structure of cellulose
Hemicellulose
Hemicellulose is a polymer containing primarily 5-carbon sugars such as xylose and arabinose with some glucose and mannose dispersed throughout (Paster et al. 2003). The structure of xylose is shown in Fig. 10. It forms a short-chain polymer that interacts with cellulose and lignin to form a matrix in the plant wall, thereby strengthening it. Hemicellulose is more easily hydrolyzed than cellulose. Much of the hemicellulose in lignocellulosic materials is solubilized and hydrolyzed to pentose and hexose sugars during the pretreatment stage. Some of the hemicellulose is too intertwined with the lignin to be recoverable.

Structure of xylose, building block of hemicellulose
Lignin
Lignin helps to bind the cellulose/hemicelluloses matrix while adding flexibility to the mixture. The molecular structure of lignin polymers is very random and disorganized and consists primarily of carbon ring structures (benzene rings with methoxyl, hydroxyl, and propyl groups) interconnected by polysaccharides (sugar polymers) as shown in Fig. 11. The ring structures of lignin have great potential as valuable chemical intermediates, mainly aromatic compounds. However, separation and recovery of the lignin is difficult. It is possible to break the lignin-cellulose-hemicellulose matrix and recover the lignin through treatment of the lignocellulosic material with strong sulfuric acid. Lignin is insoluble in sulfuric acid, while cellulose and hemicellulose are solubilized and hydrolyzed by the acid. However, the high acid concentration promotes the formation of degradation products that hinder the downstream utilization of the sugars. Pyrolysis can be used to convert the lignin polymers to valuable products, but separation techniques to recover the individual chemicals are lacking. Instead, the pyrolyzed lignin is fractionated into a bio-oil for fuels and high phenolic content oil which is used as a partial replacement for phenol in phenol-formaldehyde resins.

Structure of lignin (Glazer and Nikaido 1995)
Lipids, Fats, and Oils
Oils can be obtained from oilseeds like soybean, canola, etc. Vegetable oils are composed primarily of triglycerides, also referred to as triacylglycerols. Triglycerides contain a glycerol molecule as the backbone with three fatty acids attached to glycerol’s hydroxyl groups. The structure of a triglyceride is shown in Fig. 12 with linoleic acid as the fatty acid chain. In this example, the three fatty acids are all linoleic acid, but triglycerides could be a mixture of two or more fatty acids. Fatty acids differ in chain length and degree of condensation. The fatty acid profile and the double bonds present determine the property of the oil. These can be manipulated to obtain certain performance characteristics. In general, the greater the number of double bonds, the lower the melting point of the oil.

Formation of triglycerides (linoleic acid as representative fatty acid chain)
Proteins
Proteins are polymers composed of natural amino acids, bonded together through peptide linkages (Klass 1998). They are formed via condensation of the acids through the amino and carboxyl groups by removal of water to form polyamides. Proteins are present in various kinds of biomass as well as animals. The concentration of proteins may approach zero in different biomass systems, but the importance of proteins arises while considering enzyme catalysis that promotes the various biochemical reactions. The apparent precursors of the proteins are amino acids in which an amino group, or imino group in a few cases, is bonded to the carbon atom adjacent to the carboxyl group. Many amino acids have been isolated from natural sources, but only about 20 of them are used for protein biosynthesis. These amino acids are divided into five families: glutamate, aspartate, aromatic, serine, and pyruvate. The various amino acids under these groups are shown in Table 3.
Table 4 gives the composition of some biomass species based on the above components. The biomass types are marine, fresh water, herbaceous, woody, and waste biomass, and a representative composition is given in the table. Other components not included in the composition are ash and crude protein.
Biomass Conversion Technologies
The conversion of biomass involves the treatment of biomass so that the solar energy stored in the form of chemical energy in the biomass molecules can be utilized. Common biomass conversion routes begin with pretreatment in case of cellulosic and grain biomass and extraction of oil in case of oilseeds. Then the cellulosic or starch containing biomass undergoes fermentation (anaerobic or aerobic), gasification, or pyrolysis. The oil in oilseeds is transesterified to get desired product. There are other process technologies including hydroformylation, metathesis, and epoxidation, related with direct conversion of oils to fuels and chemicals, the details of which are not included in this chapter.
Biomass Pretreatment
Biomass is composed of components such as starch, sugars, cellulose, hemicellulose, lignin, fats, oils, etc., as described in the previous section. Often two or more of these components are physically mixed with each other, and a pretreatment is necessary before the chemical energy in biomass molecules can be utilized in a useful way. For example, lignocellulosic biomass is composed of cellulose, hemicelluloses, and lignin. The cellulose and hemicelluloses are polysaccharides of hexose and pentose. Any process that uses biomass needs to be pretreated so that the cellulose and hemicellulose in the biomass are broken down to their monomeric form. Pretreatment processes produce a solid pretreated biomass residue that is more amenable to enzymatic hydrolysis by cellulases and related enzymes than native biomass. Biocatalysts like yeasts and bacteria can act only on the monomers and ferment them to alcohols, lactic acid, etc. The pretreatment process also removes the lignin in biomass which is not acted upon by enzymes or fermented further.
Pretreatment usually begins with a physical reduction in the size of plant material by milling, crushing, and chopping (Teter et al. 2006). Some of the equipment used in the industry for size reduction include rotary breaker, roll crusher, hammer mill, impactor, tumbling mill, and roller mill. The size of biomass particles needs to be reduced to nominal size of 1–6 mm (Womac et al. 2007). For example, in the processing of sugarcane, the cane is first cut into segments and then fed into consecutive rollers to extract cane juice rich in sucrose and physically crush the cane, producing a fibrous bagasse having the consistency of sawdust. In the case of corn stover processing, the stover is chopped with knives or ball milled to increase the exposed surface area and improve wettability. Corn is hammer milled to flour before it is transferred to cook tanks.
The physical reduction in size enables a wider surface area to come in contact for further chemical conversions. However, physical size reduction is an energy-intensive process, and an optimum size reduction is required to balance energy consumption and conversion efficiency. For example, recent research in corn fermentation using finer ground corn enables the liquefaction to be conducted at lower temperatures, and this process is known as cold starch hydrolysis .
After the physical disruption process, the biomass may be chemically treated to remove lignin. This is shown in Fig. 8b. Lignin forms a coating on the cellulose microfibrils in untreated biomass, thus making the cellulose unavailable for enzyme or acid hydrolysis. Lignin also absorbs some of the expensive cellulose-active enzymes.
The following chemical pretreatment processes are employed for biomass conversion.
Hot wash pretreatment: This pretreatment concept was developed at the National Renewable Energy Laboratory and uses hot water or hot dilute acids at temperatures above 135 °C to wash out the solubilized lignin and hemicellulosic sugars (Tucker et al. 2011). The hot wash pretreatment process involves the passage of hot water through heated stationary biomass and is responsible for solubilization of the hemicellulose fraction (Teter et al. 2006). The hemicellulose is converted to pentose oligomers by this process which needs to be further converted to respective monosaccharides before fermentation. The performance of this pretreatment process depends on temperature and flow rate, requiring about 8–16 min. About 46 % of lignin is removed at high rates and temperatures. The hydrothermal process does not require acid resistant material for the reactors, but water use and recovery costs are disadvantages to the process.
Acid hydrolysis: Hydrolysis is a chemical reaction or process where a chemical compound reacts with water. The process is used to break complex polymer structures into its component monomers. The process can be used for the hydrolysis of polysaccharides like cellulose and hemicelluloses (Katzen and Schell 2006). When hydrolysis is catalyzed by the presence of acids like sulfuric, hydrochloric, nitric, or hydrofluoric acids, the process is called acid hydrolysis. The reactions for hydrolysis can be expressed as in reaction given by Eqs. 4 and 5:
The desired products of hydrolysis are the glucose and xylose. Under severe conditions of high temperature and acid concentrations, the product tends to form hydroxymethylfurfural, furfural, and the tars.
Dilute sulfuric acid is inexpensive in comparison to the other acids. It has also been studied and the chemistry well known for acid conversion processes (Katzen and Schell 2006). Biomass is mixed with a dilute sulfuric acid solution and treated with steam at temperatures ranging from 140 °C to 260 °C. Xylan is rapidly hydrolyzed in the process to xylose at low temperatures of 140–180 °C. At higher temperatures, cellulose is depolymerized to glucose, but the xylan is converted to furfural and tars. The pretreatment conditions used in lignocellulosic biomass (corn stover) feedstock-based ethanol process by (Aden et al. 2002) were acid concentration of 1.1 %, residence time of 2 min, temperature maintained at 190 °C, and a pressure of 12.1 atm.
Concentrated acids at low temperatures (100–120 °C) are used to hydrolyze cellulose and hemicelluloses to sugars (Katzen and Schell 2006). Higher yields of sugars are obtained in this case with lower conversion to tars. The viability of this process depends on low-cost recovery of expensive acid catalysts.
Enzymatic hydrolysis: Acid hydrolysis explained in the previous section has a major disadvantage where the sugars are converted to degradation products like tars. This degradation can be prevented by using enzymes favoring 100 % selective conversion of cellulose to glucose. When hydrolysis is catalyzed by such enzymes, the process is known as enzymatic hydrolysis (Katzen and Schell 2006). The temperature and pressure for enzymatic hydrolysis depend on the particular enzyme and its tolerance to a particular temperature. A detailed discussion of the particular temperatures for enzymes is beyond the scope of this chapter.
Enzymatic hydrolysis is carried out by microorganisms like bacteria, fungi, protozoa, insects, etc. (Teter et al. 2006). Advancement of gene sequencing in microorganisms has made it possible to identify the enzymes present in them which are responsible for the biomass degradation. Bacteria like Clostridium thermocellum, Cytophaga hutchinsonii, Rubrobacter xylanophilus, etc., and fungi like Trichoderma reesei and Phanerochaete chrysosporium have revealed enzymes responsible for carbohydrate degradation.
Based on their target material, enzymes are grouped into the following classifications (Teter et al. 2006). Glucanases or cellulases are the enzymes that participate in the hydrolysis of cellulose to glucose. Hemicellulases are responsible for the degradation of hemicelluloses. Some cellulases have significant xylanase or xyloglucanase side activity which makes it possible for use in degrading both cellulose and hemicelluloses.
Ammonia fiber explosion: This process uses ammonia mixed with biomass in a 1:1 ratio under high pressure (21 atm) at temperatures of 60–110 °C for 5–15 min, and then there is explosive pressure release. This process, also referred to as the AFEX process, improves saccharification rates of various herbaceous crops and grasses. The pretreatment does not significantly solubilize hemicellulose compared to acid pretreatment. The conversions achieved depend on the composition of feedstock, e.g., over 90 % hydrolysis of cellulose and hemicellulose was obtained after AFEX pretreatment of Bermuda grass (Sun and Cheng 2002). The volatility of ammonia makes it easy to recycle the gas (Teter et al. 2006).
Fermentation
The pretreatment of biomass is followed by the fermentation process where pretreated biomass containing 5-carbon and 6-carbon sugars is catalyzed with biocatalysts to produce desired products. Fermentation refers to enzyme catalyzed, energy yielding chemical reactions that occur during the breakdown of complex organic substrates in presence of microorganisms (Klass 1998). The microorganisms used for fermentation can be yeast or bacteria. The microorganisms feed on the sucrose or glucose released after pretreatment and converts them to alcohol and carbon dioxide. The simplest reaction for the conversion of glucose by fermentation is given in Eq. 6:
An enzyme catalyst is highly specific, catalyzes only one or a small number of reactions, and a small amount of enzyme is required. Enzymes are usually proteins of high molecular weight (15,000 < MW < several million Daltons) produced by living cells. The catalytic ability is due to the particular protein structure, and a specific chemical reaction is catalyzed at a small portion of the surface of an enzyme, called an active site (Klass 1998). Enzymes have been used since early human history without knowing how they worked. Enzymes have been used commercially since the 1890s when fungal cell extracts were used to convert starch to sugar in brewing vats.
Microbial enzymes include cellulase, hemicellulase, catalase, streptokinase, amylase, protease, clipase, pectinase, glucose isomerase, lactase, etc. The type of enzyme selection determines the end product of fermentation.
The growth of the microbes requires a carbon source (glucose, xylose, glycerol, starch, lactose, hydrocarbons, etc.) and a nitrogen source (protein, ammonia, corn steep liquor, diammonium phosphate, etc.). Many organic chemicals like ethanol, succinic acid, itaconic acid, lactic acid, etc., can be manufactured using live organisms which have the required enzymes for converting the biomass. Ethanol is produced by the bacteria Zymomonas mobilis or yeast Saccharomyces cerevisiae. Succinic acid is produced in high concentrations by Actinobacillus succinogenes obtained from rumen ecosystem (Lucia et al. 2007). Other microorganisms capable of producing succinic acid include propionate producing bacteria of the Propionibacterium genus, gastrointestinal bacteria such as Escherichia coli, and rumen bacteria such as Ruminococcus flavefaciens. Lactic acid is produced by a class of bacteria known as lactic acid bacteria (LAB) including the genera Lactobacillus, Lactococcus, Leuconostoc, Enterococcus, etc. (Axelsson 2004).
Commercial processes for corn wet milling and dry milling operations and the fermentation process for lignocellulosic biomass through acid hydrolysis and enzymatic hydrolysis are discussed in details in chapter “Chemicals from Biomass.”
Anaerobic Digestion
Anaerobic digestion of biomass is the treatment of biomass with a mixed culture of bacteria to produce methane (biogas) as a primary product. The four stages of anaerobic digestion are hydrolysis, acidogenesis, acetogenesis, and methanogenesis as shown in Fig. 13.

Anaerobic digestion process
In the first stage, hydrolysis, complex organic molecules are broken down into simple sugars, amino acids, and fatty acids with the addition of hydroxyl groups. In the second stage, acidogenesis, volatile fatty acids (e.g., acetic, propionic, butyric, valeric) are formed along with ammonia, carbon dioxide, and hydrogen sulfide. In the third stage, acetogenesis, simple molecules from acidogenesis are further digested to produce carbon dioxide, hydrogen, and organic acids, mainly acetic acid. Then in the fourth stage, methanogenesis, the organic acids are converted to methane, carbon dioxide, and water.
Anaerobic digestion can be conducted either wet or dry where dry digestion has a solid content of 30 % or greater, and wet digestion has a solid content of 15 % or less. Either batch or continuous digester operations can be used. In continuous operations, there is a constant production of biogas; while batch operations can be considered simpler, the production of biogas varies.
The standard process for anaerobic digestion of cellulose waste to biogas (65 % methane-35 % carbon dioxide) uses a mixed culture of mesophilic or thermophilic bacteria (Kebanli 1981). Mixed cultures of mesophilic bacteria function best at 37–41 °C, and thermophilic cultures function best at 50–52 °C for the production of biogas. Biogas also contains small amount hydrogen and a trace of hydrogen sulfide, and it is usually used to produce electricity. There are two by-products of anaerobic digestion: acidogenic digestate and methanogenic digestate. Acidogenic digestate is a stable organic material comprised largely of lignin and chitin resembling domestic compost, and it can be used as compost or to make low-grade building products such as fiberboard. Methanogenic digestate is a nutrient-rich liquid, and it can be used as a fertilizer but may include low levels of toxic heavy metals or synthetic organic materials such as pesticides or PCBs depending on the source of the biofeedstock undergoing anaerobic digestion.
Kebanli et al. (1981) give a detailed process design along with pilot unit data for converting animal waste to fuel gas which is used for power generation. A first-order rate constant, 0.011 ± 0.003 per day, was measured for the conversion of volatile solids to biogas from dairy farm waste. In a biofeedstock, the total solids are the sum of the suspended and dissolved solids, and the total solids are composed of volatile and fixed solids. In general, the residence time for an anaerobic digester varies with the amount of feed material, type of material, and the temperature. Resident time of 15–30 days is typical for mesophilic digestion, and residence time for thermophilic digestion is about one-half of that for mesophilic digestion. The digestion of the organic material involves mixed culture of naturally occurring bacteria, each performs a different function. Maintaining anaerobic conditions and a constant temperature is essential for the viability of the bacterial culture.
Holtzapple et al. (1999) describe a modification of the anaerobic digestion process, the MixAlco process, where a wide array of biodegradable material is converted to mixed alcohols. Thanakoses et al. (2003) describe the process of converting corn stover and pig manure to the third stage of carboxylic acid formation. In the MixAlco process, the fourth stage in anaerobic digestion of the conversion of the organic acids to methane, carbon dioxide, and water is inhibited using iodoform (CHI3) and bromoform (CHBr3). Biofeedstocks to this process can include urban wastes, such as municipal solid waste and sewage sludge, and agricultural residues, such as corn stover and bagasse. Products include carboxylic acids (e.g., acetic, propionic, butyric acid), ketones (e.g., acetone, methyl ethyl ketone, diethyl ketone), and biofuels (e.g., ethanol, propanol, butanol). The process uses a mixed culture of naturally occurring microorganisms found in natural habitats such as the rumen of cattle to anaerobically digest biomass into a mixture of carboxylic acids produced during the acidogenic and acetogenic stages of anaerobic digestion. The fermentation conditions of the MixAlco Process make it a viable process, since the fermentation involves mixed culture of bacteria obtained from animal rumen, which is available at lower cost compared to genetically modified organisms and sterile conditions required by other fermentation processes.
The MixAlco process is outlined in Fig. 14 where biomass is pretreated with lime to remove lignin. Calcium carbonate is also added to the pretreatment process. The resultant mixture containing hemicellulose and cellulose is fermented using a mixed culture of bacteria obtained from cattle rumen. This process produces a mixture of carboxylate salts which is then fermented. Carboxylic acids are naturally formed in the following places: animal rumen, anaerobic sewage digesters, swamps, termite guts, etc. The same microorganisms are used for the anaerobic digestion process, and the acid products at different culture temperatures are given in Table 5.

Flow diagram for the MixAlco process using anaerobic digestion (Granda 2007)
The MixAlco process proceeds to form carboxylate salts with the calcium carbonate. Dewatering process removes water. Then the carboxylate salts are thermally decomposed to mixed ketones like acetone, diethyl ketone, and dipropyl ketones. The mixed ketones can then be converted to ethanol by hydrogenation using Raney nickel catalyst at a temperature of 130 °C and pressure of 12 atm in a stirred tank reactor for 35 min.
Transesterification
In biomass conversion processes, transesterification refers to the reaction of an alcohol with natural oil containing triglycerides to produce monoalkyl esters and glycerol (Meher et al. 2006). The glycerol layer settles down at the bottom of the reaction vessel. Diglycerides and monoglycerides are the intermediates in this process. Figure 15 shows the general reaction for transesterification with an example for trilinolein as the representative triglyceride and methanol as the representative alcohol.

General transesterification reaction with an example for RCOOR1 as trilinolein and R2OH as methanol
A wide variety of vegetable oils and natural oils can be used for transesterification. Table 6 gives a list of oils that can be used with their respective constituent fatty acid content. Linoleic acid and oleic acid are the main constituents for soybean oil. Algae oil composition varies according to the species of algae chosen and is discussed in a later section on algae. The alcohols that can be used for transesterification depend on the type of esters desired. Methanol (CH3OH) gives methyl esters, and ethanol (C2H5OH) produces ethyl esters.
The catalyst used for transesterification may be an acid, a base, or a lipase. The commonly used catalysts are given in Table 7 along with their advantages and disadvantages (Meher et al. 2006; Fukuda et al. 2001; Ma and Hanna 1999).
The mechanism of alkali-catalyzed transesterification is described in Fig. 16. The first step involves the attack of the alkoxide ion to the carbonyl carbon of the triglyceride molecule, which results in the formation of a tetrahedral intermediate. The reaction of this intermediate with an alcohol produces the alkoxide ion in the second step. In the last step the rearrangement of the tetrahedral intermediate gives rise to an ester and a diglyceride.

Mechanism of alkali-catalyzed transesterification (Adapted from Meher et al. (2006))
The mechanism of acid-catalyzed transesterification of vegetable oil (for a monoglyceride) is shown in Fig. 17. It can be extended to di- and triglycerides. The protonation of carbonyl group of the ester leads to the carbocation, which after a nucleophilic attack of the alcohol produces a tetrahedral intermediate. This intermediate eliminates glycerol to form a new ester and to regenerate the catalyst.

Mechanism of acid-catalyzed transesterification (Adapted from Meher et al. (2006))
Both the triglycerides in vegetable oil and methyl esters from the transesterification of vegetable oils can be used as monomers to form resins, foams, thermoplastics, and oleic methyl ester (Wool and Sun 2005). A thermosetting polymer is formed by the polymerization of triglycerides with styrene using a free radical initiator, and curing for 4 h at 100 °C that has very good tensile strength, rigidity, and toughness properties. Lignin can enhance toughness, and it can be molded to a material with an excellent ballistic impact resistance. Triglycerides can be functionalized to acrylated, epoxidized soybean oil that can be used for structural foam that has biocompatibility properties. Methyl esters can be functionalized to epoxidized oleic methyl ester and acrylated oleic methyl ester which can be polymerized with comonomers methyl methacrylate and butyl acrylate to form oleic methyl ester. A monolithic hurricane-resistant roof has been designed using these materials.
The methyl esters formed from transesterification from vegetable oil can be used as diesel in diesel engines, and this is referred to as biodiesel . Haas et al. (2006) describe an industrial-scale transesterification process for the production of biodiesel from the transesterification of soybean oil. Figure 18 gives a schematic overview of the process model. A two-reactor model was designed with crude degummed soybean oil as feedstock with phospholipid content of less than 50 ppm and negligible fatty acids, sodium methoxide catalyst, and methanol as the alcohol. The design contained three sections, a transesterification section, a purification section, and a glycerol recovery section. The transesterification section consisted of two sequential reactors. The purification section had a centrifugation column which separated esters from the aqueous phase. The glycerol recovery and purification section also consisted of a centrifugal reactor and subsequent distillation and evaporation columns for 80 % (w/w) glycerol as a by-product. The cost analysis of the overall process was done with a depreciable life of 10 years and an escalation rate of 1 %. Annual production capacity for the methyl ester plant was set at 10 × 106 gal. With a feedstock cost of $0.236/lb of soybean oil, a production cost of $2.00/gal of methyl ester was achieved.

A process model for the production of biodiesel and glycerol (Adapted from Haas et al. (2006))
Gasification/Pyrolysis
Thermal conversion processes such as gasification can be used to convert biomass to synthesis gas, a mixture of carbon monoxide and hydrogen. The products and yields depend on feed composition, dimension of feed particles, heating rate, temperature, and reaction time (Klass 1998). A detailed discussion for gasification is included in a later chapter.
In biomass gasification, steam and oxygen are used to produce synthesis gas where the amount of steam and oxygen are controlled to produce carbon monoxide and hydrogen with a minimum amount of carbon dioxide and other products. Synthesis gas is a 1:1 mixture of carbon monoxide and hydrogen. In the 1800s coal gasification was used to provide syngas used for lighting and heating. At the beginning of the twentieth century, syngas was used to produce fuels and chemicals. Many of the syngas conversion processes were developed in Germany during the First and Second World Wars at a time when natural resources were becoming scarce for the country and alternative routes for hydrogen production, ammonia synthesis, and transportation fuels were a necessity. With the development of the petroleum industry in the 1940s and beyond, the economics of many of these syngas routes became unfavorable and was replaced by petroleum-based processes. The Fischer-Tropsch synthesis reactions for the catalytic conversion of a mixture of carbon monoxide and hydrogen into liquid alcohol fuels was one such process developed in Germany.
The United States has the highest proven reserves of coal among all its natural resources. Coal co-fired with biomass and complete biomass gasification processes are alternatives that are being considered for the production of syngas for fuels and chemicals. The US DOE multiyear program plan for 2010 outlines the fuels, energy, and chemicals that can be produced from the thermochemical routes for biomass processing (DOE 2010b; Spath and Dayton 2003). Biomass gasification technologies are similar to coal gasification and both produce similar product gases. However, biomass contains more volatile matter, gasification occurs at lower temperatures and pressures than coal, and pyrolytic chars are more reactive than coal products. The increase in pressure lowers equilibrium concentrations for hydrogen and carbon monoxide and increases the carbon dioxide and methane concentrations. Biomass contains oxygen in cellulose and hemicellulose which makes them more reactive than oxygen deficient coal. Volatile matter in biomass is about 70–90 % in wood as compared to 30–45 % in coal.
There are three types of biomass gasification processes – pyrolysis, partial oxidation, and reforming. Pyrolysis , as explained before, is the combustion of biomass in absence of oxygen. Partial oxidation is the process where less than stoichiometric quantity required for complete combustion is used, and partially oxidized products are formed. Steam reforming process involves the reaction of biomass with steam.
The energy content of product gases from biomass gasification can be varied. Low-energy content gases (100–300 BTU/scf) are formed when there is direct contact of biomass feedstock with air (Klass 1998). Dilution of product gases with nitrogen occurs during the gasification process. Medium-energy gases (300–700 BTU/scf) are obtained from directly heated biomass gasifiers when oxygen is used and from indirectly heated biomass gasifiers when air is used, and heat transfer occurs via inert solid medium. High-energy product gases (700–1,000 BTU/scf) are obtained when gasification conditions promote the formation of methane and other light hydrocarbons.
Commercial biomass gasification facilities started worldwide in the 1970s and 1980s. Typically, gasification reactors comprise of a vertical reactor that has drying, pyrolysis, and combustion zones. Synthesis gas leaves the top of the reactor, and molten slag leaves the bottom of the reactor. The reactions that take place in the reactor are given in Eqs. 7, 8, and 9 using cellulose as representative of biomass (Klass 1998).
Pyrolysis:
Partial oxidation:
Steam reforming:
Synthesis gas is used in the chemical production complex of the lower Mississippi river corridor to produce ammonia and methanol. Currently, ammonia and methanol are produced using synthesis gas from natural gas, naphtha, or refinery light gas. Nearly 12.2 billion pounds of methanol are produced annually in the USA, and most of the methanol is converted to higher-value chemicals such as formaldehyde (37 %), methyl tertiary butyl ether (28 %), and acetic acid (8 %) (Paster et al. 2003). Ethanol can be produced from the synthesis gas, and Fischer-Tropsch chemistry is another approach to convert synthesis gas to chemicals and fuels. The chemicals that can be produced include paraffins, monoolefins, aromatics, aldehydes, ketones, and fatty acids.
Pyrolysis is the direct thermal decomposition of the organic components in biomass in the absence of oxygen to yield an array of useful products like liquid and solid derivatives and fuel gases (Klass 1998). Conventional pyrolysis is the slow, irreversible, thermal degradation of the organic components in biomass in absence of oxygen and includes processes like carbonization, destructive distillation, dry distillation, and retorting. The products of pyrolysis under high pressure and temperature include mainly liquids with some gases and solids (water, carbon oxides, hydrogen, charcoal, organic compounds, tars, and polymers). The pyroligneous oil is the liquid product formed and mainly composed of water, settled tar, soluble tar, volatile acids, alcohols, aldehydes, esters, and ketones. The solid derivative from pyrolysis is referred to as biochar . Biochar can be used as a soil amendment and as a carbon sequestration medium. Depending on pyrolysis conditions and feedstock, the liquid product contains valuable chemicals and intermediates. The separation of these intermediates in a cost-effective manner is required. Pyrolysis can be slow, or fast, depending on the residence time and temperature. Slow pyrolysis occurs between 500 °C and 900 °C and produces low-energy gas, pyrolytic oil, and charcoal. Fast pyrolysis is operated in the range of 400 − 650 °C and residence times of a few seconds to a fraction of a second.
ConocoPhillips has funded a $22.5 million and 8-year research program at Iowa State University to develop new technologies for processing lignocellulosic biomass to biofuels (C & E News 2007). The company wants to investigate routes using fast pyrolysis to decompose biomass to liquid fuels.
Faustina Hydrogen Products LLC announced a $1.6 billion gasification plant in Donaldsonville, Louisiana. The plant will use petroleum coke and high sulfur coal as feedstocks instead of natural gas to produce anhydrous ammonia for agriculture, methanol, sulfur, and industrial-grade carbon dioxide. The hydrogen is produced for ammonia production from the water gas shift reaction of synthesis gas. Synthesis gas will be produced from gasification of coal and petroleum coke instead of natural gas. Capacities of the plant include 4,000 t per day of ammonia, 1,600 t per day of methanol, 450 t per day sulfur, and 16,000 t per day of carbon dioxide. Mosaic Fertilizer and Agrium Inc. have agreements to purchase the anhydrous ammonia from the plant. The carbon dioxide will be sold to Denbury Resources Inc. for the use in enhanced oil recovery of oil left after conventional rig drilling processes in old oil fields in Southern Louisiana and the Gulf Coast. The rest of the carbon dioxide would be sequestered and sold as an industrial feedstock. The facility claims to have the technology to capture all the carbon dioxide during manufacturing process.
Eastman Chemical Company, a Fortune 500 company, will provide the Faustina gasification plant with necessary maintenance and services and plans to have a 25 % equity position along with a purchase contract to buy the methanol produced in the plant. Eastman Chemicals will use methanol to make raw materials like propylene and ethylene oxide. Faustina is also backed by D. E. Shaw Group and Goldman Sachs.
Eastman Chemicals also plans to have 50 % stake in a $1.6 billion plant to be built in Beaumont, Texas, in 2011 (Tullo 2007). The plant will use gasification to produce syngas. Eastman will use the syngas to produce 225 million gallons of methanol and 225,000 metric tons of ammonia per year at Terra Industries in Beaumont. Air Products & Chemicals will supply 2.6 million metric tons per year of oxygen to the gasifiers and market the hydrogen produced in the complex.
Biomass Feedstock Availability
The challenge with biomass feedstock usage is the availability of biomass on an uninterrupted basis. Biomass, as a feedstock, has a wide variation due to a number of causes. These include climate and environmental factors like insolation, precipitation, temperature, ambient carbon dioxide concentration, nutrients, etc.
The availability of land and water areas for biomass production is important for the sustainable growth of biomass. The land capability in the United States is classified according to eight classes by the USDA and is given in Table 8. There have been numerous studies on the availability of biomass as feedstock in the United States, the most recent survey and estimation being undertaken by Perlack et al. (2005). Their findings are summarized in this section for land biomass resources.
The land base of the United States is approximately 2,263 million acres, including the 369 million acres of land in Alaska and Hawaii (Perlack et al. 2005). The land area is classified according to forest land, grassland pasture and range, cropland, special uses like public facilities, and other miscellaneous uses like urban areas, swamps, and deserts. The distribution of the total land areas according to these categories is given in Fig. 19. About 60 % of the total land base in the lower 48 states having some potential for growth of biomass.

United States land-based resource (Perlack et al. 2005)
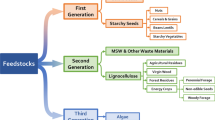
The two major categories of biomass resources availability are forest resources obtained from forest land and agricultural resources obtained from crop land (or agricultural land). The detailed classification of the biomass resources is given in Fig. 20. The primary resources are often referred to as virgin biomass , and the secondary and tertiary are referred to as waste biomass . Currently, slightly more than 75 % of biomass consumption in the United States (about 142 million dry tons) comes from forestlands. The remainder (about 48 million dry tons), which includes biobased products, biofuels, and some residue biomass, comes from cropland.

Biomass resource base (primary, secondary, and tertiary biomass) (Adapted from Perlack et al. (2005))
Forest Resources
Forest Land Base
The total forest land resource base in the United States is approximately 749 million acres (one-third of the total land resource). The forest land is grouped into unreserved “timberland,” “reserved land,” and “others.” The 749 million acres is divided into 504 million acres of timberland capable of growing 20 ft3 per acre of wood annually, 166 million acres of forestland classified as “other” (incapable of growing 20 ft3 per acre of wood annually and hence used for of livestock grazing and extraction of some nonindustrial wood products) and 78 million acres of reserved forestland used for parks and wilderness. “Timberland” and the “other” land are considered as the resource base that can be utilized for forest biomass resources.
Types of Forest Resource
The primary forest resources include logging residues and excess biomass (not harvested for fuel treatments and fuelwood) from timberlands. Logging residues are the unused portions of growing-stock and non-growing-stock trees cut or killed by logging and left in the woods. Fuelwood is the wood used for conversion to some form of energy, primarily for residential use.
The processing of sawlogs and pulpwood harvested for forest products generates significant amounts of mill residues and pulping liquors. These are secondary forest resources and constitute the majority of biomass in use today. The secondary residues are used by the forest products industry to manage residue streams, produce energy, and recover chemicals. About 50 % of current biomass energy consumption comes from the secondary residues.
The various categories in which primary and secondary forest resources can be grouped are given below (Fig. 21):

Estimate of sustainably recoverable forest biomass (Adapted from Perlack et al. (2005))
-
Logging residue: The recovered residues generated by traditional logging activities and residues generated from forest cultural operations or clearing of timberlands. These constitute about 67 million dry tons of residues, of which 41 million is currently available for bioenergy and biobased products.
-
Fuel treatments (forest land): The recovered residues generated from fuel treatment operations on timberland and other forestland. Fuel treatments are the procedures by which forests are treated so as to reduce the fuel value in the wood. The amount of biomass potentially available as feedstock for bioenergy and biobased products is 60 million dry tons per year.
-
Fuelwood: The direct conversion of roundwood to energy (fuelwood) in the residential, commercial, and electric utility sectors currently includes 35 million dry tons per year and used for space and process heating applications.
-
Forest products industry residues and urban wood residues: These include the utilization of unused residues generated by the forest products industry, urban residues including those discarded from construction and demolition operations, and residues from tree trimmings, packaging residues, and wood-based consumer durables giving a total of 143 million dry tons per year.
-
Forest growth: Forest growth and increase in the demand for forest products will increase the contribution of forest biomass by an additional 89 million dry tons annually.
The estimate of currently recoverable forest biomass is given in Fig. 21. The approximate total quantity is 368 million dry tons annually. This includes about 142 million dry tons of biomass currently being used primarily by the forest products industry and an estimated 89 million dry tons that could come from a continuation of demand and supply trends in the forest products industry.
Limiting Factors for Forest Resource Utilization
The 368 million tons of potential forest biomass feedstock base is constrained by some restrictions for exploitation. For forest resources inventory, development in forest utilization relationships and land ownership is expected to play a major role in utilizing the resource. There are three major limiting factors for forest residues from fuel treatment thinning resource, namely, accessibility (having roads to transport the material and operate logging/collection systems, avoiding adverse impacts on soil and water), economic feasibility (value of the biomass compared against the cost of removing the material), and recoverability (function of tree form, technology, and timing of the removal of the biomass from the forests).
Forest products industry processing residues include primary wood processing mills, secondary wood processing mills, and pulp and paper mills. Residues from these sources include bark, sawmill slabs and edgings, sawdust, and peeler log cores, residues from facilities which use primary products and black liquor. A significant portion of this residue is burnt or combusted to produce energy for the respective industries. Excess amount of residue remain unutilized after the burning and combustion and can be used in biomass processes. Urban wood residues include municipal solid wastes and construction and demolition debris. A part of it is recovered, and a significant part is unexploited. Finally, future forest growth and increased demands in forest products are likely to affect the availability of forest resources for biomass feedstock base. In summary, all of these forest resources are sustainably available on an annual basis, but not currently used to its full potential due to the above constraints. For estimating the residue tonnage from logging and site clearing operations and fuel treatment thinning, a number of assumptions were made by Perlack et al. (2005):
-
All forestland areas not currently accessible by roads were excluded.
-
All environmentally sensitive areas were excluded.
-
Equipment recovery limitations were considered.
-
Recoverable biomass was allocated into two utilization groups – conventional forest products and biomass for bioenergy and biobased products.
Summary for Forest Resources
Thus, biomass derived from forestlands currently contributes about 142 million dry tons to the total annual consumption in the United Sates of 190 million dry tons. With the increased use of potential and currently unexploited biomass, this amount of forestland-derived biomass can increase to approximately 368 million dry tons annually. The distribution of the forest resource potential is summarized in Fig. 22. This estimate includes the current annual consumption of 35 million dry tons of fuelwood extracted from forestland for residential, commercial, and electric utility purposes; 96 million dry tons of residues generated and used by the forest products industry; and 11 million dry tons of urban wood residues. There are relatively large amounts of forest residue produced by logging and land clearing operations that are currently not collected (41 million dry tons per year) and significant quantities of forest residues that can be collected from fuel treatments to reduce fire hazards (60 million dry tons per year). Additionally, there are unutilized residues from wood processing mills and unutilized urban wood. These sources total about 36 million dry tons annually. About 48 % of these resources are derived directly from forestlands (primary resources). About 39 % are secondary sources of biomass from the forest products industry. The remaining amount of forest biomass would come from tertiary or collectively from a variety of urban sources.

Summary of potentially available forest biomass resources (Adapted from Perlack et al. (2005))
Agricultural Resources
Agricultural Land Base
The agricultural land resource base for the United States is approximately 455 million acres, approximately 20 % of the total land base in the country. Out of this, 349 million acres is actively used for crop growth, 39 million acres constitutes idle cropland, and 67 million acres is used for pasture. Cropland utilization is affected by soil and weather conditions, expected crop prices, and government incentives. Crop land is also lost due to conversion of the land for other uses like urban development, etc. The major food crops planted acreage constitutes wheat, soybeans, and rice. The feed crops include corn, sorghum, and hay. The fallow and failed land is a part of cropland. Apart from cropland, there is idle land which includes acreage diverted from crops under the Acreage Reduction Program (ARP), the Conservation Reserve Program (CRP), and other federal acreage reduction programs. The cropland used only for pasture is also separately accounted for. The distribution of agricultural land base and planted crop acreages in the United States is shown in Fig. 23.

Summary of agricultural land usage by major crops in United States (Adapted from Perlack et al. (2005))
Types of Agricultural Resource
The agricultural resource base is primarily comprised of grains and oilseeds in the United States. Currently, grains are primarily used for cattle feed. Grains, primarily corn, can be used for producing ethanol, and oilseeds, primarily soybeans, can be used to produce biodiesel. Approximately 93 % of the total US ethanol is produced from corn. Apart from these, agricultural residues, like corn stover, can also be used for producing ethanol. In the United States, approximately 428 million dry tons of annual crop residues, 377 million dry tons of perennial crops, 87 million dry tons of grains, and 106 million dry tons of animal manures, process residues, and other miscellaneous feedstocks can be produced on a sustainable basis (Perlack et al. 2005). This resource potential was evaluated based on changes in the yields of crops grown on active cropland, crop residue-to-grain or crop residue-to-seed ratios, annual crop residue collection technology and equipment, crop tillage practices, land use change to accommodate perennial crops (i.e., grasses and woody crops), biofuels (i.e., ethanol and biodiesel), and secondary processing and other residues. Three scenarios were evaluated for availability of crop biomass, and they are given below.
Current Availability of Biomass Feedstocks from Agricultural Land
The current availability scenario studies biomass resources current crop yields, tillage practices (20–40 % no-till for major crops), residue collection technology (∼40 % recovery potential), grain to ethanol and vegetable oil for biodiesel production, and the use of secondary and tertiary residues on a sustainable basis. The amount of biomass currently available for bioenergy and bioproducts is about 194 million dry tons annually as shown in Fig. 24. The largest source of this current potential is 75 million dry tons of corn residues or corn stover, followed by 35 million dry tons of animal manure and other residues.

Current availability of biomass from agricultural lands (Perlack et al. 2005)
Biomass Availability Through Technology Changes in Conventional Crops with No Land Use Change
This scenario analyzed the biomass availability of conventional crops achieved through technology changes. The land utilization for conventional crops projected for 2014 was used for this analysis. Technology changes to increase crop yields and improve collection equipment, and sustainable agricultural practices were considered in this scenario. Corn yields were assumed to increase by 25–50 % from 2001 values, while yields of wheat and other small grains, sorghum, soybeans, rice, and cotton are assumed to increase at rates lower than for corn. The increased production of corn contributed to increase in corn stover as residue. Soybeans contributed no crop residue under a moderate yield increase of about 13 % but made a small contribution with a high yield increase of about 23 %. The collection of these residues from crops was increased through better collection equipment capable of recovering as much as 60 % of residue under the moderate yield increases and 75 % under the high yield increases, but the actual removal amounts depend on the sustainability requirements. No-till cultivation method was assumed to be practiced on approximately 200 million acres under moderate yield increases and all of active cropland under high yields. The amount of corn and soybeans available for ethanol, biodiesel production, or other bioproducts was calculated by subtracting amounts needed to meet food requirements plus feed and export requirements from total quantities. All remaining grain was assumed to be available for bioproducts. Further, about 75 million dry tons of manure and other secondary and tertiary residues and wastes and 50 % of the biomass produced on CRP lands (17–28 million dry tons) were assumed to be available for bioenergy production. Thus, this scenario for the use of crop residue results in the annual production of 423 million dry tons per year under moderate yields and 597 million dry tons under high yields. In this scenario, about two-thirds to three-fourths of total biomass are from crop residues, as can be seen in Fig. 25.

Availability of biomass for increased crop yields and technology changes (Perlack et al. 2005)
Biomass Availability Through Technology Changes in Conventional Crops and New Perennial Crops with Significant Land Use Change
This scenario assumes the addition of perennial crops, land use changes, and changes in soybean varieties, as well as the technology changes assumed under the previous scenario. Technology changes are likely to increase the average residue-to-grain ratio of soybean varieties from 1.5 to a ratio of 2.0. The land use changes considered in this scenario included the conversion of land for growth of perennial crop on 40 million acres for moderate yield increase or 60 million acres for high yield increase. Woody crops produced for fiber were expanded from 0.1 million acres to 5 million acres, where they can produce an average annual yield of 8 dry tons per acre. Twenty-five percent of the wood fiber crops are assumed to be used for bioenergy and the remainder for other, higher-value conventional forest products. Perennial crops (trees or grasses) grown primarily for bioenergy expand to either 35 million acres at 5 dry tons per acre per year or to 55 million acres with average yields of 8 dry tons per acre per year. Ninety-three percent of the perennial crops are assumed available for bioenergy and the remainder for other products. A small fraction of the available biomass (10 %) was assumed as lost during the harvesting operations. This scenario resulted in the production of 581 (moderate yield) to 998 million (high yield) dry tons as shown in Fig. 26. The crop residues increased even though conventional cropland was less because of the addition of more soybean residue together with increased yields. The single largest source of biomass is the crop residue, accounting for nearly 50 % of the total produced. Perennial crops account for about 30–40 % depending on the extent of crop yield increase (i.e., moderate or high).

Availability of biomass for increased crop yields and technology changes and inclusion of perennial crops (Perlack et al. 2005)
Limiting Factors for Agricultural Resource Utilization
The annual crop residues, perennial crops, and processing residues can produce 998 million tons of potential agricultural biomass feedstock. The limiting factors for the utilization of crop residues and growth of perennial crops for the purpose of feedstock generation will require significant changes in current crop yields, tillage practices, harvesting and collection technologies, and transportation. Agricultural residues serve as a land cover and prevent soil erosion after harvesting of crops. The removal of large quantities of the residue can affect the soil quality by removal of soil carbon and nutrients and may need to be replenished with fertilizers. The fertilizers, in turn, require energy for production, and hence the optimum removal of the residues needs to be evaluated. Perennial crops require less nutrient supplements and are better choices for preventing soil erosion compared to annual crops, and they are considered for planting.
Important assumptions made for this evaluation of agricultural biomass availability by Perlack et al. (2005) included the following:
-
Yields of corn, wheat, and other small grains were increased by 50 %.
-
The residue-to-grain ratio for soybeans was increased to 2:1.
-
Harvest technology was capable of recovering 75 % of annual crop residues (when removal is sustainable).
-
All cropland was managed with no-till methods.
-
Fifty five million acres of cropland, idle cropland, and cropland pasture were dedicated to the production of perennial bioenergy crops.
-
All manure in excess of that which can applied on-farm for soil improvement under anticipated EPA restrictions was used for biofuel.
-
All other available residues were utilized.
Summary for Agricultural Resources
Thus, biomass derived from agricultural lands currently available for removal on a sustainable basis is about 194 million dry tons. This amount can be increased to nearly one billion tons annual production through a combination of technology changes, adoption of no-till cultivation, and land use change to grow perennial crops. The amount of biomass available without the addition of perennial crops but high crop yield increase would be 600 million dry tons. Approximately the same amount of biomass would be produced on agricultural lands with moderate crop yield increase and addition of perennial crops. The distribution of the agricultural resource potential is summarized in Fig. 27.

Summary of potentially available agricultural biomass resources (Perlack et al. 2005)
Aquatic Resources
The previous sections discussed conventional biomass feedstock options grown on land. Apart from the crop and forest biomass resources, other organisms that undergo photosynthesis are cyanobacteria and algae. There are several ongoing attempts to find the ideal growth conditions for cultivating algae on a sustainable basis. Key areas of research interests in algae include high per-acre productivity compared to typical terrestrial oilseed crops, non-food-based feedstock resources, the use of otherwise nonproductive, non-arable land for algae cultivation, utilization of a wide variety of water sources (fresh, brackish, saline, and wastewater), and production of both biofuels and valuable coproducts. The Energy Efficiency and Renewable Energy Laboratory at the Department of Energy commissioned a working group assess the current state of algae technology and to determine the next steps toward commercialization (DOE 2010a). The workshop addressed the following topics and technical barriers in algal biology, feedstock cultivation, harvest and dewatering, extraction and fractionation of microalgae, algal biofuel conversion technologies, coproducts production, distribution and utilization of algal-based fuels, resources and siting, corresponding standards, regulation and policy, systems and techno-economic analysis of algal biofuel deployment, and public-private partnerships. This section aims to capture some of those efforts. A model algal lipid production system with algae growth, harvesting, extraction, separation, and uses is shown in Fig. 28. Methods to convert whole algae into biofuels exist through anaerobic digestion to biogas, supercritical fluid extraction and pyrolysis to liquid or vapor fuels, and gasification process for production of syngas-based fuels and chemicals. Algae oil can supplement refinery diesel in hydrotreating units or be used as feedstock for the biodiesel process. The research on algae as a biomass feedstock is a very dynamic field currently, and the potential of algae seems promising as new results are presented continuously.

Model algae lipid production system (Adapted from Pienkos and Daezins (2009))
Methods to cultivate algae have been developed over the years. Recent developments in algae growth technology include vertical reactors (Hitchings 2007) and bag reactors (Bourne 2007) made of polythene mounted on metal frames, eliminating the need for land use for cultivation. The NREL Aquatic Species Program (Sheehan et al. 1998) mentions “raceway” ponds design for growth of algae. This method required shallow ponds built on land area and connected to a carbon dioxide source such as a power plant. Productivity in these pond designs was few grams/m2/day. Other designs include tubular cultivation facilities, and the semi-continuous batch cultures gave improved production rates of algae. For example, the 3D Matrix System of Green Fuel Technologies Corporation have an average areal productivity of 98 g/m2/day (ash free, dry weight basis), with highs of over 170 g/m2/day achieved during a run time of 19 days (Pulz 2007).
Algae have the potential for being an important source of oil and carbohydrates for production of fuels, chemicals, and energy. Carbon dioxide and sunlight can be used to cultivate algae and produce algae with 60 % triglycerides and 40 % carbohydrates and protein (Pienkos and Daezins 2009). A comparison in productivity between algae and soybean is given in Table 9. The table shows that even at low productivity of algae, yields are more than 10 times in gallons per acre when all the United States soybean acreage is utilized for algae. Higher yields are obtained at medium and high productivity levels of algae (higher triacylglycerols) with reduced acreage requirements. The algae oil resulting from low productivity can replace approximately 61 % of the total United States diesel requirements, as compared to only 4.5 % for soybean oil-based diesel. The other advantage, at these yields, algae can capture up to 2 billion tons of carbon dioxide while photosynthesis.
However, the growth of algae on a large scale for production of oil and chemicals seems to be the most important barrier at this stage. The following technologies developed seem promising ways to cultivate algae, apart from traditional open pond systems. These are discussed on a per case basis, with the companies that have developed these technologies. Some of the current research trends in algae bioreactor systems are presented in the following sections.
Raceway Pond Systems
“Raceway” design for algae growth included shallow ponds in which the algae, water, and nutrients circulate around a “racetrack” as shown in Fig. 29 (inset) (Sheehan et al. 1998). Motorized paddles help to provide the flow and keep algae suspended in water and circulated back up to the surface on a regular frequency. The ponds are shallow to ensure maximum exposure of sunlight (sunlight cannot penetrate beyond certain depths). The ponds are operated as continuous reactors with water and nutrients fed to the pond and carbon dioxide bubbled through the system. The algae containing water is removed at the other end of the pond. The algae is then harvested and processed for oil extraction.

Algae raceway design (inset) and algae farm system for algae growth (Adapted from Sheehan et al. (1998))
The concept of the raceway design for algae growth can be extended to an algae farm as shown in Fig. 29. This consists of numerous ponds similar to the raceway in which algae is grown and harvested. The size of these ponds is measured in terms of surface area (as opposed to volume) as the surface area is critical to capturing sunlight. The productivity is measured in terms of biomass produced per day per unit of available surface area. These designs required large acres of land and thus obtained the scale of farms. The open bioreactor system for a 50 square meters and width 1.2 m algae cultivation facility at the microalgal culture facility of UH Marine Center is shown in Fig. 30.

Microalgal culture facility at the UH Marine Center (Photo: Dr. Edward Laws, LSU School of the Coast and Environment)
Algenol Biofuels: Direct to EthanolTM Process
Algenol biofuels have developed metabolically engineered algae species to produce ethanol in closed bioreactor systems. The proprietary Capture TechnologyTM bioreactors hold single-cell cyanobacteria in closed and sealed plastic bag units preventing contamination, maximize ethanol recovery, and allow fresh water recovery. The advantage of the process lies in the fact that it is a one-step process where the cyanobacteria utilize the carbon dioxide to convert it to ethanol and secrete the ethanol from the cell (Voith 2009). There is a requirement for strict maintenance of growth parameters such as CO2, nutrients, water, pH, temperature, salinity, and other environmental conditions for the engineered species of microorganism. The process to make ethanol from algae utilizes 1.5 million tons of carbon dioxide per 100 million gallons of ethanol produced. Algenol, The Dow Chemical Company, and the Department of Energy have teamed to produce ethanol using this technology at Dow’s Freeport, Texas, site. Dow would contribute with 25 acres of their site, carbon dioxide source, and technical expertise for the $25 million project. Dow plans to utilize their expertise in film technology to device ideal bioreactor for the system with optimum sunlight penetration.
ExxonMobil Algae Research
ExxonMobil is funding $600 million for algae research partnered with Synthetic Genomics, Inc. to identify and develop algae strains to produce bio-oils at low costs (Kho 2009). The research will also determine the best production systems for growing algal strains, for example, open ponds or closed photobioreactor systems. The company also plans for scale-up to large amounts of CO2 utilization and developing integrated commercial systems.
Shell Algae Research
Shell and HR Biopetroleum formed a joint venture company in 2007, called Cellana , to develop an algae project for a demonstration facility on the Kona Coast of Hawaii Island. The site was leased from the Natural Energy Laboratory of Hawaii Authority (NELHA) and is near existing commercial algae enterprises, primarily serving the pharmaceutical and nutrition industries.
The facility will grow only nonmodified, marine microalgae species in open-air ponds using proprietary technology. Algae strains used for the process are indigenous to Hawaii or approved by the Hawaii Department of Agriculture.
Green Fuels Technology
GreenFuel Technologies developed a process that grows algae in plastic bags using CO2 from smokestacks of power plants via naturally occurring species of algae. The CO2 source can also come from fermentation or geothermal gases. Algae can be converted to transportation fuels and feed ingredients or recycled back to a combustion source as biomass for power generation. Industrial facilities do not need any internal modifications to host a GreenFuel algae farm. In addition, the system does not require fertile land or potable water. Water used can be recycled, and wastewater can be used as compared to oilseed crops’ high water demand. With high growth rates, algae can be harvested daily.
Valcent Products
32A vertical reactor system is being developed by Valcent Products, Inc. of El Paso, Texas, using the 340 annual days of sunshine and carbon dioxide available from power plant exhaust.
Enhanced Biofuel Technology and A2BE Carbon Capture, LLC, are some of the firms that use the concept of raceway pond design and algae farm for production of algae for biofuels. Research is underway to determine the species of algae for oil production and the best method of extracting the oil. Extraction methods being evaluated include expeller/press, hexane solvent extraction, and supercritical fluid extraction and are the more costly step in the process. Approximately 70–75 % of algae oil can be extracted using expeller press, while 95 % oil can be extracted by hexane solvent oil extraction and 100 % oil extracted using supercritical fluid extraction.
Algae Species
Algae are plant-like microorganisms that preceded plants in developing photosynthesis, the ability to turn sunlight into energy. Algae range from small, single-celled organisms to multicellular organisms, some with fairly complex differentiated form. Algae are usually found in damp places or bodies of water and thus are common in terrestrial as well as aquatic environments. Like plants, algae require primarily three components to grow: sunlight, carbon dioxide, and water. Microalgae are the most efficient in photosynthesis, with 60–70 % of each cell’s volume capable of photosynthesis (Arnaud 2008). The algae also do not have roots, stems, or leaves, which diverts resources to produce hydrocarbons. Algae cells contain light-absorbing chloroplasts and produce oxygen through photosynthesis. Biologists have categorized microalgae in a variety of classes, mainly distinguished by their pigmentation, life cycle, and basic cellular structure. The four most important (in terms of abundance) are (Sheehan et al. 1998):
-
The diatoms (Bacillariophyceae): These algae dominate the phytoplankton of the oceans, but are also found in fresh and brackish water. Approximately 100,000 species are known to exist. Diatoms contain polymerized silica (Si) in their cell walls. All cells store carbon in a variety of forms. Diatoms store carbon in the form of natural oils or as a polymer of carbohydrates known as chrysolaminarin .
-
The green algae (Chlorophyceae): This type of algae is abundant in freshwater, for example, in a swimming pool. They can occur as single cells or as colonies. Green algae are the evolutionary progenitors of modern plants. The main storage compound for green algae is starch, though oils can be produced under certain conditions.
-
The blue-green algae (Cyanophyceae): This type of algae is closer to bacteria in structure and organization. These algae play an important role in fixing nitrogen from the atmosphere. There are approximately 2,000 known species found in a variety of habitats.
-
The golden algae (Chrysophyceae): This group of algae is similar to the diatoms. They have more complex pigment systems and can appear yellow, brown, or orange in color. Approximately 1,000 species are known to exist, primarily in freshwater systems. They are similar to diatoms in pigmentation and biochemical composition. The golden algae produce natural oils and carbohydrates as storage compounds.
The program initially looked into over 3,000 strains of organisms, which was then narrowed down to about 300 species of microorganisms. The program concentrated not only on algae that produced a lot of oil, but also with algae that grow under severe conditions – extremes of temperature, pH, and salinity.
Algal biomass contains three main components: carbohydrates, proteins, and natural oils. Algae contains 2–40 % of lipids/oils by weight. The composition of various algal species is given in Table 10. These components in algae can be used for fuel or chemicals production in three ways, mainly production of methane via biological or thermal gasification, ethanol via fermentation, or conversion to esters by transesterification (Sheehan et al. 1998). Botryococcus braunii species of algae has been engineered to produce the terpenoid C30 botryococcene, a hydrocarbon similar to squalene in structure (Arnaud 2008). The species has been engineered to secrete the oil, and the algae can be reused in the bioreactor. A further modification to the algae is smaller light collecting antennae, allowing more light to penetrate the algae in a polythene container reactor system. A gene, tla1, is responsible for the number of chlorophyll antennae and can be modified to reduce the chlorophyll molecules from 600 to 130. Botryococcene is a triterpene and, unlike triglycerides, cannot undergo transesterification. It can be used as feedstock for hydrocracking in an oil refinery to produce octane, kerosene, and diesel.
Dry algae factor is the percentage of algae cells in relation with the media where is cultured, e.g., if the dry algae factor is 50 %, one would need 2 kg of wet algae (algae in the media) to get 1 kg of algae cells. Lipid factor is the percentage of vegoil in relation with the algae cells needed to get it, i.e., if the algae lipid factor is 40 %, one would need 2.5 kg of algae cells to get 1 kg of oil.
Carbon dioxide sources for algae growth can be from pipelines for CO2, flue gases from power plants, or any other sources rich in carbon dioxide. The flue gases from power plants were previously not considered as suitable algae cultivation land was not found near power plants. However, with newer designs of algae reactors linked with power plants, the flue gases can be suitable sources for algae cultivation. Water usage for algae growth is also a concern for design. In an open pond system, the loss of water is greater than in closed tubular cultivation or bag cultivation methods. The water can be local industrial water and recycled after harvesting algae.
Algae can be used in wastewater treatment, as wastewater contains nutrients for algae growth. The advantages for wastewater treatment using algae include the production of oxygen with low-energy input, removal of soluble nitrogen and phosphorus, fixation of atmospheric carbon dioxide, and the production of biomass (Lundquist 2011). The simple schematic in Fig. 31 shows how algae and bacteria can be used to produce biomass.

Schematic diagram for wastewater treatment with algae and production of biomass (Lundquist 2011)
Conclusion
The chapter aimed to give an overview of the use of biomass as the next-generation feedstock for energy, fuels, and chemicals. The formation of biomass gave the methods in which atmospheric carbon dioxide is fixed naturally to different types of biomass. The classification of biomass into starch, cellulose, hemicellulose, lignin, lipids and oils, and proteins helped to understand the chemical composition of biomass. Biomass species are available in nature as a combination of the components, and it is important to separate the components for the use as energy, fuels, and chemicals. Various conversion technologies are employed for the separation of the components of biomass to make it more amenable, and these include pretreatment, fermentation, anaerobic digestion, transesterification, gasification, and pyrolysis.
The availability of biomass on a sustainable basis is required for the uninterrupted production of energy, fuels, and chemicals. The current forest biomass feedstock used per year is 142 million metric tons. This can be potentially increased to 368 million metric tons which include currently unexploited and future growth of forest biomass. The agricultural biomass currently available per year on a sustainable basis is 194 million dry tons. This amount can be potentially increased to 423–527 million metric tons per year with technology changes in conventional crops and 581–998 million metric tons with technology and land use changes in conventional and perennial crops.
Apart from crop and forest biomass, research in algae and cyanobacteria is ongoing for the production of carbohydrate-based and oil-based feedstock. These processes are currently constrained primarily by the successful scale-up to meet the biomass needs. However, recent advances in photo-bioreactors and algae ponds show considerable potential for large-scale growth of algae as biomass feedstock.
Future Directions
The biomass resource base is capable of producing feedstock for a sustainable supply of fuels, energy, and chemicals. However, technological challenges, market drivers, fossil feedstock cost fluctuations, and government policies and mandates play a significant role in utilizing the full potential of the biomass resources. Ideally, the biomass is regenerated over a short period of time when compared to fossil resources. This period can be few years for forest resources, seasonal for agricultural crops, and days for algae and cyanobacteria. Biomass is the source for natural atmospheric carbon dioxide fixation. Thus, with the use of biomass as feedstock for energy, fuels, and chemicals, the dependence on fossil resources can be reduced, and climate change issues related to resource utilization can be addressed.
References
Aden A, Ruth M, Ibsen K, Jechura J, Neeves K, Sheehan J, Wallace B (2002) Lignocellulosic biomass to ethanol process design and economics utilizing co-current dilute acid prehydrolysis and enzymatic hydrolysis for corn stover, NREL/TP-510-32438. National Renewable Energy Laboratory, Golden
Arnaud C (2008) Algae pump out hydrocarbon biofuels. Chem Eng News 86(35):45–48
Axelsson L (2004) Lactic acid bacteria: classification and physiology. In: Salmien S, Wright AV, Ouwehand A (eds) Lactic acid bacteria: microbiological and functional aspects. Marcel Dekker, New York
Bourne Jr JK (2007) Green dreams. National Geographic Magazine. http://ngm.nationalgeographic.com/print/2007/10/biofuels/biofuels-text. Accessed 8 May 2010
C & E News (2007) ConocoPhillips funds biofuel research. Chem Eng News 85(18):24
DOE (2010a) Biomass multi-year program plan March 2010. Energy efficiency and renewable energy (US DOE). http://www1.eere.energy.gov/biomass/pdfs/mypp.pdf. Accessed 8 May 2010
DOE (2010b) National algal biofuels technology roadmap. Energy efficiency and renewable energy (US DOE). Draft document: https://e-center.doe.gov/iips/faopor.nsf/UNID/79E3ABCACC9AC14A852575CA00799D99/$file/AlgalBiofuels_Roadmap_7.pdf. Accessed 8 May 2010
Drapcho CM, Nhuan NP, Walker TH (2008) Biofuels engineering process technology. McGrawHill, New York. ISBN 978-0071487498
EIA (2010) Annual energy outlook 2010. Report No. DOE/EIA-0383(2010). Energy Information Administration, Washington, DC
Fukuda H, Kondo A, Noda H (2001) Biodiesel production by the transesterification of oils. J Biosci Bioeng 92(5):405–416
Glazer AW, Nikaido H (1995) Microbial biotechnology: fundamentals of applied microbiology. W.H. Freeman, San Francisco. ISBN 0-71672608-4
Granda C (2007) The MixAlco process: mixed alcohols and other chemicals from biomass in: seizing opportunity in an expanding energy marketplace, alternative energy conference. LSU Center for Energy Studies. http://www.enrg.lsu.edu/Conferences/altenergy2007/granda.pdf
Haas MJ, McAloon AJ, Yee WC, Foglia TA (2006) A process model to estimate biodiesel production costs. Bioresour Technol 97(4):671–678
Hitchings MA (2007) Algae: the next generation of biofuels, Fuel Fourth Quarter 2007. Hart Energy, Houston
Holtzapple MT, Davison RR, Ross MK, Aldrett-Lee S, Nagwani M, Lee CM, Lee C, Adelson S, Kaar W, Gaskin D, Shirage H, Chang NS, Chang VS, Loescher ME (1999) Biomass conversion to mixed alcohol fuels using the MixAlco process. Appl Biochem Biotechnol 79(1–3):609–631
IPCC (2007) Climate change 2007: synthesis report. http://www.ipcc.ch/pdf/assessment-report/ar4/syr/ar4_syr.pdf. Accessed 8 May 2010
Katzen R, Schell DJ (2006) Lignocellulosic feedstock biorefinery: history and plant development for biomass hydrolysis. In: Kamm B, Gruber PR, Kamm M (eds) Biorefineries – industrial processes and products, vol 1. Wiley-VCH, Weinheim. ISBN 3-527-31027-4
Kebanli ES, Pike RW, Culley DD, Frye JB (1981) Fuel gas from dairy farm waste, Agricultural energy, vol II Biomass energy crop production, ASAE publication 4-81, 3 vols. American Society of Agricultural Engineers, St. Joseph
Kho J (2009) Big oil bets on biofuels. Renewable Energy World. http://www.renewableenergyworld.com/rea/news/article/2009/07/bio-oil-bets-on-biofuels. Accessed 8 May 2010
Klass DL (1998) Biomass for renewable energy, fuels and chemicals. Academic, San Diego. ISBN 0124109500
Lucia LA, Argyropolous DS, Adamopoulos L, Gaspar AR (2007) Chemicals, materials and energy from biomass: a review. In: Argyropoulos DS (ed) Materials, chemicals and energy from forest biomass. American Chemical Society, Washington, DC. ISBN 978-0-8412-3981-4
Lundquist TJ (2011) Production of algae in conjunction with wastewater treatment. http://www.nrel.gov/biomass/pdfs/lundquist.pdf. Accessed 8 Mar 2011
Ma F, Hanna MA (1999) Biodiesel production: a review. Bioresour Technol 70(1):1–15
McGowan TF (2009) Biomass and alternate fuel systems. American Institute of Chemical Engineers/Wiley, Hoboken. ISBN 978-0-470-41028-8
Meher LC, Vidya Sagar D, Naik SN (2006) Technical aspects of biodiesel production by transesterification – a review. Renew Sustain Energy Rev 10(3):248–268
Paster M, Pellegrino JL, Carole TM (2003) Industrial bioproducts: today and tomorrow. Department of Energy report prepared by Energetics Inc. http://www.energetics.com/resourcecenter/products/studies/Documents/bioproducts-pportunities.pdf. Accessed 8 May 2010
Perlack RD, Wright LL, Turhollow AF, Graham RL (2005) Biomass as feedstock for a bioenergy and bioproducts industry: the technical feasibility of a billion-ton annual supply. USDA document prepared by Oak Ridge National Laboratory, ORNL/TM-2005/66, Oak Ridge
Pienkos PT, Daezins A (2009) The promise and challenges of microalgal-derived biofuels. Biofuels Bioprod Biorefin 3(4):431–440
Pulz O (2007) Evaluation of GreenFuel’s 3D matrix algae growth engineering scale unit. APS Red Hawk Power Plant. http://moritz.botany.ut.ee/∼olli/b/Performance_Summary_Report.pdf. Accessed 8 May 2010
Sheehan J, Dunahay T, Benemann J, Roessler P (1998) A look back at the U. S. Department of Energy’s aquatic species program – biodiesel from algae, NREL/TP-580-24190. National Renewable Energy Laboratory, Golden
Spath PL, Dayton DC (2003) Preliminary screening – technical and economic feasibility of synthesis gas to fuels and chemicals with the emphasis on the potential for biomass-derived syngas, NREL/TP-510-34929. National Renewable Energy Laboratory, Golden. http://www.nrel.gov/docs/fy04osti/34929.pdf. Accessed 8 May 2010
Sun Y, Cheng J (2002) Hydrolysis lignocellulosic materials ethanol production review. Bioresour Technol 83:1–11
Teter SA, Xu F, Nedwin GE, Cherry JR (2006) Enzymes for biorefineries. In: Kamm B, Gruber PR, Kamm M (eds) Biorefineries – industrial processes and products, vol 1. Wiley-VCH, Weinheim. ISBN 3-527-31027-4
Thanakoses P, Black AS, Holtzapple MT (2003) Fermentation of corn stover to carboxylic acids. Biotechnol Bioeng 83(2):191–200
Tucker MP, Nagle NJ, Jennings E, Lyons R, Elander R (2011) Hot-washing of pretreated corn stover using integrated sunds horizontal screw and jaygo pretreatment reactors with pneumapress automatic pressure filter. http://www1.eere.energy.gov/biomass/pdfs/34331.pdf. Accessed 8 Feb 2011
Tullo AH (2007) Eastman pushes gasification. Chem Eng News 85(32):10
Voith M (2009) Dow plans algae biofuels pilot. Chem Eng News 87(27):10
Womac AR, Igathinathane C, Bitra P, Miu P, Yang T, Sokhansanj S, Narayan S (2007) Biomass pre-processing size reduction with instrumented mills. http://www.biomassprocessing.org/Publications/2-Papers_presented/ASAE%20Paper%20No%20056047%20biomass_instrumentedmills_Womac%20et%20al.pdf. Accessed 8 Feb 2011
Wool RP, Sun XS (2005) Bio-based polymers and composites. Elsevier/Academic, Burlington
Zamora A (2005) Fats, oils, fatty acids, triglycerides. http://www.scientificpsychic.com/fitness/fattyacids1.html. Accessed 8 May 2010
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2017 Springer International Publishing Switzerland
About this entry
Cite this entry
Sengupta, D., Pike, R.W. (2017). Biomass as Feedstock. In: Chen, WY., Suzuki, T., Lackner, M. (eds) Handbook of Climate Change Mitigation and Adaptation. Springer, Cham. https://doi.org/10.1007/978-3-319-14409-2_25
Download citation
DOI: https://doi.org/10.1007/978-3-319-14409-2_25
Published:
Publisher Name: Springer, Cham
Print ISBN: 978-3-319-14408-5
Online ISBN: 978-3-319-14409-2
eBook Packages: EnergyReference Module Computer Science and Engineering