
Abstract
We present the x-ray techniques for characterizing laser heated metals for welding and cutting techniques. At present, with an undulator (70 keV) as well as bending magnet (30 keV) sources at SPring-8 as a probe source, CW 300 W Ytterbium fiber laser irradiates an Aluminum slab as a sample. Simultaneously the x-ray beam probes the sample for real time observation of a molten pool. We observe the convection indicated by the motion of tungsten based particles as a tracer in the molten pool. During the cooling phase, the molten metal is solidified with residual stresses which are affected by the heating and convection processes. In this experiment the time and space resolution are ∼milli-second and several tens of μm, respectively. On the other hand, microscopic short transient phenomena also play a significant role for the quality of a solidified material. For this purpose, we need high energy short pulse x-ray sources. We try to discuss on the capability and limitation of present x-ray sources and the prospect of an ultra high brightness x-ray source as a complementary source for full characterization of the laser heated and cooling processes of metals.
Access provided by Autonomous University of Puebla. Download conference paper PDF
Similar content being viewed by others

Keywords
These keywords were added by machine and not by the authors. This process is experimental and the keywords may be updated as the learning algorithm improves.
1 Introduction
Precise characterization of laser heated metal is useful and important for high quality welding and thick metal cutting relevant to maintenance of nuclear plants and decommissioning. In this paper, we present x-ray techniques for real time observation of melting and solidification processes and their interpretation with use of a computer simulation technique.
Figure 1 shows wide range of laser matter interaction studies [1] which contribute to the science and industries. Above the intensity of 1018 W/cm2 which is beyond the figure, one can see the area of the ultra-high intensity laser matter interaction where the relativistic or nonlinear effects play a significant role [2]. We also find the intensity regime of plasma based soft x-ray lasers [3, 4]. In the pulsed irradiation regime, for the nuclear engineering, the laser peening [5, 6] is one of the most attractive techniques to make artificial stress distribution which strengthens the plant components. The non-thermal processing is useful for removal of materials without excessive melting [7, 8]. The ultra-short laser pulse makes nanometer structures on the surface of many materials [9]. The dashed and solid lines respectively represent ionization and melting limits. On the other hand, CW (continuous Wave), scanned CW or long duration pulsed irradiation is also quite useful for the nuclear plant engineering, such as laser welding and cutting. In this region an assist gas plays a significant role for melting and solidification.

Wide ranges of laser parameters are used for nuclear engineering such as laser peening, welding and cutting. In the pulsed irradiation regime, ultra-high intensity laser applications (beyond upper limit of the laser irradiance) and laser plasma based x-ray lasers are placed
The laser cutting of thick metallic materials are necessary for dismantling nuclear power plant and other nuclear facilities because a present fiber laser is powerful enough while it can enter into the narrow gap. The laser can melt and cut the thick metal without reactive force. Successful cutting is realized if the laser hits a fresh metal surface continuously with a help of assist gas flow which blow off the molten and vaporized metals. High quality welding is also necessary for the nuclear engineering. The detailed characterization of the laser welding phenomena is useful for it.
2 Experimental Setup
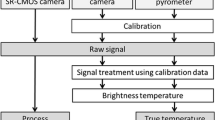
Dynamics of a molten pool surface taken by a high speed camera contribute to characterize a molten pool. However, visible light can provide only the surface of the molten pool. If we need to see the interior of the molten pool, we need an intense high energy x-ray beam for imaging. In addition to this, if we would like to see a clear boundary between the solid and liquid phases we need an intense monochromatic x-ray source. For example, mass density difference between the solid and liquid iron is typically ∼10 % and we need ∼milli-second temporal resolution with long time continuous operation as well as a several tens of μm spatial resolution. An intense monochromatic x-ray beam delivered from SPring-8 whose significant feature is its ultra high brightness is suitable for this purpose. For real time observation of a laser heated Aluminum and iron based materials with > a few mm thickness to see hydrodynamic phenomena, we need an intense 30 keV and 70 keV monochromatic x-ray beam, respectively. Figure 2 shows an example of the experimental setup.

Experimental setup of the real time observation of a CW 300 W laser heated Aluminum or stainless steel molten pool probed by an intense 30 keV or 70 keV x-ray beam, respectively with a band width of <10−4 (the band width/the central energy). The laser illuminates for 5∼10 seconds. The sample width is ∼1∼5 mm
3 Scenario of the Physical Processes and Experimental Result
Figure 3 show the expected physical processes of laser heated metals. A laser light is absorbed. This process includes fast and complicated processes such as free electron contribution to the absorption. Successive laser heating causes a phase change to make a molten pool. In this case, we call the heat conduction type melting. If the laser intensity increases, the regime moves into the key hole type [10]. In the pool, the convection is driven by the buoyancy for Aluminum or by the surface tension for stainless steel [11]. When the laser heating stops, the molten pool is cooled down and solidified. Then we find the residual stress distribution which is expected to be influenced by the processes happened previously.

The scenario of the laser heated Aluminum molten pool. From the left to the right, the laser heated pool whose solid liquid interface expands in radial direction with convection inside the pool. The laser stops. The molten pool begins to be solidified. The area of the pool decreases rapidly by cooling. The solidification is completed and the residual stress appears around the laser heated region
The series of experiments have been performed with use of the setup shown in Fig. 2 [12]. Figure 4 shows an x-ray snap shot of the laser heated molten pool. The bending magnet based source coupled with a pair of crystal spectrometers delivers 30 keV x-ray with an intensity of 108 photons/second/mm2 and the band width of 10−4. The temporal resolution is ∼10 msec which depends upon a frame rate of a camera. The dynamic behavior of laser heated molten pool is visible.

An intense 30 keV x-ray beam makes it possible to make a real time movie of laser heated molten pool. The laser illuminates an Aluminum sample from the top and its power is 300 W. The thickness of the sample is 1 mm and the laser spot diameter is 1 mm. The solid liquid interface is clearly visible mainly owing to the monochromaticity of the beam. The white horizontal line represents 7.4 mm
4 Comparison Between the Experimental and the Computational Results
We have developed relevant multi-dimensional hydrodynamic simulation code SPLICE [13] based on the incompressible fluid model including solid, liquid and gaseous states. As we have described each processes briefly in Fig. 3. The details of the solidification processes should be given by other aspect of the physical models [14]. We have observed almost whole processes as an x-ray movie including heating, melting and a formation of molten pool, convection in a pool, solidification with residual stress formation.
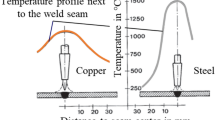
Firstly, the dynamical behavior of the laser heated and solidified iron surface is described for the comparison between the experimental and computational results. The upper panel of Fig. 5 shows the precise observation of the surfaces using a high speed video camera in the visible spectral range having a frame rate of 12500 frames/second. The corresponding result obtained by the 3-dimensional hydrodynamic code is shown in the lower panel of Fig. 5. In this material, the temperature gradient causes unbalanced surface tension and the flow is driven by this force. If we switch off the surface tension artificially in the code, just a flat surface profile is visible. The computed result shows similar surface profile as observed by the high speed camera.

The upper panel represents the snap shot of the 300 W, CW laser illuminated iron surface recoded by a high speed video camera in the visible spectral range. The laser illuminates from a reader to the paper. The scanning speed and its direction are 5 mm/second and the direction of the arrow, respectively. The spot size is 0.5 mm. The lower panel represents the result of the computer simulation. The welded beads are visible in both the panels
Secondly, cross-sectional view of the molten pool is depicted. The size of the molten pool in the experiment is compared with the simulation result as shown in Fig. 6. The directions of the convection coincide with each other. The convective flow in the molten pool is clearly visible in this x-ray movie such as ∼20 mm/second. The simulation result shows that the speed of the tracers is ∼40 mm/second which is faster than the experimental one. After the complete solidification, the residual stress has been measured in the experiment. In this technique, if the stress is created at specific place inside the sample, lattice structure changes and the diffraction angle is broadened. The spectral broadening is interpreted into the residual stress. Subsequent scan inside the sample makes it possible to create a 3-dimensional stress distribution [15].

The result of the SPLICE code which simulates the experiment shown in Fig. 4. The laser illuminates from the top to the central part of Aluminum sample where the high temperature region can be seen. The molten pool with clear liquid to solid interface is visible. The white horizontal line represents 10 mm. The scale of this figure is the same as that of Fig. 4. The size of the molten pool reasonably coincides with the experimental results. The arrows in the molten pool represent the directions of the convection which also coincide with the experimental results
5 Outlook of the Ultra-intense X-Ray Techniques
Figure 7 represents the map of x-ray techniques in respect to the temporal and spatial resolutions including imaging [16] and diffraction.

Spatial resolution vs. temporal resolution for various x-ray sources. Another important aspects of imaging include a field of view and duration of successive imaging (x-ray movie)
High speed x-ray camera coupled with an undulator provides wide field of view (a few cm) with several tens of μm resolution and long time continuous operation of more than a few tens of seconds with milli-second temporal resolution which depends upon the frame rate of the x-ray camera. The whole process including laser irradiation and cooling can be identified quite successfully as described previously. However, if one would like to see precisely the specific parts, for example as shown in Fig. 4, the melting front is not resolved sufficiently. We need higher temporal and spatial resolutions such as < a few μ-second and < a few μm. During the solidification phase, we also need much higher resolutions for a real time observation of crystallization where a typical dendrite size is ∼10 μm. Such precise imaging may not need relatively wide field of view. A single bunch operation of a Synchrotron source is one of the possible candidates. The parameters for imaging are complementary.
The creation of residual stresses have routinely measured with the scanning x-ray technique [12] which needs a long time operation and it might be observed with time resolved x-ray diffraction made by an ultra-intense coherent x-ray. An x-ray Free Electron Laser [17] might provide such a beam if it can deliver pulses with higher photon energy. Compact ultra short pulse laser driven x-ray sources with a pump-probe technique have also contributed to the real time observation of phase transitions with ultra fast x-ray diffraction techniques [18]. Such laser driven sources might be also applicable to the imaging with a single shot based operation. Full characterization of melting and solidification of metals is in progress with the technique described here. In addition, these techniques are applicable to the non-metallic materials.
6 Summary
The real time imaging of a laser irradiated metallic molten pool using a Synchrotron facility has been realized. An undulator x-ray source is an almost ideal source for characterizing the macroscopic hydrodynamic behavior of the process. The result is compared with the multi-dimensional fluid simulation. Real time imaging of solidification process has also been realized. We also have made off-line measurement of residual stress distribution. Based on the present achievement, extension of the ultra high brightness x-ray techniques to characterizing the finer and faster components is discussed.
References
Von Allmen, M., Blatter, A.: Laser-Beam Interactions with Materials, 2nd edn. Springer, Berlin (1995)
Daido, H., Nishiuchi, M., Pirozhkov, A.S.: Review of laser-driven ion sources and their applications. Rep. Prog. Phys. 75, 056401 (2012) (71 pages)
Daido, H.: Review of soft x-ray laser researches and developments. Rep. Prog. Phys. 65, 1513–1576 (2002)
Suckewer, S., Jaegle, P.: X-ray lasers: past, present, future. Laser Phys. Lett. 6, 411–436 (2009)
Sakino, Y., Sano, Y., Kim, Y.-C.: Application of laser peening without coating on steel welded joints. Int. J. Struct. Integr. 2, 332–344 (2011)
Sano, Y., et al.: Residual stress improvement in metal surface by underwater laser irradiation. Nucl. Instrum. Methods Phys. Res. B 121, 432–436 (1997)
Nishimura, A., et al.: Ablation of work hardening layers against stress corrosion cracking of stainless steel by repetitive femtosecond laser pulses. SPIE Proc. 5562, 673–677 (2004)
Nishimura, A., et al.: Development of inspection and repair technology for the micro cracks on heat exchange tubes. J. Jpn. Laser Process. Soc. 17, 207–212 (2010)
Azuma, H., et al.: Single-shot creation of nanometer-sized silicon tadpoles by ultrahigh-intensity laser. Jpn. J. Appl. Phys. 43, L1172–L1174 (2004)
Fujinaga, S., et al.: Direct observation of keyhole behaviour during pulse modulated high-power Nd:YAG laser irradiation. J. Phys. D: Appl. Phys. 33, 492–497 (2000)
Fujii, H., Sogabe, N., Nogi, K.: Convection in weld pool under microgravity and terrestrial conditions. Mater. Sci. Forum 512, 301–304 (2006)
Yamada, T., et al.: Phenomenological evaluation of laser-irradiated welding processes with a combined use of higher-accuracy experiments and computational science methodologies (3) In-situ observations of welded pool using an intense x-ray beam. In: Proc. the 12th International Symposium on Laser Precision Microfabrication (2011). Paper number # 11-055 Tu3-O-7, Att0091
Yamashita, S., et al.: Phenomenological evaluation of laser-irradiated welding processes with a combined use of higher-accuracy experiments and computational science methodologies (5) Numerical simulation of the welding processes with a multi-dimensional multi-physics analysis code SPLICE. In: Proc. International Conference on Nuclear Engineering, May 16–19, 2011 (2011). Paper number ICONE19-43939
Kou, S., Le, Y.: The effect of quenching on the solidification structure and transformation behaviour of stainless steel welds. Metall. Trans. A 13A, 1141–1152 (1982)
Muramatsu, T., et al.: Study on fundamental processes of laser welded metals observed with intense x-ray beams. In: Lee, J., Nam, C.H., Janulewicz, K.A. (eds.) X-Ray Lasers 2010. Springer Proceedings in Physics, vol. 136, pp. 245–255 (2011)
Zewail, A.H., Thomas, J.M.: 4D Electron Microscopy. Imperial College Press, London (2009), Chap. 1
Tanaka, H.: Next-generation light source gets boost from powerful new analysis technique. RIKEN home page, http://www.riken.go.jp/engn/r-world/research/results/2010/100922/image/100922.pdf (September 2010)
Rousse, A., Rischel, C., Gauthier, J.-C.: Colloquium: femtosecond x-ray crystallography. Rev. Mod. Phys. 73, 17–31 (2001)
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2014 Springer International Publishing Switzerland
About this paper
Cite this paper
Daido, H. et al. (2014). Real-Time Observation of Laser Heated Metals with High Brightness Monochromatic X-Ray Techniques at Present and Their Future Prospects. In: Sebban, S., Gautier, J., Ros, D., Zeitoun, P. (eds) X-Ray Lasers 2012. Springer Proceedings in Physics, vol 147. Springer, Cham. https://doi.org/10.1007/978-3-319-00696-3_12
Download citation
DOI: https://doi.org/10.1007/978-3-319-00696-3_12
Publisher Name: Springer, Cham
Print ISBN: 978-3-319-00695-6
Online ISBN: 978-3-319-00696-3
eBook Packages: Physics and AstronomyPhysics and Astronomy (R0)