
Abstract
An accurate understanding of the loads on the active parts of highly loaded forming tools is crucial for the robust design and subsequent optimisation of the tools. This publication presents a numerical simulation-based methodology for reliably predicting the load and structural behaviour of hot forming tools, addressing the challenge of process-related mechanical-thermal loads.
In this approach, the first step is to determine the mechanical and thermal loads acting on the active tool parts during the forming process by means of process simulations. Subsequently, the effects of these mechanical and thermal process loads on the deformations and stress distributions in the forming tool are investigated by means of a coupled thermomechanical simulation. The simulation results are validated using real tests. The developed methodology based on the numerical approach shows good agreement with the results of the real experiments and can be used for topology optimisation and design of the cooling system.
Access provided by Autonomous University of Puebla. Download conference paper PDF
Similar content being viewed by others

Keywords
1 Introduction
Hot sheet metal forming (SMF) is a process used in industry to produce complex high-strength parts made of boron-manganese steel. By combining of forming and heat treatment (quenching) in one process step, the formability and mechanical properties of these parts can be improved [1]. Accurate prediction of the complex mechanical and thermal stresses is essential for reliable tool design. However, the design of hot forming tools, such as dies and punches, is currently based on empirical knowledge [2] and standards [3], resulting in excessive tool weight and potential design limitations [4]. Advanced numerical analysis techniques are required to predict the mechanical and thermal stresses in hot forming processes, leading to optimised tool designs with improved performance and reduced weight.
Finite element (FE) analysis is commonly used to predict tool deformation and stress distribution in SMF processes [5] and for optimising cooling channels in hot forming tools [6]. Previous research has used FE methods to investigate the prediction and influence of contact forces on tool behaviour in SMF.
For example, the authors in [7] introduced a numerical method for determining the contact pressure during the stamping process, enabling the characterisation of time-dependent contact conditions between the tool and the workpiece surfaces. Sah and Gao [8] used a Bayesian framework to combine the results of FE analysis with experimental measurements from sensors. Their objective was to estimate the pressure distribution embedded in the die, similar to the approach outlined in [9].
Numerical methods are commonly used to predict contact forces in SMF tool optimisation via topology optimisation (TO). Much of the previous research [10] aimed to integrate structural analysis and forming simulation in a single FE model, but this was computationally intensive, modelling is complex and limited for large industrial tool designs [11]. This study proposes a separate approach with independent forming simulation and transfer of contact force results for structural analysis of the tool component.
Some studies have explored a similar approach. For example, in [12] LS-DYNA® software was used to simulate SMF and optimise the die structure by obtaining the loads during the production process. The active parts of the tool were approximated as rigid and the contact forces were projected onto the 3D die geometry for TO using the Optistruct software. Similar methods have recently been proposed for the structural analysis and weight reduction of SMF tools for the production of automotive panels [13] and advanced high-strength steel parts for automobiles [14].
Temperature stresses have been used in previous studies to facilitate the design and optimisation of cooling systems in hot SMF dies. For example, in [15] the hot SMF was simulated to validate the effectiveness of conformal die cooling channels and in [16], die channels produced using additive manufacturing techniques were analysed to assess their efficiency.
However, the content of the previously mentioned work focused on cold SMF, considering the behaviour of a die under mechanical loads, or the efficiency of the design of a new cooling system for a hot SMF die. In this paper, a numerical simulation-based method is proposed for the analysis of highly stressed forming tools used in hot SMF processes. The proposed approach aims to accurately predict the mechanical and thermal loads on the active parts of the tool and to study their impact on the structural behaviour of the tool.
2 Methodology
Figure 1 illustrates the proposed methodology for the numerical analysis of tools used in hot SMF applications, considering both mechanical and thermal process loads.

Proposed methodology for the FE analysis.
To demonstrate the proposed methodology, a press hardening tool for manufacturing the base of a B-pillar of a passenger car was chosen as the object of study. The tool consists of three active components: the die, the punch, and the blank holder. Although this paper focuses on the die, it is important to note that the methodology can be applied to evaluate other active components of the tool.
The methodology is based on FE methods using LS-DYNA® to simulate the press hardening process. The active tool parts were represented in the simulation as 2D rigid surfaces without deformation. The resulting simulation provided contact forces and temperatures at each node of the thin shell elements during SMF, which were then used as boundary conditions for the thermomechanical analysis in ANSYS Workbench (WB).
To validate the numerical model, real tests were carried out to record the forces and temperatures during the press hardening process. The simulated results were compared with the experimental data using colour resultant stress maps projected onto the force measurement system within ANSYS WB. This visual representation allowed a direct comparison and assessment of the agreement between the simulated and experimental results.
3 Numerical Simulation
3.1 Modelling of the Forming Tool
To validate the proposed methodology, a forming tool was used to manufacture a crash-relevant press-hardened structural component, specifically a B-pillar base of an automobile. The active parts of the hot forming tool (Fig. 2) responsible for forming the B-pillar base are made of nodular cast iron (EN-GJS-700–2). In particular, the punch and die have cooling channels with different configurations.

B-pillar base tool (left); surface shells of active tool parts for SMF simulation (right).
To perform the numerical simulation of press hardening using 2D shells, the first step in constructing the simulation model was to generate them based on the 3D computer-aided design (CAD) geometry of the active tool components. This process aimed to accurately replicate the surface geometry of the tool, as shown in Fig. 2. The FE model used in this study consisted of 332,500 elements and 331,000 nodes, with the largest element size of 10 mm located mainly behind the sheet deformation zone and the smallest element size set at 0.5 mm for the small radii of the active tool parts.
3.2 FE Simulation of the Hot Sheet Metal Forming Process
The SMF process was simulated using LS-DYNA® LS-PrePost v4.7 software. To enable a realistic prediction of the material behaviour during forming, the blank was modelled in the simulation as an elastic-plastic material using the material card *MAT_UHS_STEEL [17]. The parameters used in this material card are based on experimental data for the boron-alloyed quenched and tempered steel 22MnB5 of 1.5 mm thickness. They include not only the chamfer transformations in the material but also the temperature-dependent flow curves.
In the simulation setup, the punch was constrained to allow movement and rotation in all directions based on the global coordinate system. The die and blank holder were allowed to move freely in the punching direction. The simulated hot SMF was divided into five distinct and sequential operations that define the kinematics of the calculated simulation and accurately capture the different operations (OP) of the press hardening process: OP 10 – heating of the parts up to a temperature of 950 ℃; OP 20 – loading the parts into the die (by gravity); OP 30 – closing the tool; OP 40 – forming; OP 50 – quenching.
During the last two operations, the die movement was controlled by applying a force of 1,000 kN, corresponding to the actual tests discussed in Chapter 4. The cooling process was excluded during the OP 50 for simplification purposes. The highest tool contact loads (forces and temperatures) were recorded during the last two operations and these data were exported from LS-DYNA® and converted to CSV (comma-separated values) format for seamless integration into the subsequent thermomechanical analysis. The distribution of forces at each location is shown visually in Fig. 3, providing a clear representation of the resulting behaviour.

Contact forces acting on the die from LS-DYNA® forming simulation results in three directions.
3.3 Thermomechanical Analysis
The next step was to carefully prepare the 3D CAD tool geometry required for reliable FE analysis. To evaluate the thermal loading, a thermal analysis is first necessary to provide information on the temperature distribution in the mechanical assembly. This methodology used a steady-state thermal analysis approach that required the inclusion of thermal conductivity as a primary material input parameter. Table 1 below shows the material parameters used in the thermomechanical simulation.
In this paper, a tetrahedral mesh was used due to the complex geometry of the tool. The mesh generated was of high quality, as confirmed by an internal mesh quality check, with a minimum element quality of 0.21 and a minimum Jacobian ratio (corner nodes) of 0.5. The mesh had a minimum element size of 1 mm and a maximum of 10 mm. The total number of elements was 2,091,820, with 1,403,879 nodes. The subsequent step involves importing the node data obtained from the three X, Y, and Z coordinates, containing the interface node force and node temperature data, into the deformable solid elements created explicitly for linear thermal-structural analysis. The data, formatted as CSV files, are directly imported and used as a boundary condition within the thermo-mechanical analysis. Nodal temperatures obtained from the SMF simulation using quadratic shell mesh elements were effectively projected onto a tetrahedral solid element type. Despite the different mesh types, the mesh density at locations with radii was carefully controlled to achieve mesh identity between the two models. This meticulous approach ensured a seamless mapping of the data onto the surface of the tool, taking into account its precise position along the coordinate axis.
Once the thermal analysis is complete, the structural analysis integrates the material data, geometry and/or model level branches from the thermal and structural models. This integration eliminates the need for mesh reconstruction and other user intervention in the thermal analysis, resulting in potential time savings and reduced errors [19]. For the mechanical analysis, the boundary conditions are derived from the thermal analysis results and the nodal forces from the forming simulation are applied to the die surface. Constraints were applied in all directions on the opposite side of the die to prevent any movement, representing the actual contact with the top of the press.
The evaluation of the effect of the forces acting on the die was based on the comparative stresses using the Mises criterion and displacement. Figure 4 shows the stress distribution in the die under both thermal and mechanical loads during OP 50.

Equivalent von Mises stress values isometric (left), top (centre) and (right) back view of the die during OP 50.
The results show that the stresses are mainly concentrated under the formed sheet with limited propagation along the tool. Stress levels remain within the elastic limit of the material and range from (50 – 100) MPa with intermittent peaks up to 150 MPa. The simulation results also showed maximum stresses of up to 150 MPa associated with singularities.
By including both thermal and mechanical influences in the FE analysis, a comprehensive assessment of their effects on the tool structure has been achieved. This provides a more accurate understanding of the tool’s response to loading conditions during hot SMF.
4 Experiments
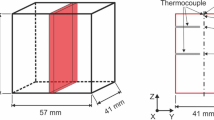
To verify the accuracy of the FE simulation results, experiments were carried out using a hydraulic double-column press with a nominal press force of 250 t. A force measurement system, eight type K thermocouples (four in the die and four in the punch) and a string potentiometer sensor to monitor the time-motion curve were used to collect data during the forming process. The purpose of placing thermocouples at selected locations on the die (Fig. 5) was to gain a better understanding and control of the temperature profile during the hot SMF process at various points of contact between the die and the sheet (edges, radii, deepest point) and to evaluate the efficiency of the cooling system. The force measurement system consisted of 14 measurement modules with four measurement points embedded between two plates at pre-determined positions. To ensure optimum performance, it was determined through experimentation that each module worked best with a maximum load of approximately 100 kN, giving a total of 1,400 kN. The tests were carried out using a press force of 1,000 kN. The measurement system was positioned between the ram and the die as shown in Fig. 5.

Experimental set-up: B-pillar base tool installed in press (left) with force measurement system (top right) and thermocouples in the die (bottom right).
The data obtained during the forming process is presented as force and temperature values plotted against time at each measurement point. For additional validation, this data is superimposed on the time-displacement curve obtained from the string potentiometer sensor. This allows the identification of specific times or positions within the press hardening process for later verification of the simulation model.
5 Results and Discussion
Prior to the comparative evaluation of the accuracy of load prediction using the developed methodology, the temperature prediction at the die and its transfer from the hot SMF simulation was thoroughly evaluated. This involved comparing the predicted temperatures with thermocouple measurements in the die. Steady-state thermal analysis was used to determine the maximum temperature corresponding to the highest thermal stresses in the die. Figure 6 shows the maximum temperature recorded at the thermocouple locations corresponding to the end of quenching, which is of considerable interest for thermal stress analysis.
The results of the thermal analysis showed good agreement with the actual data obtained from the experiment. The largest deviation of 6 K was observed at thermocouple No. 2. This deviation may be due to a slight displacement of the formed blank, as thermocouple No. 2 is located under the edge of the blank. The results indicate a reliable temperature transfer from hot SMF simulation using the proposed method and can be further used to predict thermal stresses in combined thermomechanical simulation.

Comparison of experimental data from thermocouples in the die with simulation data.
To compare the results of the tool load mapping in the numerical analysis with the real experiment, the collected data were projected onto a 3D model of the force measurement system. The force measurement system was integrated into the thermomechanical analysis of the numerical model. In addition, a separate numerical model was created for the experimental data, which included the measurement modules mounted on the base plate of the force measurement system. The experimental data collected was applied to the surfaces of the measurement modules in contact with the top plate where forces were experienced. The base plate of the force measurement system was fixed in all coordinates. The stress distribution on the base plate of the measurement system is visualised by colour stress maps. Figure 7 illustrates the implementation of this approach.

Integration of a force measurement system to record the stresses resulting from press hardening.
Figure 8 shows the colour stress result maps for the OP 40 operation. The evaluation of the results was based on the equivalent von Mises stress. In the case of OP 40, the highest stresses were observed in the central lower parts of the tool, characterised by areas of high curvature (small radii). These areas correspond to the areas of the workpiece that experience the greatest deformation, resulting in higher stresses on the tool. In both cases, the stresses in the central part were in the range of (40 – 60) MPa, with several peaks varying by about 15 MPa. The simulation results also showed higher maximum stresses associated with singularities.

Colour stress maps of OP 40: numerical model (left); experiment (right).
Similar observations can be made for OP 50, where the stress concentration in the numerical model is more pronounced in the center and at the bottom of the force measurement system and less pronounced at the edges (Fig. 9).

Colour stress maps of OP 50: numerical model (left); experiment (right).
The differences between the simulated and experimental results can be attributed to several factors:
-
Simplifications and assumptions are made in numerical simulations to ensure computational feasibility, but these can lead to deviations from real observations.
-
The positioning of the force measurement system in relation to the die can significantly affect the recorded force values during the forming process.
-
Misalignment of the die can have a significant effect on both the stress distribution in the die and the recorded forces on the measurement system.
-
The recorded force results can be significantly affected by even a slight tilt of the press ram.
However, it should be emphasised that the numerical model shows good agreement with the experimental data. This is evidenced by the consistent trend of the resulting stress distribution on the base plate of the measurement system and the small deviation between the simulated and experimental data.
6 Conclusions
This paper presents a method, based on numerical simulations, for accurately predicting the thermal and mechanical loads as well as the structural behaviour of the highly loaded hot forming tool. The numerical model developed in this study includes thermo-mechanical loads, which distinguishes it from previous research. The effectiveness of the model has been validated by comparison with experimental data.
-
The method of registering contact forces and temperatures at the surface nodes of the active tool parts, considering them as rigid shells, allows data to be extracted from the forming simulation. These data can then be used as boundary conditions for the thermomechanical analysis of the tool structure. This approach offers several advantages, including good agreement with real practice, reduced model complexity, simplified adjustment of contact conditions and time savings.
-
The developed methodology can be applied to the topology optimisation and cooling system design of the hot forming tool. Furthermore, this approach can be extended to predict thermal stress distribution and assess structural strength in other industrial scenarios such as plastic moulding, aluminium casting and forging.
-
Several potential fields for further improvement of the approach have been identified but were not explored in this study. These areas include conducting mesh studies to assess the effect of element size, number and shape on model accuracy; refining the model by eliminating irrelevant contact force and temperature data to increase its simplicity; investigating the effect of maximum press loads to identify critical regions and validate numerical accuracy; and integrating a press model into the numerical analysis to account for all factors influencing stress distribution in the die. These avenues offer promising opportunities for future research and development in this area.
References
Hoffmann, H., Neugebauer, R., Spur, G. (eds.): Handbuch Umformen, 2nd edn. Edition Handbuch der Fertigungstechnik / hrsg. von Günter Spur, vol. 2. Hanser, München (2012)
Saal, P., Meier, L.: Reduction of residual stresses in forming tools – stress reduction in topology optimized cast part by well chosen geometric parameters, München (2010)
Verein Deutscher Ingeniere e.V.: Gusswanddicken in Stanzerei-Großwerkzeugen – Konstruktionsempfehlungen für Werkzeuge mit mehr als 1000 mm Seitenlänge. Beuth Verlag GmbH, Berlin 25.120.10(3120:2015–06). https://www.beuth.de/de/technische-regel/vdi-3120/233326623 (2015)
Kruschke, G.: Autobauer Audi entwickelt neue Werkzeuggeneration. Produktion Online, 12 March 2016. https://www.produktion.de/wirtschaft/audi-entwickelt-neue-werkzeuggeneration-311.html?page=2. Accessed 12 Jun 2023
Wang, H., Xie, H., Liu, Q., Shen, Y., Wang, P., Zhao, L.: Structural topology optimization of a stamping die made from high-strength steel sheet metal based on load mapping. Struct. Multidisc. Optim. (2018). https://doi.org/10.1007/s00158-018-1899-1
Muvunzi, R.: Application of additive manufacturing for improved thermal management of hot sheet metal forming tools. Dissertation, Stellenbosch University (2020)
Pereira, M.P., Yan, W., Rolfe, B.F.: Sliding distance, contact pressure and wear in sheet metal stamping. Wear (2010). https://doi.org/10.1016/j.wear.2010.01.020
Sah, S., Gao, R.X.: An experimental study of contact pressure distribution in panel stamping operations. Int. J. Adv. Manuf. Technol. (2011). https://doi.org/10.1007/s00170-010-3050-3
Sah, S., Mahayotsanun, N., Peshkin, M., Cao, J., Gao, R.X.: Pressure and draw-in maps for stamping process monitoring. J. Manuf. Sci. Eng. 138, 091005 (2016). https://doi.org/10.1115/1.4033039
Xie, Y., et al.: Topology optimization of blank holders in nonisothermal stamping of magnesium alloys based on discrete loads. Int. J. Adv. Manuf. Technol. 106, 671–681 (2020). https://doi.org/10.1007/s00170-019-04467-7
Pilthammar, J., Sigvant, M., Kao-Walter, S.: Introduction of elastic die deformations in sheet metal forming simulations. Int. J. Solids Struct. (2018). https://doi.org/10.1016/j.ijsolstr.2017.05.009
Nilsson, A., Birath, F.: Topology optimization of a stamping die. In: AIP Conference Proceedings. Materials Processing and Design; Modeling, Simulation and Applications; NUMIFORM ‘07; Proceedings of the 9th International Conference on Numerical Methods in Industrial Forming Processes, Porto (Portugal), 17–21 June 2007, pp. 449–454. AIP (2007). https://doi.org/10.1063/1.2740852
Su, T., He, T., Yang, R., Li, M.: Topology optimization and lightweight design of stamping dies for forming automobile panels, vol. 121 (2022)
Xu, T., Wu, H., Xue, F., Guo, J., Ran, J., Gong, F.: Structural design of stamping die of advanced high-strength steel part for automobile based on topology optimization with variable density method, vol. 121 (2022)
Muvunzi, R., Hagedorn-Hansen, D., Matope, S., Madyibi, X., Swart, C.B., Nagel, M.: Industry case study: process chain for manufacturing of a large hybrid hot stamping tool with conformal cooling channels. Int. J. Adv. Manuf. Technol. 110, 1723–1730 (2020). https://doi.org/10.1007/s00170-020-05992-6
Cortina, M., Arrizubieta, J., Calleja, A., Ukar, E., Alberdi, A.: Case study to illustrate the potential of conformal cooling channels for hot stamping dies manufactured using hybrid process of laser metal deposition (LMD) and milling. Metals 8, 102 (2018). https://doi.org/10.3390/met8020102
LS-DYNA®: Keyword user’s manual. Volume II Material Models.: Livermore Software Technology Corporation (LSTC), California (2014)
Giesserei Hegi AG: Technisches Merkblatt Gusseisen mit Kugelgraphit nach DIN EN 1563. https://www.meuselwitz-guss.de/fileadmin/daten/Dateien/pdf/werkstoffe/Werkstoffkenndaten_Kugelgraphit_getrennt_gegossen.pdf
Rosendo, F., Guillermo, L., Paul, P.L., Herbert, Y.: A one way coupled thermo-mechanical model to determine residual stresses and deformations in butt welding of two ASTM A36 steel plates. In: VII International Conference on Computational Methods for Coupled Problems in Science and Engineering (2017)
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2024 The Author(s), under exclusive license to Springer Nature Switzerland AG
About this paper

Cite this paper
Vakulenko, S., Kräusel, V., Dix, M., Neugebauer, R. (2024). Numerical Analysis of Tools for Hot Forming of Sheet Metal with Consideration of Mechanical and Thermal Process Loads for Structural Optimisation. In: Bauernhansl, T., Verl, A., Liewald, M., Möhring, HC. (eds) Production at the Leading Edge of Technology. WGP 2023. Lecture Notes in Production Engineering. Springer, Cham. https://doi.org/10.1007/978-3-031-47394-4_63
Download citation
DOI: https://doi.org/10.1007/978-3-031-47394-4_63
Published:
Publisher Name: Springer, Cham
Print ISBN: 978-3-031-47393-7
Online ISBN: 978-3-031-47394-4
eBook Packages: EngineeringEngineering (R0)