
Abstract
This article documents the research work developed by the “Oficina de Tipo”, an academic project aimed at producing wood types to equip a letterpress workshop at the School of Fine Arts and Design (ESAD.CR), contributing to the development of experimental practices, new pedagogical approaches, and to establish an academic and professional network for the study of typography.
The research aims to study, recover, and adapt old technologies of movable wood type production for the reproduction of display typefaces created at the academy or identified in private collections to study, preserve, and print with them. This is done through analogical (pantograph) and digital (CNC) means.
Based on a literature review of industrial technologies to produce movable wood types, and on expert inquiries, were analysed and reproduced two grotesque uppercase types. The results of the pantograph reproduction showed significant differences in the use of pine, mahogany and ash wood. Mahogany offered better resistance to milling, requiring less finishing and presenting a lower risk of fracture due to its greater resistance to the pressure of the press. In handling the equipment, was observed that letters with concave angles maintain the integral design of the type, while the convex angles are rounded by the cutter. Therefore, it is necessary to adjust the drill bits to letters with convex angles of reduced amplitude.
The results of the production of characters by CNC presented a uniform cut and recess. At sharper vertices, some letters show a slight curvature compared to letters with concave angles and open counters. Regarding the formal differences between types produced by CNC and pantograph, it is possible to state that the types produced by CNC present a more regular contour and, therefore, require less post-finishing.
Access provided by Autonomous University of Puebla. Download conference paper PDF
Similar content being viewed by others

Keywords
1 Introduction
The manufacture of the first wooden typefaces and subsequent printing originated in Eastern civilizations. In the late 13th century, Wang Chen, an official of the Yuan Dynasty, in the Chinese province of Anhui, was responsible for introducing and developing the production of wooden characters, and designing a system of composition and revolving storage, to efficiently structure the typographic practice for the printing of literary works. Before Chen’s invention, printing in China was done with woodblocks, and as described by him, this technique did not become a frequent practice due to the difficulty in making the matrices and the cost of labour [1].
Paul Pelliot led an expedition to Central Asia in the early 20th century, resulting in several significant discoveries in the region. One notable finding was the use of wooden types for Uigur writing, dating back to around 1300, found in the caves of Tun-Huang. Thomas Carter, in his work “The Invention of Printing in China and its Spread Westward”, describes the types discovered by Pelliot as the oldest existing wooden types [1]. This discovery provides evidence that the utilization of wooden letters and their application in printing had spread throughout Central Asia.
Although the first wooden types originated in the 13th century, their mass production and widespread use did not occur until the 19th century. Since Gutenberg’s invention of the printing press, the paradigm of letterpress printing relied on metal type. However, the demand for larger-sized typefaces for commercial printing, such as broadsides, necessitated an alternative material as metal proved unsuitable for producing display faces. Theodore Low De Vinne’s work presented various production methods for larger-scale types in metal, including sand casting, casting on arches, and stereotyping. Nevertheless, these methods posed challenges such as uneven solidification of surfaces, fragility of characters after cooling, weight, and high production costs [2]. Wood emerged as the most suitable alternative to metal, leading to the invention of machinery and tools for producing wood type by United States manufacturers, in the 19th century [2]. The wood used in this context was preferably maple wood, cut into slabs from the end of the log with the height of the types. Curing is carried out before the wood cut, and different forms of cure have been used, such as the use of kilns and steam-dry houses [3]. To efficiently mass-produce large types, a more effective process was required to replace manual methods of cutting and deburring wood. In 1827, Darius Wells invented the routing machine, which enabled the cutting of typefaces through the rotating movement of a steel cutter on a wooden block, removing excess negative space surrounding the letter. In 1828, Wells published the first catalogue of wooden typefaces, and in 1834, William Leavenworth introduced a new process by adapting Wells’ machine to the pantograph. Despite the emergence of other production methods, the pantograph remained the most widely used technology for manufacturing wood types.
In the Portuguese context, the practice of typography has roots dating back to the 15th century. However, the production of movable metal type gained momentum with the establishment of the Fábrica de Caracteres by Jean Villeneuve in 1732, associated with the foundation of the Academia Real da História Portuguesa during the reign of D. João V. This Factory, which later became part of the Imprensa Nacional under the reign of D. José I, formerly known as Imprensa Régia, had the responsibility of supplying type to all printers in the kingdom and ensuring the teaching of the craft [4].
Regarding the mass production of wood types in Portugal, there is limited or scarce information available. During the early period of the Imprensa Régia, the kingdom’s protectionist policies restricted the import of foreign types, although this imposition was not upheld in the long run. Wood types existing in Portugal were mostly imported, apart from those that were handcrafted [5]. The typographic industry in Portugal heavily relied on foreign productsFootnote 1, and consequently, as described in Aspectos da Tipografia em Portugal, Portuguese printers reproduced what they deemed most relevant, often based on foreign catalogues, highlighting the influence these catalogues had on the national printing market [7].
In Portugal, it can be inferred that the surviving wood types today are replicas of other collections, either imported or copied from catalogues. With the introduction of offset printing, the use of movable type gradually declined, resulting in only a few collections of wood typefaces remaining. The origins of these collections are unknown, and most of them are incomplete and worn outFootnote 2.
2 Methodological Procedures
2.1 Analysis of the Wood Types and Survey
To understand the constituent parts of a wood type, two grotesque typefaces existing in the Engraving workshop at ESAD.CR, were selected for analysis. The examination involved measuring the type height, point size (body), character width, sidebearings, identifying the type of wood used, and examining the producer’s stamps.
To clarify questions that arose during the study of the analysed specimens and obtain additional technical information specifically related to the production of wooden typefaces, a survey was conducted. The survey consisted of semi-open questions and was sent to a selection of experts in the field of movable type typography. Out of the 17 individuals contacted, 7 responded: Ane Thon Knutsen, Celene Aubry (Hatch Show Print), Georgianne Liesch (Hamilton Wood Type Museum), Manuel Diogo, Marko Drpić (tipoRenesansa), Rick Griffith, and Rubén Dias. The answers obtained in the questionnaire influenced certain factors in the production, such as the use of a solid block of wood and the use of shellac as the preferable kind of finishing.
2.2 Production
The production of new wood typefaces was carried out using two different technologies: 1) pantograph (analogue method); 2) and CNC machine (digital method). For the replication of the types, it was necessary to consider three distinct stages, essential for proper reproduction: wood preparation, cutting, and finishing.
It is important to note that the types used as references for replication in the technologies are two different alphabets, and their manufacturing origin is unknown.
Pantograph
Before using the pantograph, the pine and mahogany wood were prepared for production: the available wooden boards were prepared and then rulers with a height of 2,365 cm were cut, considering the longitudinal arrangement of the wood fibres. For the reproduction of the pantograph, a mahogany grotesque font was used as reference, with a length of 239 didot points, approximately 9 cm. (see Fig. 1).

Reference font.
The pantograph used was the Deckel G1L Pantograph (Fig. 3), manufactured by the Friedrich Deckel company. This pantograph is a standing machine that consists of two working tables connected by a hinged iron arm, which can be adjusted to different reproduction scales. On the stencil table, there is a guide rod (Fig. 2) whose function is to transmit the shape of the letter to the cutter on the cutting table through the mapping of the reference letter.
The cutter (Fig. 4), located on the cutting table, accurately reproduces the movement of the guide rod on the wood block, proportionally within the calibrated reproduction range of the articulated arm.

Work on the stencil machine, with the guide rod.

Deckel G1L Pantograph.

Cutting router.
To ensure the exact reproduction of the reference types, a reproduction scale of 1:1 was adopted. The cutter used and the guide rod have both a 3 mm diameter, assuring the correct correspondence between them.
The measure of the high relief (beard) of each letter is 4 mm and, in order to lower this measure on the wood block, the available handle was manipulated with the function of raising and lowering the work table. The reproduction time of each letter varied according to the character design detail. The letters reproduced were O, U, and J, with an execution time of approximately 40 min each.
After using the pantograph, it was necessary to cut each letter from the wooden rules, using a circular saw. Since they have the width and height of the types reproduced, it was only necessary to cut the letters with the previously mentioned length of 239 didot points. Then proceeded the smoothing of the milled sides and the removal of the wood excesses, using hand sandpapers. To prevent the absorption of solvents and other cleaning liquids in the printing phase, and to avoid the humidity penetration, shellac was applied to all the types made.
CNC
In the first phase, a digital file (Fig. 5) was developed with the vectorial design of the reference alphabet (Fig. 6), whose manufacturing origin is also unknown.

Vector drawing based on the reference types.

Proof-print with the reference alphabet. Imprinted by Ricardo Castro.
For the CNC production, an ash wood board was used. The available wood board was prepared until the type height was reached (2.365 cm) and then two usable slabs were cut.
The CNC machining allows the automation of the milling tools movement, from a CAM software. To program the machining to be performed, it is necessary the existence of a Gcode that communicates all the information to the CNC robotic arm. Therefore, a vector file was developed, in DXF format, with the complete alphabet distributed in two plates, with the same measures of the ash boards used. Despite the anatomy of the reference characters, it was preferred to reduce the scale of the types to be produced, so that it would be possible to execute the complete alphabet on the available ash wood.
Before machining, it was necessary to use the program Estlcam. In this program, certain characteristics essential for machining were configured: the diameter of the cutter, the speeds and rotations of the cut, the paths for machining and their properties: depths, areas for filling, recessing, cutting, and bridges between wood elements. After this configuration and application of CAM characteristics to the DXF file, the machining direction was created, to indicate to the machine where to start in the work area. Finally, the project was saved and the Gcode was generated.
The OptiGraph software (NC numerical control program) was then used to read the Gcode. At this stage, the position of the drawing was assigned according to the material, the dimensions of the plate and the marking of the zero point, to orientate the drawing in the cutting area. Special attention was also given to the precise measurement of the material thickness, inserting the correct value in the Z axis, since wood is a material susceptible to moisture absorption, the thickness may oscillate from the moment of board preparation to machining. Finally, the working time was calculated and then machining began.
To cut the typefaces, 3 mm milling cutters were used to perform the recess of the letters with more accentuated vertices and convex angles (A, K, M, N, S, V, W, X, Y), and 6 mm for the remaining ones (B, C, D E, F, G, H, I, J, L, O, P, Q, R, T, U, Z). By using a 6mm cutter for most of the letters, it is possible to cut more wood and shorten the machining time. Then, with the same cutter, the types are fully cut to their depth.
At the end of the machining, it was necessary to remove the bridges with a chisel in the opposite direction of the piece, to prevent the types from being damaged, and apply the shellac finishing afterward.
It should be noted that all the work done in CNC was accompanied by a specialized professional, considering that it is necessary a vast incident knowledge in this manufacturing process and in the software necessary for its use.
3 Discussion of the Results
The answers obtained from the survey were synthesised and analysed to obtain specific technical information on the production of wood types. In certain questions, the same replies were provided, which allowed for greater certainty and substantiation of certain technical doubts. For example, in the question “What kind of finishing do you recommend? Beeswax, shellac, or hard wax oil? Any other tip on this subject?”, most replies received referred to the use of shellac as the preferred finishing. Regarding the ideal type of wood for type cutting, the highest recommendation was the use of a hard wood source, with the smallest grain possible. The answers ranged over different types of wood, having pear, boxwood or maple being the most referred to. It was observed in several types, that the portion of the letter cut was glued to the wooden base, raising the question: “Do you recommend cutting the wood type in two parts, which would then be glued, or cutting a single solid piece?”. In the obtained answers it was observed that the laminated version is only recommended if the wood source is not high-quality in terms of hardness, or, if there is no access to wood blocks with the full height of the type. To obtain strong and durable characters, cutting type into a single solid block is the best production method.
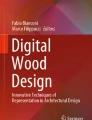
Regarding the pantograph production results, the differences between the woods are noticeable. During the letter cutting, pine presents a lower mechanical resistance to the rotations of the milling machine in comparison with mahogany, which results in a higher need for finishing. Pine has other characteristics that make it disadvantageous for milling, such as the presence of knots and the malleability of its surface. Mahogany types present superior features than pine: Mahogany is a harder wood, and it needs few finishes, due to its good milling resistance, lower fracture risk, and higher resistance to printing press pressure. In Fig. 7, it is possible to observe two letters reproduced in the pantograph: O and J. In each pair of characters, on the left there are the guide types, and on the right the types reproduced in the pantograph.

Detail magnification - On the left, are the reference types, and on the right, are the types reproduced in the pantograph.
It should also be noted that it is important to adapt the use of cutters to the cutting of letters with convex angles and smaller counters, pointing letters such as R, M, or W.
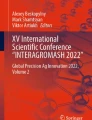
The ash types made in CNC, present a uniform cut and recessing, due to the automated machining, in which the milling characteristics are pre-programmed. It is noteworthy that some letters show a slight curvature in convex angles, compared to other letters with more round or open shapes (Fig. 8). This characteristic is due to the impossibility of executing convex angles with the 3 mm cutter for the size of the types made in CNC (265 didot points). Some solutions are suggested to resolve this issue: the use of cutters with a smaller diameter, increasing the size of the letters to be cut, or adjusting the type design, conditioned by the size of the cutter to be used.

Detail magnification – The figures show an image of the ash types made on the CNC machine, digitally outlined with the original shape (red), and marked with the diameter of the cutter used (cyan blue). In the A type, the inner vertices in the letter anatomy are slightly rounded, compared to the C type on the right, where the typeface design is unchanged due to the letter’s concave angles.
Regarding the formal differences between CNC and pantograph types, it is possible to state that the CNC types have a more regular contour, and therefore less need for post-finishing. Nevertheless, pantograph production can be optimised by using milling cutters with smaller diameters and by improving the reproduction technique, with particular attention to the time taken to handle the rod which surrounds the guide letter. This ensures that the milling cutter can recess the letter with the greatest possible perfection.
Both techniques are useful for type production, although they suit different possibilities: Pantograph reproduction allows the replication of types and typefaces identified in private or public collections, with a focus on their study, preservation, and above all the possibility to print with these artefacts. With CNC machining, it is possible to create new types from digital fonts, developed in the academy. This technology allows the creation of wooden alphabets for experimental letterpress printing, using contemporary fonts.
The recovery and study of old technologies to produce movable type in wood, such as the pantograph, and the adaptation of the CNC to the production of types, reveal new possibilities for an experimental pedagogical practice in typography, highlighting the importance of this project in relation to the practice of typography and moveable printing.
4 Conclusion
The present research, within the scope of the project “Oficina de Tipo” at the Research Laboratory in Design and Arts, has allowed for the acquisition of knowledge for the manufacture of wooden types. The project was initially intended to supply movable type to a letterpress workshop created at ESAD.CR in 2022. The project has proven to be opportune for other academic projects, particularly the ongoing study of letterpress workshops in the district of Leiria. The intention of this study is to conduct a rigorous survey of the existing typographic material under the scope of the Estudo Nacional de Tipografia de Caracteres MóveisFootnote 3. The study has already identified several sorts of wooden types in private collections and established contacts to acquire or loan them for study, preservation, and replication, for further use in the workshop.
It is worth mentioning that the letterpress establishment at the academy does not emerge from a historicist vision of teaching art and design, but rather from the need to strengthen the connection between theory and practice, valuing repetition, experimentation, and error in the education of visual arts and design. In the academy, the composition with movable type imposes itself as a methodical exercise, where the metric, the limit of material resources, the block of the letter, the line and the text, and the rules of orthogonality, dictate the practice of the project. A counterpoint to the immediacy and arbitrariness of the digital, promoting a critical and enlightened practice.
Notes
- 1.
At the beginning of the 20th century, prior to the Great War, national production of type represented only a quarter of the imports. According to Manuel Canhão, in 1934, wood types were imported from Germany, Spain, Italy, France, the Netherlands, England, Austria, the United States, and Switzerland, in their respective order of quantity [6].
- 2.
Susana Durão describes a space attached to a typography, where obsolete material, such as wood types was placed: In the shed, in coexistence with cockroaches and rats there is a huge volume of rejected material: drawers of wooden types that did not survive the innovations of the technique and that became obsolete when the poster press and the poster composition section were dismantled. (…) the old and rare wooden types that once served to compose the posters, which gave fame and recognition to the printing works, were used by the construction workers as firewood in the summer barbecues next to the referred shed. (authors´ translation) [8].
- 3.
An initiative of the researchers Jorge dos Reis (FBAUL), João Neves (ESART, IPCB), Tiago Marques (EA, UÉ), and Vítor Quelhas (ESMAD, IPP) proposed to several teams of district researchers, distributed throughout the country.
References
Carter T (1955) The invention of printing in China and its spread westward. New York: Ronald Press Co
De Vinne TL (1900) The practice of typography: a treatise on the processes of type-making, the point system, the names, sizes, styles and prices of plain printing types. The Century Co, New York
Kelly RR (2010) American wood type: 1828–1900. Notes on the evolution of decorated and large types. Saratoga: Liber Apertus Press
Queiroz MI, José I, Ferreira D (2019) Indústria, arte e letras: 250 anos da Imprensa Nacional. Lisboa: Imprensa Nacional
Diogo M (2016) A tipografia de caracteres móveis no contexto da produção editorial contemporânea. (dissertação de mestrado) Universidade de Lisboa – Faculdade de Arquitetura, Faculdade de Belas-Artes
Canhão M (1941) Os caracteres de imprensa e a sua evolução histórica, artística e económica em Portugal. Lisboa: Tipografia do Anuário Comercial
Araújo N, Mendes AP (1914) Aspectos da Tipografia em Portugal. Lisboa: Imprensa Nacional
Durão S (2003) Oficinas e tipógrafos: cultura e quotidianos de trabalho. Publicações Dom Quixote, Lisboa
Acknowledgment
This work is financed by national funds through FCT – Fundação para a Ciência e Tecnologia, I.P., in the scope of the Programmatic Funding allocated to the Research Laboratory in Design and Arts (LiDA) with the reference “UIDP/05468/2020”. The Project was developed with the collaboration of LiDA researchers: Ricardo Castro, Ricardo Santos, Sérgio Gonçalves, and Nuno Gomes from ESAD.CR.
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2024 The Author(s), under exclusive license to Springer Nature Switzerland AG
About this paper

Cite this paper
Manique, A., Morgado, A. (2024). Oficina de Tipo: Comparative Study of Wood Type Production Methods (CNC and Pantograph). In: Martins, N., Brandão, D. (eds) Advances in Design and Digital Communication IV. DIGICOM 2023. Springer Series in Design and Innovation , vol 35. Springer, Cham. https://doi.org/10.1007/978-3-031-47281-7_38
Download citation
DOI: https://doi.org/10.1007/978-3-031-47281-7_38
Published:
Publisher Name: Springer, Cham
Print ISBN: 978-3-031-47280-0
Online ISBN: 978-3-031-47281-7
eBook Packages: EngineeringEngineering (R0)