
Abstract
Forming-induced residual stresses can be used to increase the fatigue strength of formed components. By adjusting the process parameters of the incremental sheet metal forming process (ISF), the forming mechanisms can be adjusted and thus the resulting residual stress can be targetedly set, to meet specific component requirements. Within the scope of this work, experimental results show that superposed compressive stresses using a flexible polymer die during ISF, near-to-surface compressive residual stresses can be induced on both sides of aluminum alloy 5083 truncated cones. The resulting residual stress state is measured by means of X-ray diffraction (XRD). In addition, the amount of near-to-surface residual stress can be adjusted by varying the degree of hardness of the elastomeric die material. These findings can be used to set tailored properties of formed components by forming-induced residual stresses, to extend the operating time of the component until failure.
Access provided by Autonomous University of Puebla. Download conference paper PDF
Similar content being viewed by others

Keywords
1 Introduction
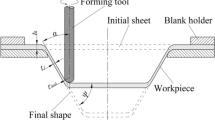
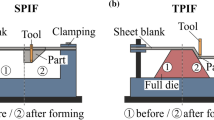
The incremental sheet metal forming process (ISF) is a flexible forming process for complex shaped parts suitable for small batch production [1]. The initial unformed metal sheet is clamped at the edges and formed by a cylindrical non-geometry dependent forming tool with a hemispherical tool tip (Fig. 1a), as described by Jeswiet et al. [2]. For the desired part geometry, the forming tool is moved along a predefined tool path and the part is built-up stepwise in a localized deformation zone with occasionally high strains [3]. The basic process as patented by Leszak in 1967 was further developed and enhanced during the last decades [4]. To increase the process-related low geometrical accuracy of the Single Point Incremental Forming (SPIF) due to large spring-back effects, a process variant with an additional supporting die was established as described by Powell and Andrew [5]. This two-point incremental forming process (TPIF) uses full dies or partial dies (Fig. 1b) determining the final part geometry that lead to higher geometrical accuracy but reduced flexibility [6]. A key factor for the resulting geometry in production processes of metal components are forming-induced residual stresses. Recent publications showed the potential of residual stress control through incremental forming processes by compressive stress-superposition [7]. Flexible polymer dies are used to induce compressive residual stresses on both sides of the manufactured component to meet specified product properties. The possibility of changing the residual stress state through the forming process is barely considered during the component design process. Beside geometrical accuracy, an optimized residual stress state can lead to improved product properties, e.g. the fatigue strength [8].

a) Single point incremental forming and b) two-point point incremental forming set up.
In this paper, in a TPIF process with polymer die, truncated cone geometries are manufactured from aluminum alloy 5083 sheet blanks to analyze the effect of the die hardness on the product properties. The experimentally determined influence of the die hardness on part geometry, forming forces, material hardening, and residual stresses are presented.
2 Procedure
A polyurethane die (PU) is placed below the unformed sheet to form the geometry into the flexible die support (Fig. 2a). The combination of blank holder, sheet and polyurethane die is installed in a 5-axis DMU 50 milling machine from DMG Mori® (Fig. 2b). The tool movement is carried out by the computer numerical control of the milling machine and the tool forces are measured by a three-component load cell. A polyurethane die made of PU D44 material with the dimension 90 × 90 × 50 mm is used.

a) TPIF process using flexible polymer die, b) TPIF experimental setup
Three different dies with the increasing hardness 70°, 80°, 90° Shore A are used. For all experiments a truncated cone with an initial diameter D = 65 mm, a cone height h = 4 mm and a wall angle Ψ = 45° is chosen as part geometry (Fig. 3a). Beside the die hardness, for all experiments the forming parameters with a step-down increment Δz = 2 mm, a tool radius RTool = 5 mm and a tool feed vTool = 300 mm/min, are kept constant. The blank material is aluminum AA5083 in H111 condition with an initial sheet thickness of t0 = 1 mm. The dimensions of sheet is 130 × 130 mm and there are 9 additional holes in the sheet for fatigue tests. The initial yield stress of the material is determined by tensile tests to σf 0 = 165 MPa.

a) Truncated cone geometry (top and side view), b) XRD measurement method.
The residual stresses are determined using non-destructive X-ray diffraction. An X-ray diffractometer Stresstech® Xstress G2R is used to measure near-to-surface residual stresses (τ = 5 μm). The strain analysis is based on the determination of the interplanar distance d{hkl} (hkl-Miller indices) according to the Bragg law n · λ = 2 · d{hkl} · sin θ, with n the order of diffraction of interference {hkl}, the wavelength λ and its Bragg angle θ (Fig. 3b). The residual stresses are measured in circumferential σc and meridional σm direction in the middle of the cone wall at a height of hXRD = 2 mm on both sides, the inside (tool side) and outside (non-tool side) (Fig. 3a). The interplanar grid spacings for different sample orientations are measured according to the tensor character of strains and stresses. The stresses are calculated using the sin2-ψ method [13]. Co-Kα radiation, a collimator with 2 mm spot size and exposure time t = 20 s per step is used. The 2θ angle has a range of −42° – 42° (±3° oscillation). The reflection profiles are recorded for the 9 ψ-inclinations (0°, ±18.7°, ±27°, ±33.8°, ±40°). The resulting stresses are mean values of three repeated measurements.
3 Results
3.1 Process Forces
The process force in z-direction Fz, as the highest process force component occurring, is recorded for three die hardness degrees. It can be stated that the forming forces of all process variants are qualitatively the same. With every single of the two step-downs, the process force Fz is increased monotonously (Fig. 4). With increasing die hardness, the tool force Fz is increased due to the additional force needed to deform the die. The maximum process force is obtained for the 90° Shore A polymer die, which is two times lager, than the forces measured for the polymer with the lowest material hardness 70° Shore A.

Tool force with varying die hardness.
3.2 Geometry
The geometries of all final truncated cones after unclamping in cut view A-A according to Fig. 3a are compared to the target geometry (Fig. 5). The final part geometries are measured by a 3D-digitalizer GOM® ATOS II using ATOS Professional V8 SR1 software for evaluation. Compared to the target geometry all process variants show poor geometrical accuracy. First, the transition of flange and cone wall due to the bending effects near the clamping and decreasing die support during the forming. Second, a bulging of the bottom area (pillow effect), which is typical for all incrementally formed parts. All process variants cut views show good geometrical accuracy especially in the flange area and the cone wall. The hardest polymer die used (90° Shore A) leads to an improved geometry in the transition of flange and cone wall du to the increased support by the die during the first tool indentations. The geometrical accuracy in this area is decreased with decreasing die hardness. In the bottom area, an opposite trend is observed. The geometrical accuracy is improving with decreasing die hardness. Due to the counterpressure of the die in the last step, the sheet metal is pushed and bent around the spherical tool tip and freely bulges upwards. This additional inward bending results in a convex shaped bottom area of the cone geometry.

Cut view of cone geometries with varying die hardness.
3.3 Wall Thickness and Material Hardening
For the sheet thickness and material hardness evaluation in the middle of the cone wall (Fig. 3a), strips are cut out of the cone wall in meridional direction. The cross-sections are cold mounted for thickness measurement using microscopy and Vickers HV0.3 hardness measurements. The sheet thickness and Vickers hardening values are mean values of three repetitions for each point. Depending on the die material, the initial sheet thickness t0 = 964 µm is reduced in the cone wall (Fig. 6a). The moderate thickness reduction of 13% for the softest die material (70° Shore A) is dramatically increased with increasing die hardness. For the 90° Shore A die, the thickness of the final cone wall is 47% reduced compared to the initial sheet thickness. The material hardness behavior is developing similar to the sheet thickness. The initial sheet hardness 75 ±3 HV0.3 is increasing in the cone wall with higher die hardness due to strain hardening in the form of thinning. Compared to the hardness of the softest die, the hardness of 90° Shore A die is 64% increased.

a) Cone wall thickness development and b) corresponding hardness evolution.
3.4 Residual Stress
The residual stresses at the cone wall are distributed homogeneously in circumferential direction, due to its axisymmetric geometry. The residual stresses are evaluated on both sides in the middle of the cone wall (Fig. 3a). The residual stress amplitudes on the tool side of the cone wall are decreasing with increasing die hardness (Fig. 7). The comparatively high tensile residual stresses in circumferential direction (near yield stress of the undeformed material) are slightly decreasing in a range of 50 MPa and remain tensile residual stress type (Fig. 7b). The comparatively low tensile residual stress in meridional direction for the softest die material is decreasing with increasing die hardness (Fig. 7a). This behavior leads to a shift from tensile residual stress to compressive residual stress with increasing die hardness. For the highest die hardness tested, compressive residual stresses of σm = −40 MPa for 90° Shore A die material.

Residual stress measurement (XRD) inside the cone wall (tool side) in a) meridional direction and b) circumferential direction.
On the outer cone wall (non-tool side) at the same measuring point, compressive residual stresses are measured for all components (Fig. 8). The compressive stresses in meridional and circumferential direction are in the same range. Both residual stress components are increasing with higher die hardness. According to the change of residual stress with increasing die hardness on the tool side, the residual stresses are shifted towards more compressive residual stresses with increasing die hardness. The observed changes in residual stresses can be explained by the effect of thinning and the changed stress state due to the die. The excessive thinning with increasing die hardness is caused by higher stretching while bending of the material in meridional direction around the forming tool tip [10]. The stretching causes thinning and higher tensile load stresses, that cause reduced tensile residual stresses or even compressive stresses after unloading.

Residual stress measurement (XRD) outside the cone wall (non-tool side) in a) meridional direction and b) circumferential direction.
4 Summary and Outlook
Experimental results for compressive stress-superposed incremental forming of cone geometries using a flexible die were presented. The influence of the degree of hardness of the die material on the product properties of AA5083 cones was investigated. It was shown, that an increase in die hardness leads to an excessive increase in tool force up to 100% compared to the lowest die hardness analyzed. The geometry of the truncated cones produced could be improved by the polymer die, especially in the transition area of flange and cone wall with higher die hardness, but more bulging at the cone bottom area, simultaneously. The global geometry of the cone wall itself remains unaffected by the degree of die hardness. An analysis of the cone wall thickness reduction shows a decrease in material thickness up to 50% of the initial sheet thickness for the highest polymer die used. This excessive thinning effect is causing an increasing material hardening with increasing die hardness. Experimental residual stress analysis using non-destructive X-ray diffraction technique indicates a shift of residual stress to the compressive regime with increasing die hardness. This relation leads to the possibility of setting compressive residual stresses on both sides of the cone wall in meridional direction for the geometry and material investigated. Tensile residual stresses lead to reduced fatigue life of a component. [8] Using the flexible polymer die, these critical tensile residual stresses can be reduced or even eliminated, to improve the product’s performance.
Future studies need to further verify the beneficial effect of forming-induced compressive residual stresses on the product properties with simultaneous thinning by experimental fatigue tests. Particularly, the achievable forming depth needs to be analyzed to figure out the process limits.
References
Martins, P.A.F., Bay, N., Skjoedt, M., Silva, M.B.: Theory of single point incremental forming. CIRP Ann. Manuf. Technol. 57, 247–252 (2009)
Jeswiet, J., Hagan, E.: Rapid proto-typing of a headlight with sheet metal. In: Proceedings of Shemet, pp. 165–170 (2001)
Emmens, W.C., van den Boogaard, A.H.: An overview of stabilizing deformation mechanisms in incremental sheet forming. J. Mater. Process. Technol. 209, 3688–3695 (2009)
Leszak, E.: Apparatus and process for incremental dieless forming. U.S. Patent 3342051A1 (1967)
Powell, N.N., Andrew, C.: Incremental forming of flanged sheet metal components without dedicated dies. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 206, 41–47 (1992)
Lu, H., Kearney, M., Wang, C., Liu, S., Meehan, P.A.: Part accuracy improvement in two point incremental forming with a partial die using a model predictive control algorithm. Precis. Eng. J. 49, 179–188 (2017)
Maaß, F., Hahn, M., Tekkaya, A.E.: Adjusting residual stresses by flexible stress superposition in incremental sheet metal forming. Arch. Appl. Mech. 91(8), 3489–3499 (2021). https://doi.org/10.1007/s00419-021-01929-x
Maaß, F., Hahn, M., Tekkaya, A.E.: Interaction of process parameters, forming mechanisms and residual stresses in single point incremental forming. Metals 10(5), 656 (2020)
Macherauch, E., Müller, P.: Das sin2-ψ Verfahren von röntgenographischen Eigenspannungen. Zeitschrift für angewandte Physik 13, 305–312 (1961)
Emmens, W.C., van den Boogaard, A.H.: An overview of stabilizing deformation mechanisms in incremental sheet forming. J. Mater. Process 209(8), 3688–3695 (2009)
Acknowledgements
The authors would like to thank the German Research Foundation (DFG, Deutsche Forschungsgemeinschaft) for funding the research project 372803376 (TE 508/67-3) as part of the priority program SPP 2013 “The utilization of residual stresses induced by metal forming”.
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Ethics declarations
The authors declare no conflict of interest.
Rights and permissions
Copyright information
© 2024 The Author(s), under exclusive license to Springer Nature Switzerland AG
About this paper

Cite this paper
Maaß, F., Hahn, M., Tekkaya, A.E. (2024). Controlling Product Properties by Compressive Stress-Superposed Incremental Forming. In: Mocellin, K., Bouchard, PO., Bigot, R., Balan, T. (eds) Proceedings of the 14th International Conference on the Technology of Plasticity - Current Trends in the Technology of Plasticity. ICTP 2023. Lecture Notes in Mechanical Engineering. Springer, Cham. https://doi.org/10.1007/978-3-031-41023-9_73
Download citation
DOI: https://doi.org/10.1007/978-3-031-41023-9_73
Published:
Publisher Name: Springer, Cham
Print ISBN: 978-3-031-41022-2
Online ISBN: 978-3-031-41023-9
eBook Packages: EngineeringEngineering (R0)