
Abstract
In the oil and gas industry of a number of countries, long-life fields contain a significant amount of hard-to-recover hydrocarbon reserves, the production of which has been hampered by a lack of technology. Reactivation of old wells and stimulation of new wells is a topical issue today. The most effective technology is hydraulic fracturing. For fracturing operations, it is necessary to use modern and reliable equipment, an important part of which is a mobile high-pressure pumping unit. The purpose of this study is to improve the technical and economic parameters of the mobile pumping unit design under different types of external loads. The tasks of the research are selection of the drive part of the high-pressure plunger pump NP 720 with the weighting of the units on the chassis KamAZ 63501 and design of the superframe structure with the use of strength analysis methods in CAE-system. The method of automatic selection of the operating mode of the drive part of the plunger pump is developed, by means of which it is possible to calculate on what gear and at how many engine revolutions the necessary operating conditions for each pump mode will be fulfilled on the base of the given values of torque, speed of rotation of the pump input shaft, as well as gear ratios of the built-in gearbox and automatic gearbox. The method of calculation of the number of places of superstructure fastenings on the chassis is proposed, which is based on the strength calculation of bolt connection on shear. Using the overload experienced by the superstructure and its total weight, changing the diameter of bolts from standard values, the minimum number of fasteners was calculated. Using the finite element method in the MathCad system of mathematical calculations, a statically indeterminate beam was calculated using the finite element method, which was used to determine the optimal location of the fastening nodes of the subframe of the mobile pumping unit.
Access provided by Autonomous University of Puebla. Download conference paper PDF
Similar content being viewed by others


Keywords
1 Introduction
Since the development of the fields in Russia began in the XIX century, there is many wells with hard-to-recover reserves that have not been extracted due to the lack of technology. Therefore, the issue of renewal of old wells and stimulation of new wells is relevant today [1].
One of the flagship technologies for such purposes is the hydraulic fracturing using procedure. For several decades, domestic equipment and experience in the application of hydraulic fracturing have lagged far behind the world level. Therefore, in the recent history, hydraulic fracturing at Russian fields immediately became the prerogative of foreign service companies. Today the market situation has changed, however, all new trends in technology still come from abroad. The main vector of development is to make the technology cheaper, increase its efficiency and find ways to use it in the most complicated cases, such as development of unconventional reserves.
The hydraulic fracturing scheme consists of several sequential operations: (i) determining the fracture location for formation of fractures in the oil reservoir rocks, (ii) creating conditions (holes) for pressure on the reservoir at selected well sites, (iii) injection of fracturing fluid into the reservoir under high pressure, (iv) injection of propping agent (proppant) into the formed fracture, (v) flushing the well and its operation. Since the first hydraulic fracturing, all of these stages have changed in one way or another: today the technology is trying to maximize its adaptation to the conditions of each field. Modern hydraulic fracturing, despite its mass application, is a very individual technology that ensures optimal efficiency by selecting parameters for each specific case.
For successful hydraulic fracturing operation, it is necessary to use modern and reliable equipment [2], the most important part of which is a mobile high-pressure pumping unit. Currently, there are manufacturers from China (KERUI [3], JEREH [4]), USA (Halliburton [5], Schlumberger [6]) and Germany (GOES [7], ARIS [8]). All of them are engaged in the production of customized equipment and are ready to use any units at the discretion of the customer. Since Russia uses the metric system, there is a difficulty with the operation of foreign equipment, and modifications are required to comply with Russian GOST.
When comparing layout options, it is worth considering the location of their application. Thus, in conditions of close location of the field to public roads, it is more appropriate to use semi-trailer versions of mobile high-pressure pumping units with the use of tractors. Thus, due to the long base, it is possible to increase the capacity of one unit of equipment by using larger equipment with increased power characteristics, thus it is possible to use a smaller number of units.
In the absence of any road surface, it is necessary to use high cross-country technique, which implies the execution of pumping unit on the chassis of a special vehicle. Such installations have a number of restrictions on dimensions depending on the transport legislation of the country, as well as restrictions on the load on each axle of the vehicle. Thus, despite the high saturation of the market, the problem of designing [2, 9, 10] mobile pumping units that meet modern requirements for operation in Russia remains relevant.
2 Research Method
The subject of the study is a universal high-pressure pumping unit based on an improved plunger pump NP-720 with an integrated gearbox on the KamAZ 63501 chassis.
The aim of the research is to optimize the layout of the pumping unit using mathematical modeling methods, with verification strength calculation of the superframe of the improved mobile pumping unit for various types of loads.
The objectives of the research are selection of the drive part of the plunger pump NP 720 with the weighting of the units on the chassis KamAZ 63501, design of the superframe structure and its calculation.
The graphical method is widely applied in various studies, so in [11], to quantify the chemical energy of electrochemical systems, Gibbs free energy is introduced as a third dimension in the conventional T-S diagram in terms of thermodynamic cycles, and a graphical analysis method is proposed. Then an ideal cycle is presented through the graphical analysis method, which can determine the transformation relationship between heat, work and chemical energy. The graphical analysis method improves the thermodynamic theoretical system of electrochemical systems for heat harvesting, where chemical energy matters, and leads to a deep understanding of the inherent energy conversion mechanism. Moreover, the graphical analysis method will provide theoretical guidance for integrating chemical energy into the design of thermodynamic cycles, and even allow us to extend the boundaries of thermodynamic cycles. In [12], a method is proposed to enable an inexperienced user to select the most suitable positive displacement piston pump drives, particularly electric motors, and successfully operate them for a long time.
Design and verification calculations are supposed to be carried out using simulation modeling, using full-scale models. Currently, for the study of complex engineering systems, many well-known approaches to modeling the motion of deformable structures have been developed and are actively used. The most acceptable method of research in case of impossibility to conduct an experiment on a real object, due to its high cost and significant mass-size characteristics is the method of simulation modeling. Among various methods of approximate solution of the problem, the finite element method (FEM) stands out. It is a simple and at the same time very powerful method, allowing many different formulations oriented to different applications, it is well researched and widely used in practice [13, 14].
The strength calculation was performed in the PTC MathCad program [15], which includes sets of arithmetic, logic, matrix operators, and over 700 built-in functions. There are many different categories, that the program functions have: Bessel functions, complex numbers, curve fitting, data analysis, differential equations, Fourier transforms, graphing, hyperbolic functions, Image Processing, interpolation, logs, number theory, probability, solving, sorting, statistics, trigonometry, vectors and waves. Many functions are used by scientists and engineers for technical calculations.
3 Results and Discussion
When selecting the units, a methodology for determining the optimal operation mode of the on-board diesel engine was proposed. Since well service includes many tasks with different energy consumption, the pumping units must operate with variable values of flow and flow rate. Therefore, it is necessary to select the modes of operation for each engine and automatic transmission. The NP-720 pump can operate in seven modes as shown in Table 1.
Knowing the torque and speed of the input shaft of the pump, as well as the gear ratios of the built-in gearbox and automatic transmission, it is possible to calculate in what gear and at what engine speeds will fulfill the conditions of operation of each mode of the pump. For example, Fig. 1 shows a graph of the operating modes of a 597 kW Caterpillar C18 engine. The red line shows the curve of interest points.

Operating range graph of the C18 engine with automatic transmission (compiled by the authors) (Color figure online).
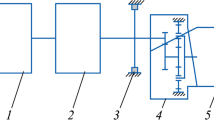
As can be seen from Fig. 1, Caterpillar C18 engine with power of 597 kW is not able to ensure the operation of the pump in all modes, therefore, its power is insufficient. The analysis of similar graphs of MTU12V4000 engine operation with TH-55 E70 automatic transmission (compiled by the authors) was also carried out, after which it was concluded that this set of units can ensure the operation of the plunger pump in all modes of operation. On the base of the selection made, an assembly was created in the Compass 3D program from the above equipment with the addition of a connecting element (cardan shaft and coupling), which is shown in Fig. 2.

Plunger pump NP 720 with drive part: 1 – diesel engine MTU 12V4000 P62; 2 – automatic transmission TH55-E90; 3 – cardan shaft No. 43,84 (GEWES); 4 – Geislinger clutch; 5 – plunger pump NP 720 (compiled by the authors).
After selecting the equipment, it is necessary to solve the problem of its optimal placement on the chassis. Based on the dimensions of the selected drive and plunger pump the KamAZ 63501 chassis was selected. Figure 3 schematically depicts the vectors and points of application of forces 4, acting in the pumping unit. The scheme contains the following notations: GB is the driver weight (0.08 tf); GM is the weight of MTU 12V2000 P62 diesel engine (6.2 tf); GP is the weight of superframe (1.3 tf); GACP is the weight of TH55-E90 automatic transmission (3 tf); GH is the weight of pump (3.2 tf); G1 is the load on the first and second drive axles (7.2 tf); G2 is the load on rear bogie (3.8 tf); L1 is the distance from R of front bogie to driver (1.5 m); L2 is the distance from Rpt to center of mass of engine (1.5 m); L3 is the distance from Rpt to the center of mass of the frame (2.7 m); L4 is the distance from Rpt to the center of mass of the automatic transmission (3.8 m); L5 is the distance from Rpt to the center of mass of the pump (6.3 m); LM is the distance from Rpt to Rzt rear bogie from technical specifications of KamAZ 63501 (3.69 m); Rpt is the support reaction in the geometric center of the front bogie (tf); Rzt is the support reaction in the geometric center of the rear bogie (tf).
Let us make two equations of equilibrium in the xz-plane. In the other planes there are no forces or the arms are 0. We obtain the following equations:

Force diagram for the weight calculation of the mobile pump unit (compiled by the authors).
Substituting the values, we obtain the reaction of supports in the geometric centers of front and rear bogies of the chassis, compare with the tabulated values recommended by Kama Automobile Plant in Table 2.
We calculate the percentage of load on the front bogie by the formula: [Rpt/(Rpt + Rzt)] × 100%. The results of calculations showed that the front bogie has 36% of the load, which does not meet the KamAZ recommendations (at least 40%) and will lead to problems with steering. To solve the problems with excessive load on the rear bogie and insufficient load on the front bogie, the position of the superstructure can be changed (Fig. 4).

Pump unit with relocated spare wheel mount (compiled by the authors).
It was decided to adjust to the location of the units on the rig. The entire superstructure was moved 300 mm closer to the cab, and the spare tire is now located at the rear of the chassis.
The new calculation showed that the load on the front bogie was increased by 1 tf and the load on the rear bogie decreased by 1.2 tf. Thus, the weight distribution came to the value of 40/60, which is a good indicator for special vehicles of high cross-country ability. The data are presented in Table 2.
The next step of the study was to identify the most successful location of the attachment points of the subframe to the chassis and strength calculation of bolted connections. To calculate the bolted connection of the KAMAZ 63501 chassis with the superstructure of the high-pressure pumping unit, it is necessary to know the weight of the installed units and operating conditions.
From (1), we use the weight of each unit of the installation. Then from the technical characteristics of the chassis, we determine the acceleration at braking. By changing the bolt diameter from the standard values according to Russian GOST 7798–70, we obtain the required number of fixing points according to the formula:
where D is the bolt diameter (mm); S is the shear load (N); i is the number of shear planes; Z is the number of bolts; τcr is the allowable shear stress (MPa).
Thus, it was determined that 10 bolts (5 on each side) would be required to secure the subframe to the chassis.
Next, it is necessary to determine the reactions occurring at the points of attachment of the pump unit subframe to the chassis. For this purpose, let us represent the subframe as a beam. Since there are three points for mounting the motor and the automatic transmission, we will apply the principle of superposition to calculate reactions in a statically indeterminate beam.
Calculations of displacements and torques were carried out in MathCad system using the finite element method. The element type is linear two-node element. Figures 5 and 6 show the obtained displacement and torque diagrams of the superframe beam. Figure 5 also shows the results of calculation of displacements of beam points obtained in APM FEM Compass program.
As can be seen from the graphs, the maximum value of linear displacement in the technique was 1.65 mm, in the APM FEM module 1.138 mm. The difference was equal to 31%. This is due to the method used a simplified mathematical model, which considered fewer conditions than in a full-fledged three-dimensional model.

Method displacement graph and linear displacement results map of the APM FEM module (compiled by the authors).

Torque diagram at the node points of the subframe beam (compiled by the authors)
The selection of drive parameters, based on the proposed methodology affects the problem of optimizing the technical characteristics of machine drives. Diesel engine system design (DESD) is an important and leading function in the design and development of modern low EGR diesel engines. This paper presents the fundamental concepts of diesel engine system design and provides an overview of the theory and approaches in this evolving technical field. A central theme is how to achieve specified engine system specifications early in the product development cycle. The paper [14] uses a system engineering approach and apply the concepts of reliability and robust engineering to the design of mobile plant drives to address optimization issues arising in the design. Four system design attributes, namely performance, durability, packaging, and cost, are developed.
The study of the weight distribution of the universal pumping unit to determine the optimal location of the superstructure units to improve the off-road performance of the KamAZ 63501 chassis is consistent with the study, conducted by the authors of [12], the purpose of which was to study and analyze vehicles with a frame chassis to troubleshoot and develop a new chassis with better performance by optimizing weight and ergonomics. The project team identified a specific area to optimize the vehicle to reduce overall volume, such as engine compartments, driver’s cabin, legroom, rigid suspension points, and steering area. Robust engineering techniques with in-depth knowledge of vehicle ergonomics and dynamics allowed our team to create an efficient vehicle for competition in the future.
In the creation of strength calculation methodology by FEM method, the geometric shape and material of the profile from which the frame is constructed is considered. As in the paper [12], the work is devoted to investigation of the behavior of chassis materials in terms of mechanical strength, durability, fatigue, etc. The result of the proposed work is to obtain the best methods to design the safest Rolling Chassis (RC) frame according to material selection, design, ergonomics, manufacturability and various parameters that need to be considered when planning an off-road vehicle. To develop the chassis, 22 commercially available engineering materials were investigated, mainly AISI 4130 material, the most popular material due to its high tensile strength of all available materials.
4 Conclusion
The paper presents the design procedure of a mobile high-pressure pumping unit based on the study of drive parameters, optimal equipment layout and automated verification calculation. Using the graphical method, the drive units that best meet the requirements for the pump under consideration are selected. It is found that the required drive power should be 1000 hp. Weighting was carried out, and based on the force diagram, the optimum arrangement of the units was determined for a 40/60 weighting for increased flow capacity. We determined the number and locations of the points of fixing the subframe on the chassis frame with the help of standard shear bolt connection calculation according to the data from the reference book of Kamsky automobile plant. In this paper we propose a method of automated strength calculation of the subframe in Mathcad program by finite element method with the use of rolled metal of different profiles as a load-bearing element of the frame.
References
Gromova, A. V.: Statistical analysis of oil production in the Russian Federation. Young Sci. 47(285), 197–200 (2019). (In Russian)
Lebedev, A., Kireev, S., Korchagina, M., Efimov, A.: Optimization of structure parameters of semi-trailer-tank for hydraulic fracturing of formation. In: Guda, A. (ed.) Networked Control Systems for Connected and Automated Vehicles. Lecture Notes in Networks and Systems, vol. 510, pp. 1727–1736, Springer, Cham (2023). https://doi.org/10.1007/978-3-031-11051-1_178
KERUI (2023). https://www.keruigroup.com
JEREH (2023). https://www.jereh-rus.com
Halliburton (2023). https://www.halliburton.com
Schlumberger (2023). https://www.slb.ru
GOES (2023). https://goes-well.com
ARIS (2023). https://www.katt-gmbh.com
Lebedev, A., Kireev, S.: Optimization of the bunker system of pumping agregat on a motor chassis. Robotics, machine building and engineering technologies for precision agriculture. Proc. XIV Int. Sci. Conf. “INTERAGROMASH 2021”. Springer Ser. “Smart Innovations, Systems and Technologies” Singapore, pp. 93–105 (2022). https://springerlink.bibliotecabuap.elogim.com/chapter/10.1007/978-981-16-3844-2_11
Kireev, S.O., et al.: Analysis of operating conditions of sliding friction units of driving system of high-pressure oil and gas well service plunger pumps. Chem. Petrol. Eng. 52, 332–338 (2016). https://doi.org/10.1007/s10556-016-0195-4
Chen, R., Deng, S., Xu, W., Zhao, L.: A graphic analysis method of electrochemical systems for low-grade heat harvesting from a perspective of thermodynamic cycles. Energy 191, 116547 (2020). https://doi.org/10.1016/j.energy.2019.116547
Dubey, K.K., Pathak, B., Singh, B.K., Rathore, P., Yadav, S.R.S.: Mechanical strength study of off-road vehicle chassis body materials. Mater. Today: Proceedings 46(Pt 15), 6682–6687 (2021). https://doi.org/10.1016/j.matpr.2021.04.147.(2021)
Cao, Z., et al.: A sensitivity-based nonlinear finite element model updating method for nonlinear engineering structures. Appl. Math. Model. 100, 632–655 (2021). https://doi.org/10.1016/j.apm.2021.07.034
Mengolini, M., et al.: An engineering perspective to the virtual element method and its interplay with the standard finite element method. Comput. Methods Appl. Mech. Eng. 350, 995–1023 (2019). https://doi.org/10.1016/j.cma.2019.02.043
Mathcad (2023). https://www.mathcad.com
Acknowledgement
This research was supported by the Russian Foundation for Basic Research (project No. 20–33-90135).
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2024 The Author(s), under exclusive license to Springer Nature Switzerland AG
About this paper

Cite this paper
Karabanov, D.V., Kireev, S.O., Korchagina, M.V., Lebedev, A.R., Efimov, A.V. (2024). Designing a Mobile High-Pressure Well Service Pump Unit on a Vehicle Chassis. In: Parinov, I.A., Chang, SH., Putri, E.P. (eds) Physics and Mechanics of New Materials and Their Applications. PHENMA 2023. Springer Proceedings in Materials, vol 41. Springer, Cham. https://doi.org/10.1007/978-3-031-52239-0_57
Download citation
DOI: https://doi.org/10.1007/978-3-031-52239-0_57
Published:
Publisher Name: Springer, Cham
Print ISBN: 978-3-031-52238-3
Online ISBN: 978-3-031-52239-0
eBook Packages: Chemistry and Materials ScienceChemistry and Material Science (R0)