
Abstract
The development of modern civil construction has created a significant demand for concrete, which must characterize increased qualities, such as high compressive strength, flexural strength, impact resistance. While concrete is designed primarily to withstand structural loads, it must also contend an array of environmental effects, which determines its durability. The paper is presented the investigation results of the durability of modified high strength fiber-reinforced concrete under the dry-wet cycles effect, which can occur both under the weathering and human activities influence (car washes, industrial floors etc.). The analysis criteria were deterioration in compressive strength and impact resistance of concrete. The compressive strength of developed concrete after 100 dry-wet cycles decreases by 1.9–2.8%. Dispersed reinforcement with polypropylene fiber provided an effective increase in resistance to impact loads under the combined effect of dry-wet cycles. The impact strength of modified high strength fiber-reinforced concrete after 50 and 100 dry-wet cycles decreases by 2.2–3.4% and 3.1–5.4% respectively.
Access provided by Autonomous University of Puebla. Download conference paper PDF
Similar content being viewed by others

Keywords
- High strength concrete
- Polypropylene fiber
- Complex modifier
- Wet-dry cycle
- Impact resistance
- Compressive strength
1 Introduction
Concrete has become the most economical and most used structural material in construction. However, its environmental impact in the world is significant, as it requires a significant amount of natural resources and energy, and generates an enormous volume of waste [1]. In this regard, concrete technology has evolved from conventional to high strength concrete and in recent decades—to high strength concrete with high durability. Therefore, when design structures, it is necessary to take into account not only the influence of loads, but also the influence of environmental conditions, which plays an important role in effective forecasting of the life cycle of structures. Factors which affect the durability of concrete or damage to structures can be related to changes in internal pore hymidity or temperature (carbonation, freeze–thaw cycles, wet–dry cycles, effect of chloride salts, sulfates), as well as with the influence of various forms of loading [2,3,4]. Considerable attention of researchers has been focused on the problem of the behavior of concrete under the influence of dry-wet cycles [4,5,6,7]. In practical construction, taking into account the single factor of the wet-dry cycle makes the prediction of concrete durability somewhat limited, and it does not contribute to the accurate determination of the service life of buildings. The operating conditions of building structures are often associated with cyclic changes of moisture, which are caused by natural precipitation or technological processes and impact loads (hydraulic structures and transport infrastructure, industrial floors, car washes, production shops) [7, 8]. Multiple change of moisture causes the development of swelling and shrinkage deformations, which causes the breaking of material structure and leads to irreversible changes and a premature decrease in operational characteristics [5]. Therefore, the development of concretes with high resistant to dynamic loads and wet–dry cycles is of practical importance.
First of all, the load-bearing capacity and resistance to destruction of building structural materials is determined by the compressive strength [9]. The development of high strength concrete is based on the use of high-quality cements, fine aggregates, superplasticizers and supplementary cementitious materials, including ultrafine mineral additives [10,11,12,13,14]. The use of organic and mineral nanocomposites—materials of mineral and polymeric components based on silica additives of different origin and polycarboxylate superplasticizers is effective for obtaining of high strength concrete [15].
The high strength concrete is a brittle material in which deformation is localized at the site of manifestation of the first crack after the ultimate loading. Fiber-reinforced concrete has been developed to effectively address this problem, with high tensile strength, crack resistance, durability and impact resistance [16,17,18]. Dispersion fiber over-comes the opening of surface cracks at ultimate loading and disperses deformation. The effect of disperse reinforcement depends on the structure, strength of the matrix, as well as on the fiber parameters and their properties [19,20,21,22,23]. With the introduction of the disperse fiber the part of it works in tension, while the part prevents the displacement of the particles, ensuring the integrity of the system [24].
The purpose of the study is to research the influence of dry-wet cycles on the strength and impact resistance of high strength concrete and fiber-reinforced concrete.
2 Experimental Program
2.1 Materials
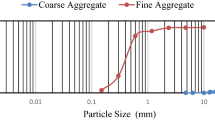
Ordinary Portland cement CEM I 42.5R according to EN 197-1 was used in the investigations. Natural sand of Zhovkva quarry (MF = 2.1) and coarse aggregate of 5–20 mm fraction were used for concrete production. For the research of the effect of dry-wet cycles five concrete mixes were produced containing varying amounts of Portland cement (350 and 400 kg per 1 m3) and fiber. The mix proportions of concretes are given in Table 1, which were designed to have an average slump between 160 and 210 mm under EN 206-1 for S4 concrete workability class.
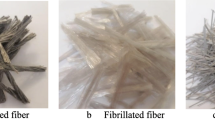
Microsilica and Aerosil-380 were used as supplementary cementitious materials for modifying of concrete. The specific surface area of microsilica and Aerosil-380 is 18600 cm2/g and 300 ± 30 m2/g respectively. A lignosulphonate plasticizer Centrament N3 (LS) was used as a water reducing agent for concrete mix C1 and polycarboxylate superplasticizer Master GLENIUM ACE 430–PCE (BASF Construction Chemicals) was used as a water reducing agent for concrete mixes C2-C5. Concrete mixtures C3 and C5 were proportioned with polypropylene fibers measuring 12 mm in length and 18 μm in diameter to increase an impact resistance of modified high strength concrete after effect of dry-wet cycles.
2.2 Experimental Process and Methods
A compulsory mixer was used to prepare concrete specimens with dimensions of 100 × 100 × 100 and 70.7 × 70.7 × 70.7 mm. For this purpose, the coarse and fine aggregates, Portland cement and mineral additives were firstly added to the mixer separately and mixed for about 2 min; then, mixing water with plasticizing admixtures was added and mixed. Then the polypropylene fibers were added in the case of preparing of fiber reinforced concrete. Mixing was continued for further five minutes to achieve uniform distribution of the fiber. The concrete is mixed according to the mix ratio shown in Table 1. Workability of fresh concrete was determined by the slump test according to EN 12350-2. Finally, the mixture was put into the mold. The specimens were molded for 24 h and then cured under standard conditions (temperature = 20 ± 2 ℃; RH = 90–100%) for 28 days. The samples100 × 100 × 100 mm were testing for compressive strength and water absorption (open porosity). The concrete specimens with dimensions of 70.7 × 70.7 × 70.7 mm were subjected to wet-dry cycles test.
The accelerated application of wetting and drying cycles in the laboratory was simulated to intensify the weathering or process. Initially, the strength and impact resistance of the main samples each composition were determined. Other samples were dried at a temperature of 100 ± 5 ℃ in a laboratory oven for 10 h and then saturated in water for 14 h (t = 20 ± 2 ℃). Some properties of the specimens were tested, such as the compressive strength and impact resistance after 50 and 100 dry–wet cycles.
The method of estimating the value of the specific impact viscosity recommended by ACI Committee 544 was used to determine the impact resistance of the developed high strength concrete and fiber-reinforced concrete. The resistance of concrete to the impact load was established as the ability to withstand repeated impacts, taking into account the absorbed energy, until the moment of sample destruction.
After effect of dry-wet cycles, the concrete samples were tested on compressive strength and sprayed with a 0.1% alcoholic solution of phenolphthalein (a colorimetric indicator for calcium hydroxide) to determine the carbonization depth [2]. Spraying the phenolphthalein solution onto the freshly chipped surface of a concrete sample can create a clear color change boundary between carbonated zone (gray) and noncarbonization zone (crimson).
3 Results and Discussion
During the wetting period, the open pores are filled with water, and during the drying period, only the surface area of the element is completely dried. This phenomenon causes the outer layers to shrink, while the inner core (wetter than the outer surface) blocks the volume change [4]. It leads to the formation of microcracks in concrete and a decrease in physical and mechanical properties. As can be seen from Fig. 1, modification with an organic and mineral additive allows to adjust the porosity parameters of concrete. Thus, the volumetric water absorption (open capillary porosity) of modified concretes C2 and C4, as well as fiber-reinforced concretes C3 and C5 decreases by 2.3–2.7 times compared to concrete C1. Due to the density of the surface layer of concrete, a smaller amount of water will be absorbed and such concrete will be characterized by better resistance to dry-wet degradation.

Water absorption of concrete.
The analysis of the test results showed that compressive strength of concretes C2-C5 slightly increases after 50 cycles (Fig. 2). In this case, the stability coefficient Kst, defined as the ratio of strength after cycles to the strength of concrete after 28 days, is 1.01. It is explained by the activation of pozzolanic reactions in the non-clinker part of the cement matrix of concrete modified with a complex additive based on microsilica, aerosil and polycarboxylate superplasticizer, as well as lower porosity of the surface layer of concrete. At the same time, the strength of concrete C1 after 50 cycles increases by 20% (Kst = 1.2). The authors [25] explain this growth by the emergence of new interface surfaces, which contributes to an increase in the degree of hydration of Portland cement and restores the functional properties of the material.
The compressive strength of modified high strength concretes after 100 dry-wet cycles decreases by 1.9–2.8% compared to the strength of concretes after 50 cycles. When polypropylene fiber, which perceives tensile stresses during drying, was added, the compressive strength of modified fiber-reinforced concrete does not change after 100 cycles, regardless of the consumption of Portland cement. While the strength of modified concrete C1 after 100 cycles decreases by 8.5%.

Compressive strength after wet-dry test.
An increasing of compressive strength can also be associated with partial carbonization of the surface layers of concrete samples. When carbon dioxide acts on cement concrete under normal conditions, not only calcium hydroxide is carbonized, but also other hydrates, in particular calcium hydrosilicates, calcium hydroaluminates, etc. [2]. The rate of carbonization increases with alternating wetting and drying and can cause some increase in strength, but negatively affects the stability of reinforcement in concrete, reducing its hydrogen index. The carbonation depth of concrete C1 is 3 mm after 28 days (Fig. 3a) and after 100 dry-wet cycles carbonation depth increases to 6 mm (Fig. 3b), which is due to the increased porosity of concrete C1. The depth of carbonization of the modified high strength fiber-reinforced concrete C5 before the dry-wet test is 1 mm (Fig. 3c), after it −1.5 mm (Fig. 3d).
The combination of impact loads with multiple dry-wet cycles leads to irreversible damage of the concrete structure and a decreasing of its stability. The fatigue process of concrete under the action of alternating wetting and drying, during which sign-changing deformations were created, led to a decreasing of the impact strength of concrete C1 by 19.1% after 50 cycles (Fig. 4). After 100 dry-wet cycles the reduction of impact strength was 27.4%.

Carbonation depth: concrete C1 after 28 days a and after 100 cycles b; concrete C5 after 28 days c and after 100 cycles d.

Impact resistance of concrete after wet-dry test.
The adding of a complex organic and mineral modifier into concrete led to an increasing of strength to 89.3 and 99.4 MPa, respectively, for concrete with a Portland cement consumption of 350 and 400 kg per m3. In this case, the impact resistance also increased to 10.5 and 12.6 J/cm3, respectively. The creating of optimal microstructure of the modified concrete ensured a decreasing of the impact resistance of concrete C2 and C4 by 11.4 and 12.9%, respectively, after 100 cycles. Dispersed reinforcement with polypropylene fiber provided an effective increasing of resistance to impact loads with the combined dry-wet effect. Thus, impact resistance of modified fiber-reinforced concrete decreases by 2.2–3.4% and 3.1–5.4% after 50 and 100 dry-wet cycles.
4 Conclusions
It has been established that complex modification of the structure of the cement matrix of concrete and dispersed reinforcement with fibers provide an increasing of the compressive strength of concrete and resistance to dynamic impact (impact resistance is 75–80 J/cm3). Significant impact energy absorption of the modified matrix when using dispersed fiber is determined by the reduction of defects in the surface layer, compaction of the structure and creation of three-dimensional cross-linking of the structure.
The loss of compressive strength of developed concretes is 1.9–2.8% after dry-wet cycles. Disperse reinforcement with polypropylene fiber provided an effective increasing of resistance to impact loads with the combined dry-wet effect. The impact strength of modified dispersed reinforced concrete after 50 and 100 dry-wet cycles decreases by 2.2–3.4% and 3.1–5.4%, respectively.
References
Miller SA, Moore FC (2020) Climate and health damages from global concrete production. Nat Clim Chang 10:439–443
Van den Heede P, De Belie N (2014) A service life based global warming potential for high-volume fly ash concrete exposed to carbonation. Constr Build Mater 55:183–193
Murali G, Santhi AS, Mohan Ganesh G (2014) Impact resistance and strength reliability of fiber-reinforced concrete in bending under drop weight impact load. Int J Technol 5(2):111–120
Zhang J, Gao Y, Han Y (2012) Interior humidity of concrete under dry-wet cycles. J Mater Civ Eng 24:289–298
Liu F, Zhang T, Luo T, Zhou M, Zhang K, Ma W (2020) Study on the deterioration of concrete under dry-wet cycle and sulfate attack. Materials 13:4095
Wang K, Guo J, Liu X (2021) Effect of dry–wet ratio on pore-structure characteristics of fly ash concrete under sulfate attack. Mater Struct 54:100
Guo J-J, Liu P-Q, Wu C-L, Wang K (2021) Effect of dry-wet cycle periods on properties of concrete under sulfate attack. Appl Sci 11:888
Marushchak U, Sydor N, Braichenko S, Margal I, Soltysik R (2019) Modified fiber reinforced concrete for industrial floors. In: IOP conference series: materials science and engineering vol 708/1, p 012094
Vybranets Y, Vikhot S (2023) Spatial calculation of metal truss structure in joint work with reinforced concrete slab. Lect Notes Civil Eng 290:450–458
Sanytsky M, Usherov-Marshak A, Marushchak U, Kabus A (2021) The effect of mechanical activation on the properties of hardened Portland cement. Lect Notes Civil Eng 100:378–384
Chepurna S, Borziak O, Zubenko S (2019) Concretes, modified by the addition of high-diffused chalk, for small architectural forms. Mater Sci Forum 968:82–88
Markiv T, Sobol K, Petrovska N, Hunyak O (2020) The effect of porous pozzolanic polydisperse mineral components on properties of concrete. Lect Notes Civil Eng 47:275–282
Hunyak O, Hidei V, Sobol K, Petrovska N (2023) Valorization of wastepaper sludge ash as supplementary cementitious material in concrete. Lect Notes Civil Eng 290:94–100
Shamsad A, Baghabra Al-Amoudi OS, Khan SMS, Maslehuddin M (2022) Effect of silica fume inclusion on the strength, shrinkage and durability characteristics of natural pozzolan-based cement concrete. Case Stud Constr Mater 17:01255
Sanytsky M, Kropyvnytska T, Heviuk I, Sikora P, Braichenko S (2021) Development of rapid hardening ultra-high strength cementitious composites using superzeolite and N-C-S-H-PCE alkaline nanomodifier. Eastern-Eur J Enterp Technol 5(6):62–72
Stechshyn M, Sanytsky M, Poznyak O (2015) Durability properties of high volume fly ash self-compacting fiber reinforced concretes. Eastern-Eur J Enterp Technol 3(11):49–53
Krishna A, Mohan Kaliyaperumal SR, Kathirvel P (2022) Compressive strength and impact resistance of hybrid fiber reinforced concrete exposed to elevated temperatures. Struct Concr 23:3
Marushchak U, Sanytsky M, Sydor N, Braichenko S (2018) Research of impact resistance of nanomodified fiber reinforced concrete. MATEC Web Conf 230:03012
Najaf E, Abbasi H (2022) Impact resistance and mechanical properties of fiber-reinforced concrete using string and fibrillated polypropylene fibers in a hybrid form. Struct Concr 24:10
Mohtasham Moein M et al (2022) Investigation of impact resistance of high-strength Portland cement concrete containing steel fibers. Materials 15:7157
Marushchak U, Sanytsky M, Sydor N, Braichenko S (2018) Research of nanomodified engineered cementitious composites. In: Proceedings of the 2018 IEEE 8th international conference on nanomaterials: applications and properties, p 8914835
Sydor N, Marushchak U, Braichenko S, Rusyn B (2021) Development of component composition of engineered cementitious composites. Lect Notes Civil Eng 100:459–465
Marushchak U, Sydor N, Margal I (2023) Impact of polypropylene fibers on the properties of engineered cementitious composites. Lect Notes Civil Eng 290:262–269
Turba Y, Solodkyy S (2021) Crack resistance of concretes reinforced with polypropylene fiber. Lect Notes Civil Eng 100:474–481
Vyrovoy V, Korobko O, Antoniuk N, Zakorchemny Y (2021) Influence of cracks on the safe functioning of building structures. Mater Sci Forum MSF 1038:383–392
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2024 The Author(s), under exclusive license to Springer Nature Switzerland AG
About this paper

Cite this paper
Marushchak, U., Sydor, N., Braichenko, S., Hohol, M. (2024). Effect of Dry–Wet Cycles on Properties of High Strength Fiber-Reinforced Concrete. In: Blikharskyy, Z., Koszelnik, P., Lichołai, L., Nazarko, P., Katunský, D. (eds) Proceedings of CEE 2023. CEE 2023. Lecture Notes in Civil Engineering, vol 438. Springer, Cham. https://doi.org/10.1007/978-3-031-44955-0_27
Download citation
DOI: https://doi.org/10.1007/978-3-031-44955-0_27
Published:
Publisher Name: Springer, Cham
Print ISBN: 978-3-031-44954-3
Online ISBN: 978-3-031-44955-0
eBook Packages: EngineeringEngineering (R0)