
Abstract
Due to the increase in knowledge about the benefits of non-thermal food processing techniques on the nutritional composition and functional potential of the food systems, there has been a significant growth in shifting from the thermal to the non-thermal food processing techniques. The non-thermal food processing techniques are those techniques that work without do not application of heat for the processing and preservation of food. The basic aim of this review study is to throw light on the food processing by thermal and non-thermal techniques, types of different non-thermal food processing technologies and the microbial deactivation achieved by each of the techniques. Hence the study focuses on the different non-thermal food processing technologies currently prevalent in the food industry. The various non-thermal techniques covered in this study are the physical processing techniques namely High Pressure Processing (HPP), Pulsed Electric Field (PFE), Irradiation, Pulsed Light, Ultrasound and Oscillating Magnetic Field (OMF); chemical processing techniques namely Cold Plasma Processing and Ozone Treatment; and separation and concentration techniques namely Supercritical Fluid Extraction and Membrane Separation. The present endeavour revisits and highlights the destruction of specific pathogenic and food spoilage microorganisms and the overall effect on the microbial decontamination, thus ensuring food safety.
Access provided by Autonomous University of Puebla. Download chapter PDF
Similar content being viewed by others


Keywords
1 Food Processing Techniques
Food processing techniques are a series of unit operations that alter the natural state of the food products. They are also used to convert the raw materials into finished food products. The processing of raw materials into foods can be done by subjecting them to either physical processes or chemical processes. Food processing techniques add value to the food products.
The basic principle behind the food processing techniques lies with the simple objective of producing shelf-stable products that are safe for human consumption.
The principal objectives of food processing techniques are described as follows
-
To extend the storage life of food products
-
To prepare food products that are safe and fit for consumption by humans
-
To destroy the pathogenic and spoilage microorganisms present in the food systems and render the food products shelf-stable
-
To improve the textural and organoleptic properties of the food
-
To meet the rising demand of the consumers.
Based on the objectives, the various food processing techniques prevailing in the food industry can be broadly classified into 2 categories, namely thermal food processing techniques and non-thermal food processing techniques.
2 Thermal Food Processing Techniques
Thermal food processing techniques are those techniques that process the food materials with the application of heat to destroy the pathogenic and spoilage microorganisms. Thermal processing techniques are an effective way of processing as due to increased temperature, the speed of reactions is also increased. This is attributed to the fact that with an increase in temperature, the rate of chemical reactions also increases. Chemical reactions always increase with temperature; biochemical and microbial reactions also increase with temperature, but above a certain temperature enzymes and microorganisms become inactivated. Physical reactions and radical reactions are usually not that much dependent on temperature.
The most commonly used thermal food processing techniques along with their principal objectives are discussed as follows:
-
1.
Blanching: Blanching is a thermal heat treatment process that is used for the inactivation of enzymes and for the microbial destruction in foods prior to other processing methods like drying, freezing, canning, etc.
-
2.
Pasteurization: Pasteurization is defined as the thermal process of heating every particle of a food product to any of the specified pasteurization time–temperature combinations to effectively achieve the destruction of pathogenic microorganisms or reducing their numbers to safe levels.
-
3.
Sterilization: Sterilization is a heat treatment process that aims at the complete destruction of microorganisms present in a food system to render it safe for human consumption.
-
4.
Dehydration: Dehydration of food refers to the process of nearly complete removal of water from foods under controlled conditions in order to reduce the growth of microorganisms by lowering the water activity of the food systems.
-
5.
Extrusion: Food extrusion is a form of thermal food processing method that processes a set of mixed raw ingredients at high temperatures and forces them through an opening or die with a design specific to the food, and is then cut to a specified size by blades. This process inactivates enzymes and reduces microbial contamination in food.
3 Non-Thermal Food Processing Techniques
Thermal processing of foods can cause some unintentional and undesired effects on foods, such as losses of certain nutrients, formation of toxic compounds that can negatively impact the flavour, texture or colour of the food. It is found that thermal food processing techniques can have detrimental effects on the nutritional and functional properties of foods as well. This is attributed to the fact that foods are complex systems and due to the high temperature treatments, some undesirable interactions can occur between the food components. This led to the need of discovering such processing techniques that do not use heat, that is, process the foods without the application of heat. This is how the non-thermal food processing techniques came into existence.
Non-thermal food processing technologies make use of techniques that unmask the foods to treatment conditions for just a fraction of seconds. This reduces the microbial load of the food system. Moreover, as high temperatures are not being utilized in such techniques, they also preserve the functional and the nutritional properties of the food systems. The principle behind the reduction of microbial load by non-thermal food processing techniques lies behind the fact that they alter the membrane structure of the microbial cells and cause the unfolding of the helical structure of the DNA. This results in the death of the microbial cells in a short duration of time. The other benefits of non-thermal food processing techniques are that they inhibit the enzymatic activity, enhance the chemical and physical properties of food systems and lower the water activity of the food materials (Thakur, Modi 2020).
The various non-thermal food processing techniques along with their basic objectives are discussed as under
3.1 Physical Processing Techniques
-
a.
High Pressure Processing (HPP): HPP accomplishes the inhibition of microbial growth by applying high hydrostatic pressure, between 100 and 1000 MPa, to food products.
-
b.
Pulsed Electric Field (PFE): PFE destroys the microorganisms by damaging their cell walls by applying pulses of high field intensities of around 25–85 kV/cm for a short duration of time.
-
c.
Irradiation: Radiations of X-rays, high energy gamma rays and high speed electrons are permitted and utilized for the irradiation of food systems. No temperature is raised during the irradiation of food. The radiations cause the unfolding of DNA and destroy the nucleic acid of the microbial cells, and thereby reduce the microbial load.
-
d.
Pulsed Light: This method achieves the decontamination of food by using high intensity light pulses for short durations of time. It includes a wide wavelength range of 200–1100 nm.
-
e.
Ultrasound: Ultrasound is a technique that uses sound waves of frequencies more than that of human hearing frequencies, that is, above 20 kHz. The ultrasounds bring about the desired changes in the food systems.
-
f.
Oscillating Magnetic Field (OMF): OMF applies magnetic fields in the form of constant amplitude or decaying amplitude sinusoidal waves to the food materials. It helps in microbial inactivation in the food systems.
3.2 Chemical Processing Techniques
3.2.1 Cold Plasma Processing
In cold plasma processing, gases are ionized to form reactive species. These reactive species affect the microbial cells and damage the cellular components and the DNA of cells, ultimately causing the death of the microbial cell.
3.2.2 Ozone Treatment
Ozone is an anti-bacterial gas and causes the death of microbes in a number of ways. It can do so by altering the permeability of cells or by damaging the structural proteins of the microbial cells or by causing the malfunctioning of the microbial enzymes or by affecting the metabolic activity of the microbial cells. All these effects of the ozone result in the destruction of the microbial cells.
3.3 Separation and Concentration Techniques
3.3.1 Supercritical Fluid Extraction
This technique makes use of supercritical fluids for the purpose of extraction of desired components from a food system.
3.3.2 Membrane Separation
It includes techniques like micro filtration, ultra-filtration, nano-filtration, reverse osmosis and electro dialysis. Membrane separation techniques are used for applications like purification, concentration and clarification of various food materials. They are used to separate 2 phases of a food system based on their particle size, electric charges, etc.
The various non-thermal food processing techniques would be discussed in the upcoming sections.
4 High Pressure Processing (HPP)
High pressure processing is a non-thermal food processing technique that uses high hydrostatic pressures for the processing of foods (Singh and Sharma 2023, Thakur and Belwal 2022). HPP makes use of high pressure application to the food product, thereby causing the inactivation of spoilage and pathogenic microorganisms. In this technique, the food is subjected to high pressures ranging from 100 to 1000 MPa, for a few seconds or up to one minute. This can cause a significant decimal reduction in the population of pathogenic Gram positive bacteria, Gram negative bacteria, yeasts and moulds (Jadhav et al. 2021). The main function of HPP is to cause irreversible sterilization for the destruction of cellular structure. This results in disruption of the microbial cell. Moreover, HPP also alters the complex structures present in the cells like proteins and ribosome that ultimately results in the death of the cell by hampering its metabolism.
The treatment temperature, pressure and the type of food being processed majorly define the reduction in the amount of microbial load.
Since during HPP, the food is exposed to high pressure for a very short period of time, it has minimal effects on the sensory, nutritional, textural and functional properties of the food undergoing processing. Therefore HPP finds extensive applications in the food industry and can be used for products like fruit juices, beverages, vegetable products, meat and seafood products, among others.
4.1 Principle
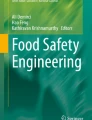
The basic principle of working of HPP is based on 2 scientific principles, namely Le Chatelier’s principle and Pascal’s isostatic principle. According to Le Chatelier’s Principle, when a system in equilibrium is disturbed, it responds in a way so as to minimize the disturbance. Therefore when the food is processed using HPP, the reactions that result in a decrease in volume are enhanced while reactions that increase the volume are suppressed. This means that any reaction accompanied by a decrease in volume will be enhanced by pressure. The second principle is the Pascal’s isostatic principle which states that pressure is instantaneously and uniformly transmitted to a sample when it is under pressure. Since the pressure is transmitted in an isostatic (uniform) manner throughout the sample, the time required for HPP is independent of the size of the sample being processed (Norton and Sun 2008) (Fig. 1).
The picture given below shows time and pressure relationship during HPP process.

(Source Saroya and Kaur, 2017)
Pressure, temperature & time during HPP
4.2 Equipment and Working
HPP is carried out in special equipment’s that mainly consist of a high-pressure chamber, closures to seal the chamber, pressure generation and control devices, temperature control device, material handling system and a data collection system (Tao et al. 2014). The HPP can be carried out as a batch process or a semi-continuous process. The batch process is generally used for packaged food products whereas the semi-continuous process can used for the liquid foods.
The batch process is generally used for HPP in industries. It involves the packaging of the food products in flexible packaging materials prior to processing. The packaging material must be designed keeping in consideration the reduction in volume of 10–20% during pressurization and the return to the original volume when the pressure is released. The food products are then placed in the HPP chamber and the vessel is closed. The pressure is then applied in the chamber either by pumping a pressure-transmitting medium into the vessel, like castor oil, silicone oil, sodium benzoate, ethanol and glycol; or by reducing the volume of the pressure chamber by using a piston. After the required hold time is achieved, the pressure from the system is released, the vessel is opened and the food products are unloaded.
The semi-continuous method is recommended for food products that can be pumped, like fruit juices. It involves a free-floating piston in the pressure vessel to compress the liquid foods. The free floating piston divides the vessel into two chambers and thus separates the food product from the pressure medium. Pressurization of the pressure-transmitting medium in the second chamber causes the compression of the food product in the first chamber. After the holding time has elapsed, the pressure is released and the treated product is discharged from the vessel to a sterile hold tank. Following that, the treated product can be filled aseptically into sterilized containers. The packaging also play significant role in reducing the microbial load (Poovazhahi and Thakur, 2022).
4.3 Effect of HPP on Microbial Decontamination
HPP when applied using moderate levels of pressure like 10–50 MPa causes a decrease in the rate of growth and reproduction of microorganisms (Bajovic et al. 2012). However, when applied at higher levels of pressure, it results in the inactivation of microorganisms.
The pressure results in the destruction of cell membrane of the microbial cells, breaks the coiled protein structure of the microbial cells and thereby results in the death of the microbial cells (Van et al. 2010). This is how HPP achieves the microbial decontamination of food systems. It has been found that HPP at high pressures is more effective against Gram negative bacteria, eukaryotes, protozoa, yeast, mould and parasites. It also causes the inactivation of vegetative spores and viruses (Jadhav et al. 2021).
The effect of HPP on specific microorganisms is discussed below
-
1.
Bacteria: Bacteria are single-celled and simple microorganisms. They are basically prokaryotes. The major bacteria targeted by HPP are Listeria monocytogenes, Staphylococcus aureus and Escherichia coli. Usually, the gram negative bacteria are less resistant to pressure than gram positive bacteria due to differences in their structures (Jadhav et al. 2021). HPP targets the cell membrane of the bacterial cells by altering their membrane properties such as denaturation of the membrane-bound proteins, reduction in fluidity of the membrane and phase transition of the membrane lipid bilayer. This hampers the integrity of the membrane. Also, the pressure induced by HPP causes various morphological and structural changes inside the cell like aggregation of cellular proteins, compression of gas vacuoles, etc. (Bajovic et al. 2012). The HPP range commonly used for the destruction of microbial cells is 300−600 MPa.
-
2.
Spores: Bacterial spores are highly resistant to heat, pressure, chemicals and radiations. This is attributed to their structural conformities of having thick spore coat (Reddy et al. 2006) HPP at moderate levels causes the activation of the nutrient germinant receptors and initiates germination of the spores. But the resultant germinated spores are pressure sensitive and get inactivated as high pressure ranges are achieved (Black et al. 2007). The HPP pressure ranges used for the inactivation of bacterial spores is greater than 800 MPa (Jadhav et al. 2021).The 2 major species of bacterial pores responsible for food borne diseases are targeted by HPP. These are namely the Bacillus and Clostridium species.
-
3.
Fungi: Fungi are broadly classified into 2 groups−yeasts (unicellular fungi) and molds, mushrooms, etc. (that produce hyphae). HPP causes higher amount of destruction at low pressures in yeasts, molds and mushrooms as it is more effective on organisms that have higher level of structural complexities (Jadhavet al. 2021).
HPP affects both the cell membrane permeability and the cellular structure of the yeasts (Black et al. 2007). It can also affect the mitochondria of the cells and leads to the death of the yeast cells. Pressures ranging in the values of 300−400MPa for a few minutes can effectively achieve the inactivation of the yeast cells (Daryeai et al. 2008).In the case of molds, HPP affects the mycelia of the molds. Most of the molds are destroyed at pressures ranging from 300−600 MPa, however variations can be seen in the case of heat-resistant molds (Smelt 1998). Higher pressures are hence required for the destruction of such heat-resistant molds.
Although fungi are not prominent pathogens but HPP is required for the inactivation of the molds that are toxic in nature.
-
4.
Viruses: Viruses are organisms that have a very simple structure. They consist of a protein coat (capsid) that encloses a central core of nucleic acid. Some enzymes may also be present inside the capsid. The viruses can be classified as enveloped and non-enveloped viruses (Jadhav et al. 2021).HPP targets the viruses by destruction of the capsid proteins of the virus, thereby hampering the binding of the virus to the cellular receptors of the host and ultimately preventing the viral infection. HPP affects the enveloped viruses more than the non-enveloped viruses as enveloped viruses are less resistant to pressure (Rivalain et al. 2010; Rendueles et al. 2011).
5 Pulsed Electric Field (PEF)
Pulsed Electric Field (PEF) is an emerging non-thermal food processing technique that is gaining much popularity in the food industry (Jadhav et al. 2021). PEF technique makes use of high voltage short electricity pulses for the microbial inactivation in food systems while having minimum detrimental effects on the food quality parameters. It makes use of electric field of around 5–85 kV/cm applied to food systems for a few milliseconds or nanoseconds (Vorobievand and Lebovka 2019). This is done by placing the food system between 2 electrodes that generate short, high voltage pulses that are hence applied to the food system for the microbial inactivation (FDA 2000). This allows the destruction of microorganisms at temperatures lower than those utilized in the thermal processing methods. During the PEF process, the energy is stored in the capacitor and it is retrieved from the capacitor and discharged to the food material that is placed in the treatment chamber.
This method is more commonly used for liquid and semi-solid food systems that can flow easily. It has been found in several studies that PEF is one of the most efficient and superior technique among non-thermal food processing techniques as it can cause microbial inactivation at low temperatures without causing negative effects on the functional and the organoleptic properties of the food systems. The fact that PEF can be carried out at low temperatures also makes it an energy efficient option with minimum negative impacts on the environment.
5.1 Principle
PEF is based on the principle of application of pulses with high electric fields, having intensities in the range of 5–85 kV/cm, for a few milliseconds or nanoseconds, to food material placed between two electrodes. During this process, high voltage is applied between the electrodes that results in the destruction of microorganisms present in the food material placed between them. The pulses can be applied in various different forms like oscillating pulses, bipolar waves, exponentially decaying waves or square waveforms.
Food systems are heterogeneous in nature and contain several components. That is why they contain several ions that are responsible for providing electrical conductivity to the food systems. This forms the basis of the transfer of electrical pulses through the food system. The food product thus, when kept between the 2 electrodes, experiences a force per unit charge and the microbial cell membranes get ruptured. When the microbial cell is subjected to high voltage electric field pulses, the temporary destabilization of proteins and lipid bilayer starts occurring. This leads to formation of pores in the microbial cells. However, once the electric field is removed, the pores seal back. During this process of perforation and resealing, since the intensity of electric field is intense, the microorganism becomes unable to repair itself and starts undergoing lysis which ultimately leads to the death of the microbial cell.
5.2 Equipment and Working
PEF is carried out in equipment’s that typically consist of a number or components like a high voltage power source, energy storage capacitor, treatment chamber, switch, pump, temperature probes, cooling devices and a control unit.
An amplified and rectified alternating current (AC) is used to generate DC power supply that is utilized to charge the capacitor bank. The switch instantaneously discharges energy from the capacitor to the food held in the treatment chamber. The pump is used to discharge the product to the treatment chamber. The treatment chamber consists of the electrodes that generate the electric field and they are held together by an insulating medium which also forms an enclosure for the food product. The cooling device is used to maintain the food at desired temperature. After treatment, the food product is packed under aseptic conditions.
The effectiveness of PEF is dependent on various factors that affect its ability to inactivate microorganisms. These factors are identified as the product characteristics, type of microbe to be inactivated and process parameters like intensity of electric field, pulse length, pulse shape, number of pulses and temperature of operation.
5.3 Effect of PEF on Microbial Decontamination
The general mechanism of the effect of PEF on microorganisms involves the instability of microbial membranes due to pore formation in the microbial membrane by induction of electrical field and electromechanical compression. Variability in mechanical strength of membranes is a result of the action of the electrical field. There is a considerable increase in the membrane rupture due to electroporation and also in the membrane permeability. The membrane permeability is increased with an increase in electric field. This increase in membrane instability causes an equivalent increase in the inactivation of microbial cells.
The effect of PEF on specific microorganism species is discussed as follow-:
-
1.
Bacteria: PEF is found to affect the bacterial cells. Gram-positive bacteria and Gram-negative bacteria are found to be more resistant to PEF treatment. The PEF treatment affects the different bacterial strains at different rates. Salmonella and E.Coliare found to be more susceptible to PEF treatment in comparison with species like Listeria and Bacillus (Amiali 2012).
-
2.
Spores: Bacterial and mold spores are found to be recalcitrant to the PEF treatment (Raso et al. 2000). However, according to certain studies, it has been found that an increase in the application of the electric pulses may cause a reduction in the viability of spores. According to a study conducted by Marquez et al. (1997), electric field strengths from 20 to 50 kV/cm with pulse numbers ranging from 15 to 50 when applied to Bacillus spores in 0.10 to 0.15% NaCl solution, resulted in the lowest count of viable spores at 50 kV/cm with 30 and 50 pulses for B. subtilis and B. cereus, respectively. The log(No/N), that is, the logarithmic ratio of initial count before treatment to surviving spores after treatment, increased with an increase in treatment temperature.
-
3.
Viruses: PEF can affect the virus cells by damaging the core of the virus cells containing DNA or RNA. It has been found in several studies that PEF with electric field ranging around 30 kV/cm can effectively inactivate the viruses.
However, studies conducted on the effect of PEF on virus inactivation in foods are rather less in number. It is still not established that whether viruses can be inactivated in foods unlike in laboratory media. Khadre and Yousef (2012) reported that rotavirus of various concentrations was not inactivated by a PEF treatment of 20−29 kV/cm for 145.6 µs. The failure of PEF treatment against viruses in foods can be attributed to the presence of the capsid proteins of the viruses as compared to the lipid membranes of bacterial cells.
6 Irradiation
Irradiation or Ionizing Radiation technique is one of the ultimate minimal processing technologies that is used to render the food products safe with minimal quality losses. Irradiation of food is a process of utilizing radiant energy in the form of electron beams, X-rays or gamma rays to destroy the harmful and pathogenic microorganisms present in the food system and thereby retarding spoilage of the food system. One of the salient features of irradiation is that it does not make the food radioactive. It is only lethal to the microbes present. In addition to this, irradiation does not even cause an increase in the temperature of the food system and hence is suitable for heat-sensitive food systems as well (Bashir et al. 2021).
According to the standards and regulations, high energy gamma rays and X-rays, and high speed electrons are permitted to be used in food processing. For producing gamma rays, elevated energy photons are generated using radioactive substances like 60CO and 137Cs. For the generation of X-rays, high energies up to 5 meV are utilized. High speeds up to 5 meV are applied to get high-speed electron beams (Farkas 2006; Bashir et al. 2021).
6.1 Principle
The objective of irradiation, irrespective of the type of radiation used, lies in the motive of impairing the microbial cells in order to extend the product shelf life. The ionizing radiations used in the irradiation process have penetration ability. They penetrate into the food system and result in the unfolding of DNA and the destruction of nucleic acids. They also cause the ionization of water molecules which further leads to oxidative damage to the microbial cells (Castell-Perez & Moreira, 2021). All these changes result in a significant reduction in the microbial load of the food system. This forms the basis of principle of working of the irradiation technique.
The penetration power of the radiation varies with the type of radiation source being used. While high speed electrons of 10 meV can cause penetration of 39 mm into food product, the X-rays and gamma rays have greater penetration powers and hence can even penetrate into the dense food products (Farkas 2006; Jan et al. 2021). The ionizing energy of each dose of irradiation is different. The dose of radiation is measured in Grays (Gy). A gray can be defined as a unit of energy equivalent to 1 J per kilogram. By this, it can be inferred that 1 kiloGray (kGy) is equal to 1000 Grays (Gy).
6.2 Equipment and Working
The different types of radiations are generated in different ways and work in specific manner. They are discussed as follows
-
1.
Gamma rays: The gamma rays utilized in food processing are obtained from either 60CO or 137Cs. Generally this type of radiation is monoenergetic. The dose distributions for the food systems can be computed using analytical techniques like point kernel method or Monte Carlo method.
-
2.
It can be done from 2 sides to increase the uniformity of dose in the processing step.
-
3.
Electrons: High energy electrons are emitted by accelerators having narrow spectral energy limits. The range of the electrons in a medium is finite unlike that of photons. The energy of the electrons can further be controlled by bending magnets of the beam handling device.
-
4.
X-rays: X-ray source is achieved by distributing the primary electron beam over an X-ray convertor of sufficient size.
6.3 Effect of Irradiation on Microbial Decontamination
In order to preserve the functional and the organoleptic properties of the food systems, it essential to determine the threshold dose levels to maintain the efficacy of the radiation treatment along with achieving microbial sterility. Differences in sensitivity to radiation in the microorganisms are related to the differences in their chemical and physical structure, and in their ability to recover from radiation injury. The amount of radiation energy required to control microorganisms in food varies according to the resistance of the particular species and according to the numbers present. Similar to heat resistance, the radiation sensitivity in microorganisms can be expressed by the decimal reduction dose (D10-value) (Farkas 2006).
The effect of irradiation technique on various microorganism species is discussed as under.
-
1.
Bacteria: In case of vegetative cells, several factors such as composition of the medium, the moisture content, the temperature during irradiation, presence or absence of oxygen, the fresh or frozen state influence radiation resistance (Farkas 2006).
-
2.
Fungi: It has been found in various studies that fungi with melanised hyphae are resistant to irradiation (Saleh et al. 1988). Yeasts are also found to be more resistant that bacteria to irradiation. The radiation sensitivity of many moulds is of the same order of magnitude as that of vegetative bacteria.
-
3.
Viruses: According to WHO, viruses are highly resistant to irradiation (WHO 1999).
7 Pulsed Light
Pulsed light technology is one of the emerging non-thermal food processing techniques that has minimal effects on the quality attributes of the food system but is capable of inactivating spoilage and pathogenic microorganisms in food systems. Pulsed light technique has also been proven to extend the shelf life of the food products, to reduce the content of allergens and to cause in-package microbial decontamination. The pulsed light technology was approved for the production, processing and decontamination of food systems and food contact surfaces by the U. S. Food and Drug Administration in the year 1996. It has thereby recommended the use of pulsed light with wavelengths between 200 and 1100 nm with the cumulative treatment not being more than 12 J/cm2 and not more than 2 ms pulse width. The pulsed light technique makes use of short duration and high power light pulses to cause the inactivation of microorganisms (Mandal et al. 2020a, b). It involves the generation of short duration and high power pulses of light having an intense broad spectrum, covering the frequency regions of ultraviolet light (UV), visible light (VL) and infrared light (IR), with frequency region covered in the range varying from 200–1000 nm (John and Ramaswamy 2018). This is achieved using inert gas flash lamps that are responsible for producing these types of light pulses.
Principle
The basic principle behind the use of pulsed technology lies behind the fact that the inactivation of microorganisms is achieved by the broad spectrum pulsed light by a combination of photo-chemical, photo-thermal and photo-physical effects. The photo-chemical effect on the microbial cells is due to the effect of high intensity light pulses on the constituents of the microbial cells. The photo-thermal effect on the microbial cells can be attributed to the heat dissipation of light pulses penetrating the product, which results in an increase in the temperature of the product. However, only a thin outer surface gets heated and there is no overall temperature rise in the product and hence it is considered a non-thermal technique only. The photo-physical effects of the pulsed light technology can be attributed to the destruction of the cell structure of the microorganisms by the high intensity light pulses.
However, the major lethal effect of the pulsed light technique is indebted to the photo-chemical effect due to which the light photons of high wavelengths, usually in the range of UV light are absorbed by the microorganisms and affect their DNA, thereby resulting in an anti-microbial effect. When the DNA absorbs UV light through the highly conjugated carbon–carbon double bonds, the essential reproductive system of the microorganism is at risk which is the DNA. This absorbed energy by the DNA results in the breaking up of the molecular bonds of the DNA of the microbe, further causing the rearrangement, cleavage and the destruction of DNA. The photo-chemical reactions also result in the production of some DNA reproduction inhibitory substances.
Thus, these mechanisms can be individually or in combination, are responsible for the microbial inactivation in the food systems by pulsed light technique.
Equipment and Working
The basic working of a pulsed light system can be explained in an elaborate manner. Pulses of light are produced by concentrating electrical energy in a capacitor by multiplying electrical power by many folds. This process takes even less than a second and this energy is then released in a very short duration of time to flash lamps. The flash lamps are filled with inert gases and give out light in the form of flashes (Barbosa-Canovas et al. 2000). The pulses obtained per second, that is, pulse frequency is generally in the range of 1–3 Hz (Gómez-López et al. 2012).
A typical pulsed light system consists of a power unit, a pulse generation device, a storage capacitor and a gas-discharge flash lamp (Mandal et al. 2020a, b).The power unit consists of an electrical power supply that converts low voltage AC power into high voltage direct current (DC). The pulse generation device is responsible for determining the shape of the pulse and the spectrum characteristics. It basically consists of high voltage capacitors that are joined in parallel to concentrate energy in the charge cycle, coming from the power unit, and then discharges it in the discharge cycle in the form of high electrical current. The lamp unit is responsible for the transition of the high electrical power to lower energy or ground states, during which they release energy in the form of high intensity light pulses. These high intensity light pulses are then delivered to the product by various lamp configurations.
The pulsed light system can deliver pulsed light in the form of a single pulse, in the form a burst of pulses or as a continuous array of pulses or in random sequences, as per the requirements.
Effect of Pulsed Light on Microbial Decontamination
The effect of pulsed light technique on different microbial species can be depicted as follows
-
1.
Bacteria: According to certain studies, it has been found that Gram negative bacteria are more susceptible to pulsed light than the Gram positive bacteria (Gómez-López et al. 2007) This can be attributed to the loss of DNA repairing tendency of the bacteria due to the continuous application of high intensity light pulses, especially UV pulses.
-
2.
Spores: Spores are less susceptible to the pulsed light than the bacterial vegetative cells (Anderson et al. 2000). This is due to their inherent repair mechanisms which get severely affected and lose their ability to repair themselves due to the pulsed light application.
-
3.
Fungi: The yeast and mold populations have been found to get significantly affected by the pulsed light treatment. The proliferation of yeast in pulsed light treated samples is less rapid as compared to the untreated samples.
-
4.
Viruses: Viruses have also been found to get affected by pulsed light due to the physical changes occurring in them like the breakage of single-strand of RNA, destruction of the virion structure and denaturation of the viral proteins by the high intensity wavelength pulses of pulsed light technique. There is also the rupturing of the viral capsid associated with the effect of the pulsed light on the viral cells.
8 Ultrasound
Ultrasound is one of the most well established technologies in the industry but continues to be an emerging non-thermal processing technology in the food industry. The ultrasound technology makes use of the ultrasound waves, that is, the sound waves having frequencies greater than the normal hearing frequency of human beings, i.e., above 20 kHz (Mason and Cintas 2007). The process of application of ultrasound waves to bring about the desired changes in a medium is referred to as “ultrasonication”. These ultrasound waves travel through any medium and produce cavitation bubbles that eventually explode, releasing energy and causing certain mechanical and chemical reactions (Jadhav et al. 2021).
Ultrasound waves can be used at different frequency ranges and hence are classified as low-frequency, medium-frequency and high-frequency ultrasound waves (Bhargava et al. 2021). The low-frequency ultrasound waves have frequencies ranging from 20 to 100 kHz and produce large shear forces in the medium. The medium-frequency ultrasound waves have frequencies ranging from 100 kHz to 1 MHz and produce radical species in the medium through which they are transmitted to. The high-frequency ultrasound waves have frequencies ranging from 1 to 100 MHz and they produce low shear forces in the medium. For food processing and preservation applications, low-frequency ultrasound waves in the range of from 20 kHz-100 kHz are usually preferred as the medium-frequency ultrasound waves can cause undesirable changes in the food systems like lipid oxidation due to their tendency of formation of radical species (Rastogi and Navin 2011). On the other hand, the high-frequency ultrasound waves can physical damage of the tissues of the food systems owing to their high frequencies.
8.1 Principle
Ultrasound waves travel in a medium and cause a series of compressions and rarefactions. When the power exceeds a certain high threshold power, the rarefaction exceeds the power of attractive forces present between the molecules in the food system, resulting in the formation of cavitation bubbles. The cavitation bubbles eventually become unstable due to the action of the localized field generated by the neighbouring bubbles and eventually collapse. This collapsing of bubbles causes the release of energy due to which the microbial cells present in the food system are subjected to extreme conditions of temperature and pressure. The sudden extreme conditions that are experienced by the microorganisms cause thinning of cell membranes of the microbes, shear disruption of the microbial cells, cavitation in the microbial cells, localized heating of the microbial cells and free radical production in the microbial cells, which ultimately have a lethal effect on the microorganisms.
Ultrasonication is usually carried out for both packaged or unpackaged food materials and the ultrasound waves generated are transmitted through the food system and result in the desirable changes in the food product, causing the death of the microbial cells and thereby enhancing the shelf-life of the food product and ensuring that food safety is not compromised, along with maintaining the nutritional and functional properties of the food system without having any deteriorative effects on such properties.
8.2 Equipment and Working
The major equipment that is responsible for the generation of ultrasound waves is a transducer. A transducer is a device that converts electrical or mechanical energy to sound energy. There are 3 major types of transducers that are used for the ultrasound generation, namely liquid-driven transducers, piezoelectric transducers and magnetostrictive transducers.
Liquid-driven transducers are the ones consisting of a liquid in a vessel in which the food material is forced under pressure across a thin blade and for every vibration, the blade produces a vibration wave and cavitation in the liquid. Magnetostrictive transducers are the ones that use the principle of magnetostriction that utilize the application of magnetic field to generate vibrations, that is, conversion of magnetic energy into mechanical energy. Piezoelectric transducers utilize ceramics containing piezoelectric materials that are responsible for the conversion of alternating electrical energy into mechanical energy in the form of vibrations (Bhargava et al. 2021). The most basic types of equipments that are used for the ultrasonication process are ultrasonic baths and ultrasonic probe systems. The ultrasonic baths consist of a tank that contains a medium through which the ultrasound waves shall pass which are generated by the transducers bound to the base of the tank. On the contrary, the ultrasonic probes consist of metal horns of different shapes that are attached to the transducers. The horns, however, must be designed in such a way so that they resonate at the same frequency as that of the transducer.
The ultrasonic probe systems have a high sound intensity and are therefore utilized more commonly for the inactivation of microorganisms in food systems as the process requires relatively high power density.
8.3 Effect of Ultrasound on Microbial Decontamination
The use of ultrasound technique for the inactivation of microorganisms present in the food systems is one of the most promising non-thermal technologies. The destruction or disruption of microbial cell wall can be achieved by using high power ultrasound waves. However, very high intensities are needed if complete sterilization is to be achieved.
The inactivation of microorganisms is owed to the physical damage caused by the ultrasound waves to the microbial cells like rupturing of cell membrane, release of intracellular constituents and the inability of the cells to repair them. The effectiveness of ultrasonication on the lethality of microbial cells is dependent upon the shape and size of the microorganisms as bigger cells are more sensitive than the smaller ones. It also depends on the amplitude of the ultrasonic waves, time of exposure, volume of food being processed, the composition of food and the temperature of the process.
The effect of ultrasounds on the various types of microorganisms is discussed as under
-
Bacteria: It has been found in studies that the rod-shaped bacteria are more sensitive to the ultrasonication process than the coccal forms of the bacteria. Moreover, the bacterial spores are found to be more resistant to the process as compared to the vegetative cells (Piyasena et al. 2003).
-
Fungi: Ultrasound waves are shown to cause leakage of nucleic acids and proteins and changes in the structure of the cell membrane in case of fungi like R. stolonifer. Moreover, the free radicals produced by the ultasonication process like hydrogen and hydrogen peroxide from water molecules present in the food system, break the fungal DNA by making bonds with the sugar-phosphate site of DNA and destroy them.
-
Viruses: Ultrasonication is known to have only a marginal effect on the reduction of viral load in the food systems.
9 Oscillating Magnetic Field (OMF)
The use of magnetic fields in the food processing and preservation techniques is increasing day by day. The magnetic fields utilized for the purpose can be static, oscillating or pulsed magnetic fields. One of the most commonly used types of magnetic fields in the food industry is oscillating magnetic field (OMF). OMF is widely being used for the inactivation of microorganisms and for destroying the microorganisms in order to make the foods safe and to extend their shelf-life without the application of heat to them. OMF involves the incorporation of food in sealed plastic bags and their exposure to pulses having frequency ranging from 5 to 500 kHz in numbers 1−100 for a very less treatment time of 25−100 ms at temperatures not exceeding 50 °C.
9.1 Principle
Direct or alternating currents are used to generally generate the magnetic fields. They can also be generated with the help of permanent magnets. According to their behaviour, they can be classified as static, oscillating or pulsed magnetic fields. In the case of OMF, magnetic field is applied to the food systems in the form of pulses which are in the form of decaying or constant amplitude sinusoidal waves.
OMF, applied in the form of pulses, is capable of reversing the charge on each pulse, which in turn decreases the intensity of each pulse with time. The inhibition of the microbial growth by the OMF technique can be owed to the fact that the microorganisms are affected by the magnetic fields they are exposed to or by the magnetic fields induced. The magnetic field intensities that are capable of inactivating the microbes range from 5 to 50 T. It has been found in studies that when a food product is subjected to a single oscillating magnetic field at frequencies above 5 kHz and intensities above 5 T, the number of microorganisms in the food system reduces by about 2 orders of the magnitude of the pulse applied. Therefore, complete sterilization of the food product can be achieved if the product is subjected to a greater number of such magnetic field pulses. Since the time of exposure of each pulse is very short, even a higher number of pulses do not significantly raise the product temperature, thereby preserving the nutritional and the functional properties of the food product. Thus, OMF achieves the nearly complete or complete sterilization of the food product, depending on the number and intensity of the magnetic field pulses, without any increase in the temperature of the product.
9.2 Equipment and Working
The magnetic fields are produced when an electric current is passed through a coil. The intensity of the magnetic field depends upon the number of loops of the coiled wire as it decides the amount of current flowing through the wire. The magnetic field is produced by the coil which is connected to a capacitor that supplies the current. When the oscillating current is induced by the capacitor to the coil, it produces an oscillating magnetic field within the coil. The frequency of the oscillating magnetic field depends on the capacitance of the capacitor and the resistance experienced by the current.
9.3 Effect of OMF on Microbial Decontamination
The OMF is known to cause the inactivation of microorganisms by inducing energy into the magneto-active parts of substantially large molecules of the microbial cells, like DNA. With such several oscillations, the local energy generated can cause the destruction of certain bonds present in the molecules, which would either cause it to become reproductively active or might lead to the destruction of the molecule and hence the microbial cell. Thus, OMF traumatizes the genetic material of microbial cells or damages the structure of microbial cells, both of which render a lethal effect on the microorganisms.
In the case of bacterial cells, their surfaces have net negative charges, which when exposed to the external magnetic fields, experience charge reversal, leading to the structural damage of the bacterial cells.
The inactivation of microorganisms by OMF has been achieved in food products like milk, yogurt, orange juice, etc. It has been reported that even one pulse of OMF was adequate to reduce the bacterial population between 102 and 103 CFU/g in such products.
10 Cold Plasma Processing
Plasma is the fourth state of matter that is a state of gas which is in either partially or fully ionized state. Cold plasma processing is widely used in the food industry for the microbial inactivation of food systems along with maintaining the quality parameters of the food systems intact. Cold plasma processing technique operates in the temperature range of 25−65 °C. When gases like argon, oxygen, helium or nitrogen are ionized using thermal energy, electrical energy or magnetic field, there is generation of free radicals which is majorly responsible for providing a lethal effect on the microorganisms. Thereby cold plasma processing is used for reducing the microbial load of the food systems and on their surfaces (Jadhav et al. 2021).
10.1 Principle
Cold plasma processing technique shows its effect on the microbial cells by the generation of free radicals that subsequently attack the microbial cells (Phan et al. 2017). They do so by causing the oxidation and denaturation of proteins, by inducing lipid oxidation, by destruction of the DNA of the microbial cells and by damaging the cellular components of the microbial cells, thus leading to death of the cell eventually. The reactive species in plasma are known to have direct oxidative effects on the surface of the microbial cells. Furthermore, these plasma reactive species also damage the DNA present in the chromosomes of the microbial cells.
The cold plasma processing technique is known to be highly dependent on the amount of water present in the microbial cell. It has lowest effect on the microbe that is dry as compared to the higher effect observed in case of moist microbes. The reactive species generated by the cold plasma processing, react with water present in the microbial cell which further results in the generation of hydroxyl (OH−) ions. These hydroxyl ions are the most reactive and lethal to the microbial cell. These hydroxyl radicals are produced in the hydration layer around the DNA molecules of the microbial cells and are responsible for the major destruction of DNA. These radicals also react with the nearby organic molecules which lead to free radical chain oxidation and thereby eventually leading to the destruction of DNA molecules and other cellular components and the cell membranes. This results in the death of the microbial cell eventually. The presence of reactive oxygen species like oxygen radicals also produces lethal effects on the microbial cells by having significant effects on the different macromolecules present in the microbial cell. The singlet state oxygen leads to the deformation of the microbial cells and produce the lethal effect.
10.2 Equipment and Working
Plasma for cold plasma processing can be produced by passing the gas between two electrodes and subjecting it to electric field. Plasma generation can be done by methods like corona discharge, dielectric barrier discharges, radio frequency plasma and the arc discharge method. In cold plasma processing, ionization is one of the most important steps.
10.3 Effect of Cold Plasma Processing on Microbial Decontamination
It has been reported in studies that the cold plasma processing technique reduces the mesophilic bacterial count by 12–85%. It causes a reduction of 54% in 3 min in the microbial load of one of the most common food pathogen, that is, E. coli. It has also been shown that the yeast and mould content declines by 44–95% due to cold plasma processing of food systems.
11 Ozone Treatment
Ozone is a molecule consisting of 3 oxygen atoms. It is a colourless gas and has a typical odour. It is highly reactive in nature and is very much unstable. Ozone treatment involves the use of ozone gas either in the gaseous form or as ozonated water by dissolving the ozone gas in water. Ozone treatment is an emerging non-thermal food processing technology that has the capability of altering the permeability of the microbial cells and damaging their cellular membranes and thus causing the death of the microbial cell. It can also cause a fatal effect to the microbial cells by damaging the protein structure and thereby causing the malfunctioning of enzymatic activity and hence affecting the metabolic activity of the microbial cell, eventually resulting in the death of the cell (Jadhav et al. 2021).
11.1 Principle
For use in industrial purposes, ozone is produced in closed spaces by 2 widely used methods. The first method is the UV method in which low concentrations of ozone of around 0.3 ppm are produced from oxygen present in air using radiations of 185 nm wavelength ranges. The second method is the corona discharge method which involves the application of a high voltage alternating current across a discharge gap in which oxygen or air is present. The current excites the oxygen electrons and causes the oxygen molecules to split that combine with other oxygen molecules to form ozone.
The principal mechanisms involved in the action of ozone on microbial inactivation involve either the direct action of ozone molecules on the microbial cells or the free-radical destruction mechanism of the singlet oxygen. It has been found that the ozone targets the surfaces of microbial cells majorly. This is due to the fact that ozone primarily targets the double bonds of the unsaturated lipid constituents in the cell envelope. Ozone also causes the cellular proteins to flocculate. Ozone also causes the alteration of the pyrimidine bases of the DNA of the microbial cells, thus targeting the genetic material of the microbial cells as well. All of these mechanisms lead to the leakage of the cellular contents of the cell and hence the death of the cell.
11.2 Equipment and Working
For ozone treatment in the food industry, ozone is either used in the gaseous phase or in the aqueous phase. The basic components of an ozone treatment system are namely: the gas (in the form of pure oxygen or air), ozone generator, power source, reactor, contactor, gas elimination (for surplus air) unit and ozone analyzer. For treatment of the food systems, basic types of contactors are used like the bubble diffuser chamber or the turbine-agitated reactors.
In the corona discharge type, the dry air or pure oxygen are used as the oxygen source to produce ozone. Usually zeolite towers are used for the production of pure oxygen by disabling the production of nitrogen compounds in the air, by acting as molecular screens.
During ozone treatment, the systems usually operate at low frequencies and high voltages of 50−60 Hz and greater than 20,000 V respectively. However, for higher effectiveness, the modern day advanced technologies require higher frequencies and low voltages of 1000−2000 Hz and 10,000 V respectively.
However, it is really essential to destroy the remaining ozone gas after treatment of the food systems for safety purposes.
11.3 Effect of Ozone Treatment on Microbial Decontamination
The ozone treatment shows its bactericidal action depending on the type of medium in which the bacterial cell is present. Ozone treatment can inactivate both the gram-positive and gram-negative bacteria. It can also destroy the vegetative cells and spores. However, it has been found that the bacterial spores are more resistant to ozone treatment than the vegetative cells (Kim et al. 1999).
Ozone is also known to have effect on the fungi. Yeasts are found to be more sensitive than the moulds to the ozone treatment.
Ozone treatment also affects the viruses and is able to inactivate the viral cells even at low concentrations of ozone in relatively short contact times.
12 Supercritical Fluid Extraction (SFE)
Supercritical Fluid Extraction (SFE) is an emerging non-thermal food processing technique that makes use of supercritical fluids for the processing and preservation of food systems. This is owing to the fact that the organic solvents that were earlier used were capable of causing solvent contamination in the food systems and were costly and had negative impacts on the environment as well (Temelli et al. 2012). SFE uses supercritical fluids, that is, a fluid that shows both the properties of a gas and a liquid. It exhibits the density of liquids and the diffusivity and viscosity of the gases. This phenomenon occurs when a fluid is either heated beyond its critical temperature or compressed below its critical pressure and attains a supercritical state (Brunner, 2005). Various substances can be used as supercritical fluids but the most common and widely used is CO2. This is because it achieves a supercritical state at moderate temperature and pressure of 31.1 °C and 7.4 MPa respectively (Jadhav et al. 2021). SFE is being utilized in the food industry for the microbial decontamination of foods.
12.1 Principle
The basic principle of working of SFE can be attributed to the properties of the supercritical fluids as they show enhanced properties. Due to their quality of possessing both the attributes of liquid and gas, they can be used as a solvent for increased mass transfer rates.
The SFE technique works by reducing the pH of the microbial cell which causes their rupturing and bursting and leads to the death of the cell. Hence it reduces the microbial load of the food system (Spilimbergo and Bertucco 2003). Moreover, since SFE operates at low temperature, the functional and the nutritional properties of the food systems are preserved (Koubaa et al. 2018).
12.2 Equipment and Working
The basic parts of a SFE system are a pump, pressure cell, pressure maintenance system and a collection vessel. The pump is used for supplying the CO2 to the system and the pressure cell is used to contain the sample. The sample is loaded into an extraction vessel and is pressure is applied on it by the means of the fluid by a pump. The material is transferred from the extraction vessel into a separator and the extracted material settles down. The fluid, that is CO2, can be regenerated.
12.3 Effect of Supercritical Fluid Extraction on Microbial Decontamination: Gaseous CO2 Used in SFE Has Anti-Microbial Effects on the Food Systems.
13 Membrane Separation
Membrane separation technique is one of the novel food processing technologies that is used in the inactivation of microorganisms like bacteria and yeasts. The membrane separation techniques involve the utilization of semi-permeable membranes of specific pore sizes and aid in the removal of the microorganisms on the basis of their molecular size. Therefore this method is also sometimes referred to as cold pasteurization and sterilization. These membrane separation techniques are pressure-driven and can further be classified as microfiltarion, ultrafiltration, nanofiltration and reverse osmosis (RO). It preserves the natural organoleptic properties of the food systems and also protects the heat-sensitive compounds present in the food systems.
13.1 Principle
Generally, microfiltration is used for the separation of microorganisms from the food products. The microfiltration membrane pore size ranges from 20 to 0.1 µm2.
13.2 Equipment and Working
When a food product, in the liquid form, is subjected into a membrane separation system, it gets separated into retentate (the fraction retained by the membrane) and permeate (the fraction that passes through the membrane). The microorganisms can either be in the retentate or in permeate or in both streams.
13.3 Effect of Membrane Separation on Microbial Decontamination
Membrane separation is found to be highly effect against the bacteria and spores in the dairy industry for the removal of the said microorganisms from skim milk. The microfiltration membrane separation can effectively remove the spore-forming bacteria from the milk samples.
14 Findings on Microbial Decontamination by Non-Thermal Food Processing Techniques
All the techniques were profoundly studied and the effect of each technique on different microbial species was analysed and mentioned in the tables as HPP (Table 1); PFE (Table 2); Irradiation (Table 3); Pulse Light (Table 4); Ultrasound (Table 5); CPP (Table 6) Ozone Treatment (Table 7) and SFE (Table 8).
15 Conclusion
There has been a noticeable increase in the transition from thermal to non-thermal food processing techniques as awareness of the advantages of non-thermal food processing techniques on the nutritional content and functional potential of the food systems has grown. The term “non-thermal food processing techniques” refers to those methods that do not use heat to treat or preserve food. This review study's main goal is to shed light on food processing methods that use thermal and non-thermal methods, types of distinct non-thermal food processing technologies, and the levels of microbial deactivation attained by each method. As a result, the study concentrates on the many non-thermal food processing techniques that are now used in the food business. Therefore, non-thermal food processing techniques aid in the elimination of certain pathogenic and food spoilage bacteria as well as have a general impact on microbial decontamination, ensuring the safety of the food.
References
Saroya HK (2017) Innovative non-thermal food processing technologies used by the food industry in the United States. Masters Theses & Specialist Projects
Aadil RM, Zeng XA, Ali A, Zeng F, Farooq MA, Han Z (2015) Influence of different pulsed electric field strengths on the quality of the grapefruit juice. Int J Food Sci Technol 50:2290–2296. https://doi.org/10.1111/ijfs.12891
Alvarez I, Raso J, Palop A (2000) Influence of different factors on the inactivation of Salmonella senftenberg by pulsed electric fields. Int J Food Microbiol 55(1–3):143–146
Anderson JG, Rowan NJ, MacGregor SJ, Fouracre RA, Farish O (2000) Inactivation of food-borne enteropathogenic bacteria and spoilage fungi using pulsed-light. IEEE Trans Plasma Sci 28:83–88
Aziz MFA, Mahmoudb EA, Elaragi GMJ (2014) Stored Prod. Res
Bablon G, Bellamy WD, Bourbigot MM, Daniel FB, Dore M, Erb F, Gordon G, Langlais B, Laplanche A, Legube B, Martin G, Masschelein WJ, Pacey G, Reckhow DA, Ventresque C (1991). Fundamental aspects. In: Langlais G, Reckhow DA, Brink DR (eds) Ozone in water treatment: Application and engineering. Lewis Publishers, Inc., Chelsea, Mich., USA, pp 11–132
Bajovic B, Bolumar T, Heinz V (2012) Quality considerations with high pressure processing of fresh and value added meat products. Meat Sci 92:280–289
Bancroft WD, Richter GH (1931) The chemistry of disinfection. J Phys Chem 35:511–530
Barbosa-Canovas GV, Schaner DW, Pierson M, Zhang QH (2000) Pulsed light technology. J Food Sci 65:82–85
Barbosa-Canovas GV, Gongora-Nieto MM, Swanson BG (1998). Nonthermal electrical methods in food preservation. Food Sci Technol Intern 4(5):363 370
Bashir K, Jan K, Kamble DB, Maurya VK, Jan S, Swer TL (2021) History, status and regulatory aspects of gamma irradiation for food processing. In: Knoerzer K, Juliano P, Smithers G (eds) Innovative food processing technologies Cambridge. pp 101–107
Bhargava N, Mor RS, Kumar K, Singh V (2021) Advances in application of ultrasound in food processing: A review. Ultras Sonochem 70:105293
Bhavya ML, Umesh H (2017) Pulsed light processing of foods for microbial safety. Food Qual Saf 1(3):187–202
Black EP, Setlow P, Hocking AD, Stewart CM, Kelly AL, Hoover DG (2007) Response of spores to high-pressure processing. Compreh Rev Food Sci Food Safety 6:103–119
Boekel MV, Fogliano V, Pellegrini N, Stanton C, Scholz G, Lalljie S, Somoza V, Knorr D, Jasti PR, Eisenbrand G (2010a) A review on the beneficial aspects of food processing. Mol Nutr Food Res 54:1215–1247
Broadwater WT, Hoehn RC, King PH (1973) Sensitivity of three selected bacterial species to ozone. Appl Microbiol 26:391–393
Brunner G (2005) Supercritical fluids: technology and application to food processing. J Food Eng 67:21–33
Burleson GR, Murray TM, Pollard M (1975) Inactivation of viruses and bacteria by ozone, with and without sonication. Appl Microbiol 29:340–344
Cameron M, McMaster LD, Britz TJ (2008) Electron microscopic analysis of dairy microbes inactivated by ultrasound. Ultras Sonochem 15:960–964
Castell-Perez ME, Moreira RG. Irradiation and consumers acceptance. In: Knoerzer K, Juliano P, Smithers G (eds) Innovative food processing technologies. Cambridge. pp 122–135. https://doi.org/10.1016/B978-0-12-815781-7.00015-9
Chemat F, Zill-E-Huma, Khan MK (2011) Applications of ultrasound in food technology: Processing, preservation and extraction. Ultrason Sonochem
ChizobaEkezie FG, Sun DW, Cheng JH (2017) A review on recent advances in cold plasma technology for the food industry current applications and future trends. Trends Food Sci Technol 69:46–58
Christensen TW (2005b) Inactivating organisms using carbon dioxide at or near its supercritical pressure and temperature conditions. World Patent WO 2005/001059, US Patent US 7,560,113, 2004
Christensen TW, Burns DC, White AL, Ganem B, Eisenhut AR (2005a). Sterilization methods and apparatus which employ additive-containing supercritical carbon dioxide sterilant. World Patent WO 2005/000364, US Patent US 7,108,832, 2004
Conrads S (2000) Plasma Sources. Sci Technol 9:441
Daryaei H., Balasubramaniam VM (2012) 13—Microbial decontamination of food by high pressure processing. In: Ali Demirci, Michael O. Ngadi (eds) Woodhead publishing series in food science, Technology and nutrition, microbial decontamination in the food industry. Woodhead Publishing, pp 370–406
Daryaei H, Coventry MJ, Versteeg C, Sherkat F (2008) Effect of highpressure treatment on starter bacteria and spoilage yeasts in freshlactic curd cheese of bovine milk. Inno Food Sci Emerg Technol 9:201–205
Dave S, Kim JG, Lou Y, Yousef AE (1998) Kinetics of inactivation of Salmonella enteritidisby ozone. Institute of Food Technologists annual meeting, book of abstracts, p 15.
Delmas H, Barthe L (2015) Ultrasonic mixing, homogenization, and emulsification in food processing and other applications. In: Gallego J, Karl F, Juan A, (eds) Power ultrasonics: Applications of high-intensity ultrasound. Cambridge: Elsevier Ltd., pp 757–791
Dheyab MA, Aziz AA, Jameel MS, Khaniabadi PM, Mehrdel B (2020) Mechanisms of effective gold shell on Fe3O4 core nanoparticles formation using sonochemistry method. Ultra Sonochem 20:64
Dhineshkumar V, Ramasamy D (2017) Review on membrane technology applications in food and dairy processing. J Appl Biotechnol Bioeng. 3(5):399–407
Dobrynin D, Fridman G, Fridman A, Zou JJ, Liu CJ, Eliasson B (2004) Carbo Polym 55:23
Dolatowski ZJ, Stadnik J, Stasiak D (2007) Applications of ultrasound in food technology. Acta Sci Pol Technol Aliment 6(3):88–99
Evelyn E, Silva FVM (2015a) Thermosonication versus thermal processing of skim milk and beef slurry: Modeling the inactivation kinetics of psychrotrophic Bacillus cereus spores. Food Res Intern 67:67–74
Evelyn E, Silva FVM (2015b) Use of power ultrasound to enhance the thermal inactivation of Clostridium perfringens spores in beef slurry. Intern J Food Microbiol 206:17–23
Ewell AW (1946) Recent ozone investigation. J Appl Physics 17:908–911
Farkas J (1997) Physical methods of food preservation. In: Doyle MP, Beauchat LR, Montville TJ (eds) Food microbiology. Fundamentals and frontiers. ASM Press, Washington, pp 497–519
Farkas J (1998) Irradiation as a method for decontaminating food: A review. Intern J Food Microbiol 44(3):189–204
Farkas J (2006) Irradiation for better foods. Trends Food Sci Technol 17:148–152
Farkas J, Farkas CM (2011) History and future of food irradiation. 22(2-3):0–126. https://doi.org/10.1016/j.tifs.2010.04.002
Farkas J (2001b) Physical methods of food preservation. In: Doyle MP, Beuchat LR, Montville TJ (eds) Food microbiology. Fundamentals and frontiers (2nd ed). ASM Press, Washington, DC, pp 561–591
Farooq S, Akhlaque S (1983) Comparative response of mixed cultures of bacteria and virus to ozonation. Water Res
Ferrante S, Guerrero S, Alzamora SM (2007) Combined use of ultrasound and natural antimicrobials to inactivate Listeria monocytogenes in orange juice. J Food Protec 70:1850–1856
Ferrario M, Alzamora SM, Guerrero S (2015) Study of pulsed light inactivation and growth dynamics during storage of Escherichia coli ATCC 35218, Listeria innocuaATCC 33090, Salmonella EnteritidisMA44 and Saccharomyces cerevisiae KE162 and native flora in apple, orange and strawberry juices. Int J Food Sci Technol 50:2498–2507
Food and Drug Administration (1996) Code of Federal Regulations. 21CFR179.41. FDA: Silver Spring, MD, USA
García ML, Burgos J, Sanz B, Ordóñez JA (1989) Effect of heat and ultrasonic waves on the survival of two strains of Bacillus subtilis. J App Bacteriol 67:619–628
Gavahian M, Majzoobi M, Farahnaky A (2022) Editorial overview on emerging thermal food processing technologies. Food 11:1543
Giese AC, Christenser E (1954) Effects of ozone on organisms. Physiol Zool 27:101–115
Gómez-López VM, Ragaerta P, Debeverea J, Devliegherea F (2007) Pulsed light for food decontamination: A review. Trends Food Sci Technol 18:464–473
Gómez-López VM (2012) Pulsed light technology. In: Sun D-W (ed) Handbook of food safety engineering. Blackwell Publishing Ltd., Singapore, pp 643–665
Grahl J, Märkl H (1996) Killing of microorganisms by pulsed electric fields. 45(1-2):148–157. https://doi.org/10.1007/s002530050663
Grant IR, Patterson MF (1995) Combined effect of gamma radiation and heating on the destruction of Listeria monocytogenes and Salmonella typhimurium in cook-chill roast beef and gravy. Intern J Food Microbiol 27:117–128
Grigelmo N, Robert SF, Barbosa-Cánovas G, Martin-Belloso O (2011) Use of oscillating magnetic fields in food preservation
Grove SF, Forsyth S, Wan J, Coventry J, Cole M, Stewart CM, Lewis T, Lee A (2008) Inactivation of hepatitis Avirus, poliovirusand a norovirus surrogate by high pressure processing. Innov Food Sci Emerg Technol 9:206–210
Gurol C, Ekinci FY, Aslan N, Korachi M (2012) Low Temperature Plasma for decontamination of E. coli in milk. Int J Food Microbiol 15:157
Haas GJ, Prescott HE, Dudley E, Dick R, Hintlia C, Keane L (1989) Inactivation of microorganisms by carbon dioxide under pressure. J. Food Safety:253–265
Harakeh MS, Butler M (1985) Factors influencing the ozone inactivation of enteric viruses in effluent. Ozone Sci Eng 6:235–243
Hashemi Moosavi M, Mousavi Khaneghah A, Javanmardi F, Hadidi M, Hadian Z, Jafarzadeh S, Huseyn E, Sant’Ana AS (2021) A review of recent advances in the decontamination of mycotoxin and inactivation of fungi by ultrasound. Ultra Sonochem 79:105755
Hirneisen KA, Black EP, Cascarino JL, Fino VR, Hoover DG, Kniel KE (2010) Viral inactivation in foods: A review of traditional and novel food-processing technologies. Compr Rev Food Sci Food Saf 9:3–20
Huang HW, Hsu CP, Wang CY (2020) Healthy expectations of high hydrostatic pressure treatment in food processing industry. J Food Drug Anal 28:1–13
Ignat A, Manzocco L, Maifreni M, Bartolomeoli I, Nicoli MC (2014) Surface decontamination of fresh-cut apple by pulsed light: Effects on structure, colour and sensory properties. Postharvest Biol Technol
Jadhav HB, Annapure US, Deshmukh RR (2021) Non-thermal technologies for food processing. Front Nutr 8:657090
Jay JJ (1996) Modern food microbiology. Chapman & Hall, New York
Joanna B., Agnes N, Krzysztof Ś (2017) Ozone in the food industry: Principles of ozone treatment, mechanisms of action, and applications. An overview. Cri Rev Food Sci Nut
John D, Ramaswamy HS (2018) Pulsed light technology to enhance food safety and quality: a mini-review. Curr Opin Food Sci
Kadival A, Ghosh S (2018) Applications of membrane separation technology in food industry
Kanofsky JR, Sima P (1991) Singlet oxygen production from the reactions of ozone with biological molecules. J Biol Chem 266:9039–9042
Kaur K (2016) Functional nutraceuticals: past, present, and future. Nutraceu:41–78. D
Kawamura K, Kaneko M, Hirata T, Taguchi K (1986) Microbial indicators for the efficiency of disinfection processes. Water Sci Technol 18:175–184
Keener KM, Misra NN (2016) Future of cold plasma in food processing. In: Cullen PJ, Schluter O (eds) Cold Plasma in food and agriculture: fundamentals and applications. Elsevier Inc., Washington, DC, pp 343–360
Khouryieh Hanna A (2020) Novel and emerging technologies used by the U.S. food processing industry. Innov Food Sci Emerg Technol
Kim JG, Yousef AE, Dave S (1999) Application of ozone for enhancing the microbiological safety and quality of foods: a review. J Food Protec 62(9):1071–1087
Kim JE, Lee D, Min SC (2014) Microbial decontamination of red pepper powder by cold plasma. Food Microbiol 38:128–136
Koubaa M, Mhemdi H, Fages J (2018) Recovery of valuable components and inactivating microorganisms in the agro-food industry with ultrasound assisted supercritical fluid technology. J Supercrit Fluids 134:71–79
Kova CK, Bouwknegt M, Diez-Valcarce M, Raspor P, Herna´ndez M (2012) Evaluation of high hydrostatic pressure effecton human adenovirus using molecular methods and cell culture. Int J Food Microbiol 157:368–374
Kumagai H, Hata C, Nakamura K CO2 sorption by microbial cells and sterilization by high-pressure CO2. Biosci Biotechnol Biochem 61:931–935
Langmuir I (1928) Proceedings of the National Academy of Sciences of the U.S.A. 14:627
Amiali M (2012) Microbial decontamination in the food industry. Microbial decontamination of food by pulsed electric fields (PEFs). pp 407–449. https://doi.org/10.1533/9780857095756.2.407
Lauren S J, Al-Taher F (2022) Chapter 13–Processing issues: acrylamide, furan, and trans fatty acids
Li L, Zhang M, Sun HN, Mu TH (2021) Contribution of ultrasound and conventional hot water combination on inactivating Rhizopus stolonifer in sweet potato. LWT 73:105528
Lin L, Liao X, Li C, Abdel-Samie MA, Cui H (2020) Inhibitory effect of cold nitrogen plasma on Salmonella Typhimurium biofilm and its application on poultry egg preservation. LWT 1(126):109340
Liu Z, Gao X, Zhao J, Xiang Y (2017) The Sterilization effect of solenoid magnetic field direction on heterotrophic bacteria in circulating cooling water. Procedia Eng 174:1296–1302
MacGregor SJ, Farish O, Fouracre R et al (2000) Inactivation of pathogenic and spoilage microorganisms in a test liquid using pulsed electric fields. IEEE Transactions on Plasma Sci 28(1):144–149
Maftei NA, Ramos-Villarroel AY, Nicolau AI, Martín-Belloso O, Soliva-Fortuny R (2014) Influence of processing parameters on the pulsed-light inactivation of Penicillium expansumin apple juice. Food Con 41:27–31
Mañas P, Pagán R, Raso J, Condón SFJ, S (2000) Inactivation of salmonella enteritidis, salmonella typhimurium, and salmonella senftenberg by ultrasonic waves under pressure. J Food Prot 63:451–456
Mandal R, Mohammadi X, Wiktor A, Singh A, Pratap Singh A (2020) Applications of pulsed light decontamination technology in food processing: An overview. Appl Sci 10(10):3606
Mandal R, Shi Y, Singh A, Yada RY, Pratap Singh (2020) Food safety and preservation. In: Encyclopedia of Gastroenterology, 2nd ed. Academic Press, Elsevier Ltd., Amsterdam, The Netherlands, pp 467–479
Marquez VO, Mittal GS, Griffiths MW (1997) Destruction and inhibition of bacterial spores by high voltage pulsed electric field. J Food Sci 62(2):399–401
Mason TJ, Chemat F, Ashokkumar M (2015) Power ultrasonics for food processing. In: Ashokkumar M (ed) Power Ultrasonics: Application of high-intensity ultrasound. Elsevier Ltd., Cambridge, pp 815–843
Mason TJ, Cintas P (2007) Sonochemistry. Handb Green Chem Technol:372–396
Mason T J (1998). Power ultrasound in food processing: The way forward. In: Povey MJW, Mason TJ (eds) Ultrasound in food processing. Blackie Academic and Professional, Glasgow, UK, pp 105–126
Miñano SS, Costa, (2020) Magnetic fields in food processing perspectives. Appl Action Model Process 8(7):814
Misra NN, Patil S, Moiseev T, Bourke P, Mosnier JP, Keener KM, Cullen PJ (2014) In-package atmospheric pressure cold plasma treatment of strawberries. J Food Engg. 1(125):131–138
Mizuno A, Inoue T, Yamaguchi S, Sakamoto KI, Saeki T, Matsumoto Y, Minamiyama K (1990) IEEE Conference record of the 1990 IEEE Industry applications society annual meeting—Seattle, WA, USA (7–12 Oct. 1990) Conference Record of the 1990 IEEE Industry Applications Society Annual Meeting—Inactivation of viruses using pulsed high electric field. pp 713–719
Mohamed MEA, AmerEissa HA (2012) Pulsed electric fields for food processing technology, structure and function of food engineering. In: AmerEissa HA (ed). IntechOpen, London, UK, pp 230–276
Mohamed and Mansoori (2002) The use of supercritical fluid extraction technology in food processing featured article. Food Technol Mag 20:134–139
Muthukumarappan K, Halaweish F, Naidu AS (2000) Ozone. In: Naidu AS (ed) Natural food anti-microbial systems. CRC Press, Boca Raton, FL, pp 783–800
Niemira BA, Sites J (2008) Cold plasma inactivates Salmonella Stanley and Escherichia coli O157: H7 inoculated on golden delicious apples. J Food Prot 71(7):1357–1365
Norton T, Sun DW (2008) Recent advances in the use of high pressureas an effective processing technique in the food industry. Food Biopro Technol 1:2–34
O’Callaghan TF, Sugrue I, Hill C, Ross RP, Stanton C (2019) Chapter 7–Nutritional aspects of raw milk: A beneficial or hazardous food choice, raw milk. Academic Press, pp 127–148
Oms-Oliu G, Aguiló-Aguayo I, Martín-Belloso O, Soliva-Fortuny R (2010) Effects of pulsed light treatments on quality and antioxidant properties of fresh-cut mushrooms (Agaricus bisporus) 56(3):216–222
Ortega-Rivas E (2012) Pulsed light Technology. In: Ortega-Rivas E (ed) Non-thermal food engineering operations. Springer, New York, NY, USA, pp 263–272
Palmieri L, Cacace D (2005) High intensity pulsed light technology. In: Sun D-W (ed) Emerging technologies for food processing. Academic Press, Cambridge, MA, USA. Elsevier Ltd, Amsterdam, The Netherlands, pp 279–306
Palmieri L (2005) Emerging technologies for food processing. High Inten Pul Light Technol:279–306
Panwar R, Grover C, Kumar N (2015) Microbial decontamination by novel technologies–Potential for food preservation
Perrut M (2012) Sterilization and virus inactivation by supercritical fluids (a review). J Supercri Fluids 66:359–371
Pexara A, Govaris A (2020) Foodborne viruses and innovative non-thermal food-processing technologies. Foods 9(11):15–20. https://doi.org/10.3390/foods9111520
Phan KTK, Phan HT, Brennan CS, Phimolsiripol Y (2017) Non-thermal plasma for pesticide and microbial elimination on fruits and vegetables: an overview. Int J Food Sci Technol 52:2127–2137
Pirani S (2010) Application of ozone in food industry. PhD Thesis. Doctoral program in animal nutrition and food safety. Universitàdegli Studi di Milano, Milan, Italy
Piyasena P, Mohareb E, McKellar RC (2003) Inactivation of microbes using ultrasound: a review. Int J Food Microbiol 87:207–216
Poovazhahi A, Thakur M (2022) Antimicrobial edible packaging: Applications, innovations, and sustainability. Edible Food Packag:513–526
Prat R, Nofre C, Cier A (1968) Effects de l’hypochlorite de sodium, de l’ozoneet des radiations ionisontesdur les constituantspyrimidiquesd’ Escherichia coli. Ann Ins. Pasteur Paris 114:595–607
Priyadarshini A, Rajauria G, O’Donnell CP, Tiwari BK (2019) Emerging food processing technologies and factors impacting their industrial adoption. Cri Rev Food Sci Nutr 59(19):3082–3101
Proulx J, Hsu LC, Miller BM, Sullivan G, Paradis K, Moraru CI (2015) Pulsed-light inactivation of pathogenic and spoilage bacteria on cheese surface. J Dairy Sci 98:5890–5898
Raso J, Alvarez I, Condon S et al (2000) Predicting inactivation of Salmonella senftenberg by pulsed electric fields. Innov Food Sci Emerg Technol 1(1):21–29
Rastogi NK (2011) Opportunities and challenges in application of ultrasound in food processing. Cri Rev Food Sci Nutr 51(8):705–722
Rastogi NK, Raghavarao KS, Balasubramaniam MS, Niranjan K (2008) Opportunities and challenges in high pressure processing of foods. Cri Rev Food Sci Nutr 47:69e112
Reddy NR, Tetzloff RC, Solomon HM, Larkin JW (2006) Inactivation of Clostridium botulinum non-proteolytic type B spores by high pressure processing at moderate to elevated high temperatures. Innov Food Sci and EmergTechnol 7:169–175
Rendueles E, Omer MK, Alvseike O, Alonso-Calleja C, Capita R, Prieto M (2011) Microbiological food safety assessment of high hydrostaticpressure processing: a review. LWT—Food Sci Technol 44:1251–1260
Restaino L, Frampton EW, Hemphill JB, Palnikar P (1995) Efficacy of ozonated water against various food-related microorganisms. Appl Environ Microbiol
Rivalain N, Roquain J, Demazeau G (2010) Development of high hydrostaticpressure in biosciences: pressure effect on biological structures and potential applications in biotechnologies. Biotechnol Advan 28:659–672
Rowan NJ, MacGregor SJ, Anderson JG, Fouracre RA, McIlvaney L, Farish O (1999) Pulsed-light inactivation of food-related microorganisms. Appl Environ Microbiol 65:1312–1315
Saleh YG, Mayo MS, Ahearn DG (1988) Resistance of some common fungi to gamma irradiation. Appl Environ Microbiol 54:2134–2135
Sarangapani T, Annapure US (2015) Cold plasma: A novel non-thermal technology for food processing. Food Biophysics 10:1–11
Scott DBM, Lesher EC (1963) Effect of ozone on survival and permeability of Escherichia coli. J Bacteriol 85:567–576
Scott DBM (1975) The effect of ozone on nucleic acids and their derivatives, p. 226–240. In: Blogoslawski WJ, Rice RG (ed) Aquatic applications of ozone. Intern Ozone Institute, Syracuse, N.Y.
Selcuk M, Oksuz L, Basaran P (2008). Decontamination of grains and legumes infected with Aspergillus spp. and Penicillum spp. by cold plasma treatment. Bioresour Technol, 99(11):5104–5109
Sihvonen M, Jarvenpaa E, Hietaniemi V, Huopalahti R (1999). Advances in supercritical carbon dioxide technologies. Trends Food Sci Tech 10:217–222
Singh K, Sharma V (2023) Non-thermal processing techniques for the extraction of bioactive components of food. In: Thakur M, Belwal T (eds) Bioactive components. Springer, Singapore. https://doi.org/10.1007/978-981-19-2366-1_33
Skarma C, Gupta N, Julie B, Nadira A, Choudary A (2020) Extrusion technology and its application in food processing: A review. Pharma Innov 9:162–168
Smelt JP (1998) Recent advances in the microbiology of high pressure processing. Trend Food Sci Technol 9:152−158
Spilimbergo S, Bertucco A (2003) Non-thermal bacteria inactivation with dense CO2. BiotechnolBioeng. 84:627–638
Srinivas M, Madhu B, Srinivas G, Jain S (2018) High pressure processing of foods: A review. pp 467–476
Staehelin J, Hoigne J (1985) Decomposition of ozone in water in the presence of organic solutes acting as promoters and inhibitors of radical chain reactions. Environ Sci Technol
Syed QA, Ishaq A, Rahman UU et al (2017) Pulsed electric field technology in food preservation: a review. J Nutr Health Food Eng 6(5):168–172
Tao Y, Sun D W, Hogan E, Kelly A L (2014) High-pressure processing of foods: An overview. Emerg Technol Food Process:3–24
Temelli F, Saldaña MDA, Comin L (2012) Application of supercritical fluid extraction in food processing. In: Pawliszyn J (ed) Comprehensive Sampling and Sample Preparation, vol 4. Elsevier, Washington, pp 415–440
Thakur M, Belwal T (2022) Bioactive components: a sustainable system for good health and well-being. Springer, Singapor I:609
Thakur M, Modi VK (2020). Emerging technologies in food science-focus on the developing world. Springer Nature
Tsuchiya K, Nakamura K, Okuno K, Ano T, Shoda M (1996) Effect of homogeneous and inhomogeneous highmagnetic fields on the growth of Escherichia coli. J Fermen Bioengg 81(4):343346
Van Boekel M, Fogliano V, Pellegrini N, Stanton C, Scholz G, Lalljie S, Somoza V, Knorr D, Jasti PR, Eisenbrand G (2010b) A review on the beneficial aspects of food processing. Mol Nutr Food Res 54(9):1215–1247
Villamiel M, Montilla A, García-PérezM JV, Cárcel JA, Benedito J (2017) Ultrasound in food processing (Recent Advances). The use of ultrasound for the inactivation of microorganisms and enzymes
Vimont A, Fliss I, Jean J (2015) Efficacy and mechanisms of murine norovirus inhibition bypulsed-light technology. Appl Environ Microbiol
Vorobiev E, Lebovka N (2019) Pulsed electric field in green processing and preservation of food products. In: Chemat F, Vorobiev E (eds) Green Food Processing Techniques. Elsevier Inc., France, pp 403–430
White A, Burns D, Christensen TW (2006) Effective terminal sterilization using supercritical carbon dioxide. J Biotechnol 12:504–515
WHO (1999) High-dose irradiation: Wholesomeness of food irradiated with doses above 10 kGy. WHO technical report series 890. World Health Organization, Geneva, p 197
Wilkinson N, Kurdziel AS, Langton S, Needs E, Cook N (2001) Resistance of poliovirus to inactivation by hydrostatic pressures. Inno Food Sci Emerg Technol 2:95–98
Zenker M, Heinz V, Knorr D (2003) Application of ultrasound-assisted thermal processing for preservation and quality retention of liquid foods. J Food Protec 66:1642–1649
Zhang Y, Dong L, Zhang J, Shi J, Wang Y, Wang S (2021) Adverse effects of thermal food processing on the structural, nutritional, and biological properties of proteins. Ann Rev Food Sci Technol 12(1):259–286
Zhongli P, Deng L, El-Mashad H, Yang XH, Mujumdar A, Zhen-Jiang G, Zhang Q (2017) Recent developments and trends in thermal blanching–A comprehensive review. Inf Process Agriculture
Zhou B (2012) Microbial decontamination in the food industry. Microbial decontamination of food by power ultrasound. pp 300–321
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2024 The Author(s), under exclusive license to Springer Nature Switzerland AG
About this chapter

Cite this chapter
Iqbal, R., Thakur, M. (2024). Revisiting the Sustainable Non-thermal Food Processing Technologies and Their Effects on Microbial Decontamination. In: Thakur, M. (eds) Sustainable Food Systems (Volume II). World Sustainability Series. Springer, Cham. https://doi.org/10.1007/978-3-031-46046-3_19
Download citation
DOI: https://doi.org/10.1007/978-3-031-46046-3_19
Published:
Publisher Name: Springer, Cham
Print ISBN: 978-3-031-46045-6
Online ISBN: 978-3-031-46046-3
eBook Packages: Biomedical and Life SciencesBiomedical and Life Sciences (R0)