
Abstract
Mechanical mixing is a relatively simple technique and operation to physically modify PVC to produce PVC composites with better processing or use properties. In this chapter, the structure, principles, characteristics and applications of the various types of mechanical equipment used in the premixing and blending process in mechanical mixing will be described.
Access provided by Autonomous University of Puebla. Download chapter PDF
Similar content being viewed by others


1 Introduction
Polyvinyl chloride (PVC) is widely used in various fields because of its excellent chemical stability, good mechanical properties, excellent electrical insulation and low cost. However, PVC has defects such as poor thermal stability, which starts to decompose when the temperature reaches about 100 °C without heat stabilizers and decomposes faster at higher temperatures; poor photo-stability, which can be caused by UV light and oxygen in the environment; poor toughness and lack of impact resistance. Therefore, PVC must be modified by a variety of additives such as stabilizers, plasticizers, fillers, nanoparticles, colorants or other polymers to obtain better processing performance or use performance of PVC composites.
There are many ways to modify PVC for processing, which can be generally divided into two main categories: chemical and physical methods. Chemical methods are straightforward and effective, and are based on the principle of improving the properties of PVC at the molecular chain structure level. The physical method is a more convenient and effective way to improve the overall performance of PVC without changing its molecular structure by adding various additives or modified substances to the PVC matrix, and then co-blending, filling, and reinforcing them through mechanical equipment. The physical modification process is simple, easy to operate, and has outstanding advantages in production applications, and is currently a common processing method. Physical modification is carried out by mechanical mixing.
The process of processing PVC by mechanical mixing method (physical method) is shown in Fig. 1. It mainly includes: metering, premixing, blending, direct extrusion molding or prilling followed by extrusion molding. Common premixing equipment include: screw belt mixer, kneader and high-speed mixer. Common co-blending equipment include: parallel twin-screw extruder, conical twin-screw extruder and planetary screw extruder, etc. In addition, adding layer multiplication units to the mixing equipment can well improve the performance of PVC composites.

Flow chart of PVC composites prepared by mechanical mixing
2 Premixing and Its Equipment
The first step in the PVC processing is premixing: mixing the PVC raw materials and various modified materials after batching. The process of premixing is not only a simple mechanical mixing between the components, but also the process of mutual friction and collision between the components, and the continuous warming and uniform dispersion of the materials. Premixing, although simple, has a great positive effect on the subsequent processing of PVC, and the quality of premixing directly affects the quality of PVC products. Whether it is a test or industrial production, premixing is indispensable.
2.1 Premixing Principle
Premixing is done in order to mix the ingredients of the components of a defined formulation so that they are uniformly distributed to form a dry mix with high apparent density, good flow-ability, and looseness and dryness. Premixing relies mainly on compression, shear, distribution and displacement [1] and can be understood as two steps: distribution mixing and dispersion mixing.
Distribution mixing: makes the spatial distribution of two or more components change. As shown in Fig. 2.

Schematic diagram of the change in spatial position of the two components before and after distribution mixing
Dispersion mixing: the physical properties of one or more components are changed during the mixing process, including particle size reduction or dissolution in other components (Fig. 3).

Dispersion mixing diagram
In the premixing process, the two mixes are generally carried out and completed simultaneously, and the change process of PVC and other components of raw materials is: particle refinement—recombination—particle size increase—additives absorption—dispersion uniformity [2].
2.2 Premixing Process
The main steps of premixing can be divided into: batching, hot mixing, and cold mixing.
2.2.1 Batching
Batching is strictly according to the requirements of formula components and dosage, using different precision measuring instruments, accurate weighing and proportioning of the various raw materials required for production. The ingredients and dosage of the formula are obtained after many strict tests, too much dosage will increase the cost, too little dosage will affect the performance of PVC products, so if there is a mistake in the dosage process, it will have a great impact on the quality of PVC composites.
2.2.2 Hot Mixing
Hot mixing, refers to the mixture through high-speed stirring friction heat, so that the temperature reaches the PVC softening temperature (about 75 ℃) above the mixing process. In the hot mix, the relative changes in the spatial position of the components, and the particles also undergo the process of breaking the particle size decreases and then gradually increases. In order to ensure that the quality of PVC dry mix qualified, the hot mix process must be strictly in accordance with the specified amount of material, the order of material, mixing time and temperature implementation.
After all the raw materials are added to the mixer according to the recipe, the mixer is gradually increased from low speed to high speed. With the rotation of the stirring paddles at high speed, the dry mixer material is sharply dispersed along the inner wall of the machine and moves upward along the inner wall of the mixing chamber, reaching a certain height and then falling back to the center of the impeller due to gravity [3], thus forming a vortex-like motion process. The high speed rotation of the impeller drives the material and material, material and impeller and mixing chamber wall collision, friction and a certain shear effect, the material in this process, the temperature is also increasing, PVC particles gradually become soft expansion, and a certain degree of preplasticization, many components with low melting point (such as lubricants, etc.) will melt and penetrate or adhere to the surface layer of PVC. Under high speed shear, various particles are broken up and refined, and the energy of the surface is rapidly increased and adsorbed on the PVC surface, making the particle size of PVC particles gradually increase, and the material obtains better dispersion and preplasticization. At this time, the material is transformed from solid, single-phase, uneven state to multi-phase, homogeneous state and partial plasticized state. High-speed mixing of conventional PVC materials need to reach the temperature between 110 ℃ and 120 ℃, more than 100 ℃ is conducive to the drying of materials, too low will affect the uniformity of premixing, too high will lead to the decomposition of the PVC matrix. At the same time to ensure a reasonable hot mixing time, and the material must be cold mixed immediately after the hot mixing.
2.2.3 Cold Mixing
After the end of the hot mixing, the material is quickly put into the cold mixer, through the slow stirring of the mixer and the role of the cooling system inside the cold mixer pot, the material is fully dispersed to cool down, which is cold mixing. The volume of the cold mixer is several times larger than the volume of the hot mixer, and the mixing blades rotate at a lower speed, which can largely improve the cooling efficiency of the material. General cold mix set temperature of about 40 ℃, the cooling water temperature setting value will be lower. In actual production, in order to reduce premixing time and increase premixing efficiency, the use of more hot mixer and cooling mixer combination of machines.
2.3 Premixing Effect
-
(1)
So that the components of the raw material can be evenly distributed in space, which is conducive to each component to give full play to their role.
-
(2)
Through hot mixing, the PVC particles undergo a process from the original state to breaking and micro-melting to coagulation and aggregation, thus making the dry mixes obtain a certain preplasticization effect and dispersion.
-
(3)
By hot mixing, the influence of moisture and volatile components in the raw material on the product quality can be excluded to a great extent.
-
(4)
Through the cold mix, on the one hand, can prevent the hot mix after a long time in the case of high temperature storage degradation; on the other hand, can also prevent the material in the cooling process of water absorption and moisture; can also eliminate the impact of static electricity on the dry mix, reduce the “bridge”.
-
(5)
After premixing, the overall particle size of the dry mix is large and uniform, which facilitates its stable delivery and yield improvement.
2.4 Premixing Equipment
At present, the commonly used premixing equipment are screw belt mixer, kneader and high-speed mixer, etc. High-speed mixer is commonly used for premixing of PVC materials.
The high-speed mixer is divided into two stages: hot mixing and cold mixing. The materials should be discharged to the cold mixer for cooling, after hot mixing.
The high-speed mixer for hot mixing (Fig. 4) consists of six parts: mixing pot, rotating blades, transmission, spraying device, unloading device and heating device. Its working principle is: the motor through the pulley, reducer box directly driven by the spindle rotation, installed in the spindle with a special shape of the rotating blade followed by rotation, under the action of centrifugal force, the material along the inner wall of the fixed mixing tank rise, in a state of return motion, forming a kind of cyclonic movement, for different density of materials easy to mix uniformly in a short time. The mixing efficiency is twice as high as the general mixing machine. The solid raw materials and processing aids involved in the mixing are put in by the upper inlet, and for the liquid processing aids are sprayed in through the spray head under the pot cover. The mixed materials are discharged from the side discharge port of the mixing tank. In order to adapt to the mixing requirements of certain materials, the equipment is equipped with a heat preservation set, which can heat and keep warm the materials.

Structure of hot-mix high-speed mixer
The cold mixer (Fig. 5) consists of five parts: mixing pot, rotating blades, transmission device, discharge device and cooling device. It is different from the principle of hot mixing. The hot material entering the cold mixer is gradually cooled by the heat absorbed by the cooling water in the wall sandwich of the pot in a more spacious environment and the slow stirring of the rotating blades.

Structure of cold mixer
The new high-speed mixer for premixing of PVC composites for industrial use contains the following trends:
-
(1)
Fully automatic operation, hot and cold mixing one high-speed mixer, hot and cold mixing switch promptly and quickly.
-
(2)
Large throughput of PVC dry mix premix can be achieved.
-
(3)
The hot mixer contains a multi-stage mixing tool for frictional heating of the material, which distributes all formulation components and materials uniformly on the PVC substrate.
-
(4)
Cold mixer for high performance cooling. Large cooling area and water circulation system in the tank and lid.
-
(5)
Easy to open, easy to clean.
-
(6)
A variety of optional accessories can be adapted to different installation space requirements.
-
(7)
Optimized hybrid tools and drives for energy efficiency.
3 Blending and Its Equipment
PVC raw materials, processing aids and other components are premixed to obtain a uniform distribution, forming dry mixes with high apparent density, good flow-ability and loose dryness, followed by blending and extrusion pelletizing of the dry mixes. Commonly used screw-type blending equipment is twin-screw extruder and planetary screw extruder, and they will be introduced next.
3.1 Twin-Screw Extruder Introduction
Twin-screw extruder is a polymer processing equipment that can integrate the functions of mixing, melting, conveying and extruding, which is being used more and more widely in the fields of polymer processing and food processing. Its main features include: easy to add material; stable conveying and short residence time; excellent self-cleaning and exhaust performance; excellent blending and plasticizing effect; with forced conveying and calendering effect; low energy consumption and high volumetric efficiency, etc.
3.1.1 Development and Classification of Twin-Screw Extruders
-
1.
Development
As the requirements for polymer processing became more and more demanding, the single-screw extruders initially used for polymer processing were no longer able to meet these requirements, leading to the birth of the twin-screw extruder based on the single-screw extruder. It is not known when and where the first twin-screw extruders were born, but in the 1930s, Roberto Colombo and Carlo Pasquetti in Italy developed a co-rotating twin-screw extruder and a counter-rotating twin-screw extruder for polymer processing, respectively. In 1960, the Austrian company ANGER achieved great success in the extrusion of UPVC with a counter-rotating twin-screw extruder, and since then the counter-rotating meshing twin-screw extruder has become an important part of the extrusion machine field. A few years later, ANGER invented the world's first conical twin-screw extruder. In the late 1960s, modern twin-screw extruders in the true sense of the word began to emerge [4]. For the development of twin-screw extruders, modern meshing co-rotating twin-screw extruders were developed with the polymer processing industry, and modern meshing counter-rotating twin-screw extruders were developed with in the plastic products industry [5].
The twin-screw extrusion process is more complex because of the complex interactions between variables such as fluid flow, heat transfer and chemical reactions, leading to a very difficult study of the extrusion process [6]. In order to solve these problems, a large number of mathematical descriptions and numerical simulations of the extrusion process have been carried out based on experimental studies. Previously, researchers have analyzed both the screw structure and fluid flow by laying the barrel flat. For example, Zimmermann [7] analyzed the geometry of the screw. Armstroff and Zettler [8] published a flow model for the threaded element of a co-rotating twin-screw extruder. Werner [9] published a flow model in the pinch element. Booy [10] first proposed the geometric relationship between the depth of the screw groove and other screw parameters seen when the two screws are fully engaged, which provided a direct and effective theoretical basis for the design of future twin-screw extruders. Later, with the rapid development of computers, numerical simulation analysis became more and more popular in the study of twin-screws. Tadmor [11] studied the effect of non-Newtonian fluids on flow by using the finite element method (FEM) and the flow analysis network method. Lawal [12] and others continued the development by using a more sophisticated finite element method to analyze the effect of factors such as curvature on flow and to obtain the three-dimensional velocity field distribution of the fluid during screw engagement. Since the 1990s, numerous practical and efficient methodological techniques applied to numerical simulation and analysis have facilitated the optimal design of numerous twin-screw extruders.
-
2.
Classification
There are many ways to classify twin-screw extruders [13], mainly by the relationship between screw steering and engagement (Fig. 6).

The relationship between screw steering and engagement of twin-screw extruders
-
(1)
According to the engagement method
Engaging twin-screw extruder: The distance between the two screw axes is less than the sum of the outer radius of the two screws, because the screw prongs of one screw are inserted into the screw groove of the other screw, so it is called the engaging type. And the engagement is divided into full engagement type and partial engagement (incomplete engagement), the difference between them is whether the top of the screw prongs of one screw and the other screw groove root does not leave any gap (refers to the geometric design, not manufacturing assembly). In addition, the engaging twin-screw extruder is divided into conjugate and non-conjugate. Conjugate means that the screw prongs of one screw and the screw groove of the other screw have similar geometry, and the two are closely matched together, leaving only a small manufacturing and assembly gap, while non-conjugate means that there is a large gap around the screw prongs.
Non-engaging twin-screw extruder: the geometry is characterized by the fact that the distance between the axes of its two screws is at least equal to the sum of the outer radii of the two screws.
-
(2)
According to the engagement zone is open or closed
Open and closed means whether there is a possible passage of the material along or across the screw groove in the screw groove in the engagement area (excluding the clearance left for manufacturing assembly). This can be classified as longitudinal open or closed, transverse open or closed, etc. If the material can flow from one screw to another (there is flow along the screw groove) during the process of conveying in the extruder, it is longitudinal open, and vice versa, it is longitudinal closed. In the engagement area of two screws, if the material can flow from one screw groove of the same screw to another screw groove or from one screw groove of one screw to two adjacent screw grooves of another screw, it is transversely open, and vice versa for transversely closed.
-
(3)
According to the two screw rotation direction
Two screws with the same direction of rotation are the co-rotating twin-screw extruder, while the opposite direction of rotation is the counter-rotating twin-screw extruder.
-
(4)
According to the two screw axis intersection or parallel
If the axes of the two screws are parallel to each other, it is a parallel twin-screw extruder, and if the axes intersect, it is a conical twin-screw extruder.
3.1.2 Structure of Twin-Screw Extruder
-
1.
Overall Structure
The three major components of the twin-screw extruder are the main machine, the auxiliary machine and the control system [14].
-
(1)
The main machine includes: (a) Extrusion system, mainly consisting of barrel and screw, which is the key component of the extruder. (b) Transmission system, consisting of electric motor and reduction box, etc., used to drive the screw and provide the necessary torque. (c) The heating and cooling system, which is used to meet the temperature requirements of the material in the molding process.
-
(2)
The auxiliary machine is composed of head, traction device, shaping device, cooling device, cutting device, winding device, etc.
-
(3)
The control system includes various electrical components, instruments and actuators, etc., which can realize the automatic control of the extruder for product quality.
-
(1)
-
2.
Screw structure
The screw is the most important part of the twin-screw extruder, and the screw can be divided into combined type and integral type.
-
(1)
The combination type is a single unit consisting of several individual spiral elements mounted on a single mandrel through certain design guidelines. The various spiral elements are interchangeable and can be freely combined according to the polymer product process being processed. Screw elements include: shear elements, compression elements, conveying elements, kneading elements, and blending elements. Parallel twin screws are generally used in combination. In Fig. 7, a: threaded element, which is a conveying element; b: kneading block (disc), which is a kneading element; c: toothed disc; d: counter-threaded element, which is a blending element.
Fig. 7 
Spiral element
-
(2)
Integral screws, which are machined on the entire metal raw material, directly machine each basic structure. The monolithic type cannot be interchanged between components according to the requirements of the polymer processing process, no adjustments can be made, and the screw is very difficult to machine. Conical twin screws are generally of the integral type.
-
(1)
-
3.
Main structural parameters

Screw L/D ratio: the ratio of the effective length of the screw to the outer diameter. The larger the L/D ratio the longer the material travels in the barrel, making the blending and plasticizing effect more adequate, the process, the temperature rise can also be more moderate, also provides certain conditions for increasing the screw speed and output.
Drive power: Larger drive power can provide greater torque and speed, giving the material greater shear deformation and extrusion pressure, while generating more shear friction.
Screw speed: The speed of the screw has a direct impact on extruder output, drive power, product quality and machine construction. Increased speed can increase the output, improve the denseness of the extrudate, and enhance the shear blending effect.
Screw torque: high torque is also a major trend in the development of twin-screw extruders, but high torque is limited by the strength of the screw mandrel, the strength of the gearbox and bearing life.
Production capacity: related to the size shape and combination form of the screw, speed, processing technology, material characteristics, head, screw prong clearance, etc.
Twin-screw extruders with high blending performance include: engaging co-rotating parallel twin-screw extruders, engaging counter-rotating parallel twin-screw extruders and engaging counter-rotating conical twin-screw extruders. The next three aspects will be introduced from their screw configuration, working principle and characteristics and applications.
3.2 Engaging Co-rotating Parallel Twin-Screw Extruder
3.2.1 Screw Configuration
The screw of an engaging co-rotating parallel twin-screw extruder is divided into the following zones according to their different functions: solids conveying section, melt mixing section, melt conveying section, exhausting section, homogenizing section and metering section, as shown in Fig. 8. Different functional zones require different screw elements to be combined to achieve the function of each zone. According to the material to be processed and the process requirements, the combination of screw elements is reasonably configured to achieve the optimal design of the screw configuration.

Screw functional section
Solids conveying section: a functional area of the twin-screw extruder used to add materials and realize the conveying of materials along the extruding direction while carrying out a certain mixing effect. This section of the screw groove is not completely filled, the material is solid state, the screw is generally configured from large to small lead positive threaded elements (role: conveying materials and axial pressure), to improve the fullness of the screw groove.
Melt mixing section: the functional area of the twin-screw extruder in which the melting of the material occurs by means of external heating and the mechanical energy provided by the internal screws, with the aim of making the material completely molten and homogeneously mixed. In this section the material is melted by the heat generated by the barrel heating, the extrusion and shearing of the kneading block elements and the friction. At the end of the melt mixing section, flow restricting elements, such as reverse threaded elements, are required to increase axial mixing and improve melt quality.
Melt conveying section: The solid phase remaining in the front enters this section and is completely melted into melt. The screw configuration in this section is mainly a positively threaded element with a large lead, a low degree of filling and no pressure build-up, so that additional materials can be added in this section by side or vertical feeding. Afterwards, they are fed together into the mixing section consisting of kneading blocks for dispersion and distribution mixing.
Exhausting section: This section of the screw configuration also has several positively threaded elements with large leads, less fullness, and a large free surface area to remove gases from the melt and mixing of the material, as well as gases brought in by the side feed, which facilitates the installation of exhaust ports for venting/de-volatilization. The gases are separated from the polymer melt by diffusion, and the separated gases are removed only when they are in the outer surface layer of the melt.
Homogenizing section: the mixture in the section of the kneading block shear action of the components for homogenization, so that the components are mixed evenly.
Metering section: the material in this area is completely filled, build pressure at the same time to consider reducing the temperature rise, in addition, the screw configuration in this area will affect the stability of the discharge, need to be considered comprehensively, generally using positive threaded elements, the thread lead and the number of heads will affect the ability to build pressure.
3.2.2 Working Principle
-
1.
Conveying principle
In the process of blending and processing, the material is added from the charging port. Inside the barrel, the material is conveyed by the shearing and compression of the screw with “∞” shaped holes, melting and homogenizing the material, and finally the extrusion and pelletizing or molding process of the composite material is realized. The flow of material is shown in Fig. 9.The twin screws rotating in the same direction have opposite velocities in the engagement position. One screw has to pull the material into the engagement gap, while the other screw pushes the material out of the gap, so that the material is transferred from one screw to the other. This change in speed and the larger relative speed in the engagement area is very beneficial to the blending and homogenization of the material.

Schematic diagram of material flow in a engaging co-rotating parallel twin-screw extruder
-
2.
Blending principle
The polymer melt has an “∞” shaped flow process as it flows and advances through the screw, and this shear flow is the main mode of distribution mixing. Bigio and Erwin [15, 16] found experimentally that the blending efficiency of twin-screw extruders is not only related to the shear flow but also to the surface renewal, which is extremely low if there is only shear flow but no surface renewal. The main place where surface renewal occurs is the engagement zone between the two screws. Relying solely on common threaded elements to provide mixing is inadequate for most mixing processes, and the kneading section, consisting of kneading blocks, plays a major mixing role in an engaging co-rotating twin-screw extruder. When the melt enters the kneading section, the flow channel narrows so that the kneading section is completely filled, and the frequent surface renewal of the kneading section in the engagement area between the left and right screws greatly promotes the blending effect. Kneading element top and barrel wall clearance between the small, shear strength is very large, is the main place of dispersion mixing. Kneading element of the pinch piece between the staggered arrangement and reverse threaded section can change the fluid flow direction to increase the blending effect.
Based on conventional kneading block elements, new blending elements have also made some progress in recent years. The emergence of new screw elements has largely improved the blending quality and extrusion performance of twin-screw extruders. Examples include hexagonal elements [17], VCR elements [18], toothed disc elements [19], shear ring elements [20], and corrugated thread elements [21].
-
2.
Melting principle
The melting process includes material warming, phase change, flow and blending, and may also be accompanied by complex chemical reactions. The complexity of its process and the uncertainty of its study have been the difficulties of research in the field of polymer processing: first, it is difficult to model the melting process; second, it is difficult to grasp the melting law; third, it is difficult to solve the melting process. Chang [22] studied the melting process of screw by numerical simulation to reveal the melting principle of engaging co-rotating parallel twin-screw extruder.
-
(1)
Melting process: The melting of solid particles starts near the inner wall of the barrel, and the particles away from the barrel are melted last. On the screw, the particles on the thrust surface of the screw prongs are the first to melt, while the particles in the middle of the screw groove and at the drag of the screw prongs are the last to melt. The melt temperature has the greatest influence on the time required for melting and the displacement of the melt. The melt time and displacement are shorter in the engagement zone compared to the inside of the screw groove.
-
(2)
Energy source: In the conventional threaded component area, the energy is mainly generated by thermal convection between the melt and the barrel and viscous dissipative heat generation. The latter accounts for 10–30% and is related to the screw speed and melt density. The heat increases with increasing speed. The heat decreases slightly with increasing density.
-
(3)
Screw element structure influence: Knead block element compared to conventional threaded elements, it can make the material temperature rise more rapidly and more melting ability. The thicker the kneading plate and the larger the misalignment angle, the more beneficial to the melting of materials, but this will increase the power of the extruder.
3.2.3 Extrusion Characteristics and Applications
-
1.
Extrusion characteristics
-
(1)
Good blending effect. In the threaded element (including the screw groove and engagement area) shear rate distribution is more uniform, by facilitating the distribution mixing. In the kneading section shear rate is high and blending is strong, which is conducive to dispersion mixing. However, the higher shear will be accompanied by a large amount of heat, so for the blending and processing of such heat-sensitive plastics as PVC, the requirements for heat stabilizers are higher.
-
(2)
Good self-cleaning performance. Due to the small gap in the engagement area, the threads and grooves at the engagement have opposite velocity directions. Therefore, has a high shear speed and good self-cleaning effect, can scrape off any accumulated material adhering to the screw, so that the residence time of the material is very short.
-
(3)
High speed operation. Its speed can reach up to 300–600r/min, with higher output.
-
(4)
With lower conveying characteristics and general conveying efficiency, its pressure building capacity is relatively low and cannot be used for direct extrusion of products, so it is mainly used for material blending and granulation.
-
(1)
-
2.
Applications
-
(1)
Direct cleaning, coagulation, extrusion, dewatering drying and granulation of materials containing certain moisture, solvents and other monomers.
-
(2)
Filling, co-blending, reinforcing, venting, coloring, homogenizing and granulating of polymers containing various additives.
-
(3)
Dispersion mixing for powder coatings, masterbatches, catalysts, paints, food, pulp, etc.
-
(4)
Blending and forming of special materials.
-
(1)
3.3 Engaging Counter-Rotating Parallel Twin-Screw Extruder
3.3.1 Screw Configuration
The engaging counter-rotating parallel twin-screw extruder has the same configuration as the co-rotating screw: a conveying zone, a melt zone and a metering and homogenization zone, and the screw elements on the constituent screws are basically the same in shape and function. The difference is that the screws turn in opposite directions when the two screws are properly engaged (Fig. 10).

Engaged counter-rotating parallel twin screws
3.3.2 Working Principle
-
1.
Conveying principle
The two screws are symmetrical but rotate in different directions, and because they are theoretically fully meshed, the path of the material spiral forward on one screw is blocked by the screw prongs of the other screw. In the solids conveying area, it is not possible to form a “∞” type movement similar to that of the co-rotating twin screws, but the material is conveyed forward in the form of a nearly closed “C” shaped chamber (Fig. 11). With the continuous rotation of the screw, the material from one “C”-shaped chamber axially into another “C”-shaped chamber, the material for positive displacement conveying, the mechanism is also known as the pumping mechanism. However, usually in order to blend the material, the design leaves a certain amount of clearance between the outer diameter of one screw and the root diameter of the other screw, so that the material can pass through. When the material passes through the radial gap between the two screws, it is subjected to strong shearing, stirring and calendering action.

“C” shaped chamber
-
2.
Blending principle
First of all, assuming that the counter-rotating meshing is complete and closed both longitudinally and horizontally, then according to the conveying principle described above, the material is enclosed in each “C” shaped chamber and conveyed forward by a positive displacement mechanism. There is no material exchange between each “C” shaped chamber, and the residence time is short, thus the blending effect is not good. However, in actual production, the screws of the engaging counter-rotating parallel twin-screw extruder are modified and there are assembly errors, so gaps exist. The existence of the gap increases the material leakage to a certain extent and reduces the positive displacement conveying capacity, but this increases the blending capacity.
For a partially engaging counter-rotating parallel twin-screw extruder with a larger gap, the screw is not completely closed to each other, and the leakage flow is larger and the pressure building capacity is weaker, so that it can work at a higher speed. When such an extruder works, most of the material is dragged through the screw engagement area to form the calendaring gap, which improves the shearing and stretching of the material and makes the material fully blended, but reduces the forward conveying capacity and pressure building capacity. Therefore, by changing the screw geometry parameters to adjust the shape and size of the gap, the balance between conveying and blending of the extruder can be adjusted.
-
3.
Melting principle
Screw rotation in different directions is similar to the melting principle in the same direction. The material is firstly heated by the hot barrel, and as the temperature rises, the friction factor between the material and the surface of the screw increases, and when it increases to a certain degree the material is dragged into the gaps. In the gap, the particles are sheared, compressed and stretched, resulting in plastic deformation, so that the mechanical energy is highly dissipated, and the heat generated to melt the material quickly. After passing through these gaps, the material that has become molten will rotate with the screw. Due to the dragging force, other residual solids are also brought into the melt zone by the melt.
3.3.3 Extrusion Characteristics and Applications
Compared with the same direction extruder, the engaging counter-rotating parallel twin-screw extruder has insufficient blending effect, self-cleaning ability and uses a lower speed due to its conveying principle. However, it is used for direct extrusion of products because of its good forward conveying ability, strong pressure building ability and high pumping pressure, which is suitable for powder processing. Because of the deficiency compared with the same direction, it makes it more suitable for extrusion molding of heat-sensitive plastics like PVC.
Compared to full meshing, partial meshing extruder can also be used for blending and extruding pelletizing PVC composites because of its good blending performance. It is not suitable for the production of PVC profiles due to its large intermittency, poor self-cleaning performance and weak pressure building ability.
3.4 Engaging Counter-Rotating Conical Twin-Screw Extruder
3.4.1 Screw Configuration
The basic structure of the engaging counter-rotating conical twin-screw extruder (hereinafter referred to as conical twin-screw extruder) is the same as the common parallel twin-screw, the main difference lies in the screw and the matching barrel, where the two axes intersect when the conical twin-screw is meshed. The screw can be divided into several segments according to different functions. The screw configuration is shown in Fig. 12. In the picture, we can see a very obvious exhaust section compared with the parallel twin-screw. The design of this section is mainly through the increase of the volume of the screw trough, which can discharge the gas generated during the blending of materials, so as not to affect the quality of extrusion granulation or products.

Common conical twin screw
3.4.2 Working Principle
The conical twin-screw extruder is also a type of engaging counter-rotating twin-screw extruder, so it works on the same principle as the engaging counter-rotating parallel twin-screw extruder, forming a “C”-shaped chamber for forward conveying, as well as shearing, stirring and calendering at the meshing gap. The blending and melting principles are also basically the same, so we won't introduce them too much here.
The biggest difference between the conical twin-screw extruder and the engaging counter-rotating parallel twin-screw extruder is that the volume of the “C” shaped chamber decreases from the charging section to the discharge section. In the charging section, a larger volume of powdered material can be added, and as the screw becomes smaller, the material is compressed and melted. In the discharge section, because the screw diameter is small, the screw circumferential speed is small, so the shear rate of the material here is lower, and the frictional heat generated is also small, which is very suitable for processing heat-sensitive materials.
3.4.3 Extrusion Characteristics and Applications
The conical twin-screw extruder not only has the advantages of closed screw groove cavity, forced material conveying, narrow material residence time distribution, better self-cleaning, and suitable for powder processing, but also has the following unique advantages:
-
(1)
The large diameter of the charging section and the large volume of the screw groove make it easy to process a larger volume of loose density powder. High screw strength and high system stiffness are conducive to the arrangement of thrust bearings and gears.
-
(2)
The barrel and screw area of the charging section is large, which is conducive to heat transfer and easier to achieve heating and melting of materials.
-
(3)
The diameter of the screw gradually decreases along the extrusion direction, and the material gradually gets compressed, so that the screw groove fills the material faster and ensures continuous and gentle plasticization of the material.
-
(4)
Discharge section screw diameter is small, the circumferential speed is smaller, resulting in lower shear and less frictional heat.
-
(5)
The smaller diameter of the screw in the discharge section results in less torque being applied to the screw under the same pressure and frictional resistance. The screw is also subjected to less back pressure at the same production capacity.
Due to the above characteristics, the conical twin-screw extruder is particularly suitable for the processing of powdered PVC, especially for the direct extrusion of UPVC dry-mixed powder into plastic products such as pipes, plates, sheets, rods, films and profiles. It is also suitable for the extrusion and granulation process of modified composite materials of PVC.
3.5 Planetary Screw Extruder
Extrusion equipment for polymer processing mainly includes single-screw extruders and twin-screw extruders. However, it has been continuously found that conventional single and twin-screw extruders have insurmountable disadvantages: Conventional single-screw extruders have weak blending function and poor ability to process powders. Twin-screw extruders are more difficult to overcome the low back pressure of the screw. Due to the poor thermal conductivity of the polymer, the material in each screw groove of a large diameter single or twin screw extruder is not heated evenly, thus resulting in less uniform plasticization. Therefore, the continuous improvement of single and twin-screw extruders has been accompanied by the development of new multi-screw extruders, of which the planetary-screw extruder is one of the most successful. The concept of planetary screw extruders has been developed for more than four decades and has become increasingly important in hybrid processing processes, as it rationalizes the production sequence by saving critical processes [23].
3.5.1 Structure of Planetary Screw Extruder
The planetary screw extruder is composed of four parts: the charging system, the temperature control system, the plasticizing and melting system and the mechanical drive system (Fig. 13). In contrast to conventional single-screw extruders and twin-screw extruders, planetary-screw extruders have a planetary section, which allows efficient plasticization with melting and blending functions [24]. The planetary section consists of a main screw, several planetary screws (ranging from 7 to 18, depending on the screw diameter and application), and a barrel with open teeth on the inner wall. The mechanical strength requirements of this section are very high due to the meshing action of the planetary screw systems with each other. Therefore, the planetary section is generally made of high-strength alloy steel. Due to the axial force during operation, the planetary section barrel end is equipped with a thrust ring.

Planetary screw extruder
The plasticizing system of a planetary screw extruder consists of a charging section and a planetary section. The charging section is the same as the charging section of a single screw extruder. The single screw of the charging section is connected to the main screw of the planetary section and driven by the same power. Generally, the main screw of the planetary section is connected to the single screw by spline. When the main screw rotates, it drives the planetary screw, which not only rotates around the main screw, but also rotates around its own geometric center. The clearance between the planetary screw and the main screw and barrel is generally 0.2–0.8 mm, and the material enters this clearance during the operation of the planetary section, which also reduces the wear caused by the contact between the planetary screw and the main screw and barrel.
The charging system of the planetary screw extruder is usually a forced feeding device or a quantitative feeding device, thus achieving starvation feeding and at the same time preventing the material from bridging in the hopper.
The temperature control system of the planetary screw extruder includes the water cooling circulation system of the barrel in the charging section and the oil heating circulation system in the planetary section. They work together to ensure excellent temperature control performance. The planetary section can be set into multiple oil circulation circuits, which are heated by separate oil heaters, so that different planetary sections can be realized with different temperatures.
3.5.2 Working Principle
Firstly, the material is added to the charging device, and usually a metal detector and a metal separator are installed above the hopper to remove the metal impurities from the material. This is because the spiral teeth in the planetary section are very easy to be damaged by metal impurities. After entering the feed section of the planetary screw extruder, the material is conveyed to the planetary section, where it is compacted and preheated. The material is transported forward by the screw teeth with a helix angle of 45° in the planetary section, while the material is rapidly melted by heat transfer and by the heat generated by the extrusion, kneading and shearing of the screw teeth. The material is extruded into thin layers in the planetary section, so that the planetary screw extruder has a large heat exchange area. The spiral angle of 45° of the spiral teeth can force the material to flow forward, thus the self-cleaning performance of the planetary section is good. The number of spiral teeth engaged in the planetary section is quite large and proportional to the main screw speed and the number of planetary screws, which shows the great strength of various effects in the planetary section.
When a planetary screw extruder is operating, periodic disturbances are introduced into the screw groove of the main screw of the planetary segment by means of the planetary screw motion boundary conditions. This can be achieved: In the homogenization section, so that the fluid interface to achieve stretching, folding, re-stretching effect, so that the material in the process of advancing to the mouth mold cross, overlap, dispersion, and chaotic convection, to promote the fluid local re-circulation, so that the material particles produce an irregular trajectory, improve the polymer dispersion, distribution mixing. In the melting section, the relative motion between the planetary screw and the main screw is used to break the solid bed and further utilize the chaotic reinforcement of solid particles to achieve dispersed melting and enhanced heat transfer, thus saving energy and reducing consumption [25].
3.5.3 Extrusion Characteristics and Applications
-
1.
Extrusion characteristics
-
(1)
The flow channel has no dead angle and strong self-cleaning effect. The self-sweeping action between the planetary screw, main screw and barrel makes it have good self-cleaning ability, and the material will not stagnate and decompose. It is easy to change materials, which is very beneficial to PVC processing.
-
(2)
Large heat exchange area. The main screw of the planetary section and the inner meshing sleeve are heated by oil, and this part is in direct contact with the material. The heat exchange area of the machine is the sum of the surface area of the main screw and the inner surface area of the inner sleeve, so the heat exchange efficiency is very high.
-
(3)
The material is exchanged in the form of a thin film for heat exchange. This method also allows for high heat transfer efficiency and precise control of the material temperature by adjusting the heat medium temperature.
-
(4)
High number of engagements. The meshing effect is usually proportional to the rotational speed of the screw. The high number of meshes results in a high number of shears, extrusions and stirring of the material, which in turn improves the blending effect of the material. This model has good dispersion mixing and distribution mixing ability, and can be used for co-blending and filling modification.
-
(5)
Short material residence time. The residence time of the material in the planetary screw extruder is shorter than that of the single screw and twin screw extruders for the same extrusion volume. This can largely reduce the decomposition of the material.
-
(6)
Good exhaust performance. The planetary screw extruder usually works in the state of full material, the free surface area of the material is large and frequently renewed, which facilitates the exhaust of gas. For two-stage machine, the extrusion volume of two-stage machine can be adjusted by adjusting the screw rotation of two-stage extruder to achieve stable extrusion. It is also possible to set up an exhaust chamber, which can reduce the material bubbling or lack of material caused by exhaust.
-
(7)
Low production energy consumption, good economic efficiency, high yield and high applicability.
-
(1)
-
2.
Applications
By far the most used applications of planetary screw extruders are still various PVC blending and granulation, calender feeding, calendering and coating. For the blending and processing of PVC composites, the extruder is required to be able to extrude a melt with high plasticization quality and homogeneous blending, and to ensure a short melt residence time and effective venting, and the planetary extruder is well suited to meet these requirements. Therefore, planetary screw extruders are particularly suitable for extrusion pelletizing or molding of PVC composites.
In addition to this, planetary screw extruders can be used for:
-
(1)
Homogenization of polymer melts and dispersion and distribution mixing of reinforcing components.
-
(2)
Wood plastic composites, including the production of wood fiber filled materials and wood fiber reinforced materials.
-
(3)
Rubber products industry, widely used for rubber compounding, desulfurization and processing of scrap.
-
(4)
PET extrusion processing, good exhaust and degassing properties make it possible to use it for drying and extrusion processing of PET products.
-
(5)
It can also be applied to the production of adhesives, color masterbatches, powder coatings, etc.
4 PVC High-Performance Regulation Technology
PVC powders microscopically exhibit primary particles (about 1 micron) and aggregation of primary particles (secondary particles, about 3–10 microns). During the processing of PVC composites, it is necessary to add a quantitative amount of plasticizers to the system in order to improve the toughness and elasticity of the products. On the one hand, plasticizers can reduce the inter-molecular forces of PVC, improve the mobility of PVC molecular chains, reduce its glass transition temperature, and improve the deficiencies of toughness and elasticity [26]. On the other hand, PVC products containing plasticizers will undergo a certain degree of migration and volatilization of the plasticizers in the process of use, which will have a greater impact on the performance and lifetime of the products [27] and, more seriously, will cause damage to humans [28]. This has become one of the major factors limiting the application of PVC composites.
In order to solve the above defects of PVC products, Beijing University of Chemical Technology has proposed a high-performance preparation method of PVC based on the regulation of processing. By using a special flow field generated by special proprietary equipment during processing to open and conformationally regulate the primary particles of PVC, the action of “ball-like” primary particles evolves into the intertwining and physical cross-linking of extended molecular chains, thus achieving the purpose of strengthening the properties of PVC resin. It is also because of the dense and orderly molecular chain arrangement of the regulated PVC that the migration of plasticizers can be inhibited to a large extent. The schematic diagram of the equipment used for PVC high-performance regulation is shown in Fig. 14, including the extruder, micro-nano layer multiplier unit, extrusion exit die and other auxiliary devices, the key to which is the micro-nano layer multiplication unit. The principle of micro and nano layer multiplication [29] is shown in Fig. 15.

Micro-nano layer multiplication extrusion device

Schematic diagram of the layer multiplication unit
Micro-nano-layer extrusion technology is a new processing method. This technology uses layer multiplication units to divide the material into hundreds or thousands of micro-layer structures, and the melt is subjected to repeated shear and tensile stresses, and the number of layers of micro-layers is continuously increased and the thickness of a single layer is continuously reduced through the process of layering and stacking. Eventually, PVC materials with alternating arrangements of up to thousands of layers and thicknesses of micrometers or even nanometers per layer can be prepared [30]. In Fig. 15 we can see two layer multiplication units in series. The polymer melt, which starts as n layers, enters the layer multiplication unit from the inlet, divides into 3 equal parts perpendicular to the flow direction, and each part continues to flow forward and rotates by 90°, becoming thinner and wider. At the interface, the melt converges into n × 3 layers with the same thickness and width as at the inlet. Each time the melt passes through a layer multiplication unit its layer number increases by a factor of 3. When the melt passes through k units, its layer number becomes n × 3k layers. The melt is subjected to strong shear along the flow direction in the process of diversion → torsion → dilation → convergence cycle. The multiple shearing effects further improve the blending effect and high performance of the polymer.

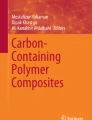
Tensile strength of PVC specimens with different number of layers in longitudinal and transverse directions
Figures 16 and 17 show the results of tensile testing and elongation at break testing of 1 layer (without layer multiplier), 9 layers (by two-section layer multiplier), and 81 layers (by four-section layer multiplier) PVC specimens for parallel to the extrusion direction (Longitudinal) and perpendicular to the extrusion direction (Transversal), respectively. It can be seen from the figure that as the number of layer multipliers increases and the number of layers of PVC specimens increases, the changes in tensile strength and elongation at break in both longitudinal and transverse directions are consistent and are increasing, and the longitudinal properties are better than those in transverse directions. Figure 18 shows the test results of water vapor transmission rate of PVC specimens with different number of layers. The higher the number of layers in the figure, the lower the water vapor transmission rate.

Elongation at break of PVC specimens with different number of layers in longitudinal and transverse directions

Water vapor transmission rate of PVC specimens with different number of layers
Figure 19 shows the results of plasticizer volatilization stability test in hot air in PVC specimens with different number of layers. From the figure, it can be found that the higher the number of layers of PVC specimens, the lower the volatilization loss rate under certain temperature conditions.

Volatilization loss rate of plasticizer in PVC specimens of different layers at different temperatures in hot air
Combining the above experimental results, it is possible to verify the enhancement of PVC materials by the micro-nano-layering technology. The crystalline properties of PVC are improved and the tensile strength and elongation at break are increased. It is also because continuous shear improves the arrangement of PVC chains and the distribution of plasticizers, and the compact and dense molecular chains limit the migration and precipitation of plasticizers to a large extent.
5 Conclusion and Outlook
The molecular structure of PVC resin is such that it has poor heat stability and high viscosity in the molten state when processed. Therefore, when processing PVC resins, processing aids or other polymers and nanoparticles must be added accordingly to make PVC composites. In order to reasonably control the melt viscosity, processing temperature, blending time, plasticization quality, product performance, etc., and to meet the production and processing process. This is the mechanical mixing method for the preparation of PVC composites, which in short means that PVC and other modified materials are co-blended or filled by specific machinery to obtain the desired good processing and material properties of PVC.
The first step of mechanical mixing method is premixing, including batching, hot mixing and cold mixing. Premixing to get a uniform distribution, high apparent density, good fluidity, loose and dry mixes. Commonly used equipment for high-speed mixer.
The dry mixes obtained by premixing needs to be further heated by (screw type) blending equipment, melt blending, extrusion pelletizing or extrusion molding. The machinery and equipment used in this process include: engaging co-rotating parallel twin-screw extruder (mainly for PVC composite extrusion and granulation), engaging counter-rotating parallel twin-screw extruder (mainly for PVC composite extrusion and molding), conical twin-screw extruder and planetary screw extruder (extrusion and molding are available).
This chapter also introduces a preparation method for high performance of PVC, which achieves a significant improvement of mechanical properties and plasticizer migration inhibition properties of PVC products.
With the development of processing technology, there will be more PVC mechanical mixing preparation methods, through which the composite material properties will be well improved.
References
张宇,徐大勇.混料工艺对PVC型材性能的影响[J].聚氯乙烯, 37(02), 19–24 (2009)
吴强,杜正富.浅谈PVC-U型材混料工艺及影响[J].塑料制造, (11), 77–79 (2014). https://doi.org/10.16587/j.cnki.issn1727-2890.2014.11.003
尹建平,万亚格,秦占占,张璇.PVC制品配方及混料过程[J].聚氯乙烯, 41(06), 45–46 (2013)
耿孝正.双螺杆挤出机及其应用[M].北京:中国轻工业出版社 (2003)
梁振刚. 阶梯状双螺杆挤出机挤出机构的研究[D].河北工程大学 (2015)
Wu, L., Jia, Y., Sun, S., Zhang, G., Zhao, G., An, L.: Numerical simulation of reactive extrusion processes for activated anionic polymerization. J. Mater. Process. Technol. 199(1–3), 56-63 (2008)
US Patent 3,170,566
Armstroff, O., Zettler, H.D.: Design Calculations for Twin-Screw Extruders—Determination of Pressure Drop in Breaker Plates and the Length of Pressure Build-up Sections in Twin-Screw Extruders (1973)
Werner, H.: Ph.D. Thesis, Munich University of Technology (1976)
Booy, M.L.: Isothermal flow of viscous liquids in corotating twin screw devices. Polym. Eng. Sci. 20(18) (1980)
Tadmor, E.: Entropy conservative finite element schemes. In: Numerical methods for compressible flows. Finite Difference 7, 149–158 (1986)
Lawal, A., Kalyon, D.M.: Mechanisms of mixing in single and co-rotating twin-screw extruders. Polym. Eng. Sci.. Eng. Sci. 35(17), 1325–1338 (1995)
耿孝正.各种双螺杆挤出机的性能及应用[J].中国塑料, (05), 66–72 (1995). https://doi.org/10.19491/j.issn.1001-9278.1995.05.013
陈世煌. 塑料成型机械[M]. 化学工业出版社 (2006)
Bigio, D., Erwin, L.: Mixing studies in co-rotating twin screw extruders[C]//43rd Annual Technical Conference, pp. 45–48. Inc., Society of Plastics Engineers (1985)
Bigio, D., Erwin, L.: Criteria for the prediction of mixing in laminar mixers. SPE ANTEC Tech. Papers, pp. 164–169 (1987)
尹燕玲,耿孝正,马秀清. 啮合同向双螺杆挤出过程新型混合元件——六棱柱元件实验研究[J]. 中国塑料, 16(6), 76–80 (1987). https://doi.org/10.3321/j.issn:1001-9278.2002.06.018
罗兵.啮合型连续混炼机转子流场分析与转子几何造型的理论研究[J].中国塑料, (02), 107–112 (1987). https://doi.org/10.19491/j.issn.1001-9278.2003.02.024
尹燕玲. 啮合同向双螺杆挤出机新型混合元件及螺杆构型的研究[D].北京化工大学 (2002)
Todd, D.B.: Plastics compounding : equipment and processing[M]. Hanser Publishers (1998)
朱春雁, 耿孝正. 啮合同向旋转双螺杆挤出机中波状螺杆元件的熔体输送和混合机理研究[J]. 中国塑料, 5(2), 6 (1991)
梁畅. 同向双螺杆挤出机熔融段熔融传热过程研究[D].北京化工大学 (2012)
Andreas, L., Stefan, et al.: Compounding unit planetary roller extruder. Macromol. Mater. Eng. (2002)
黄汉雄.行星挤出机的结构与应用[J].化工装备技术, (01), 7–10 (1991). https://doi.org/10.16759/j.cnki.issn.1007-7251.1991.01.003
行星螺杆混沌触发的方法及其装备与应用[Z]. 广东轻工职业技术学院 (2007)
张彩芹,蒋平平,董玉明,苗红艳.甘油支化聚酯聚氯乙烯增塑剂的制备与性能研究[J].中国塑料, 28(01), 79–83 (2014)
黄丽,姜志国,张金生.PVC薄膜中增塑剂在水环境中迁移规律研究[J].中国塑料, (04), 53–55 (2001)
刘彦坤,王小萍,罗远芳,贾德民.聚氯乙烯环保型增塑剂的研究进展[J].化工进展, (01), 74–77 (2008)
Xiong, L., Yang, W., Li, C., Zhou, X., Jiao, Z.: Plasticizer migration from micro-layered flexible poly (vinyl chloride) films prepared by multi-layer co-extrusion technology. J. Plastic Film Sheet. 32(4) (2016)
Zhang, X., Xu, Y., Zhang, X., et al.: Progress on the layer-by-layer assembly of multilayered polymer composites: strategy, structural control and applications. Prog. Polym. Sci.. Polym. Sci. 89, 76–107 (2019)
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2024 The Author(s), under exclusive license to Springer Nature Switzerland AG
About this chapter

Cite this chapter
Jiao, Z., He, W. (2024). Fabrication of PVC Based Composites and Nanocomposites by Mechanical Mixing. In: H, A., Sabu, T. (eds) Poly(Vinyl Chloride) Based Composites and Nanocomposites. Engineering Materials. Springer, Cham. https://doi.org/10.1007/978-3-031-45375-5_1
Download citation
DOI: https://doi.org/10.1007/978-3-031-45375-5_1
Published:
Publisher Name: Springer, Cham
Print ISBN: 978-3-031-45374-8
Online ISBN: 978-3-031-45375-5
eBook Packages: Chemistry and Materials ScienceChemistry and Material Science (R0)