
Abstract
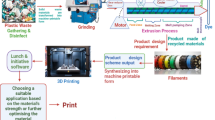
The work presented here exposes the development and design of a new machine: the recycled plastic filament winder understood as an innovative DIY tool that enables and provides new solutions for the recycling and reuse of plastic, creating customized filaments that can be used in 3D printing, for instance. It is a cost-effective and sustainable solution that helps reduce waste and environmental pollution. The construction of this machine makes possible to create 3D printing filament from discarded plastic. It can be understood as one more option among the existing solutions that, in a profitable and sustainable way, contribute to reduce waste and environmental pollution. Thus, the construction of this winder joins the set of machines that allow to extend the useful life of plastic materials, trying to prevent them from ending up in landfills or seas and oceans; in short, to reduce the amount of plastic waste that every year pollute the ecosystem and the environment. The winder works by taking plastic from disposed containers such as bottles, caps, jerry cans, etc. These containers need to be previously shredded into small plastic shavings or flakes, which are then fed into an extruder machine, where they are melted and, through the winder, this molten mass of plastic is transformed into a thread or filament that can be used in 3D printing. In addition, this winder design also gives users the opportunity to create customized filament since the color, texture and thickness of the filament can be controlled.
Access provided by Autonomous University of Puebla. Download conference paper PDF
Similar content being viewed by others

Keywords
1 Introduction
The design and development of the recycled plastic winder presented here is part of the project called “MAREA Plastic” [1] which aims at two main goals: to diminish plastic pollution that affects seas and oceans all over the world and raise awareness and sensitize about the need to reduce the use and manufacture of new plastic by extending the useful life of those already existing by turning plastic waste into new valuable products.
MAREA Plastic team consists of a group of students, professors and academics willing to improve, or at least not worsen, plastic pollution in the Earth. In 2020, MAREA Project becomes a competitive research project funded by the “II Plan Propio” of the Smart Campus Vice-Rectorate from the University of Malaga. It follows the philosophy of the international social movement known as “Precious Plastics” [2]. By starting from the machines and prototypes developed by Precious Plastics, MAREA Plastic intends to improve and optimize their designs regarding its educational purpose and context as well as to create new developments from scratch. This is the case of the winder machine exposed here.
Among the others prototypes created, developed or optimized by MAREA Plastic are the following: a shredder, an extruder, an injector and a washing machine. Since the project is based on the concept recently outspoken as “circular economy”, all machines are built from scratch trying to employ as many recycled or reused components as possible; from material remains such as steel tubes, metal plates, wires, up to old engines, tables, and metal or wooden structures.
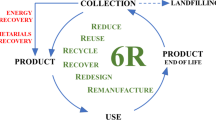
By means of the Precious Plastic movement or the MAREA Plastic project the recycling process of plastics is taken down to several steps, making it possible to reproduce the transformation that the raw material undergoes until becoming a new useful and valuable product from industrial environments to smaller and more accessible environments, such as, in this case, the university context or the local community.
1.1 Current Figures on Plastic Pollution
Plastic pollution is one of the most serious environmental problems of our time. Plastics are durable and versatile materials, but their massive use and inadequate disposal are causing enormous environmental pollution worldwide since their production potentially increases every year [3].
According to the United Nations Environment Programme [4], it is estimated that more than 300 million tons of plastic are produced worldwide each year. Of this amount, around a third is used for single-use products such as bags, food packaging, and water bottles, which often end up in landfills, oceans, and other natural ecosystems.
Out of that amount, 8 million tons of plastic end up in the sea [5, 6], which is equivalent to one garbage truck per minute. This has serious consequences for marine life, as many animals mistake the plastics for food and die from ingestion or entanglement.
Recycling and reducing plastic consumption is one of the most effective ways to reduce environmental pollution caused by these materials. The MAREA Plastic project proposes a reduction of plastic material manufacturing by giving a second life to the raw material. This process involves collecting, sorting, washing, and shredding plastic waste, and then transforming it into new products through injection or extrusion.
1.2 State of the Art on Winding Machines
Recycled plastic filament winders are useful tools in the fight against environmental pollution caused by plastic waste. These machines are used to collect and process plastic waste, and then convert them into recycled plastic filaments that can be used in 3D printers.
The process begins with the collection of plastic waste, which is sorted and classified according to its type and composition. The plastics are then washed and crushed to create small plastic particles. These particles are melted and molded into plastic filaments, which are wound onto the winder.
The recycled plastic filaments produced by the winders can be used in 3D printers to create a variety of objects, from machinery parts to toys and decorative items. By using recycled plastic instead of new plastic, the amount of plastic waste in the environment is reduced, and the circular economy is promoted.
Moreover, recycled plastic filament winders are a cost-effective investment for companies and individuals who regularly use 3D printers. Instead of buying new plastic filament, they can use their own plastic waste to produce their own recycled plastic filament, which allows them to save money and reduce their carbon footprint. These are some of the reasons why plastic winders for 3D printing filament are nowadays under study by various researchers with different applications such as the work of Yonglun et al. [7] that develop a model of plastic wire winder in order to improve the existing designs, likewise the winder presented here. Other applications an authors as Turukmane et al. [8] that focus on the impact of draw ratio and speed on the properties of the material when employing PET FDY. Fu et at. [9] offer an intuitive understanding of the process of filament winding which can afterwards reduce costs and time, through a simulation system that imitates the band winding process among others. Moreover, among commercial winders in the market, the Noztek Filament Winder outstands due to its careful design and high priced latest laser technology [10].
Currently, the MAREA Plastic team has built a functional plastic winder that is at the testing phase. This winder can control the temperature of the filament, cooling it down to its glass transition temperature if necessary. This temperature allows the filament to be molded and controlled to a certain thickness. Subsequently, it controls the thickness of the filament, correcting any variations, and finally winds it up.
2 Prototype Design and Development
In order to achieve a functional and sustainable prototype, certain pre-requisites have to be established accordingly. Therefore, the main aspects to consider prior to starting the design process are:
-
To maximize the number of recycled or reused components by employing as many discarded elements as possible.
-
Portability. The machine needs to be easily relocated due to the disseminator and educational purpose that lies within the project.
-
Cooling control. The plastic outcome of the extruder needs cooling. Hence, the prototype must be able to cool the plastic down to a desired temperature.
-
Filament thickness control. The thickness (diameter) of the filament must be controlled and adjusted rightfully for 3D printing purpose mainly.
-
Coiling control. The winding process must be neatly performed so that it can be used in conventional 3D printer just like any commercial filament spool.
In addition, the different stages of the process need to be studied thoroughly in advance so that a clear definition of each part is accomplished previously. During this study, three different stages were identified. Consequently, the prototype construction presents three independently designed parts, each of them performing a different specific function.
The first stage is called the cooling stage and is responsible for cooling the melted plastic mass that comes out of the extruder. The second is the control stage and makes controlling the filament thickness possible. The third and final stage is entitled as the winding stage and enables winding the filament onto a 3D printing roll. Despite each part is designed separately, all of them must work as one afterwards, which requires proper calibration when putting all of them together.
The three different stages agreed prior to the construction of the prototype are in charge of a specific main function. Next paragraphs describe and explain them in detail.
2.1 Refrigeration Stage Design
This stage is responsible for cooling the filament to crystal temperature, in order to establish the desired thickness. There are several paths to achieve this, seeking to cool the filament from various options. The most common are liquid cooling (Fig. 1) and air-cooling (Fig. 2).

Liquid cooling.

Air cooling.
On the one hand, the liquid cooling process is simple but presents some drawbacks. The filament is introduced in a sealed container full of liquid that makes the filament cool down. The main problem lies in controlling the process. Despite the filament outlet temperature can be managed by controlling the liquid temperature, the liquid container needs monitoring since a leak in the container may lead to several difficulties, such as a poor temperature control, or even further damage in the device by short-circuiting any of the surrounding electronic components. In order to avoid the latter, dielectric liquids, that is to say, liquids that do not conduct electricity, should be used: distilled water or computer coolants might be suitable for this purpose.
On the other hand, the process of air cooling could be understood as less simple to adjust than the previous one but with higher accuracy at controlling the filament temperature. Air cooling consists of one or more fans that can be managed independently, therefore enabling the possibility to operate the number of fans required depending on the desired outlet temperature. In order to do so, a structure is needed to support these fans together with the filament passing through it. This structure can consist in a metal tube or profile (Fig. 2).
This first stage, that is to say, the ‘cooling stage’ requires a list of materials to be implemented, such as those shown in Table 1.
2.2 Design of the ‘Thickness Control Stage’
The aim of this stage is to control the filament thickness at crystal temperature. There are several possible solutions, consequently two different options are analyzed in this section, both of them focused on controlling the filament tension, following the premise that when the filament tension is changed, the filament thickness is modified accordingly.
There are several ways to apply tension to the filament, one of them results from modifying the speed of the motors that allow the filament movement. This applies a tensile force to the filament as shown in Fig. 3.

Traction achieved by the action of two motors where V2 > V1.
Another possibility consists in applying tension directly to the filament, by means of a process similar to the thickness control of metal sheets. This is achieved by exerting force on the filament through a piston movement that possess a bearing at its tip or out of a motor that makes a rod rotate putting pressure on the filament, which is also known as “non-linear thickness control system”.
The so-called “non-linear thickness control system” [11] is employed for thickness control on steel sheets. An accurate sensor measures the thickness of the sheet and a controller calculates the angle at which the pivot shaft should be angled to shape the sheet, adjusting the thickness to the pre-settled parameters. This method can be applied to filament thickness control by adjusting the control parameters and modifying some of the components. An example is displayed in Fig. 4 where a cylinder is used as a looper roll in steel plate control.

Traction by exerting tension on the filament [11].
This system can be described as a delayed system. The sensor is the input of the system, which is placed far away from the system output. However, good results can be obtained by performing a correct calibration of the sensor. During this calibration, the parameters of the PID controller must be adjusted. This is thoroughfully explained in Sect. 3–Programming.
The system input becomes a DIY (do it yourself) sensor (Fig. 5) inspired on others found in the market [12] that works with a lever system and a ‘hall effect’ sensor: the magnet is moved away from the hall sensor by the levers when the filament thickness is larger than the chosen thickness, therefore a greater tension is required to reduce the thickness.

DIY thickness sensor.
This second stage, that is to say, the ‘thickness control stage’ requires a list of materials to be implemented, such as those shown in Table 2. The implementation of this stage results as Fig. 6 displays.

System implemented for thickness control.
2.3 Design of the ‘Winding Stage’
This stage is responsible for moving and storing the recycled filament in an orderly manner. The filament must be stored on a spool for later use in 3D printers.
This stage is the easiest to design and implement, as it only consists in developing a support to place the spool that is capable of rotating to a certain speed controlled by a stepper motor or DC motor.
Some of these supports are already available on the internet. However, compatibility issues with the coil may appear afterwards. This is the reason why a new holder is developed for this purpose (Fig. 7). The design intends to be as universal as possible and suitable for all kinds of coils employed in the MAREA Plastic lab.

Third stage—‘Winding’. Right: coils support connected to transmission gears.
This third stage, that is to say, the ‘winding stage’ requires a list of materials to be implemented, such as those shown in Table 3.
3 Programming Stage
The winder design presented in this work makes use of two PID controllers. This section aims at explaining and describing how they have been programmed.
PID controllers are often used due to its good performance and their ability to adapt well to any situation. A PID controller is a control mechanism with feedback, which allows to calculate the error between the output and the desired value. Based on the error, the controller manages the output variable to reach a desired point. The PID has three parts: a proportional part, an integral part, and a derivative part. The proportional part depends on the current error, the integral part depends on past error, and the derivative part depends on future error. The sum of these three errors is used to control the output variable.
Each of the two PID controllers is in charge of a different function: one is employed for thickness control and the other for the filament cooling control. Before getting deeper into the programming stage, it is important to understand how the proportional, integral, and derivative constants affect the system output in a PID controller [13].
The proportional constant increases the control action progressively, reducing the error. If the system becomes unstable before reaching the desired output, then the derivative constant needs to be increased. The derivative constant performance is able to stabilize the system in case of instability just by increasing its value. The integral constant reduces the error, as long as it is greater than the desired value. If the error is greater than the required amount, the integral action will progressively act to minimize the error.Once the control actions are understood, the resulting equation to be implemented is shown in.
According to this, the PID controller must be programmed and fine-tuned to ensure optimal performance.
The programming stage of the PID controller in charge of temperature regulation starts by declaring all the necessary variables for the control process. The following variables are required:
-
A variable that calculates the period, to determine the derivative action afterwards.
-
A variable that stores the value at the temperature sensor.
-
Variables to store the error.
-
Variables to apply the constants (proportional: Kp, integral: Ki, derivative: Kd).
-
A variable to store the desired output.
-
Variables to store the separate actions.
-
A variable that computes the sum of the three actions.
-
A variable to formulate the controller's action.
After declaring all variables required, the next step is to declare a function that returns the number of fans that should be active for proper temperature control. In this case, it should return 0 to activate zero fans, 1 for one fan, and so on up to the maximum number of fans, which is three. The steps to program the controller are as follows:
-
1.
Read the temperature sensor.
-
2.
Evaluate the error.
-
3.
Calculate the proportional action. This is formulated as the product of the constant Kp by the current error.
-
4.
Determine the period to subsequently calculate the derivative action.
-
5.
Calculate the derivative action as the product of Kd by an estimation of the future error (the difference between the current error and the past divided by the period).
-
6.
Compute the integral action only when the error is within a range that cannot be corrected by the derivative or proportional actions. This is calculated by adding the product of the error by the constant Ki to the previous integral action.
-
7.
Then, add up all the actions.
-
8.
Finally, convert that action into the required number of fans using the “map” function of Arduino [14]. The values are also limited in case the actions are too large and go beyond the established range.
Then, the past error variable is updated with the current error value, and the time variable is updated with the current time. This is an important step in order to attain the derivative action correctly in the next loop iteration. At that point, the function returns the number of fans required to maintain the desired temperature.
So as to program the second PID for the servo motor control, the same steps need to be followed. First, the necessary control variables are declared, such as the sensor value, error variables, constant variables, and desired set point value. A function is also created to calculate the number of servo motor steps needed to achieve the desired position.
4 Experimental Results
Once the machine is completely implemented and assembled (Fig. 8), it is time to conduct experiments and put it to the test. At this point, the main limitation found is that the extruder machine was not totally functional, therefore, it hasn't been possible to directly test the winder together with the extruder so far. However, an experiment that simulates the extruder was conducted to see potential errors or possible future improvements.

Recycled plastic filament winder exposed at Foro Transfiere 2023.
The experiment consists in converting a larger diameter filament of 2.85mm, formerly used in older 3D printers, into a standardized diameter of 1.75mm. To do this, the filament was heated with a torch at minimum power. Then, the filament was fed into the winder starting with the cooling stage and proceeding through the remaining two stages.
During the development of this tests, some calibrations were made on the PID controllers. Consequently, once the extruder machine is in operation, they will need to be further adjusted during the subsequent experiments.
After the due PID calibration, the 2.85mm filament was successfully transformed into 1.75mm filament obtaining a good precision. The measurements made on the filament show that an accuracy of ± 0.07mm is achieved since the maximum and minimum thickness are within the range of 1.82 - 1.73mm. In addition, the commercial spools average error is found at ± 0.05mm, which supports that the winder presented here obtains good and accurate results after proper calibration.
5 Conclusions
After deep research to approach each design stage, a functional prototype is given as a result. However, it still needs further testing especially regarding its joint operation with the extrusion machine that is currently being optimized by the MAREA Plastic team.
Up to date, the recycled plastic winder for 3D printing filament has achieved the following:
-
Adequate filament cooling system by air through the use of one, two or three fans simultaneously depending on the desired temperature.
-
Accurate thickness control by means of the non-linear thickness control system in charge of applying tension to the filament according to the diameter needed an measured by a DIY sensor, obtaining an accuracy of ± 0.07mm.
-
Customized 3D printed gears and support for filament coils.
In addition, it should be noted that most of the materials employed for the winder construction were recycled or reused promoting once again the circular economy concept. As future work, further experiments need to be conducted to improve and refine the interaction and codependence between the extruder and the winder machine.
As part of the social movement Precious Plastic, all the improvements and designs developed by the MAREA Plastic team will be published on the web in open source, so as to contribute to this international community by offering the possibility that anyone can reproduce it, in order to promote the philosophy of a circular economy and a sustainable development of society.
References
Equipo MAREA Plastic (2020) MAREA plastic. https://www.mareaplastic.uma.es. Accessed 23 Mar 2023
Hakens D (2012) Precious plastic. https://preciousplastic.com/people/global-community.html. Accessed 29 July 2022
Foundation PS (2023) Plastic facts & figures. https://www.plasticsoupfoundation.org/en/plastic-facts-and-figures/. Accessed 14 April 2023
United Nations Environment Programme (2023) World leaders set sights on plastic pollution. 300 million tonnes of landfills or the natural environment. https://www.unep.org/news-and-stories/story/world-leaders-set-sights-plastic-pollution#:~:text=Approximately. Accessed 14 April 2023
Parker L (2015) Eight million tons of plastic dumped in ocean every year. National Geographic
Parker L (2018) Ahogados en un mar de plástico. National Geographic
Yonglun C, Huaian Y, Xinjia Z (2019) New and innovative: a design of plastic wire winder. In: ACM international conference proceeding series. pp 244–249. https://doi.org/10.1145/3378065.3378113
Turukmane R, Mahajan C, Patil K (2022) Impact of draw ratio and winder speed on the fiber properties of PET FDY. Chem Fibers Int 72(2):78–79
Fu JH, Yun JD, Jung YH (2013) 3D visualization of filament band winding for reinforced plastics manufacture. 816–817
Noztek (2023) Noztek filament winder 2.0. https://noztek.com/product/filament-winder-2/. Accessed 14 April 2023
Rigatos G, Zervos N, Siano P, Abbaszadeh M, Wira P (2019) Non-linear optimal control for the hot-steel rolling mill system. IET Collab Intell Manuf 1(3):97–107. https://doi.org/10.1049/iet-cim.2019.0010
Youimagine (2023) Welcome to InFiDEL’s documentation!. https://infidel-sensor.readthedocs.io/en/latest/. Accessed 14 April 2023
Picuino (2023) Controlador PID. https://www.picuino.com/es/control-pid.html. Accessed 14 April 2023
Domoticx (2023) Arduino MEGA Shield-RAMPS. http://domoticx.com/arduino-mega-shield-ramps/. Accessed 14 April 2023
Acknowledgments
The research work reported here has been carried out within the MAREA Plastic project, financed by the II Own Plan of the Vice-Rectorate for Smart Campus of the Uni-versity of Malaga.
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2024 The Author(s), under exclusive license to Springer Nature Switzerland AG
About this paper

Cite this paper
Luque-del-Castillo, FdP., Ladrón-de-Guevara-Muñoz, M.C., de-Cózar-Macías, Ó.D., Castillo-Rueda, F.J., Pérez-García, J., Martínez-Torres, JL. (2024). Construction of a Recycled Plastic Filament Winder for 3D Printing. In: Manchado del Val, C., Suffo Pino, M., Miralbes Buil, R., Moreno Sánchez, D., Moreno Nieto, D. (eds) Advances in Design Engineering IV. INGEGRAF 2023. Lecture Notes in Mechanical Engineering. Springer, Cham. https://doi.org/10.1007/978-3-031-51623-8_49
Download citation
DOI: https://doi.org/10.1007/978-3-031-51623-8_49
Published:
Publisher Name: Springer, Cham
Print ISBN: 978-3-031-51622-1
Online ISBN: 978-3-031-51623-8
eBook Packages: EngineeringEngineering (R0)